Изобретение предназначено для резки труб и может быть использовано в заготовительных цехах машиностроительных заводов.
Известны фрезерно-отрезные станки-автоматы, предназначенные для той же цели, со смонтированными на станине механизмами подачи и зажима заготовки и пильной бабкой. , Предложенный станок позволяет отрезать заготовки разной длины с минимальными концевыми отходами.
Это достигается тем, что станок снабжен счетчиком количества отрезанных заготовок, гидравлически связанным с механизмами подачи и зажима заготовки, управляемыми электрическим переключателем при воздействии на него упора.
. Последний выполнен в виде револьверной головки, имеющей воз.можность перемещаться в осевом направлении при взаимодействии с заготовкой.
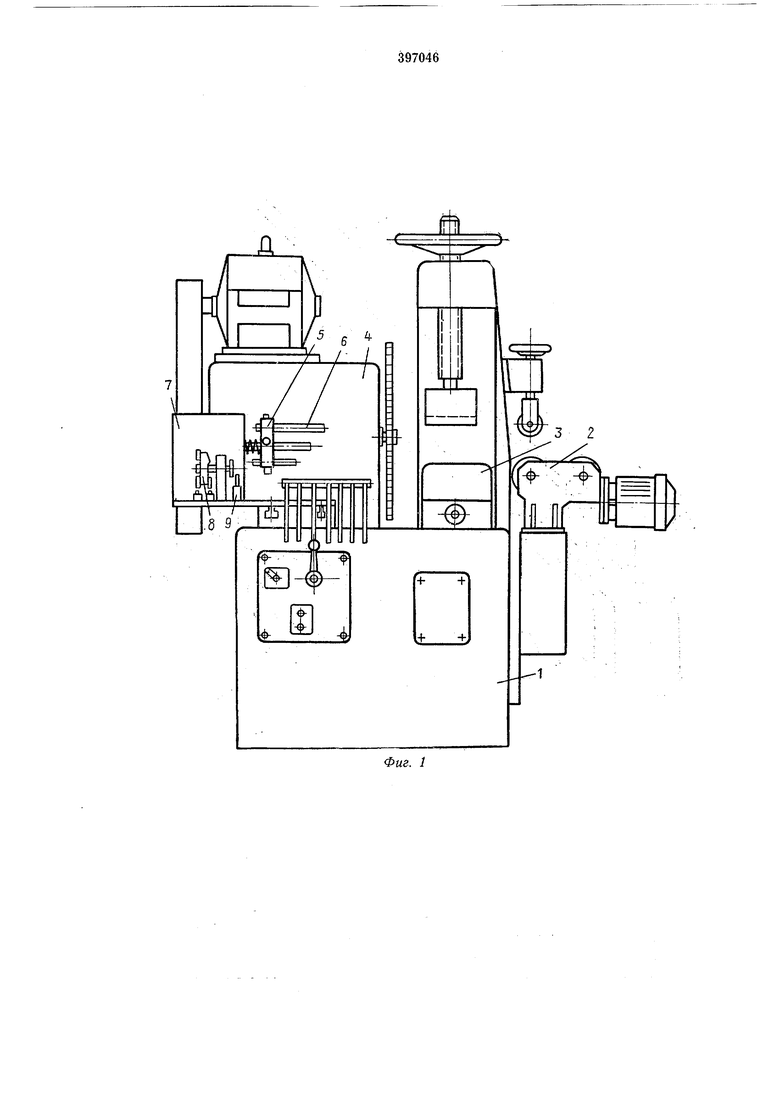
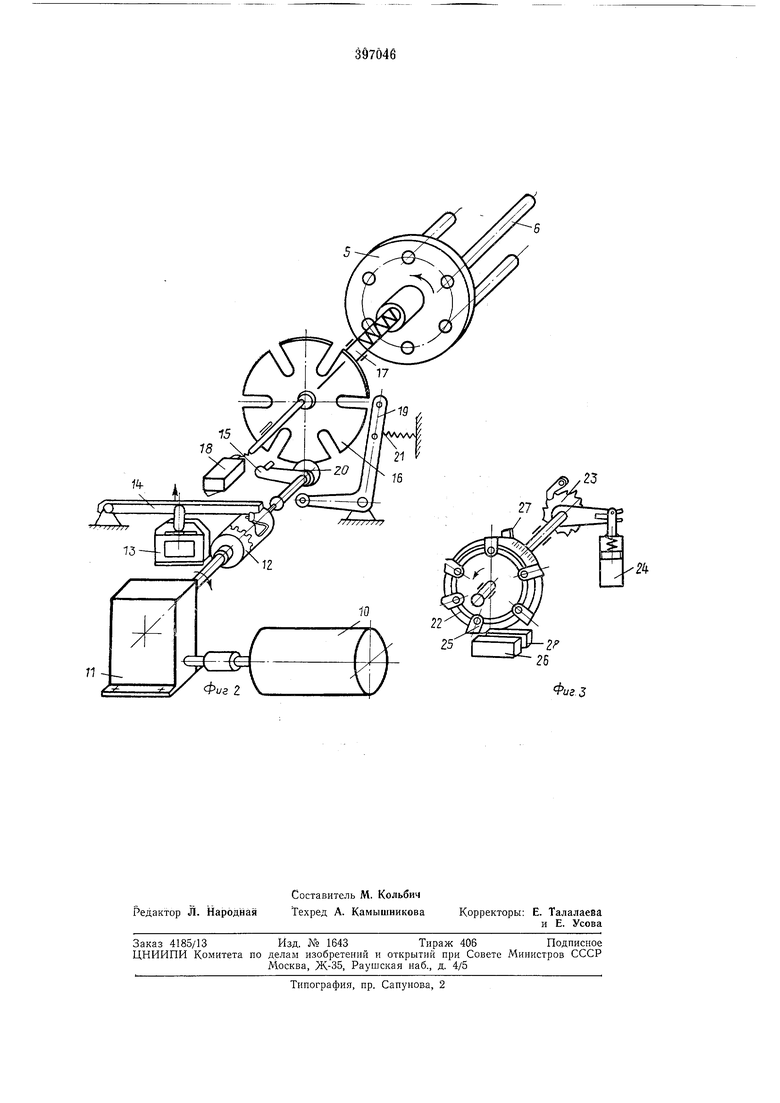
На фиг. 1 показан описываемый станок, общий вид; на фиг. 2 - устройство привода поворота револьверной головки; на фиг. 3 - устройство счетчика количества отрезанных заготовок.
На станяне / размещены механизм 2 подачи проката, механизм 3 зажима проката, пильная бабка 4, упор 5 в виде револьверной головки с равномерно расположенными на ней регулируемыми по длине рабочими упорами 6
и приводом поворота 7. Револьверная головка расположена так, что один из рабочих упоров находится напротив торца проката, подаваемого на резку.
На станине имеется также счетчик количества отрезанных заготовок 8 с приводом 9. Привод поворота револьверной головки содержит двигатель 10, редуктор //, однооборотную муфту 12 с включением от электромагнита 13 через рычаг 14, водило 15 и мальтийский крест 16, соединенный с валом 17, несущим на торце револьверную головку.
Револьверная головка с валом 17 под воздействием подаваемого на резку проката перемещается вдоль оси до воздействия торцом вала на электрический переключатель 18, -который связан с приводами механизма подачи, механизма закрепления проката и пильнойбабки и управляет их работой, переключая электрические золотники, управляющие гидравлическими исполнительными органами .
С целью предупреждения самопроизвольного поворота мальтийского креста и соединенной с ним револьверной головки станок снабжен фиксаторо.м, выполненным в виде двуплечего рычага 19 с приводом от профилированного дискового кулачка 20. Один конец фиксатора под действием пружины 21 прижат к
мальтийского креста 16, предупреждая его поворот.
Кулачок 20 закреплен на одной оси с водилом 15, что обеспечивает согласованность в работе привода поворота револьверной головки и фиксатора.
Счетчик количества отрезанных заготовок 8 выполнен в виде барабана 22 с делениями, получающего поворот за один цикл па одно деление через храповую передачу 23 от гидроцилиидра 24, связанного гидравлически с механизмом зажима детали и получающего от него импульс в момент разжима заготовки, т. е. в момент окончания цикла.
На одном торце барабана 22 закреплены переставные кулачки 25, .воздействующие на электрический переключатель 26, связанный с электромагнитом 13 привода поворота револьверной головки. Количество кулачков соответствует количеству рабочих упоров на револьверной головке.
На другом торце установлен один кулачок
27воздействующий на электропереключатель
28отключения привода станка по окончании заданного цикла.
Перед началом работы рабочие упоры 6 револьверной головки 5 настраиваются на заданную длину заготовок и фиксируются. Кулачки 25 счетчика, соответствующие рабочим упорам, настраиваются на заданное количество деталей соответствующей длины и фиксируются на барабане счетчика.
Кулачок 27 устанавливается на деление, соответствующее общему количеству заданных деталей и фиксируется.
.После включения станок работает на автоматическом цикле: включается механизм подачи проката 2, который подает прокат до воздействия на один из рабочих упоров, находящийся напротив торца подаваемого на резку проката.
Под воздействием проката, подаваемого на резку, рабочий упор с револьверной головкой 5 перемещается до воздействия на электрический переключатель 18, отключающий привод подачи проката, включающий привод механизма зажима проката 5 и привод подачи пильной бабки 4.
После выполнения операции пильная бабка отходит назад, отрезанный участок проката падает и освобождает рабочий упор и револьверную головку, которая под действием пружины, расположенной на валу 17, перемещается, в исходное положение и освобождает переключатель 18. При этом отключается зажим детали и включается привод подачи проката.
В момент отключения механизма зажима станка импульс поступает на гидроц ;линдр 24
привода счетчика, при этом барабан 22 счетчика поворачивается на одно деление.
Далее происходит подача прутка до рабочего упора и ЦИКЛ повторяется автоматически. После отрезки заданного количества деталей одной длины происходит поворот револьверной головки, т. е. смена рабочих упоров. Это осуществляется следующим образом. В момент окончания цикла после отрезки заданного количества деталей одной длины кулачок 25 счетчика воздействует на электрический переключатель 26, который посылает импульс на электромагнит 13 однооборотной муфты. При этом водилу 15 сообщается один
поворот и оно производит поворот мальтийского креста 16 и револьверной головки 5.
В момент начала поворота водила кулачок 20 выводит фиксатор 18 из паза мальтийского креста и по окончании поворота фиксатор
вводится в паз мальтийского креста.
После отрезки заданного количества заготовок по второму упору производится следующий поворот револьверной головки и так далее, пока не будет выполнен весь заданный
цикл. По выполнении всего цикла кулачок 27 воздействует на электрический переключатель 28, отключающий станок-автомат.
Предмет изобретения
il. Фрезерно-отрезной станок-автомат для резки проката на мерные заготовки со смонтированными на станине механизмами подачи
и зажима заготовки и пильной, бабкой, отличающийся тем, что, с целью автоматической резки проката на заготовки разной заданной длины с минимальными концевыми отходами, станок снабжен счетчиком количества отрезанных заготовок, гидравлически связанным с механизмами подачи и зажима заготовки, уп равляемыми электрическим переключателем и воздействующей на него револьверной головкой с равномерно расположенными и регулируемыми по длине упорами, перемещающейся в осевом направлении при взаимодействии с заготовкой, причем счетчик заготовок через электрический переключатель и однооборотную муфту связан с привОдом поворота револьверной головки.
2. Станок-автомат по п. 1, отличающийся тем, что счетчик количества отрезанных заготовок выполнен в виде поворачиваемого от гидроцилиндра барабана с делениями, несущего воздействующие на электрический переключатель кулачки, количество которых со.ответствует количеству упоров на револьверной ГОловке.
Фиг. 1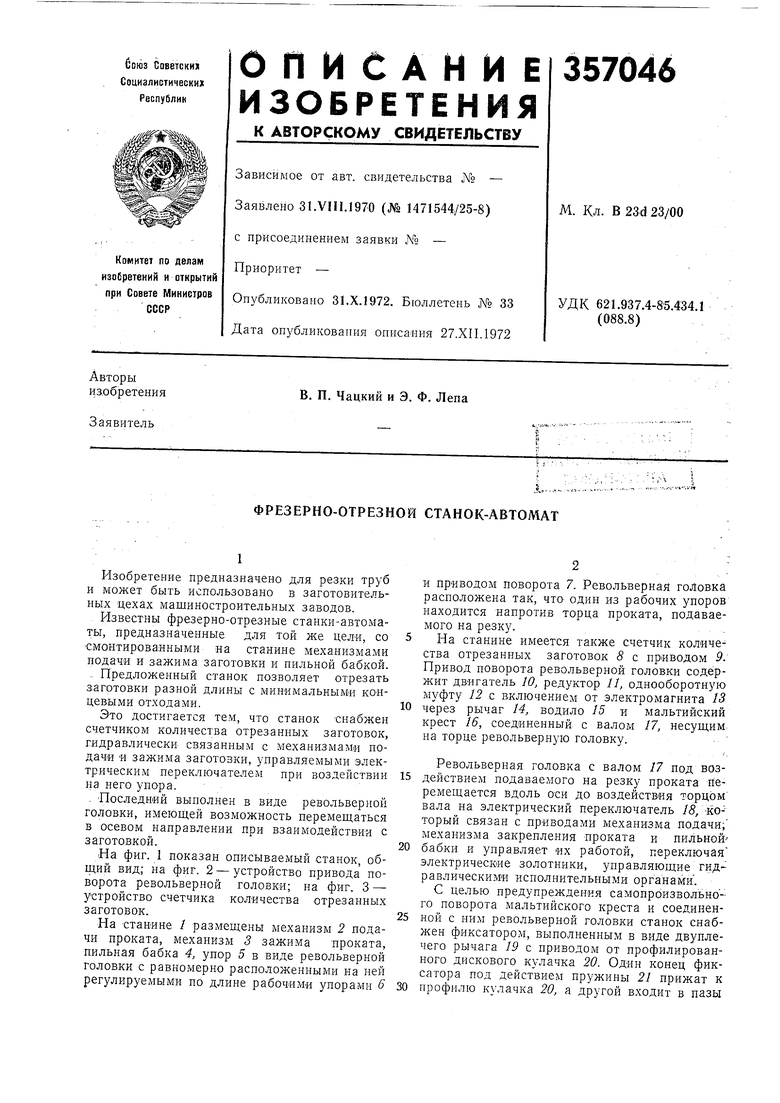
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| СТАНОК ДЛЯ ОБРЕЗКИ И ЗАКАТКИ КРАЕВ | 1966 |
|
SU185829A1 |
| Токарный автомат | 1986 |
|
SU1355360A1 |
| Привод револьверного диска к штампу для обработки деталей из трубчатых заготовок | 1982 |
|
SU1050785A1 |
| Автомат для резки труб | 1982 |
|
SU1041270A1 |
| Револьверный суппорт токарно-револьверного автомата | 1975 |
|
SU566679A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| НАЯ Н. Н. Рулев, В. П. Солошенко и А. Р. Зеленчуков /Г'У?'--^- -...,,,.,.:' !---^-н;--А??;:^Е:.ШСпециальное конструкторское оюро при Рязанском станкозаводе' • :";,;^;,]Г)-.--,^г , | 1971 |
|
SU290788A1 |
| Револьверный суппорт токарного автомата | 1981 |
|
SU992124A1 |