Область техники
Настоящее изобретение относится к области производства лент для комплекса хранения электрической энергии для производства установок хранения электрической энергии.
В контексте настоящего изобретения под термином «установка для хранения электрической энергии» понимаются или конденсатор (т.е. пассивная система, содержащая два электрода и изолятор), суперконденсатор (т.е. система, содержащая, по меньшей мере, два электрода, электролит и, по меньшей мере, один разделитель) или батарея литиевого типа (т.е. система, содержащая, по меньшей мере, один анод, по меньшей мере, один катод и раствор электролита между анодом и катодом).
Уровень техники
Известны системы и способы производства ленты для комплекса хранения электрической энергии. Подобную ленту в последующем применяют для создания установок для хранения энергии, например, литиевых батарей.
Эти системы и способы дают возможность производить ленту комплекса посредством сборки:
- пленки, сматываемой с катушки, известной, как «коллектор/катод», содержащей слой коллектора между двумя слоями катода, и
- двух пленок, сматываемых с катушек, известных, как «электролит», каждая содержит один слой электролита.
В процессе изготовления пленок коллектора/катода, сматываемых с катушек, и пленки электролита, сматываемой с катушек, для повышения производительности ширина каждого из этих плотен пленки, в общем случае превышает ширину ленты, которую в итоге желают получить для готового комплекса хранения электрической энергии, приблизительно в "n" раз, где n - любое целое число, отличное от нуля.
Следовательно, по этой причине возникает необходимость разрезать пленку коллектора/катода с катушки и пленку электролита с катушки на полосы одной и той же ширины, до ее соответствия той ширине, которая требуется для комплекса хранилища. Резку различных пленок проводят до их сборки.
Операция разрезки обладает тем недостатком, что она требует наличия персонала и сопровождается большим объемом манипуляций с многочисленными катушками, что делает эту операцию затратной по времени и ресурсам и снижает ее производительность.
Одна из задачей настоящего изобретения заключается в предложении устройства для разделения полотна материала по меньшей мере на две полосы материала, и тем самым уменьшения значение по меньшей мере одного из упомянутых выше недостатков. Другая задача этого изобретения заключается в предложении системы для производства ленты для комплекса хранилища электрической энергии, содержащей устройство для разделения.
Раскрытие изобретения
Предлагается устройство для осуществления операции разделения полотна материала по меньшей мере на две полосы материала, при этом указанная операция заключается в продольном разрезании непрерывно движущегося полотна, при этом устройство содержит:
- расположенные выше по ходу средства для направления двух полотен материала, направляющие их в одном и том же основном направлении,
- разделитель, разделяющий полосы материала вдоль направления, проходящего в плоскости перемещения полос материала, при этом разделитель включает в себя направляющие средства, обеспечивающие направление полосы материала вдоль двух раздельных и расходящихся направлений в плоскости перемещения,
- расположенные ниже по ходу два направляющих средства для двух разделенных полос материала, направляющих их вдоль одного и того же направления,
при этом расположенные выше по ходу направляющие средства и разделитель расположены таким образом, что плоскость перемещения полос материала в разделителе образует отличный от нуля угол с плоскостью перемещения полос материала в промежутке между расположенным выше по ходу направляющим средством и разделителем, а
разделитель и расположенные выше по ходу средства для направления расположены таким образом, что плоскость перемещения полос материала в разделителе образует отличный от нуля угол с плоскостью перемещения полос материала между разделителем и расположенными выше по ходу средствами для направления.
Полосы материала, подлежащие разделению, простираются в продольном направлении. Их получают путем разрезания полотна непрерывно движущегося материала.
Разделительное устройство, представленное выше, позволяет разъединить две полосы материала, удерживая их в одной и той же плоскости перемещения, что позволяет добиться преимущества, заключающегося в объединении указанных разделенных полос с другими пленками, например, с пленками электролита.
Направление двух полос материала в двух расходящихся направлениях, позволяет отделить первую и вторую полосы одна от другой.
Находящиеся ниже по ходу направляющие средства позволяют переориентировать указанные полосы материала таким образом, что они перемещаются в двух параллельных направлениях перемещения, сохраняя при этом постоянство расстояния, отделяющего полосы материала друг от друга, после разделения их разделительным устройством для того, чтобы, в частности, иметь возможность наложить один и тот же слой на указанные разделенные полосы материала.
Кроме того, вследствие образования угла между разными подвижными плоскостями, в полосах возникает крутящий момент, который невелик, при этом он намного меньше того, который мог бы привести к обрыву полосы от напряжений, возникающих при разделении без изменения подвижной плоскости.
Благодаря настоящему изобретению, становится возможным объединить электролитную пленку с катодной пленкой таким образом, что электролитная пленка выходит за кромки катодной пленки. Этим путем обеспечивается оптимальная изоляция между анодом (который будет впоследствии добавлен к этому своеобразному сэндвичу) и катодом, устраняя любые риски контакта между этими двумя электродами.
В некоторых вариантах осуществления изобретения, только одна полоса материала направляется в разделитель под различными углами относительно основного направления. В других вариантах осуществления, указанные две полосы материала направляются в разделитель под разными углами относительно основного направления таким образом, чтобы удалить их одна от другой. То обстоятельство, что две полосы материала отделяются от основного направления, дает возможность добиться симметрии в работе разделительного устройства таким образом, что каждая полоса материала подвергается одинаковым механическим напряжениям, которые меньше чем напряжения, которые возникали бы при таком же разделении одной из двух полос, если бы ее одну отклоняли от основного направления.
Ниже приводятся предпочтительные, однако, неограничивающие особенности способа в соответствии с настоящим изобретением:
- разделитель содержит по меньшей мере две прилегающие опорные конструкции, при этом каждая опорная конструкция включает в себя разделительные направляющие средства, которые направляют одну из полос материала;
- указанные разделительные направляющие средства каждой опорной конструкции содержат по меньшей мере два последовательно расположенных цилиндра с параллельными осями, подвижно вращающихся вокруг своих осей, причем указанные оси вращения указанных цилиндров принадлежат двум различным опорным конструкциям, образующим угол, отличный от нуля;
использование цилиндров позволяет осуществить распределение всех сил, стремящихся повернуть полосы материала по их всей ширине;
- каждая опорная конструкция содержит рычаг, соединяющий последовательно цилиндры опорной конструкции вместе и удерживающий их оси взаимно параллельными, причем по меньшей мере один из рычагов обладает возможностью поворачиваться относительно остальных рычагов вдоль направления, по сути, перпендикулярного к плоскости перемещения полос материала.
После этого становится возможным без труда отрегулировать положение рычагов относительно друг друга. Более того, при запуске разделительного устройства становится возможным избежать обрыва полосы материала, поскольку ориентация рычагов постепенно изменяется во избежание внезапного образования чрезмерных напряжений в полосе материала;
- по меньшей мере два смежных цилиндра, принадлежащих к раздельным опорным конструкциям, касаются своими концами;
это обстоятельство делает возможным, во-первых, уменьшение объема устройства, и, во-вторых, устранение повреждения полос материала на их встречных кромках (или по центральной кромке);
- предварительно напряженные упругие средства размещены между одним из концов направляющего цилиндра и рычагом, поддерживающим этот цилиндр, для толкания указанного цилиндра в направлении прилегающего цилиндра, который принадлежит к другой опорной конструкции;
все перечисленное выше дает возможность привести основания или концы всех цилиндров в контакт друг с другом независимо от величины расстояния, которое разделяет их, а также отрегулировать положение рычагов, если указанное положение должно быть переменным;
- находящиеся дальше по ходу направляющие средства содержат по меньшей мере один подвижной цилиндр, подвижно вращающийся вокруг своей оси, при этом указанный цилиндр предназначен для приема полос материала, разделенных друг от друга разделителем;
длина подвижного цилиндра, в частности, превышает или равна сумме ширин разделенных полос материала и расстояния между указанными полосами материала, что делает указанный подвижной цилиндр достаточно длинным в направлении ширины технологической линии для приема всех полос материала, разделенных разделителем;
в другом варианте осуществления, находящиеся дальше по ходу направляющие средства могут содержать более одного подвижного цилиндра;
- находящиеся выше по ходу направляющие средства содержат, по меньшей мере, один подвижной цилиндр, подвижно вращающийся вокруг своей оси и предназначенный для приема полос материала, разрезанных в продольном направлении и размещенных бок о бок;
длина подвижного цилиндра, в частности, превышает или равна сумме ширин разделенных полос материала (т.е. ширине полотна материала);
- разделительные направляющие цилиндры могут приводиться в движение по меньшей мере одним мотором, предназначенным для перемещения полос материала;
все перечисленное выше может касаться подвижных цилиндров и в более общем смысле всех цилиндров разделительного устройства. Однако указанные решения могут рассматриваться как нечто необязательное, поскольку указанные полосы могут приводиться в движение посредством находящейся дальше по ходу системой, содержащей разделительное устройство:
использование мотора позволяет создать силы натяжения, приводящие в движение полосы материала;
- находящиеся выше по ходу направляющие средства и разделитель размещены таким образом, что плоскость перемещения полос материала в разделителе, по сути, перпендикулярна плоскости перемещения полос материала в промежутке между находящимися выше по ходу направляющими средствами и разделителем, и/или указанный разделитель и находящиеся ниже по ходу направляющие средства размещены таким образом, что плоскость перемещения полос материала в разделителе в основном перпендикулярна к плоскости перемещения полос материала в промежутке между разделителем и находящимися ниже по ходу направляющими средствами;
это обстоятельство делает возможным уменьшить объем устройства, а также и напряжения, которые возникают в полосах материала, когда они изменяют угол (выше и ниже по ходу от разделителя);
- находящиеся ниже по ходу направляющие средства выполнены с возможностью направления полос материала вдоль основного направления, указанные направляющие средства разделителя выполнены с возможностью направления по меньшей мере одной из полос материала, а в частности, две полосы материала, вдоль направления, отличного от основного направления.
Настоящее изобретение также относится к системе производства ленты для комплекса хранилища электрической энергии, содержащей по меньшей мере одну полосу материала, характеризующейся тем, что она содержит разделительное устройство, описанное выше, предназначенное для разделения по меньшей мере двух полос материала одна от другой.
В контексте настоящего изобретения под термином «комплекс» подразумевается пакет, включающий в себя по меньшей мере два раздельных слоя, в частности, слой катода и слой электрода.
Ниже приводятся предпочтительные, однако, неограничивающие особенности системы в соответствии с настоящим изобретением:
- система далее содержит измерительное устройство, находящееся ниже по ходу от разделительного устройства, предназначенное для измерения сил натяжения, приложенных к каждой полосе материала;
это дает возможность контролировать силы натяжения, возникающие в системе полос материала для обеспечения их перемещения;
- система далее содержит комплексообразующее устройство, находящееся ниже по ходу от разделительного устройства, оно предназначено для объединения, по меньшей мере, одной пленки в готовый элемент, например, электролитная пленка на разделенных полосах материала;
- указанное комплексообразующее устройство содержит сжимающие средства, предназначенные для наложения и объединения по меньшей мере одной из пленок на одну из поверхностей разделенных полос материала;
- указанные сжимающие средства содержат опорный и по меньшей мере один прижимной цилиндр, которые обеспечивают перемещение разделенных полос материала, причем указанные разделенные полосы материала и пленки перемещаются между опорным и по меньшей мере одним из указанных прижимных цилиндров;
- средство опирания содержит по меньшей мере один опорный цилиндр, обращенный по меньшей мере к одному из прижимных цилиндров;
- сжимающие средства далее содержат средства балансировки, предназначенные для изменения угла наклона оси вращения прижимного цилиндра относительно средства опирания; в одном из вариантов осуществления настоящего изобретения, сжимающие средства могут содержать средства балансировки, предназначенные для изменения угла наклона средства опирания относительно оси вращения прижимного цилиндра, указанный угол наклона предпочтительно должен определяться как функция результатов, выданных измерительным устройством;
это дает возможность изменять скорость привода, осуществляемого цилиндрами на полосы материала, в частности в качестве функции выходных данных, получаемых от измерительного устройства, с целью поддерживать указанные силы натяжения равными одна другой;
- система также содержит нагревательный элемент для нагрева полос материала указанной или по меньшей мере одной из пленок, наложенных на полосы материала;
использование нагревательного элемента дает возможность повысить качество соединения между пленкой и полосами материала.
Краткое описание чертежей
На фиг. 1 и 2 показаны варианты осуществления способа изготовления ленты для комплексов хранения электрической энергии;
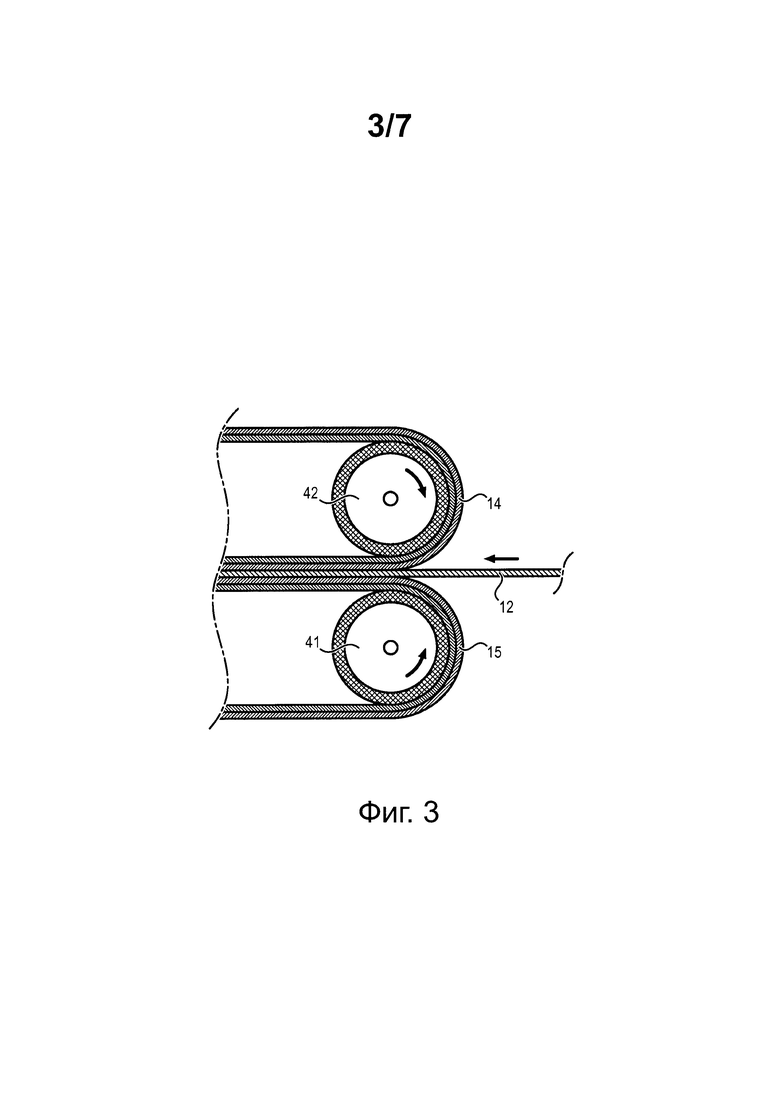
на фиг. 3 - комплексообразующее устройство;
на фиг. 4 и 8 - варианты осуществления системы по изготовлению ленты для комплексов хранения электрической энергии;
на фиг. 5 и 6 - разделительное устройство;
на фиг. 7 - прижимные цилиндры комплексообразующего устройства.
Осуществление изобретения
1. Способ изготовления.
1.1. Общие принципы.
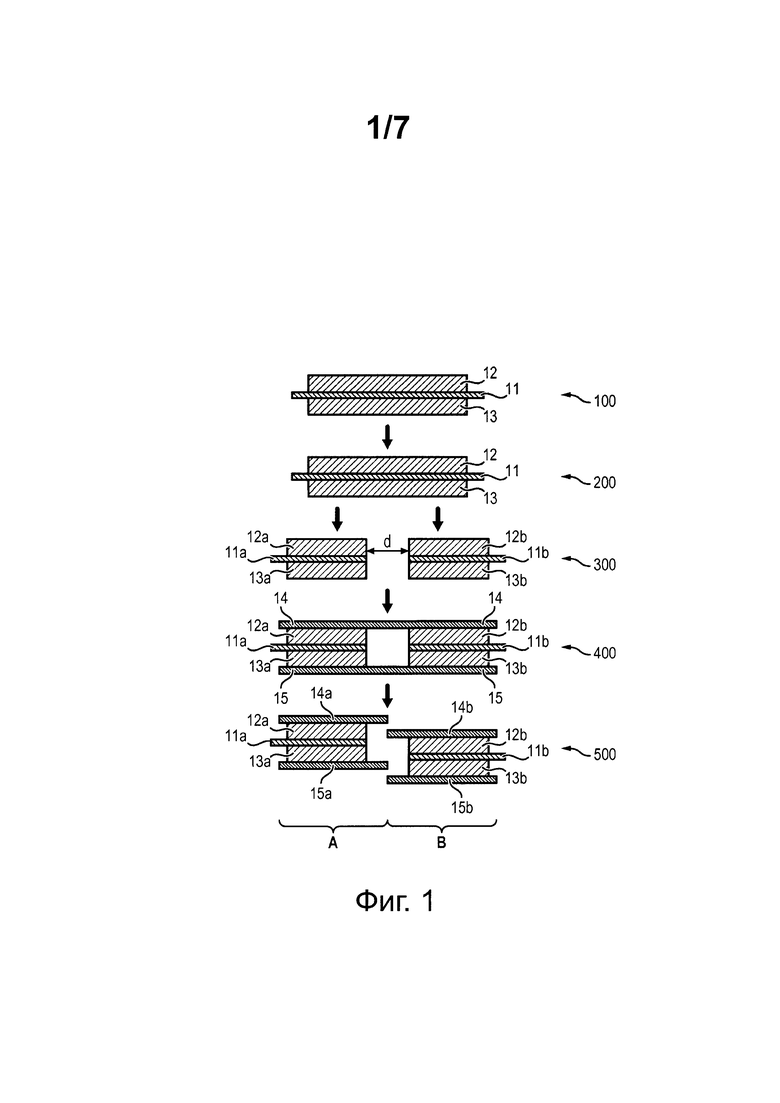
На фиг. 1 показаны главные этапы способа изготовления ленты для комплекса хранения электрической энергии.
Лента для комплекса хранения электрической энергии может целиком или частично являться элементом, который предназначен для хранения электрической энергии. В ниже приводимых вариантах осуществления изобретения, например, изготовляются электролит и катод батареи, при этом анод добавляется на следующем этапе с использованием другого приспособления. Однако возможно изготовлять указанный элемент хранения энергии целиком, используя для этого способ и устройство, описанные выше.
Приобретенную ленту можно использовать для изготовления установок для хранения электрической энергии, которые содержат некую часть такой ленты - по выбору в намотанном или сложенном виде и помещенную в чехол в виде водонепроницаемого защитного кожуха указанной установки хранилища.
1.1.1. Этап перемещения.
Способ изготовления ленты включает в себя этап 100, состоящий из непрерывного перемещения полотна материала 11, 12, 13. Это полотно материала 11, 12, 13 предпочтительно хранится намотанным на катушки. Он может, например, представлять собой или:
- пленку катода 12,
- пленку катода 12, наложенную на пленку коллектора 11, или
- пакет, составленный из пленки коллектора 11, проложенной между двумя пленками катода 12, 13.
В примере, показанном на фиг. 1, полотно материала включает в себя пакет, составленный из:
- первой пленки катода 13,
- пленки коллектора 11, наложенной на первую пленку катода 13, и
- второй пленки катода 12, наложенной на пленку коллектора 11.
1.1.2. Этап резки.
На другом этапе 200 способа непрерывно перемещающееся полотно материала разрезают в продольном направлении. В результате из первоначального полотна материала получают две полосы материала (11а, 12а, 13а и 11b, 12b, 13b).
Разрезку полотна материала выполняют, например, посредством режущего устройства, которое более подробно будет описано далее.
Указанное режущее устройство может быть размещено посередине ширины полотна материала таким образом, чтобы получить две полосы материала одинаковой ширины. Как вариант линия реза может быть смещена относительно середины ширины полотна, чтобы получить две полосы материала различной ширины.
Естественно, что полотно материала может быть разрезано по нескольким линиям по ширине (например, по трем линиям) таким образом, чтобы получить большее количество полос материала (возвращаясь к примеру, четыре полосы материала).
1.1.3. Этап разделения.
Указанный способ содержит также этап 300, состоящий из разделения движущихся параллельно полос материала. Более точно, полосы материала 11а, 12а, 13а и 11b, 12b, 13b разделяются друг от друга вдоль направления разделения, простирающегося в виде плоскости перемещения полос материала.
Вслед за этапом разделения, детали которого будут описаны впоследствии, получены две полосы материала 11a, 12а, 13а and 11b, 12b, 13b, разделенные друг от друга в поперечном направлении на расстояние d.
Предпочтительно, чтобы указанные полосы материала после разделения продолжали оставаться в одной и той же плоскости.
1.1.4. Этап образования комплекса.
Один (или несколько) слоев электролита 14, 15 формируются или наносятся на разделенные полосы материала (этап 400). Таким образом, образуется комплекс.
Согласно некоторым вариантам осуществления изобретения, слой 14 электролита формируется на одной стороне разделенных полос материала.
В варианте осуществления изобретения, изображенном на фиг. 1, соответствующий слой электролита 14, 15 сформирован на каждой из сторон разделенных полос материала.
Слой 14, 15 электролита может быть нанесен с использованием любой технологии, известной специалистам в данной области техники.
Например, слой электролита может быть сформирован посредством наложения по меньшей мере одной пленки электролита на две полосы материала, перемещающиеся параллельно (т.е. одновременно и синхронно) таким образом, что указанная пленка электролита покрывает всю плоскость каждой из полос материала.
В этом случае ширина пленки электролита частично покрывает противоположные кромки двух разделенных полос материала, не вступая в контакт с пленкой коллектора для того, чтобы избежать риска короткого замыкания, а напротив, оставляя достаточную часть ширины коллектора, доступной для электрического соединения с катодом.
1.1.5. Этап разрезания комплекса.
После окончания формирования слоев электролита, комплекс разрезают в продольном направлении (этап 500) для того, чтобы получить две ленты комплекса хранения электрической энергии, который впоследствии будет использоваться посредством помещения в состав элементов хранения энергии.
Указанное разрезание может быть осуществлено с использованием режущего устройства, аналогичного тому, которое используется для разрезания полотна материала в продольном направлении.
В примере, изображенном на фиг. 1, таким путем были получены две ленты комплекса одиночной ширины с катушек пленки двойной ширины.
1.2. Пример способа изготовления.
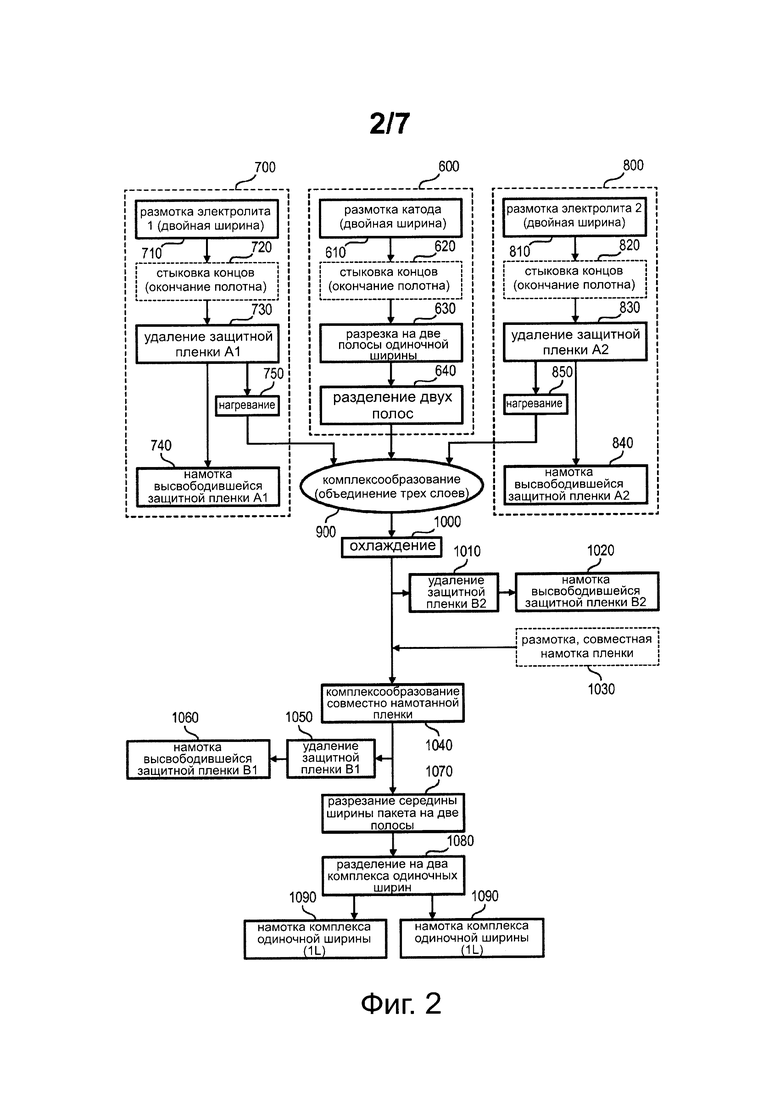
Ссылаясь на пример на фиг. 2, показан способ изготовления двух лент одиночной ширины из полотна материала и пленок электролита двойной ширины. Указанный способ может быть применен с использованием производственной системы, которая будет описана со ссылкой на фигуры с 3 по 8.
Указанный способ содержит три фазы 600, 700, 800 подготовки перед объединением полотна материала с пленками электролита:
- фаза 600 подготовки полотна материала, и
- две фазы 700, 800 подготовки пленок электролита.
Эти три подготовительные фазы осуществляются параллельно, что сокращает время производства ленты для комплекса хранения электрической энергии.
1.2.1. Подготовка полотна материала
Фаза 600 подготовки полотна материала содержит этап 610, состоящий в непрерывном перемещении полотна материала. Этот этап 610 перемещения может быть, например, осуществлен посредством разматывания полотна материала с вращающейся катушки.
Преимущество состоит в том, что фаза подготовки может содержать факультативную операцию по стыковке концов полотна 620 с использованием стыковочного устройства, известного специалистам в этой области техники. Этап стыкования позволяет соединить:
- так называемое "начало полотна" на катушке с
- так называемым "концом полотна" на другой катушке, которая уже была смотана и использована в указанном способе.
Этот прием позволяет заменять катушки полотна материала без каких-либо продолжительных остановок, характерных для производственных систем, ассоциирующихся с этим способом.
Фаза подготовки также содержит этап 630 разрезания полотна материала в продольном направлении с целью получения полос материала, и в частности двух полос материала одиночной ширины из полотна двойной ширины. Этот этап осуществляется в режущем устройстве: полотно материала перемещается через режущее устройство, которое разделяет его на две полосы материала.
Фаза подготовки содержит также этап 640 разделения полос материала, происходящее на выходе из режущего устройства. Полосы материала перемещаются до встречи с разделительным устройством. Указанное разделительное устройство разводит полосы материала в поперечном направлении. Указанное поперечное направление простирается в подвижной плоскости полос материала, перпендикулярно направлению их движения. Разделительное устройство, выполняющее эту операцию, будет подробно описано позже.
Предпочтительно, чтобы этапы 630 разрезания полотна материала и 640 разделения полос материала выполнялись в различных плоскостях перемещения, например, в параллельных плоскостях. Другими словами, подвижная плоскость полотна материала на этапе 630 разрезания отличалась бы от подвижной плоскости полос материала на этапе 640 разделения.
Этот прием позволяет избежать распространения в продольном направлении механических напряжений, возникающих вследствие разведения полос материала. В частности, распространение этих напряжений в зоне разрезания полос материала может привести к их повреждению, а именно к разрыву.
Разделенные полосы материала движутся до подхода к устройству образования комплекса системы, в котором происходит объединение с пленками электролита.
1.2.2. Подготовка пленок электролита
Фазы 700, 800 подготовки пленок электролита содержат идентичные этапы. Эти этапы будут описаны только один раз со ссылкой на одну из пленок электролита.
Как будет очевидно для специалиста в данной области техники, настоящий способ может содержать одну фазу подготовки пленки электролита в том случае, если в производстве применен только один тип пленки электролита, накладываемой на разделенные полосы материала.
Фазы 700, 800 разделения пленки электролита содержит этапы, состоящие в следующем:
- перемещение пленки 710 электролита, например, разматыванием пленки электролита с вращающейся катушки,
- выборочно, соединение 720 начального конца катушки с пленкой электролита с завершающим концом пленки электролита другой катушки с пленкой электролита, о чем говорилось выше,
- выборочно:
- удаление 730, например, путем разрушения сцепления, в частности с использованием отслаивающего ножа, содержащего отслаивающее лезвие, защитной пленки, выходящей за кромки одной стороны пленки электролита, предназначенной для наложения на полосы материала, и
- перенаправление защитной пленки за пределы главной технологической линии комплекса и сохранение 740 защитной пленки, например, ее намотки на катушки, проводимой на станции намотки,
- выборочно, нагрев 750 пленки электролита.
Каждая пленка электролита, приготовленная таким образом, затем перемещается до достижения комплексообразующего устройства системы для объединения с полосами материала.
1.2.3. Комплексообразование
Затем в комплексообразующем устройстве системы осуществляют этап наложения пленок электролита на разделенные полосы материала.
Как показано на фиг. 3, каждая пленка электролита 14, 15 приводится в контакт с соответствующей стороной разделенных полос 12 материала. Предпочтительно чтобы ширина каждой пленки электролита превышала сумму широт полос материала и расстояние d между этими полосами. Таким образом, каждая пленка электролита выходит за пределы ширины противоположных кромок разделенных полос материала, как это показано на фиг. 1 (этап 400).
После приведения в контакт пленок электролита 14, 15 с разделенными полосами материала 12, их объединяют вместе, образуя комплекс.
Комплексообразование 900 состоит из склеивания пленок электролита с материалом полос, например, посредством прижатия полос материала к пленкам электролита с использованием прижимных цилиндров, между которыми движутся разделенные полосы 12 материала и пленки электролита 14, 15. Под действием прижимающей силы, создаваемой прижимными цилиндрами, пленки (и электролитные пленки, соответственно), которые содержат термоактивные полимеры, уже локально размягченные на этапе нагрева, прилипают к полосам материала (и к пленке катода, соответственно) по линии сжатия между цилиндрами.
Комплекс готов на выходе из комплексообразующего устройства. Указанный комплекс содержит две разделенные полосы материала, взаимно разделенные между двумя пленками электролита.
1.2.4. Остальные этапы, выполняемые после комплексообразования.
Когда пленка электролита нагрета, указанный способ может содержать этап 1000 охлаждения комплекса.
Комплекс может содержать защитную пленку на своих наружных сторонах, особенно, если пленки электролита содержат защитную пленку на своих сторонах, противоположных тем, которые присоединены к разделенным полосам материала.
В этом случае, настоящий способ может факультативно содержать этап 1010 удаления одной из защитной пленки с одной из поверхностей комплекса. Удаленная защитная пленка может затем быть заново намотана и складирована, 1020, для дальнейшего использования после перенаправления ее за пределы основной технологической линии комплекса.
Указанный способ может также содержать этап 1030 разматывания разделительной пленки и 1040 этап наложения разделительной пленки на сторону комплекса, более не содержащую какой-либо защитной пленки (указанная защитная пленка была только что удалена с этой стороны при проведении этапа 1010). Указанная разделительная пленка позволяет избежать рисков склеивания витков комплекса один с другим, когда комплекс сматывают для формирования катушки.
Разделительная пленка (которая имеет только одну функцию - разделять) менее дорога, чем защитная пленка (которая выполняет как разделительную функцию, так и функцию удержания пленки электролита).
В частности, защитная пленка, например, изготавливается из полиэтиленового терефталата (PET), одна сторона пленки обработана неприлипающим составом, в то время как разделительная пленка, например, изготовлена из бумаги, неприлипающей с обеих сторон, или изготовлена из пластика, который менее дорог и является не липнущим по своей природе, например, полиэтилен (РЕ) или пропилен (РР).
Вследствие сказанного, предпочтительно заменять защитную пленку разделительной пленкой с целью ограничить стоимость, связанную с производством ленты для комплекса хранения электрической энергии.
Этап 1040 наложения разделительной пленки на комплекс может быть осуществлен посредством комплексообразования: комплекс и разделительная пленка перемещаются, например, между прижимными цилиндрами, способствующими осуществлению совместной намотки разделительной пленки на комплекс. В этом случае ни комплекс, ни разделительная пленка не подвергаются нагреву во избежание результирующего самослипания, которое могло бы сделать последующие разделения пленки и комплекса более затруднительными.
После того, как разделительная пленка была наложена на одну сторону комплекса, защитная пленка, покрывающая другую сторону комплекса, может быть удалена 1050 и заново возвращена 1060 на станцию намотки для ее последующего повторного использования после вывода за пределы границ главной производственной линии комплекса.
Затем комплекс разрезают 1070 по средней линии пакета (как показано на фиг. 1 в этапе 500) с формированием двух лент для комплекса хранения электрической энергии.
Эти ленты разделяются 1080 и наматываются 1090 с образованием двух катушек ленты для комплекса хранения электрической энергии.
2. Система производства.
Ниже следует описание некоторых примеров в системе внедрения способа изготовления ленты для комплекса хранения электрической энергии.
2.1. Общий принцип.
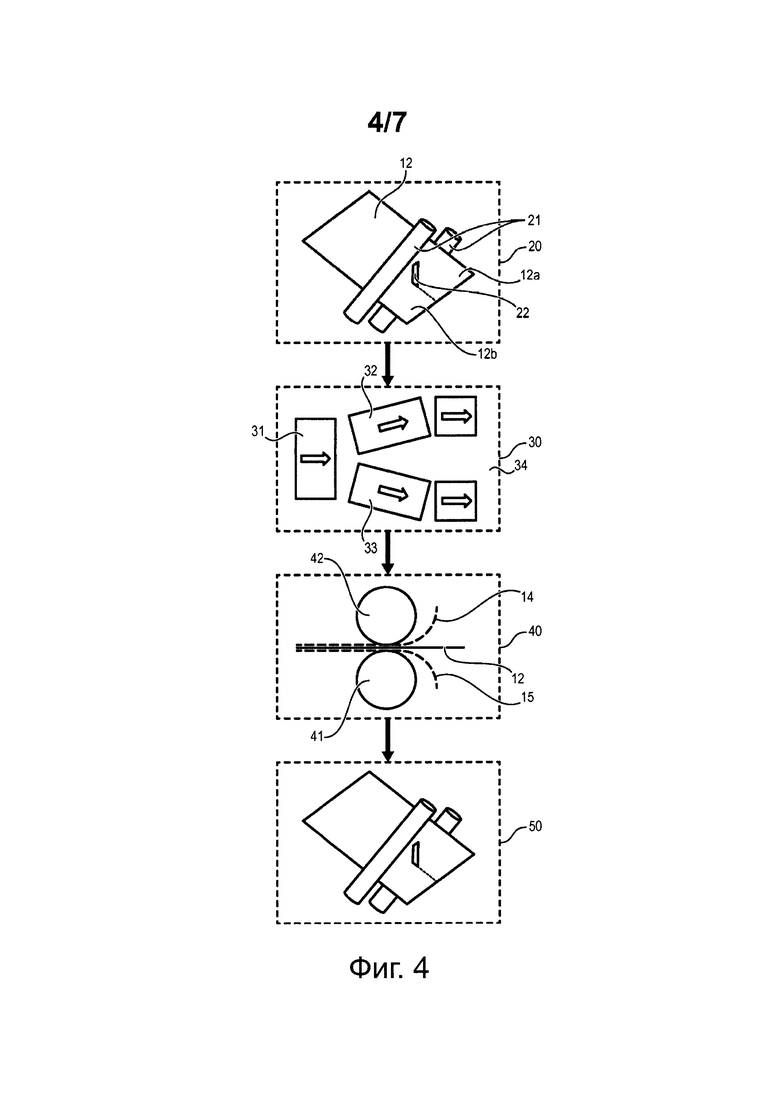
Ссылаясь на фиг. 4, изображающую вариант осуществления системы изготовления ленты для комплекса хранения электрической энергии.
Система содержит:
- первое режущее устройство 20,
- разделительное устройство 30, находящееся ниже по ходу от первого режущего устройства 20,
- комплексообразующее устройство 40, находящееся ниже по ходу от разделительного устройства 30, и
- второе режущее устройство 50, находящееся ниже по ходу от комплексообразующего устройства 40.
2.1.1. Режущее устройство.
Первое режущее устройство 20 режет полотно материала 12 на две (или более двух) полос материала 12а, 12b.
Это режущее устройство 20 содержит:
- направляющие средства 21 для направления движущегося полотна 12 материала 12, и
- нарезные средства 22 для продольного разрезания полотна материала с целью получения полос материала.
Направляющие средства 21, например, состоят из двух цилиндров, между которыми обжимается полотно материала 12. Необходимо отметить, что направляющие средства не предназначены для приведения полос материала в движение. Перемещение полотна обеспечивают ведущие 41, 42 цилиндры, которые также принадлежат к указанной системе и расположены дальше по ходу относительно цилиндров 21, 22, которые будут описаны ниже.
Нарезные средства 22 могут содержать одно (или более) неподвижное или вращающееся лезвие, которое предназначено для перемещения вдоль траектории перемещения полона материала 12 таким образом, чтобы резать полотно материала в продольном направлении для получения двух (или множество) полос материала 12а, 12b.
Второе режущее устройство 50 предназначено для разрезания комплекса для получения лент к комплексу хранения электрической энергии. Элементы, формирующие указанное второе режущее устройство, могут быть идентичны тем элементам, которые содержались в первом режущем устройстве.
2.1.2. Разделительное устройство.
2.1.2.1. Общие замечания относительно разделительного устройства.
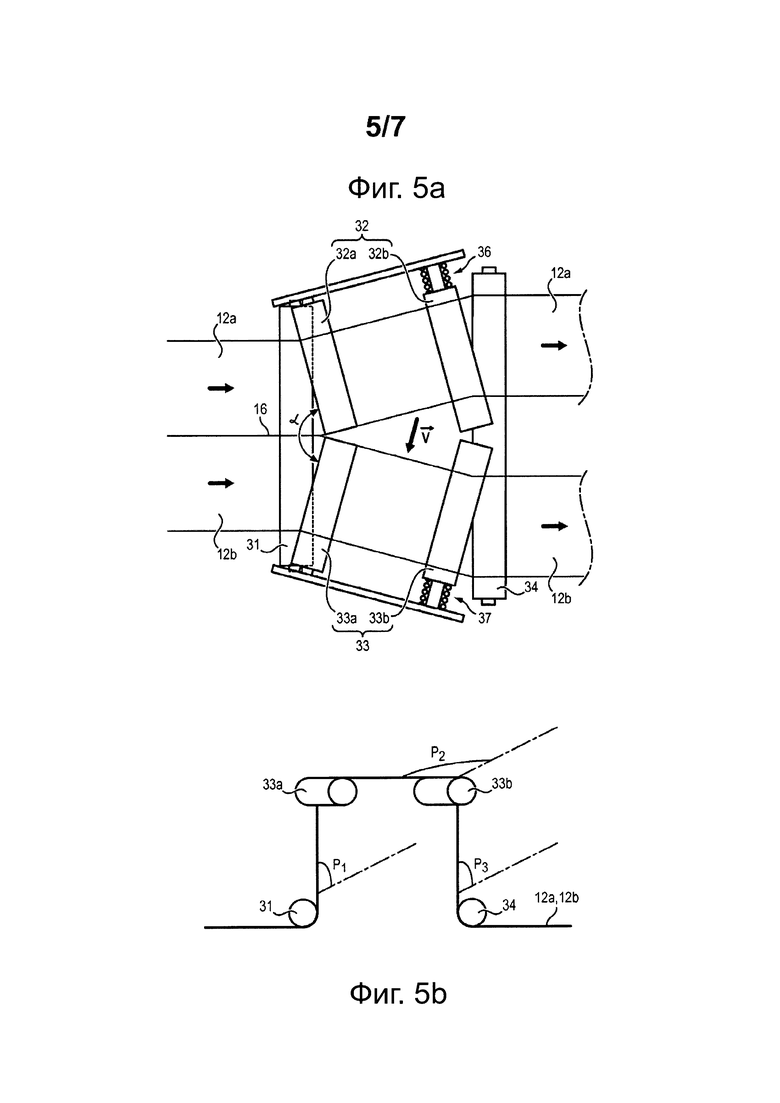
Разделительное устройство 30, изображенное на фигурах 5 и 6, предназначено для разделения полос материала 12а, 12b, разрезанных первым режущим устройством 20.
Разделительное устройство в том виде, как оно изображено на фиг. 5, содержит:
- по меньшей мере один, находящийся ближе по ходу направляющий элемент 31, направляющий две полосы материала 12а, 12b бок о бок,
- разделитель, содержащий по меньшей мере два разделительных параллельных рычага 32, 33, при этом каждый разделительный рычаг 32, 33 предназначен для направления одной из двух полос материала 12а, 12b вдоль конкретного направляющего направления, причем указанные направляющие направления обоих разделительных рычагов расходятся, т.е. между ними имеется угол, не равный нулю,
- по меньшей мере один находящийся ниже по ходу направляющий элемент 34, направляющий две полосы материала 12а, 12b, предназначен для направления их вдоль одного и того же направления после того, как они были разделены.
В варианте осуществления, изображенном на фиг. 4, направление, приданное каждым разделительным рычагом 32, 33, отличается от направления, приданного находящимся ниже по ходу направляющим элементом 31. Как вариант, один из разделительных рычагов может направлять одну полосу материала вдоль того же направления, что и находящийся выше по ходу направляющий элемент.
Предпочтительно, как видно из фиг. 5b, чтобы плоскость перемещения Р1, в которой находится каждая полоса материала 12а, 12b на участке между находящимся ближе по ходу направляющим элементом 31 и ее входом в разделитель, с одной стороны, и плоскость перемещения Р2, в которой находится каждая полоса материала 12а, 12b, проходя через разделитель, с другой стороны, были бы не одной плоскостью, и более конкретно, чтобы они образовывали между собой угол, не равный нулю, предпочтительно, чтобы они были перпендикулярны одна к другой.
Аналогично, плоскость перемещения Р2, в которой находится каждая полоса материала 12а, 12b, проходя через разделитель, с одной стороны, и плоскость перемещения Р3, в которой находится каждая полоса материала 12а, 12b на участке между выходом из разделителя и находящимся ниже по ходу направляющим элементом 34, с другой стороны, были бы не одной плоскостью, а более конкретно, образовывали бы между собой угол, не равный нулю, и предпочтительно были бы перпендикулярны одна к другой.
Это условие поможет избежать распространения напряжений, создаваемых разделительным рычагом вдоль полотна материала, причем такого распространения напряжений, которое может, в частности, привести к разрыву полотна материала в режущем устройстве 20.
Предпочтительно, чтобы полосы материала 12а, 12b располагались в одной и той же плоскости перемещения, когда они проходят через свои собственные разделительные рычаги.
Каждый разделительный рычаг содержит два последовательных цилиндра с параллельными осями. Эти два цилиндра определяют для каждого рычага направление для соответствующей полосы материала.
Предпочтительно, чтобы разделительные рычаги 32, 33 имели в своем составе стенд, помогающий поддерживать параллельность осей цилиндров и устойчивость направления поддерживания.
Положение каждого разделительного рычага может регулироваться таким образом, чтобы можно было изменять направление для каждой полосы материала 12а, 12b. Это обстоятельство позволяет избежать возникновения нежелательных механических напряжений в полосах материала 12а, 12b, в частности, при запуске системы. Во избежание этого, например, возможно поместить два разделительных рычага в параллельное положение (при равенстве нулю расстояния между этими двумя цилиндрами оси цилиндров будут параллельны), причем при запуске системы, постепенно изменяя положение каждого разделительного рычага, можно достичь направления, которое требуется для каждой полосы материала 12а, 12b.
Предпочтительно, чтобы цилиндры, направленные к разделительным рычагам, находились в контакте друг с другом своими концами. Это позволит избежать повреждения полос материала вдоль их центральных кромок (соответствующих участку реза полотна материала). Для этого между рычагом и прилегающим подшипником цилиндра (расположенным поблизости от одного конца) по меньшей мере одного цилиндра, располагают упругие средства для того, чтобы толкнуть указанный цилиндр в сторону смежного цилиндра, соединенного с другим рычагом.
2.1.2.2. Примеры разделительных устройств.
Ниже описываются варианты осуществления настоящего изобретения, которые изображены на фигурах 5 и 6.
В указанных двух вариантах находящиеся выше по ходу направляющие средства 31 предназначены для приема полос материала, разрезанных режущим устройством 20. Эти средства содержат подвижной цилиндр, длина которого превышает или равна ширине полотна материала.
Кроме того, в указанных двух вариантах осуществления, находящиеся ниже по ходу направляющие средства 34 позволяют перемещать полосы материала 12а, 12b, разделенные одна от другой разделителем, в одной и той же плоскости перемещения, и предпочтительно синхронизированным образом, восстанавливая параллельность полос материала 12а и 12b.
Эти средства 34 позволяют удерживать постоянным расстояние "d" между смежными полосами материала, разделенными разделителем.
Они содержат подвижной цилиндр. Размеры этого подвижного цилиндра предпочтительно должны быть достаточными для приема полос материала, разведенных в стороны. Более точно, длина подвижного цилиндра должна превышать или быть равна сумме ширин разделенных полос материала и расстояния d между указанными полосами.
Необходимо отметить, что находящиеся ниже направляющие средства могут также содержать несколько цилиндров с параллельными осями вращения.
Разделитель.
Разделитель позволяет раздвинуть полосы материала 12а, 12b; 12а, 12b+12с, 12d вдоль поперечного направления v, которое простирается в подвижной плоскости полос материала в основном перпендикулярно к направлению перемещения указанных полос материала.
Разделитель содержит одну опорную конструкцию, находящуюся в контакте с по меньшей мере одной из полос материала, две полосы материала, предназначенные для разделения, помещены на две раздельные опорные конструкции.
Более подробно, разделитель, изображенный на фиг. 5, содержит две смежные опорные конструкции, при этом каждая опорная конструкция содержит разделительные направляющие средства, предназначенные для направления каждой полосы материала, соответственно 12а, 12b.
Опорная конструкция позволяет удерживать полосы материала 12а, 12b в подвижной плоскости, причем каждая полоса материала направляется вдоль своего собственного направления перемещения. Соответствующие направления перемещения полос материала в разделителе отличаются от основного направления перемещения.
Со ссылкой на фиг. 5а, каждая опорная конструкция содержит один рычаг, формирующий стенд и несет на себе два последовательных разделительных направляющих цилиндра 32а, 32b; 33а, 33b, размещенных в продолжение один другому и имеющих параллельные оси. Следует отметить, что по меньшей мере один из рычагов опорной конструкции, а конкретно, два рычага являются подвижно вращательными вокруг оси, перпендикулярной подвижной плоскости полос в разделителе. Это обстоятельство позволяет обеспечивать надлежащие механические свойства пленки, когда установка начинает работу (в частности, рычаги постепенно разделяются, равномерно отклоняя пленку).
Ось вращения каждого из рычагов перпендикулярна к подвижной плоскости полос материала и предпочтительно совпадает с серединой ширины полосы материала поблизости от точки, где она попадает на первый цилиндр, связанный с указанным рычагом в момент, когда указанный цилиндр занимает параллельную позицию. Таким образом, возникает возможность избежать растяжения участка полосы материала вследствие появления напряжения кручения, и ограничивается риск обрыва полосы.
Каждый разделительный направляющий цилиндр, например, цилиндр 32, смонтированный на одном рычаге, обращен к направляющему цилиндру, например, цилиндру 33 а, смонтированному на другом рычаге таким образом, что они становятся смежными, в частности так, что их концы соприкасаются. Оси вращения этих цилиндров, обращенные одна к другой, совпадают и в плане параллельны плоскости перемещения полос материала. Они образуют угол α, равный 180°, при запуске, когда они параллельны (разделение полос еще не произошло), затем по мере роста разделения указанный угол постепенно уменьшается. Угол, использованный в настоящей заявке, равен приблизительно 179°, однако, он может быть и меньше этой величины.
Разумеется, что каждый из указанных цилиндров вращается вокруг собственной оси и направляет полосы, соответственно в двух различных и расходящихся направлениях.
Смежные разделительные цилиндры 32а, 33а находятся в контакте посредством соприкосновения их концов, что помогает исключить повреждения полос материала по их центральной кромке, как было ранее указано.
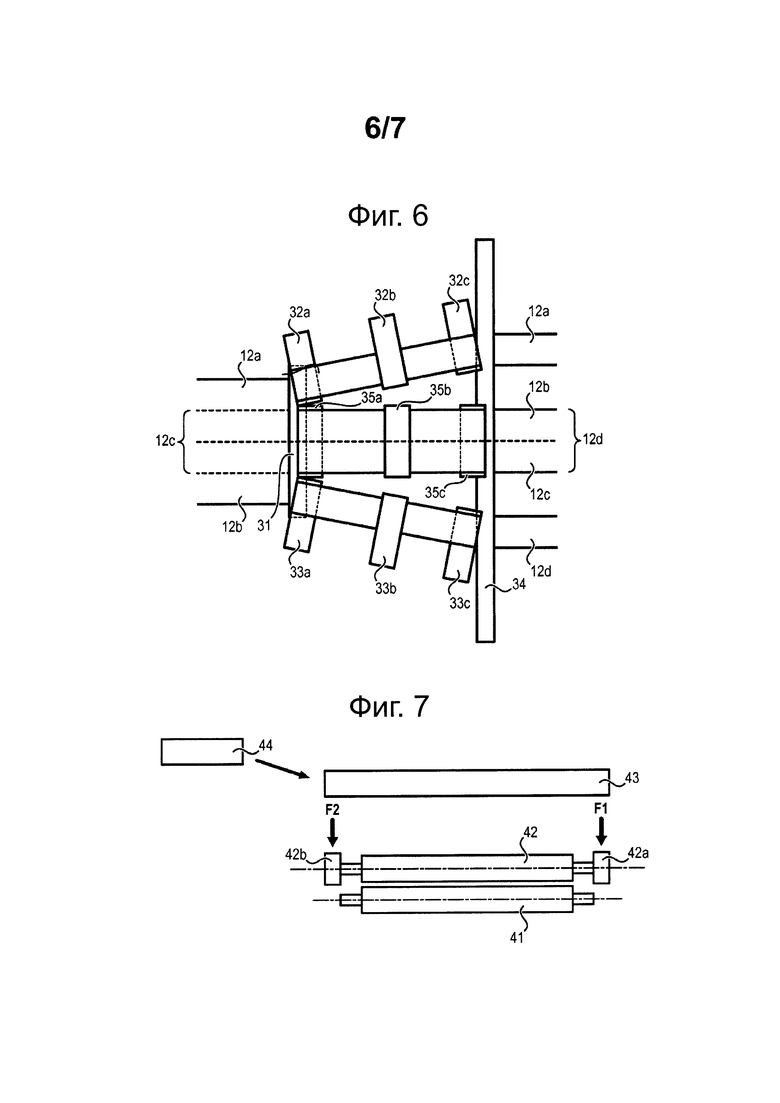
Как показано на фиг. 6, несущий элемент может содержать более двух опорных конструкций 32, 33, 35. В этом варианте осуществления несущий элемент содержит три опорных конструкции 32, 33, 35 для того, чтобы разделять три полосы материала 12а, 12b+12c, 12d друг от друга. Оси вращения разделительных направляющих цилиндров, закрепленные соответственно на каждой опорной конструкции, формируют между собой угол, не равный нулю. Более точно, ось вращения первого разделительного цилиндра 35а, размещенная на первой опорной конструкции 35, проходит параллельно оси вращения, расположенного ниже по ходу цилиндра 31, а оси вращения двух других смежных разделительных направляющих цилиндров 32а, 33а образуют с осью вращения первого цилиндра 35а угол, не равный нулю. Направления осей двух других цилиндров 32а, 33а также образуют между собой угол, не равный нулю.
Количество цилиндров, опирающихся на каждую опорную конструкцию в варианте осуществления, изображенном на фиг. 6, также отличается от варианта на фиг. 5. Каждая опорная конструкция 32, 33, 35 содержит три разделительных направляющих цилиндра с параллельными осями. Следует также отметить, что полосы материала могут пропускаться над цилиндрами разделителя или по меньшей мере под некоторыми из них, как можно заметить на фиг. 6.
В двух представленных вариантах находящиеся ближе по ходу 31 и дальше по ходу 34 направляющие средства расположены на одном и том же уровне (или на одной и той же отметке), однако, возможно, что это не всегда так. Например, может случиться так, что находящиеся выше по ходу и ниже по ходу направляющие средства могут располагаться на разных сторонах относительно разделителя.
Как указывалось выше, цилиндры 32а, 33а или 32а, 33а, 35а находятся в контакте друг с другом своими концами. Это позволяет избежать повреждения полос материала. Также желательно, чтобы цилиндры 32b, 33b, которые представлены на фиг. 5а, также касались друг друга одним своим концом, однако, поскольку настоящее устройство скомпоновано с возможностью изменения угла наклона, такое желание осуществить не просто. Для этой цели на валу, удерживающем цилиндр, установлены упругие средства, в частности, пружины сжатия 36, 37, находящиеся между рычагом и опорой цилиндра, они толкают цилиндр в сторону противоположного цилиндра, соединенного с другим рычагом.
2.1.3. Комплексообразующее устройство.
Комплексообразующее устройство предназначено для объединения электролитных пленок с полосами материала, разделенными разделительным устройством.
Комплексообразующее устройство принимает на входе следующие элементы:
- две разделенные полосы материала 12а, 12b, выходящие из разделительного устройства,
- первую электролитную пленку 14, предназначенную для укладки на разделенные полосы материала 12а, 12b,
- вторую электролитную пленку 15, предназначенную для размещения под разделенными полосами материала 12а, 12b.
Комплексообразующее устройство под давлением превращает электролитные пленки и полосы материала в слоистую конструкцию так, чтобы образовался комплекс, слои которого объединены друг с другом посредством склеивания.
Как изображено на фиг. 4, комплексообразующее устройство содержит прижимные средства для наложения и объединения электролитных пленок на каждую сторону разделенных полос материала.
Прижимные средства, например, содержат опорный 41 и прижимной 42 цилиндры, между которыми пропускают пленки электролита 14, 15 и разделенные полосы материала 12a, 12b. Опора сама может содержать один (или более) опорных цилиндров.
В этом случае, как показано на фигурах 3 и 4, комплексообразование производится двумя цилиндрами 41, 42, подвижно вращающимися вокруг своих осей и размещенных один над другим, между которыми пропускают электролитные пленки 14, 15 и разделенные полосы материала 12а, 12b, причем электролитные пленки проходят над каждым из цилиндров.
Цилиндры 41, 42, кроме того, представляют собой средства привода полотна материала и полос, которые отправляют их от места своего расположения в производственную систему. По меньшей мере, один из цилиндров, следовательно, соединен с мотором. Кроме того, также возможно, использовать двойной привод, посредством соединения обоих цилиндров 41 и 42 с моторами.
Предпочтительно, чтобы один из цилиндров комплексообразующего устройства (например, прижимной цилиндр) был соединен со средствами 43 балансировки.
Как показано на фиг. 7, указанные средства балансировки предназначены для приложения различных сил F1, F2 к двум концам 42а, 42b цилиндра 42. Благодаря этому создается крутящий момент, способный слегка наклонить ось вращения цилиндра. Таким образом, расстояние между двумя цилиндрами может быть уменьшено со стороны первого конца цилиндра (там, где вращается первая полоса материала) по сравнению с расстоянием на втором конце первого цилиндра (там, где вращается вторая полоса материала).
Поскольку оболочка указанного цилиндра изготовлена из резины, он, пропуская пленку для прохода под ним, при этом слегка деформируется, изменяя тем самым длину радиуса для одной полосы материала относительно другой полосы материала.
Это означает, что траектория перемещения полос материала, как и их линейная скорость различны. Таким образом, становится возможным регулировать силу натяжения одной полосы материала по сравнению со второй полосой материала.
Предпочтительно, чтобы средства балансировки могли регулироваться в соответствии с информацией, посылаемой устройством 44, предназначенным для измерения силы натяжения полос материала.
Это позволит регулировать силы натяжения, приложенные к полосам материала для их уравновешивания, что даст возможность избежать дефектов (складок, волнистости) на поверхности комплекса после того, как он был сформирован комплексообразующим устройством.
2.2. Система внедрения способа, иллюстрированного на фиг. 2.
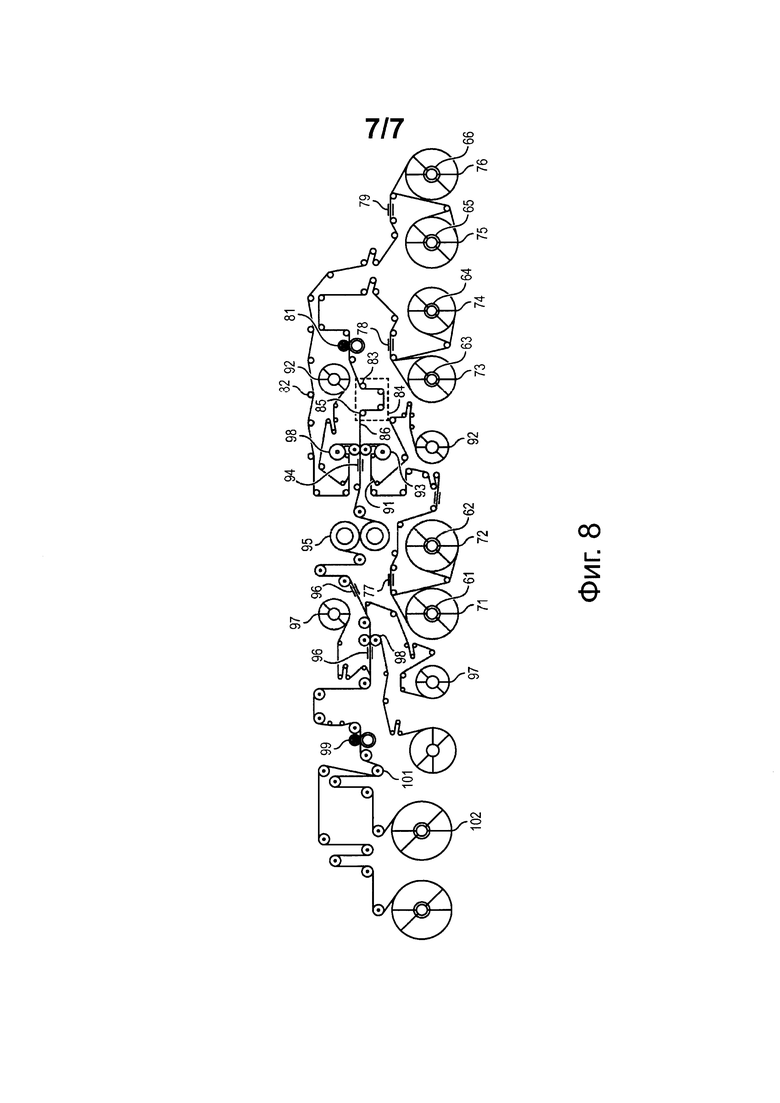
Рассмотрим один из примеров осуществления со ссылкой на фиг. 8, где изображена система для изготовления ленты, необходимой для внедрения способа, показанного на фиг. 2.
Система содержит стенды катушек 61-66, на которых размещены катушки с катодом и электролитом с 71 по 76.
Следует отметить, что на фиг. 8 система содержит два стенда катушек 63, 64, на которых находятся две катушки 73, 74 полотна материала коллектор/катод. Система содержит два раза по два стенда 61, 62 и 65, 66 катушек, на которых располагаются электролитные пленки и защитная пленка 71, 72 и 75, 76.
Два из стендов катушек, 61, 62, относящиеся к электролиту, предназначены для наложения электролитной 71, 72 пленки на первую сторону полотна материала 73, 74, а два другие стенда 65, 66 предназначены для наложения электролитной пленки 75, 76 на вторую сторону полотна материала 73, 74.
Однако указанная система может содержать по одной катушке каждой пленки, или только одну или две катушки для наложения электролитной пленки на одну сторону полотна материала. Полотно материала 73, 74 может также содержать только один слой катодного материала, или один слой катода и коллектора, и возможно также, что электролитная пленка не покрывается защитными пленками.
Указанная система в случае установки катушек с пленками/полотном, одной и той же природы, также содержит стыковочное устройство 77, 78, 79 обычного типа для соединения концов, предназначенное прикреплять конец полотна одной из катушек к началу полотна другой из катушек.
Это стыковочное устройство для соединения концов является факультативным, однако его использование может оптимизировать время, затрачиваемое на замену катушек.
Затем система содержит большое число натяжных устройств, предназначенных для поддержания силы натяжения в различных пленках/полотнах, намотанных на катушки. Эти устройства традиционны, и они не будут описываться подробно в настоящей заявке.
Система может также содержать факультативное устройство (не представлено) для предварительного нагрева полотна материала, устанавливаемое на выходе из катушек 73, 74 полотна материала. Указанное устройство предварительного нагрева может, например, включать нагревательные цилиндры, между которыми должны пропускаться полосы материала.
Система также содержит устройство 81 для разрезания полотна материала, как это было описано выше.
Система может также содержать выравнивающее устройство (не представлено), находящееся ближе по ходу относительно режущего устройства 81 для проверки положения линии реза, которая должна проходить посередине ширины полотна материала. Указанное выравнивающее устройство может допускать регулирование с использованием измерительного элемента и позволять выравнивать полотно материала на первоначальную позицию. Это должно быть устройством традиционного типа, которое не требует более подробного описания в настоящей заявке.
Система также содержит ранее описанное разделительное устройство 82, находящееся дальше по ходу относительно режущего устройства.
Указанное разделительное устройство содержит:
- находящийся выше по ходу направляющий цилиндр 83, над которым пропускаются рядом одна с другой две разрезанные полосы материала,
- два рычага, расположенные в горизонтальной плоскости, при этом на каждом из них находятся два параллельных цилиндра 84; причем с каждым рычагом соединены шарнирные средства, предназначенные для изменения положения каждого из цилиндров каждого рычага (разделителя),
- второй находящийся ниже по ходу направляющий цилиндр 85, над которым пропускаются две разрезанные полосы материала после того, как они были разделены; направление подачи этого цилиндра в основном параллельно направлению первого направляющего цилиндра 83 таким образом, что обе полосы пленок, в конце концов, снова оказываются вынужденными двигаться в параллельном направлении.
Система также содержит устройство 86, предназначенное для измерения и находящееся ниже по ходу относительно разделительного устройства 82. Указанное измерительное 86 устройство предназначено для измерения сил натяжения, приложенных, соответственно, к каждой из двух полос материала, выходящих из разделительного устройства.
Все выше описанные элементы устанавливаются последовательно по ходу технологической линии одно за другим в порядке, в котором они были описаны, и относятся они к полотну материала.
Что касается пленки электролита, то система содержит устройство 91, предназначенное для удаления защитной пленки, наложенной на той поверхности пленки электролита, которая предназначена для приведения в контакт с полосами материала.
После прохода через станцию удаления 91 защитная пленка перенаправляется к возвратной катушке 92 и наматывается на нее. Она впоследствии может быть повторно использована на другой электролитной пленке.
Электролитная пленка, отделенная от защитной пленки, впоследствии пропускается через нагревательные цилиндры 93 таким образом, чтобы повысить склеивающую способность пленки электролита для лучшего объединения с полосами материала.
Система также содержит ранее описанное комплексообразующее устройство 94, в которое поступают две полосы материала, первая пленка электролита, предназначенная для укладки поверх полос материала, и вторая пленка электролита, предназначенная для укладки на нижнюю сторону полос материала.
Готовый комплекс получается на выходе из комплексообразующего устройства.
Указанная система может содержать традиционные охлаждающие цилиндры, находящиеся ниже по ходу относительно комплексообразующего устройства, содержащие один или более холодных цилиндров, над которыми проходит комплекс.
Она также содержит два удаляющих устройства 96, осуществляющих удаление защитной пленки, остающейся на любой стороне комплекса. Защитные пленки затем перенаправляются к мотальным станкам 97, которые осуществляют их повторную намотку, сохраняя их для дальнейшего использования в последующем.
Преимущественно, система может также содержать устройство 98 для укладки разделительной пленки на комплекс посредством комплексообразования. Указанная разделительная пленка предотвращает самослипание комплекса при намотке на катушку. Это устройство 98 может, в частности содержать два одиночных цилиндра, между которыми проходят комплекс и указанная разделительная пленка.
Система также содержит режущее устройство 99, подобное уже описанному выше, которое способно разрезать комплекс двойной ширины в продольном направлении по центру его ширины (по линии, в которой в составе пакета отсутствует какая-либо полоса материала, т.е. в пределах ширины разделяющего пространства между двумя полосами материала). Как и прежде, указанное режущее устройство может быть объединено с выравнивающим устройством для выравнивания относительно исходного положения таким образом, чтобы линия реза располагалась в необходимой для пользователя зоне.
Объединительное устройство содержит направляющие цилиндры 101, предназначенные для отклонения двух лент комплекса одиночной ширины, образующихся после разрезания.
Одна из лент комплекса одиночной ширины направляется вдоль первой технологической линии к первой катушке 102, на которую ее наматывают, в то время как вторая лента комплекса направляется вдоль второй технологической линии ко второй катушке 103, на которую ее наматывают.
Комплексообразующее устройство может также включать в себя средства для демонстрации состояния использованной пленки и средства для сигнализации о дефекте, если средства демонстрации состояния обнаруживают подобный дефект.
Указанные средства демонстрации могут включать в себя видеокамеру, а средства сигнализации могут содержать устройство для прикрепления бирки, которое должно, например, прикреплять указанную бирку в начале участка, содержащего указанный дефект, и другую бирку в конце указанного участка. Указанное устройство может также, или альтернативно, содержать исходную информацию о дефекте на микросхеме радиочастотной идентификации (RFID) или выдавать сигнал о наличии дефекта с помощью струйного печатающего устройства.
Описанные выше система и способ предназначены, таким образом, для изготовления ленты, используемой в комплексе хранилища электрической энергии, требуемой ширины из пленок большей ширины в автоматическом режиме, ограничивая в то же время объем необходимого участия человека, что снижает затраты на производство указанной ленты и увеличивает производительность труда.
3. Альтернативы.
Возможно осуществление многочисленных модификаций как способа, так и системы, которые были изложены выше, без какого-либо существенного отступления от новой технологии, описанной в настоящей заявке.
Как следствие сказанного, все модификации подобного типа должны быть включены в объем прилагаемой формулы изобретения.
Изобретение относится к области устройств для разделения материалов. Устройство для разделения по меньшей мере двух полос материала содержит разделитель. Полосы образованы после разрезания полотна непрерывно движущегося материала. Разделитель разводит полосы материала друг от друга вдоль направления, простирающегося в плоскости перемещения полос материала. Разделитель включает направляющие средства. Направляющие средства выполнены с возможностью направления полосы материала вдоль двух раздельных и расходящихся направлений. Сокращается время резки. Повышается производительность. 2 н. и 16 з.п. ф-лы, 9 ил.
1. Устройство (30; 82) для разделения по меньшей мере двух полос материала (12а, 12b; 12а, 12b+12c, 12d), полученных посредством разрезания непрерывно движущегося полотна материала в продольном направлении, характеризующееся тем, что оно содержит:
расположенные выше по ходу направляющие устройства (31; 83) для двух полос материала, выполненные с возможностью направления их вдоль одного и того же основного направления,
разделитель (32, 33; 32, 33, 35; 84) для разделения полос материала вдоль направления (v), простирающегося в плоскости перемещения полос материала, при этом разделитель включает в себя направляющие средства (32а, 32b, 33а, 33b; 32а, 32b, 32c, 33a, 33b, 33c, 35a, 35b, 35c), выполненные с возможностью направления полосы материала вдоль двух раздельных и расходящихся направлений,
расположенные ниже по ходу направляющие устройства (34; 85) для двух разделенных полос материала, выполненные с возможностью направления их вдоль одного и того же направления,
при этом расположенные ближе по ходу направляющие устройства и разделитель размещены таким образом, что плоскость (P2) перемещения полос материала в разделителе образует не равный нулю угол с плоскостью (P1) перемещения полос материала в промежутке между находящимися выше по ходу направляющими устройствами и разделителем,
причем разделитель и расположенные ниже по ходу направляющие устройства размещены таким образом, что плоскость (P2) перемещения полос материала в разделителе образует не равный нулю угол с плоскостью (P3) перемещения полос материала в промежутке между разделителем и находящимися ниже по ходу направляющими устройствами.
2. Устройство по п. 1, в котором разделитель содержит по меньшей мере две смежные опорные конструкции (32, 33; 32, 33, 35), при этом каждая опорная конструкция включает в себя разделительные направляющие средства (32а, 32b, 33а, 33b; 32а, 32b, 32c, 33a, 33b, 33c, 35a, 35b, 35c), обеспечивающие направление одной из полос материала (12а, 12b; 12а, 12b+12c, 12d).
3. Устройство по п. 2, в котором разделительные направляющие средства каждой опорной конструкции содержат по меньшей мере два последовательно расположенных цилиндра с параллельными осями, выполненные с возможностью вращения вокруг своих осей, причем оси вращения обоих цилиндров принадлежат двум раздельным опорным конструкциям, образующим между собой угол, не равный нулю.
4. Устройство по п. 3, в котором каждая из опорных конструкций содержит один рычаг, соединяющий вместе последовательно расположенные цилиндры (32а, 32b; 33а, 33b) опорной конструкции и удерживающий их оси взаимно параллельными, при этом по меньшей мере один из рычагов выполнен с возможностью вращения относительно другого из рычагов вдоль направления, в основном перпендикулярного плоскости перемещения полос материала.
5. Устройство по п. 3, в котором по меньшей мере два прилегающих цилиндра (32а, 32b, 33a, 33b; 32а, 33а, 35a), принадлежащие разным опорным конструкциям, касаются друг друга одним из своих концов.
6. Устройство по п. 5, в котором между одним из концов направляющего цилиндра (32b; 33b) и рычагом, несущим цилиндр, расположены предварительно напряженные упругие средства (36, 37), выполненные с возможностью толкания цилиндра в сторону к прилегающему цилиндру (33b; 32b), принадлежащему другой опорной конструкции.
7. Устройство по п. 1, в котором расположенные ниже по ходу направляющие средства содержат по меньшей мере один подвижной цилиндр (34), выполненный с возможностью вращения вокруг своей оси, причем указанный цилиндр предназначен для приема полос материала, разделенных разделителем.
8. Устройство по п. 1, в котором расположенные выше по ходу направляющие средства содержат по меньшей мере один подвижной цилиндр (31), выполненный с возможностью вращения вокруг своей оси и приема полос материала, продольно разрезанных и размещенных рядом друг с другом.
9. Устройство по п. 1, в котором расположенные выше по ходу направляющие средства и разделитель расположены таким образом, что плоскость (P2) перемещения полос материала в разделителе, по сути, перпендикулярна плоскости (P1) перемещения полос материала, находящегося в промежутке между расположенными выше по ходу направляющими средствами и разделителем, и/или разделитель и расположенные ниже по ходу направляющие средства расположены таким образом, что плоскость (P2) перемещения полос материала в разделителе, по сути, перпендикулярна к плоскости (P3) перемещения полос материала в промежутке между разделителем и расположенными ниже по ходу направляющими средствами.
10. Устройство по п. 1, в котором направляющие средства (34) выполнены с возможностью направления полосы материала вдоль основного направления, при этом направляющие средства (32а, 32b, 33а, 33b; 32а, 32b, 32c, 33a, 33b, 33c) разделителя выполнены с возможностью направления по меньшей мере одной полосы материала, а в частности, двух полос материала вдоль направления, отличного от основного направления.
11. Система для производства ленты для комплекса хранения электрической энергии, содержащая по меньшей мере одну полосу материала, характеризующаяся тем, что она содержит одно устройство (30) для разделения по любому из пп. 1-10, обеспечивающее разделение по меньшей мере двух полос материала одна от другой.
12. Система по п. 11, также содержащая измерительное устройство (86), расположенное ниже по ходу от разделительного устройства и обеспечивающее измерение силы натяжения, приложенной к каждой полосе материала.
13. Система по любому из пп. 11 или 12, также содержащая комплексообразующее устройство (40), расположенное ниже по ходу от разделяющего устройства и обеспечивающее сборку по меньшей мере одной пленки в виде единой детали, например, в виде электролитной пленки, на разделенных полосах материала.
14. Система по п. 13, в которой комплексообразующее устройство содержит сжимающие средства (41, 42) для наложения и объединения по меньшей мере одной из пленок на одной из поверхностей разделенных полос материала.
15. Система по п. 14, в которой сжимающие средства содержат опорный (41) и прижимной (42) цилиндры, при этом разделенные полосы материала и пленки проходят между опорным и прижимным цилиндрами.
16. Система по п. 15, в которой опора содержит по меньшей мере один из опорных цилиндров (41), обращенных по меньшей мере к одному из прижимных цилиндров.
17. Система по п. 16, в которой сжимающие средства также содержат средства балансировки (43) для регулирования положения оси вращения прижимного цилиндра по углу наклона относительно опоры, при этом указанное регулирование осуществляется, предпочтительно как функция результатов, возвращенных измерительным устройством (86).
18. Система по любому из пп. 11 или 12, также содержащая нагревательный элемент (93) для нагрева полос материала и/или по меньшей мере одной из пленок, наложенных на полосы материала.
| УСТАНОВКА ДЛЯ ГРУППОВОЙ ОЧИСТКИ ДЕРЕВЬЕВ ОТ СУЧЬЕВС'~'' ' О'О~!-!АЯПАТ..Г:Я-.:7.;;ч:с;(АЯб,1илио:й;I ЬА | 0 |
|
SU309818A1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1991 |
|
RU2023643C1 |
| RU 2060220 C1, 20.05.1996 | |||
| ПЕРЕМОТНО-РАЗРЕЗНОЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ РУЛОНОВ ИЗ РУЛОННОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ РУЛОНОВ | 1998 |
|
RU2189347C2 |

