Настоящее изобретение относится к способу управления фрезерно-отрезным станком согласно родовому понятию пункта 1, а также фрезерно-отрезному станку согласно родовому понятию пункта 12 формулы изобретения. Такого рода фрезерно-отрезной станок содержит пильный инструмент, который приводится в действие электрическим приводом фрезерно-отрезного станка с первым преобразователем частоты. Далее, имеется устройство подачи пильного инструмента, которое со скоростью подачи перемещает приведенный в действие пильный инструмент относительно подлежащей отрезанию детали. Это устройство подачи пильного инструмента выполнено таким образом, что скорость подачи, с которой приводится в действие пильный инструмент, при входе пильного инструмента в деталь переключается со скорости подачи холостого хода на рабочую скорость подачи.
Фрезерно-отрезные станки такого типа выполнены обычно как ленточно-пильные станки или как циркулярная пила. Изобретение охватывает, однако, также и другие типы фрезерно-отрезных станков, в частности, ножовочные станки.
Основная область применения настоящего изобретения относится к фрезерно-отрезным станкам названного выше типа, которые предусмотрены для резания или отрезания пильным инструментом выполненных из металла деталей.
В зависимости от типа фрезерно-отрезного станка приведенный в действие пильный инструмент, который может представлять собой, в частности, пильную ленту или пильный диск, перемещают относительно детали линейно или вокруг оси поворота, причем детали являются сравнительно тяжелыми и с помощью транспортирующих устройств укладываются на стол отрезного станка и там зажимаются.
Так как посредством фрезерно-отрезного станка данного типа обычно отрезаются детали с различными поперечными сечениями, для зажимания новой детали необходимо переместить пильный инструмент в исходную позицию, в которой освобождается максимально возможное поперечное сечение детали. В частности, в том случае, когда посредством пильного инструмента должны отрезаться детали, которые не имеют максимально возможного поперечного сечения, пильный инструмент к началу процесса отрезания должен в соответствии с этим пройти в обратном направлении относительно большой отрезок движения подачи, прежде чем пильный инструмент войдет в деталь и начнется сам процесс отрезания. Так, в случае, если процесс отрезания прерывается и следует извлечь пильный инструмент из материала детали, при продолжении процесса отрезания пильный инструмент должен пройти в обратном направлении относительно длинный отрезок подачи, прежде чем он снова войдет в соприкосновение с деталью, и тогда можно будет продолжить собственно процесс отрезания.
Собственно процесс отрезания, то есть движение подачи пильного инструмента при режущем врезании пильного инструмента в деталь, осуществляют с рабочей скоростью подачи, которая естественным образом зависит от свойств материала и в случае выполненных из металла деталей обычно лежит в пределах лишь нескольких мм/с. С целью поддержания вспомогательного времени процесса отрезания перед и после собственно процесса отрезания на предельно малой величине необходимо увеличивать скорость подачи пильного инструмента вне самого процесса отрезания, в частности, при приближении пильного инструмента к детали. Поскольку, если указанные выше, сравнительно большие отрезки движения подачи, которые пильный инструмент должен пройти, как правило, в обратном направлении до начала самого процесса отрезания, проходят исключительно при рабочей скорости подачи, то возникает вспомогательное время, которое ограничивает производительность фрезерно-отрезного станка и обуславливает соответствующие расходы.
По этой причине при одном способе и одном фрезерно-отрезном станке данного типа скорость подачи пильного инструмента переключается при контакте пильного инструмента с деталью с более высокой скорости подачи холостого хода на рабочую скорость подачи. При отсутствии контакта с деталью пильный инструмент перемещается относительно детали быстрее, в частности, при опускании на деталь, в результате чего соответственно снижается вспомогательное время процесса отрезания. Нахождение пильного инструмента в контакте с деталью должно означать при этом, что переключение со скорости подачи холостого хода на рабочую скорость подачи производят незадолго до достижения контакта пильного инструмента с деталью.
В данном случае проблематичным является то, что приведенный в действие пильный инструмент повреждается, если он попадает на деталь и врезается в нее со слишком высокой скоростью подачи. По этой причине скорость подачи холостого хода должна быть выбрана относительно низкой или необходимо обеспечить столь своевременное переключение скорости подачи со скорости подачи холостого хода на рабочую скорость подачи, чтобы исключалось повреждение пильного инструмента.
В уровне техники для этого существуют несколько подходов. Например, в заявке DE 24 57 537 A1 или DE 100 43 012 A1 во избежание перегрузки пильной ленты осуществляют непрерывное измерение сопротивления резанию на пильной ленте ленточно-пильного станка и управление скоростью подачи на основании результатов измерения. Соответствующий ленточно-пильный станок раскрыт также в заявке
DE 33 11 390 A1. В заявке DE 28 08 245 A1 скорость подачи регулируют в зависимости от скорости движения пильной ленты ленточно-пильного станка. Сразу после снижения скорости пильной ленты производят притормаживание скорости подачи во избежание перегрузки пильной ленты. В заявке РЕ 0 313 429 В1 гидравлически приводимый в действие ленточно-пильный станок контролируют на предмет нарастания сопротивления резанию и при возрастании последнего скорость подачи снижают, так что переключение скорости подачи со скорости подачи холостого хода на рабочую скорость подачи производят приблизительно при контакте пильного инструмента с деталью. Для этих известных подходов к решению общим является то, что переключение скорости подачи осуществляется относительно медленно, так что невозможно надежно предотвратить перегрузку пильного инструмента при первом контакте с деталью.
Другие меры из уровня техники задействуют заранее введенные или определенные датчиками геометрические данные подлежащей отрезанию детали, так что скорость подачи пильного инструмента может быть снижена незадолго до контакта с деталью. Таким образом, переключение со скорости подачи холостого хода на рабочую скорость подачи производят в этих случаях еще перед первым контактом пильного инструмента с подлежащей отрезанию деталью. Это исключает возможность повреждения пильного инструмента вследствие слишком высокой скорости подачи, однако, требует дополнительных расходов на датчики и технические средства управления или внимательный и хорошо обученный обслуживающий персонал, что, в свою очередь, несет с собой опять же дополнительные расходы.
По этой причине задача изобретения заключается в предложении способа управления фрезерно-отрезным станком, а также фрезерно-отрезного станка названного выше типа, при котором переключение скорости подачи пильного инструмента со скорости подачи холостого хода на рабочую скорость подачи производят надежно и своевременно с тем, чтобы предотвратить повреждение пильного инструмента при контакте с деталью без необходимости в дополнительных расходах на технику управления и предпосылки в виде особо обученного и надежного обслуживающего персонала.
Эта задача решается с помощью способа с признаками пункта 1, а также с помощью фрезерно-отрезного станка с признаками пункта 12. Предпочтительные усовершенствования соответствующего изобретению способа приведены в пунктах со 2 по 11; предпочтительные исполнения соответствующего изобретению фрезерно-отрезного станка изложены в пунктах с 13 по 18.
Соответствующий изобретению фрезерно-отрезной станок, который, как известно, содержит пильный инструмент, приводимый в действие электрическим приводом пильного инструмента, с одним первым преобразователем частоты, и устройство подачи пильного инструмента для перемещения приведенного в действие пильного инструмента относительно подлежащей отрезанию детали с одной скоростью подачи, а также соответствующий изобретению способ отличаются, таким образом, тем, что в первом преобразователе частоты определяют величину физического значения, соответствующего крутящему моменту, передаваемому от привода пильного инструмента на пильный инструмент, или которое может быть рассчитано на основании изменений этого крутящего момента, причем при контакте пильного инструмента с деталью в зависимости от величины этого физического значения производят переключение скорости подачи со скорости подачи холостого хода на рабочую скорость подачи.
В соответствии с настоящим изобретением переключение, предпочтительно, с высокой скорости подачи холостого хода на рабочую скорость подачи можно осуществлять, тем самым, без дополнительных издержек на технические средства управления и регулирования. Тогда фрезерно-отрезные станки данного типа оснащаются, как правило, электрическим приводом пильного инструмента, при котором преобразователь частоты принимает на себя управление электродвигателем, который приводит в действие пильный инструмент, то есть пильный диск или пильную ленту. На основании обратных связей электродвигателя, приводимого в действие преобразователем частоты, в преобразователе частоты могут быть определены физические величины, которые соответствуют крутящему моменту, передаваемому от привода пильного инструмента на пильный инструмент, или на основании которых может быть рассчитано изменение этого крутящего момента. Например, активный ток, который выдается от преобразователя частоты на электродвигатель электрического привода пильного инструмента, является такой физической величиной, которая в режиме реального времени позволяет сделать заключение о крутящем моменте, передаваемом от электродвигателя на пильный инструмент.
Переданный от привода пильного инструмента на пильный инструмент крутящий момент в свою очередь непосредственно зависит от того, режет ли пильный инструмент исключительно воздух, то есть еще находится в фазе холостого хода, или же пильный инструмент находится в контакте с подлежащей отрезанию деталью. Уже при соприкосновении с деталью, то есть, если во время движения подачи острия пильного инструмента соприкоснулись с деталью, выдаваемый приводом пильного инструмента крутящий момент увеличивается в качестве ответа на сопротивление, возникшее в результате контакта между зубьями пильного инструмента и деталью. В преобразователе частоты привода пильного инструмента это может быть распознано в режиме реального времени, например, на основании выданного активного тока, так что может быть произведено переключение со скорости подачи холостого хода на рабочую скорость подачи, в то время как деталь еще исключительно царапается, и еще можно не опасаться повреждения или недопустимо высокой нагрузки на пильный инструмент вследствие повышенного сопротивления.
В соответствии с этим настоящее изобретение использует уже и без того присутствующие устройства обычного фрезерно-отрезного станка с целью ранее недостижимо быстрого распознавания времени реакции, когда переключение с, предпочтительно, высокой скорости подачи холостого хода на рабочую скорость подачи необходимо для обеспечения надежного предотвращения повреждения пильного инструмента. Переключение возможно даже в столь короткое время, что еще даже не произошло кратковременное существенное увеличение нагрузки на пильный инструмент, и, тем самым, предпочтительным образом увеличивается срок его службы.
Таким образом, благодаря настоящему изобретению не только обеспечивается то преимущество, что отпадает необходимость в монтаже дополнительной техники управления и регулирования, в частности, датчиков, световых затворов и т.п., но и предоставляется дополнительное преимущество, выраженное в особо быстрой реакции на происходящие на пильном инструменте изменения, в частности, на начинающееся зацепление пильного инструмента с деталью, которые выражаются в изменении крутящего момента привода пильного инструмента.
При этом, в соответствии с изобретением для обеспечения возможности вывода в отношении изменения вырабатываемого приводом пильного инструмента крутящего момента, достаточно определения величины физического значения в преобразователе частоты. Поскольку, если этот крутящий момент увеличивается при движении подачи для приближения пильного инструмента к детали, это означает не что иное, как то, что пильный инструмент достиг детали и начинает ее резание. Это момент времени, в который должно быть произведено переключение со скорости подачи холостого хода на рабочую скорость подачи.
В случае настоящего изобретения в первом аспекте речь идет, таким образом, о распознавании материала без использования датчиков в процессе отрезания, при котором определяют момент первого царапающего соприкосновения с материалом с целью уменьшения скорости подачи до рабочей скорости подачи. За счет этого без использования дополнительных датчиков может быть уменьшено вспомогательное время, так как путь холостого хода пильного инструмента может быть пройден в обратном направлении с существенно увеличенной скоростью подачи холостого хода. Также с помощью настоящего изобретения впервые появилась возможность оптимального по времени продолжения прерванных процессов отрезания, при которых пильный инструмент более не находится в непосредственном состоянии резания.
Определенная в первом преобразователе частоты величина физического значения, которая используется для переключения скорости подачи, обрабатывается, предпочтительно, с использованием метода фильтрования для сглаживания его временной характеристики или, по мере надобности, для отфильтровывания сигналов шума. После сглаживания измеренных величин изменение определенной величины физического значения можно детектировать проще и более однозначно.
Предпочтительно, переключение со скорости подачи холостого хода на рабочую скорость подачи производят в зависимости от разности между фактической величиной физического значения, определенной в первом преобразователе частоты текущим образом или в интервале, и усредненной величиной холостого хода. Усредненная величина холостого хода может представлять собой типичную для определенного фрезерно-отрезного станка величину или определяться в начале процесса отрезания, при котором пильный инструмент в каждом случае работает на холостом ходу. Альтернативно или дополнительно к оценке такой разности переключение со скорости подачи холостого хода на рабочую скорость подачи можно инициировать также существенным возрастанием фактической величины физического значения. В последнем случае отпадает необходимость в определении усредненной величины холостого хода.
Целесообразным образом переключение со скорости подачи холостого хода на рабочую скорость подачи производят только в том случае, если превышается пороговое значение для разности между сглаженной по мере надобности или отфильтрованной фактической величиной физического значения и усредненной величиной холостого хода и/или пороговая величина для возрастания фактической величины физического значения. Эта пороговая величина может задаваться, в частности, в зависимости от материала, в результате чего обеспечивается возможность юстировки чувствительности соответствующего изобретению переключения.
В соответствии с настоящим изобретением особые преимущества достигаются, если соответствующий изобретению фрезерно-отрезной станок или использующийся в соответствии с изобретением фрезерно-отрезной станок содержит наряду с первым преобразователем частоты привода пильного инструмента один второй преобразователь частоты в качестве части устройства подачи пильного инструмента, причем второй преобразователь частоты приводит в действие электродвигатель подачи, который обуславливает относительное движение между приведенным в действие пильным инструментом и подлежащей отрезанию деталью. За счет этого соответствующий изобретению способ может быть несложным и предпочтительным образом преобразован, в то время как второй преобразователь частоты с помощью сигнала, который он принимает от первого преобразователя частоты, переключает электродвигатель подачи со скорости подачи холостого хода на рабочую скорость подачи. Передача сигнала от первого преобразователя частоты на второй преобразователь частоты может осуществляться без задержки, например, через цифровой выход первого преобразователя частоты или через его интерфейс полевой шины. Таким образом, преобразование настоящего изобретения возможно с помощью соответствующего программирования первого и второго преобразователей частоты без дополнительных систем управления, регулирования или датчиков.
В рамках настоящего изобретения предпочтительна непосредственная передача сигнала от первого преобразователя частоты на второй преобразователь частоты, так как это ведет к особо быстрой реакции на повышение крутящего момента привода пильного инструмента; отсутствует задержка в результате обработки сигнала в электронной системе управления. В рамках настоящего изобретения возможно, однако, также, что переключение со скорости подачи холостого хода на рабочую скорость подачи инициируют центральной системой управления фрезерно-отрезного станка, в частности, системой управления с программируемым запоминающим устройством (SPS). В этом случае первый преобразователь частоты может передавать сигнал для переключения скорости подачи на центральную систему управления фрезерно-отрезного станка, после чего последняя уменьшает рабочую скорость подачи. При наличии второго преобразователя частоты для приведения в действие электродвигателя подачи этот второй преобразователь частоты может приводиться в действие центральной системой управления. Этот «обходной путь» через центральную систему управления фрезерно-отрезного станка может быть предусмотрен, в частности, в том случае, если эта система управления оснащена быстродействующей электроникой, и за счет этого могут быть достигнуты преимущества, поскольку система управления допускает несколько, также изменяемых возможностей реагирования на сигнал первого преобразователя частоты.
Вследствие чрезвычайно непродолжительного времени реакции в интервале между увеличением крутящего момента привода пильного инструмента и переключением скорости подачи обеспечивается возможность выбора соотношения между рабочей скоростью подачи и скоростью подачи холостого хода в диапазоне от 1:2 до приблизительно 1:10, в зависимости от случая использования до 1:100 и сверх того. За счет этого весьма существенно сокращается вспомогательное время процесса отрезания без опасности повреждения пильного инструмента или сокращения срока его службы.
В целях еще более существенного сокращения вспомогательного времени и, следовательно, поддержания затрачиваемого на процесс отрезания времени, предпочтительно, на малой величине, предпочтительным является подразделение скорости подачи холостого хода на, по меньшей мере, две ступени скорости, причем первая ступень скорости исполнена в качестве ускоренного хода, а вторая ступень скорости исполнена в качестве скорости сближения. В этом случае в диапазоне заранее выбранного или заранее выбираемого или, по мере надобности, также подлежащего измерению с помощью соответствующих датчиков расстояния сближения между пильным инструментом и подлежащей отрезанию детали можно осуществлять переключение, как правило, притормаживание с ускоренного хода до скорости сближения, так что ускоренный ход снова может превышать саму скорость подачи холостого хода.
Предпочтительное усовершенствование настоящего изобретения может состоять также в том, что величину скорости подачи холостого хода или скорости сближения задают в зависимости от размеров и формы подлежащей отрезанию детали и/или материала подлежащей отрезанию детали. При массивных формах и/или особо твердых материалах рекомендуется меньшая скорость подачи холостого хода или скорость сближения во избежание повреждения или чрезмерной нагрузки на пильный инструмент, в то время как при мягких материалах и/или формах детали, при которых при первом контакте с царапанием осуществляется лишь незначительное внедрение пильного инструмента в материал, как это имеет место, например, при круглых материалах, скорость подачи холостого хода или скорость сближения могут быть выбраны более высокими без опасности повреждения или слишком сильного нагружения пильного инструмента.
Следующее предпочтительное усовершенствование настоящего изобретения заключается в увеличении скорости приведенного в действие пильного инструмента в области сближения между пильным инструментом и деталью с тем, чтобы при первом вхождении пильного инструмента в деталь, при котором в соответствии с изобретением производят переключение скорости подачи на рабочую скорость подачи, уменьшить участок подачи на зуб пилы. Это дополнительно помогает уменьшить нагрузку на пильный инструмент при вхождении в деталь, даже если соответствующее изобретению переключение со скорости подачи холостого хода на рабочую скорость подачи не происходит в течение самого кратчайшего времени, что случается вследствие инерции масс, если скорость подачи холостого хода выбирают особенно высокой.
По той же причине предпочтительным является следующее исполнение соответствующего изобретению способа или соответствующего изобретению фрезерно-отрезного станка, альтернативно или дополнительно к названным выше усовершенствованиям, при котором пильный инструмент подводят к детали с демпфированием и/или предварительным напряжением, причем демпфирование или предварительное напряжение осуществляются относительно усилия резания, действующего в направлении скорости подачи. Для этого фрезерно-отрезной станок снабжен регулировочными средствами для приложения усилия резания, оснащенными демпфирующими элементами. В случае ленточно-пильных станков такие регулировочные средства представляют собой, как правило, направляющие для пильной ленты, в частности, направляющие тыльной стороны ленты, в то время как в случае дисковых пил регулировочные средства являются частью устройства подачи пилы. Названные демпфирующие элементы могут представлять собой, например, пакеты листов, которые демпфируют приблизительно сильно завышенное усилие резания или его обратное действие, воздействующие на режущий инструмент. Такое сильно завышенное усилие резания может возникать при соприкосновении пильного инструмента с подлежащей отрезанию деталью, в частности, в том случае, если выбраны особо высокие скорости подачи холостого хода или скорости сближения.
В случае ленточно-пильного станка демпфирующие элементы могут также, в частности, если они выполнены как рессоры или как пакет пластин, обеспечивать предварительное напряжение пильной ленты. В результате такого предварительного напряжения в направлении скорости подачи пильная лента может при соприкосновении с деталью в целом ослабевать в большей мере, чем это было бы возможным в случае чисто демпфирования.
Наконец, в качестве особо предпочтительного усовершенствования и второго аспекта настоящего изобретения в соответствии с изобретением определенную в первом преобразователе частоты величину физического значения, которая позволяет сделать заключение о воздействующем на привод пильного инструмента крутящем моменте, используют для регулирования самого процесса отрезания, в частности, в то время как переданный с привода пильного инструмента на пильный инструмент крутящий момент поддерживают в основном неизменным. В частности, при деталях с цилиндрической формой и профилях нагрузки на пильный инструмент во время процесса отрезания могут существенно варьироваться, так как в контакте с материалом находится в одном случае большее и в другом случае меньшее количество зубьев пилы. На основании оценки обратных связей привода пильного инструмента в первом преобразователе частоты получают полное представление о мгновенной нагрузке на пильный инструмент. Если скорость подачи пильного инструмента регулируют в зависимости от определенной в первом преобразователе частоты величины физического значения, например, таким образом, что переданный от привода пильного инструмента на пильный инструмент крутящий момент в основном остается неизменным, то нагрузка на пильный инструмент остается неизменной независимо от формы детали. Более узкие участки детали после этого автоматически отрезаются с более высокой рабочей скоростью подачи, чем массивные участки детали, так что в соответствии с изобретением в данном случае не только сокращается вспомогательное время процесса отрезания и оптимизируется сам процесс отрезания применительно к рабочей скорости подачи, но и может быть достигнуто дальнейшее сокращение длительности процесса отрезания.
Один пример исполнения соответствующего изобретению фрезерно-отрезного станка, который работает в соответствии с одним примером соответствующего изобретению способа, поясняется в последующем на основании приложенных чертежей. Фигуры показывают:
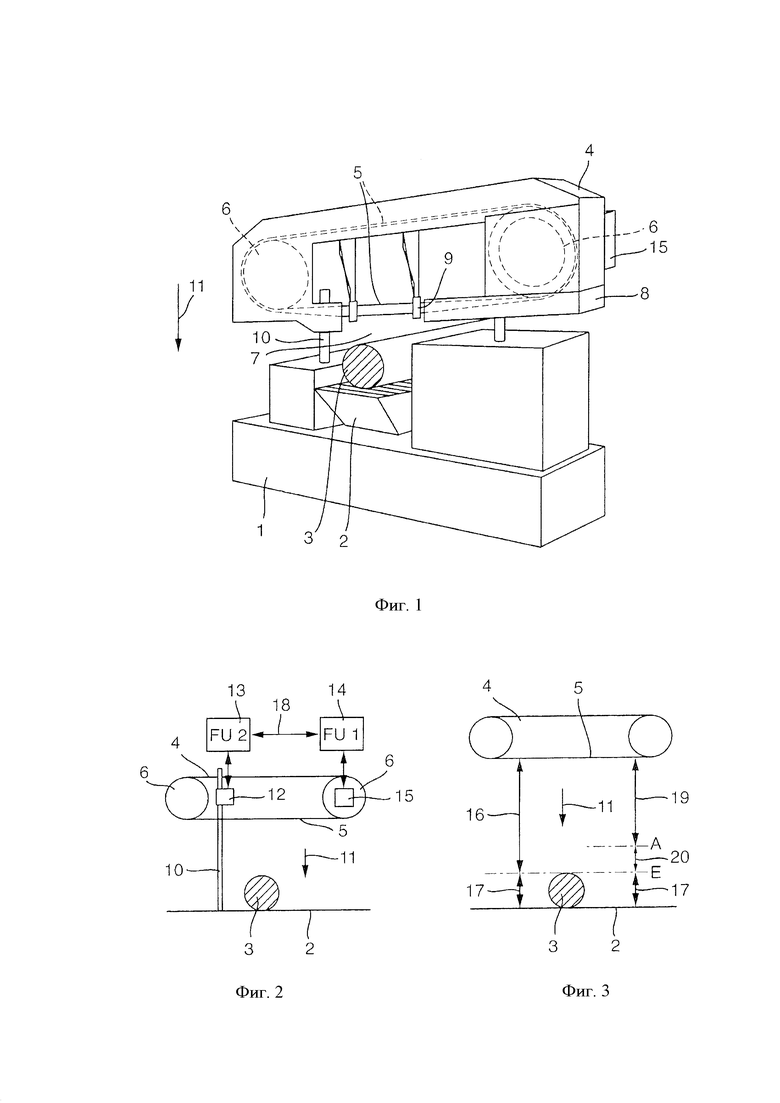
фиг. 1 показывает схематический вид на ленточно-пильный станок, выполненный в соответствии с изобретением;
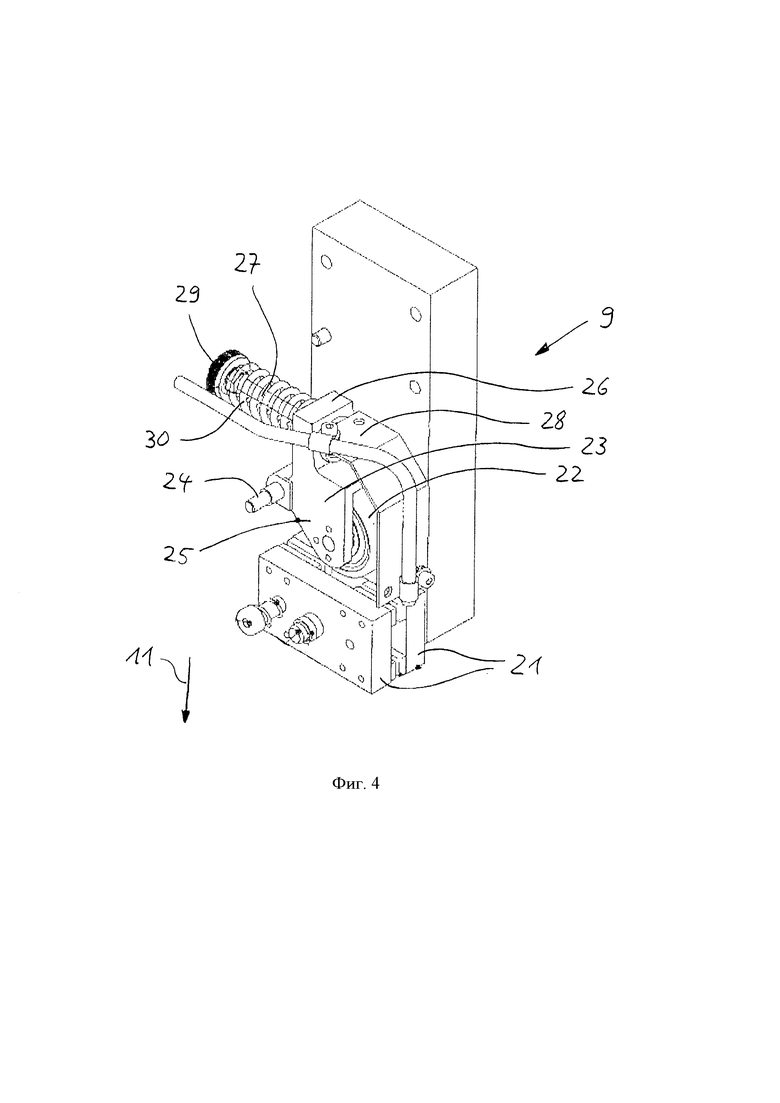
фиг. 2 показывает схематическое изображение важных для изобретения компонентов этого ленточно-пильного станка;
фиг. 3 показывает диаграмму для пояснения различных движений и скоростей этого ленточно-пильного станка;
фиг. 4 показывает схематический вид направляющей пильной ленты ленточно-пильного станка с нагруженной рессорой направляющей тыльной стороны пильного полотна;
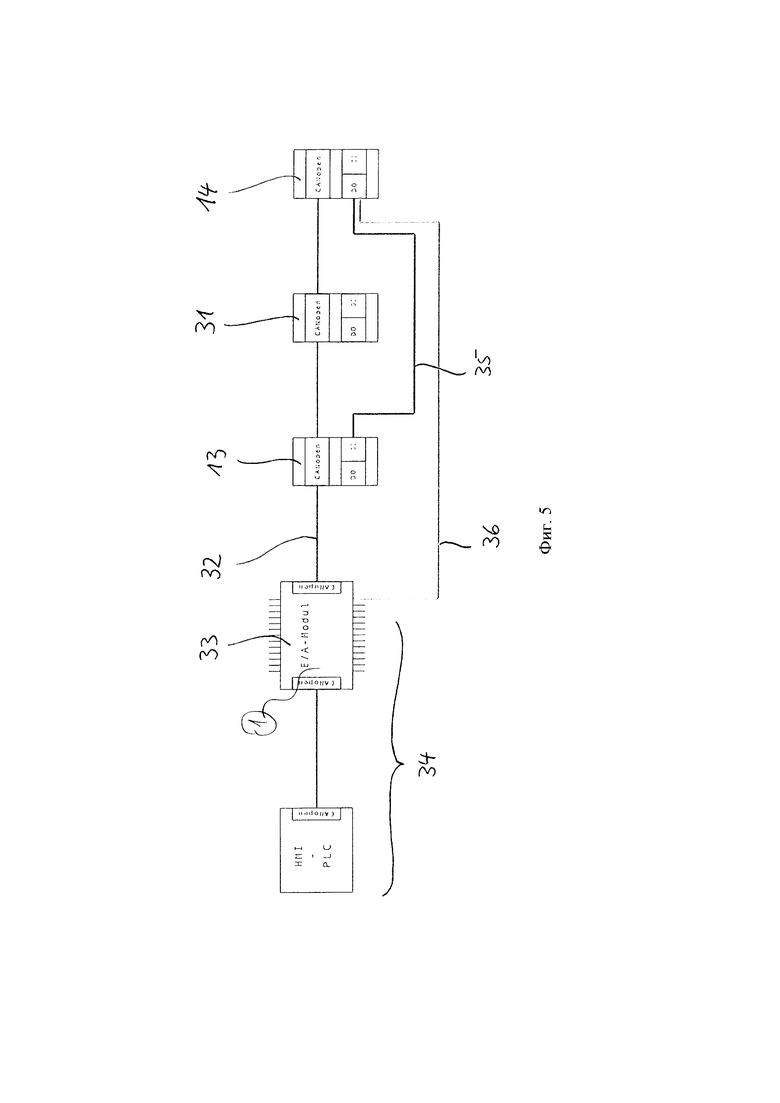
фиг. 5 показывает схематическую принципиальную блок-схему системы управления приводом фрезерно-отрезного станка, выполненного в соответствии с изобретением.
На фиг. 1 схематически изображен ленточно-пильный станок, с основанием 1, расположенным на нем столом 2 отрезного станка для подлежащей отрезанию детали 3 и подвижным относительно основания 1 пильным модулем 4, в котором пильная лента 5 бесконечно вращается вокруг двух ходовых колес 6. В области 7 отрезания пильное полотно 5 проходит вне корпуса 8 пильного модуля и направляется там с помощью двух направляющих 9 ленты, расположенных справа и слева от области 7 отрезания. Эти направляющие 9 ленты состоят соответственно из двух боковых направляющих ленты и одной направляющей тыльной стороны ленты, причем направляющая тыльной стороны ленты демпфируется с помощью пакета листов, так что пильная лента 5 может упруго сдвигаться вверх.
Пильный модуль 4 расположен на направляющих 10 и может перемещаться относительно основания 1 вверх и вниз. Движение вниз представляет собой движение 11 подачи отрезания.
Как лучше видно из фиг. 2, схематического изображения существенных для изобретения частей изображенного на фиг. 1 ленточно-пильного станка, движение пильного модуля 4 вдоль направляющих 10 осуществляется с помощью электродвигателя 12 подачи, который приводится в действие вторым преобразователем 13 частоты. Первый преобразователь 14 частоты приводит в действие электродвигатель 15, расположенный на оси одного из обоих ходовых колес 6 и приводит его в действие. Выработанный электродвигателем 15 крутящий момент обуславливает, таким образом, привод пильной ленты 5, так что она вращается со скоростью пильного инструмента вокруг обоих ходовых колес 6. Наложение вращательного движения пильной ленты 5, которая приводится в действие приводом 14, 15 пильного инструмента, с одной стороны, на движение 11 подачи отрезания, осуществляемого с помощью устройства 10, 12, 13 подачи отрезания, с другой стороны, вырабатывает движение отрезания, которое ведет к продольной распиловке.
Один пример соответствующего изобретению способа поясняется на фиг. 3. В результате движения 11 подачи отрезания пильный модуль 4 опускается на деталь 3. При этом происходит прохождение в обратном направлении отрезка 16 холостого хода до момента вхождения пильной ленты 5 на уровне Ε участка 16 холостого хода в контакт с деталью 3. После этого выполняется движение 11 подачи отрезания вдоль одного рабочего участка 17 вплоть до распиливания детали 3. Прохождение в обратном направлении участка 16 холостого хода происходит со скоростью подачи холостого хода. При достижении уровня Ε зубья пильной ленты 5 входят в контакт с поверхностью детали 3 и начинают внедряться в нее. В результате этого происходит торможение вращательного движения пильной ленты 5, так что электродвигатель 15 должен выдавать на ходовое колесо 6 или пильное полотно 5 более высокий крутящий момент с целью поддержания необходимого вращательного движения пильного полотна 5. Повышенное требование к крутящему моменту ведет к определенному обратному действию на первый преобразователь 14 частоты, в частности, протекает более высокий активный ток. Это распознается первым преобразователем 14 частоты и через цифровую линию 18 передачи данных, аналоговую линию передачи данных или систему шин выдается сообщение на второй преобразователь 13 частоты, который, со своей стороны, незамедлительно притормаживает электродвигатель 12 с переходом со скорости подачи холостого хода на рабочую скорость подачи. Сам процесс отрезания, то есть прохождение рабочего отрезка 17, осуществляется затем пильным модулем 4 или пильной лентой 5 на рабочей скорости подачи.
Второй пример исполнения соответствующего изобретению способа также виден из фиг. 3. Здесь пильный модуль 4 перемещается вдоль участка 19 ускоренного хода сначала со скоростью подачи, еще повышенной относительно самой скорости подачи холостого хода, в качестве ускоренного хода. При достижении заранее определяемого уровня А второй преобразователь 13 частоты притормаживает электродвигатель 12 подачи до собственной скорости подачи холостого хода, на которой затем проходит участок 20 сближения до момента, когда опять же при уровне Ε происходит вхождение первых зубьев пильной ленты 5 в деталь 3 и переключение со скорости подачи холостого хода на рабочую скорость подачи с тем, чтобы после этого, как и в первом примере исполнения, пройти рабочий отрезок 17 до готового распила.
В третьем примере исполнения рабочая скорость подачи на протяжении рабочего участка 17 не является постоянной, а с помощью обратных связей электродвигателя 15, которые распознаются и оцениваются в первом преобразователе 14 частоты, выдаваемый электродвигателем 15 на ходовое колесо 6 и, следовательно, пильную ленту 5 крутящий момент поддерживается в основном неизменным, в то время как первый преобразователь 14 частоты выдает регулирующий сигнал через линию шины или цифровую или аналоговую линию передачи данных на второй преобразователь 13 частоты. Поскольку в настоящем случае производят отрезание круглого материала или детали 3 с цилиндрической формой, к началу самого процесса отрезания, на уровне Е, рабочая скорость подачи может сначала выбираться еще более высокой, так как там лишь небольшое количество зубьев пильной ленты 5 одновременно находятся в состоянии врезания в материал 3. По мере продвижения процесса отрезания это меняется, так как деталь из-за своего профиля становится все толще для пильной ленты 5 и все большее количество зубьев пильной ленты одновременно находятся в состоянии врезания в материал. Вследствие поддержания выдаваемого электродвигателем 15 крутящего момента на постоянной величине соответственно уменьшается рабочая скорость подачи, так что нагрузка на пильную ленту 5 остается оптимальной. К концу самого процесса отрезания толщина детали 3 вновь уменьшается, так что рабочая скорость подачи вновь может быть увеличена без недопустимо высокого нагружения пильной ленты 5.
Без такого рода регулирования пришлось бы с целью защиты пильной ленты 5 удерживать рабочую скорость подачи на минимальной величине на протяжении всего рабочего участка 17. Таким образом, регулирование еще раз дополнительно снижает время, необходимое для непосредственного процесса отрезания.
Фиг. 4 представляет в схематическом частичном виде направляющую 9 ленты ленточно-пильного станка, оснащенного нагруженной рессорой направляющей тыльной стороны ленты с целью подведения пильного инструмента, в данном случае пильной ленты (не изображена) к детали как с предварительным напряжением, так и с демпфированием. Для этого направляющая 9 ленты содержит две направляющих пластины 21 ленты для бокового направления скользящей между ними (не изображенной) пильной ленты, а также выполненную в качестве ролика 22 направляющую тыльной стороны ленты, которая катится по тыльной стороне пильной ленты и обеспечивает ее предварительное напряжение в направлении движения 11 подачи. С этой целью ролик 22 укреплен в коромысле 23, которое образует двуплечий рычаг вокруг оси 24 колебания. Первое плечо 25 рычага направляет ролик 22, в то врем как второе плечо 26 рычага насажено на тягу 27, которая крепится в стационарной контропоре 28 и ее длина может изменяться с помощью регулировочной гайки 29. Между регулировочной гайкой 26 и вторым плечом 26 коромысла 23 расположена винтовая рессора 30, которая обеспечивает предварительное напряжение второго плеча 26 относительно контропоры и вследствие плеча рычага коромысла 23, тем самым, также обеспечивает предварительное напряжение ролика 22 относительно тыльной стороны пильной ленты (не изображена). Движение пильной ленты против движения 11 подачи, которое может возникать при попадании пильной ленты на подлежащую отрезанию деталь, демпфируется винтовой рессорой, так как ролик 22 в результате нагружения рессорой может податливо смещаться.
Фиг. 5 представляет собой схематическую блок-схему системы управления приводов фрезерно-отрезного станка, выполненного в соответствии с изобретением. Первый преобразователь 14 частоты для привода пильного инструмента, второй преобразователь 13 частоты для устройства подачи пильного инструмента и третий преобразователь 31 частоты для устройства подачи материала для позиционирования подлежащей отрезанию детали соединены посредством шины 32 с модулем входа/выхода системы 34 с программируемой памятью.
В предпочтительном исполнении в соответствии с настоящим изобретением первый преобразователь 14 частоты соединен через первую сигнальную линию 35, которая исходит от цифрового выхода D0 первого преобразователя 14 частоты, с цифровым входом D1 второго преобразователя 13 частоты. Таким образом, первый преобразователь 14 частоты может инициировать второй преобразователь 13 частоты с помощью цифрового сигнала, который передается непосредственно через первую сигнальную линию 35, для переключения на рабочую скорость подачи.
В следующей, также относящейся к настоящему изобретению альтернативе первый преобразователь 14 частоты со второй сигнальной линией 36 непосредственно соединен с модулем 33 ввода/вывода системы 34 управления с программируемой памятью с целью выдачи сигнала для переключения скорости подачи по прямому пути в систему 34 управления с программируемой памятью, после чего последняя может инициировать переключение на рабочую скорость подачи.
Третья альтернатива, которая также относится к настоящему изобретению, заключается в том, что первый преобразователь 14 частоты выдает сигнал для переключения скорости подачи через шину 32 в систему 34 с программируемой памятью, где производится дальнейшая обработка сигнала и его использование для переключения скорости подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Командное устройство отрезного станка | 1985 |
|
SU1311874A2 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| ФРЕЗЕРНО-ОТРЕЗНОЙ СТАНОК-АВТОМАТ | 1972 |
|
SU357046A1 |
| ФРЕЗЕРНО-ОТРЕЗНОЙ СТАНОК | 1967 |
|
SU206277A1 |
| Фрезерный станок | 1980 |
|
SU952469A1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2015 |
|
RU2616395C1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 1999 |
|
RU2151032C1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
Изобретение относится к способу управления фрезерно-отрезным станком с пильным инструментом, который приводится в действие электрическим приводом пильного инструмента с первым преобразователем частоты и с устройством подачи пильного инструмента для перемещения со скоростью подачи приведенного в действие пильного инструмента относительно подлежащей отрезанию детали, а также к такому фрезерно-отрезному станку. При врезании пильного инструмента в деталь производят переключение со скорости подачи холостого хода на рабочую скорость подачи. При этом первым преобразователем частоты определяют величину физического значения, которая соответствует крутящему моменту, переданному от привода пильного инструмента на пильный инструмент, или на основании которой рассчитано изменение этого крутящего момента. Переключение со скорости подачи холостого хода на рабочую скорость подачи производят в зависимости от величины этого физического значения. В результате обеспечивается предотвращение повреждения пильного полотна. 2 н. и 17 з.п. ф-лы, 5 ил.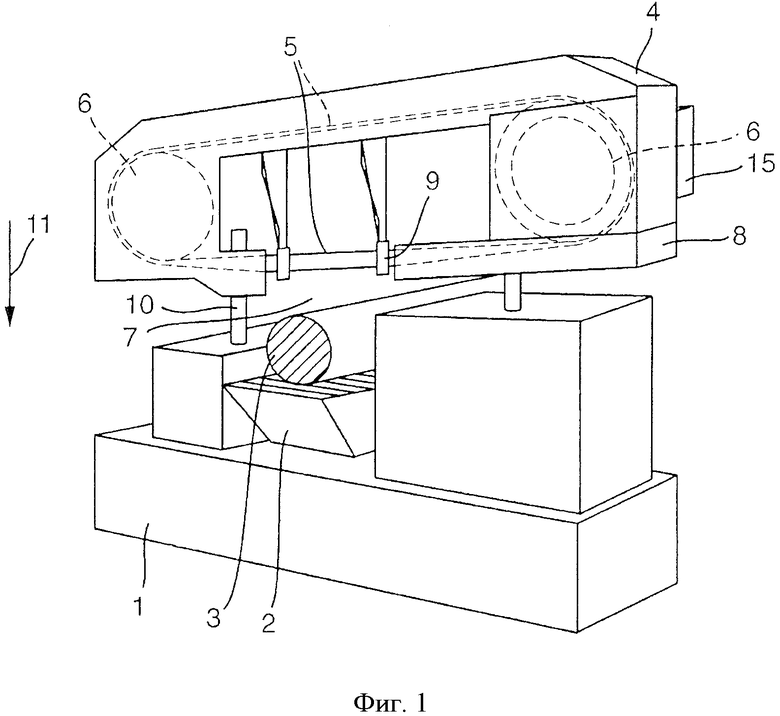
1. Способ управления фрезерно-отрезным станком с пильным инструментом (5), который приводят в действие электрическим приводом пильного инструмента с первым (14) преобразователем частоты,
и с устройством подачи пильного инструмента для перемещения приведенного в действие пильного инструмента (5) относительно подлежащей отрезанию детали (3) со скоростью подачи,
причем скорость подачи при вхождении пильного инструмента (5) в деталь (3) переключают со скорости подачи холостого хода на рабочую скорость подачи,
отличающийся тем,
что в первом преобразователе (14) частоты определяют величину физического значения, которая соответствует крутящему моменту, переданному от привода пильного инструмента на пильный инструмент (5), или на основании которой рассчитано изменение этого крутящего момента,
причем переключение со скорости подачи холостого хода на рабочую скорость подачи производят в зависимости от величины этого физического значения.
2. Способ по п. 1, отличающийся тем, что в качестве физического значения используют активный ток, выданный первым преобразователем (14) частоты на электродвигатель (15) электрического привода пильного инструмента.
3. Способ по п. 1 или 2, отличающийся тем, что определенную в первом преобразователе (14) частоты величину физического значения обрабатывают с использованием метода фильтрации для сглаживания его временной характеристики.
4. Способ по п. 1 или 2, отличающийся тем, что переключение со скорости подачи холостого хода на рабочую скорость подачи производят в зависимости от разности между определенной текущим образом или в интервалах фактической величиной физического значения и усредненной величиной холостого хода и/или в зависимости от возрастания фактической величины физического значения.
5. Способ по п. 3, отличающийся тем, что переключение со скорости подачи холостого хода на рабочую скорость подачи производят в зависимости от разности между определенной текущим образом или в интервалах фактической величиной физического значения и усредненной величиной холостого хода и/или в зависимости от возрастания фактической величины физического значения.
6. Способ по п. 4, отличающийся тем, что переключение со скорости подачи холостого хода на рабочую скорость подачи инициируют превышением порогового значения для разности между фактической величиной физического значения и величиной холостого хода.
7. Способ по п. 5, отличающийся тем, что переключение со скорости подачи холостого хода на рабочую скорость подачи инициируют превышением порогового значения для разности между фактической величиной физического значения и величиной холостого хода.
8. Способ по п. 1, отличающийся тем, что устройство подачи пильного инструмента содержит один второй преобразователь (13) частоты и приводимый им в действие электродвигатель (12) подачи и что переключение со скорости подачи холостого хода на рабочую скорость подачи осуществляют в зависимости от сигнала, выданного первым преобразователем (14) частоты на второй преобразователь (13) частоты.
9. Способ по п. 1, отличающийся тем, что скорость подачи холостого хода содержит первую ступень скорости в качестве ускоренного хода и вторую ступень скорости в качестве скорости сближения, причем в области расстояния (A) сближения между пильным инструментом (5) и подлежащей отрезанию деталью (3) производят переключение устройства подачи пильного инструмента с ускоренного хода на скорость сближения.
10. Способ по п. 1, отличающийся тем, что рабочую скорость подачи регулируют в зависимости от физического значения, в частности таким образом, что крутящий момент, переданный с привода пильного инструмента на пильный инструмент (5), поддерживают в основном неизменным.
11. Способ по п. 1, отличающийся тем, что пильный инструмент (5) подводят к детали (3) с демпфированием и/или предварительным напряжением, причем демпфирование и/или предварительное напряжение осуществляют относительно усилия резания, действующего в направлении скорости подачи.
12. Способ по п. 1, отличающийся тем, что скорость подачи холостого хода, и/или рабочую скорость подачи, и/или соотношение между скоростью подачи холостого хода и рабочей скоростью подачи можно выбирать в зависимости от геометрии и/или материала подлежащей отрезанию детали (3).
13. Фрезерно-отрезной станок, содержащий пильный инструмент (5), который приводится в действие электрическим приводом пильного инструмента с первым преобразователем (14) частоты,
и устройство подачи пильного инструмента для движения приведенного в действие пильного инструмента (5) относительно подлежащей отрезанию детали (3) со скоростью подачи,
причем устройство подачи пильного инструмента выполнено с возможностью при вхождении пильного инструмента (5) в деталь (3) переключения скорости подачи со скорости подачи холостого хода на рабочую скорость подачи,
отличающийся тем,
что устройство подачи пильного инструмента выполнено с возможностью определения в первом преобразователе (14) частоты величины физического значения, которая соответствует крутящему моменту, переданному с привода пильного инструмента на пильный инструмент (5), или которая может быть рассчитана на основании изменения этого крутящего момента, причем
переключение со скорости подачи холостого хода на рабочую скорость подачи осуществляется в зависимости от величины этого физического значения.
14. Станок по п. 13, отличающийся тем, что он содержит регулирующие средства для приложения действующего в направлении скорости подачи усилия резания к пильному инструменту и/или для направления пильного инструмента (5) в направлении скорости подачи, причем регулирующие средства снабжены демпфирующими элементами и/или элементами предварительного напряжения для осуществляемого с демпфированием и/или предварительным напряжением подвода пильного инструмента (5) к детали (3).
15. Станок по п. 13 или 14, отличающийся тем, что устройство подачи пильного инструмента содержит один второй преобразователь (13) частоты и один, приводимый в действие последним, электродвигатель (12) подачи, причем переключение со скорости подачи холостого хода на рабочую скорость подачи осуществляется в зависимости от сигнала, выдаваемого первым преобразователем (14) на второй преобразователь (13) частоты.
16. Станок по п. 13, отличающийся тем, что с помощью первого преобразователя (14) частоты может определяться усредненная величина холостого хода физического значения, причем переключение со скорости подачи холостого хода на рабочую скорость подачи осуществляется в зависимости от разности между фактической величиной физического значения и величиной холостого хода, в частности при превышении пороговой величины названной разности.
17. Станок по п. 13, отличающийся тем, что устройство подачи пильного инструмента выполнено таким образом, что скорость подачи холостого хода содержит одну первую ступень скорости в качестве ускоренного хода и одну вторую ступень скорости в качестве скорости сближения, причем в области интервала (A) сближения между пильным инструментом (5) и подлежащей отрезанию деталью (3) производится переключение устройства подачи пильного инструмента с ускоренного хода на скорость сближения.
18. Станок по п. 13, отличающийся тем, что первый преобразователь (14) частоты выполнен с возможностью регулирования рабочей скорости подачи в зависимости от физического значения, в частности таким образом, что крутящий момент, переданный с привода пильного инструмента на пильный инструмент (5), остается в основном неизменным.
19. Станок по п. 13, отличающийся тем, что скорость подачи холостого хода, и/или рабочая скорость подачи, и/или соотношение между скоростью подачи холостого хода и рабочей скоростью подачи могут выбираться в зависимости от геометрии и/или материала подлежащей отрезанию детали (3).
| US 2006032356 A1, 16.02.2006 | |||
| Орудие для прорезания дернины и срезания кочек | 1923 |
|
SU1244A1 |
| RU 95120016 A1, 10.07.1997 | |||
| EP 1398119 A1, 17.03.2004 | |||
| US 4524812 A, 25.06.1985. | |||

