Изобретение относится к вспомогательным устройствам металлообрабатывающих станков и является усовершенствованием устройства по авт.св. № 837631.
Цель изобретения - повышение про- ,изводительности и точности позиционирования отрезной бабки за счет введения дополнительного датчика в команразмера заготовки 11 с учетом запаса рабочего хода.
При ускоренном подводе бабки 5
(Уц) к заготовке 11 датчик 10 контактирует с кромкой 3 в точке А
(фиг. 2). За время срабатывания аппаратуры и переходного процесса бабка . 5 проходит некоторое расстояние до точки В, с которой включается рабочая
доаппарат с условием смещения датчи- О подача бабки (Vpj,) (фиг. 2), При этом ков относительно друг друга по нап- расстояние между периферийной поверх- равлению, параллельному оси симметрии костью диска 6 и заготовкой 11 равно кулачка.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - график переключения скорости движения бабки с помоп;ью двух датчиков, смещенных один
f5
а. Рабочая подача происходит до тех пор, пока датчик 10 не достигнет кромки 4 в точке С. При этом перебег пильного диска рсшен величине Ь. За счет срабатывания аппаратуры обратный ход
относительно другого.
Командное устройство отрезного
(Vp) бабки начинается в точке Д и происходит до тех пор, пока датчик 9
станка содержит кулачок 1, закреплен-20 не достигнет кромки 3 в точке Е. За- ный на подвижной части зажимного при- тем срабатывает переключающая аппараспособления 2 и имеющий две рабочие кромки 3 и 4, сходящиеся в направлении хода подвижной части зажимного приспособления на разжим. На отрезной бабке 5 с пильным диском 6 закреплена штанга 7 с возможностью регулирования в плоскости, параллельной направлению перемещения бабки 5,
25
30
тура и происходит останов бабки 5 в исходном положении (точка М). Благодаря тому, что датчики 9 и 10 установлены относительно кромки 3 кулачка 1 с учетом времени срабатывания аппаратуры, точка перехода ускоренной, подачи на рабочую подачу бабки (В) и точка останова бабки при обратном рсоде (М) совпадают, что исключает дополнительный холостой рабочий ход бабки. При установке переточенного пильного диска 6 на бабку 5 командо- аппарат 8 на направляющей штанге 7
30
тура и происходит останов бабки 5 в исходном положении (точка М). Благодаря тому, что датчики 9 и 10 установлены относительно кромки 3 кулачка 1 с учетом времени срабатывания аппаратуры, точка перехода ускоренной, подачи на рабочую подачу бабки (В) и точка останова бабки при обратном рсоде (М) совпадают, что исключает дополнительный холостой рабочий ход бабки. При установке переточенного пильного диска 6 на бабку 5 командо- аппарат 8 на направляющей штанге 7
На которой установлен командоаппарат 8 с двумя датчиками 9 и 10, смещен- нь1ми один относительно другого по направлению, параллельному оси симметрии кулачка, с возможностью регулировки расстояния между ними (регу- 35 по шкале устанавливается на деление, лировка в зависимости от времени ера- соответствующее фактическому диамет- батывания аппаратов управления и вре- ру диска 6, что обеспечивает постоян- мени переходного процесса). Заготов- ство расстояния а между периферийной ка 11 прижата к призме 12. На штанге поверхностью диска 6 и заготовкой 11 7 нанесены деления, соответствующие 40 и величиной b выбега диска 6 из за- диаметру пильного диска 6.готовки.
Устройство работает следующим образом.
При зажиме заготовки 11 подвижная часть приспособления 2 занимает положение, соответствующее диаметру заготовки 11, кулачок 1 при этом перемещается вместе с зажимным приспособлением 2 и занимает положение, при Котором расстояние между рабочими кромками 3 и 4 по ходу движения ко- мандоаппарата 8 соответствует длине ХОДА отрезной бабки 5 для данного
1311874
размера заготовки рабочего хода.
При ускоренном
(Уц) к заготовке 11 датчик 10 контактирует с кромкой 3 в точке А
подача бабки (Vpj,) (фиг. 2), При этом расстояние между периферийной поверх- костью диска 6 и заготовкой 11 равно
а. Рабочая подача происходит до тех пор, пока датчик 10 не достигнет кромки 4 в точке С. При этом перебег пильного диска рсшен величине Ь. За счет срабатывания аппаратуры обратный ход
(Vp) бабки начинается в точке Д и происходит до тех пор, пока датчик 9
не достигнет кромки 3 в точке Е. За- тем срабатывает переключающая аппара25
30
тура и происходит останов бабки 5 в исходном положении (точка М). Благодаря тому, что датчики 9 и 10 установлены относительно кромки 3 кулачка 1 с учетом времени срабатывания аппаратуры, точка перехода ускоренной подачи на рабочую подачу бабки (В) и точка останова бабки при обратном рсоде (М) совпадают, что исключает дополнительный холостой рабочий ход бабки. При установке переточенного пильного диска 6 на бабку 5 командо- аппарат 8 на направляющей штанге 7
35 по шкале устанавливается на деление, соответствующее фактическому диамет- ру диска 6, что обеспечивает постоян- ство расстояния а между периферийной поверхностью диска 6 и заготовкой 11 40 и величиной b выбега диска 6 из за- готовки.
Формула изобретения
45 Командное устройство отрезного станка по авт.св. № 837631, о т л и- чающееся тем, что, с целью повышения производительности и точности позиционирования, командоаппа50 рат снабжен дополнительным датчиком, при этом датчики смещены относительно друг друга параллельно оси симметрии кулачка и установлены с возможностью регулировки расстояния меж55 ду ними.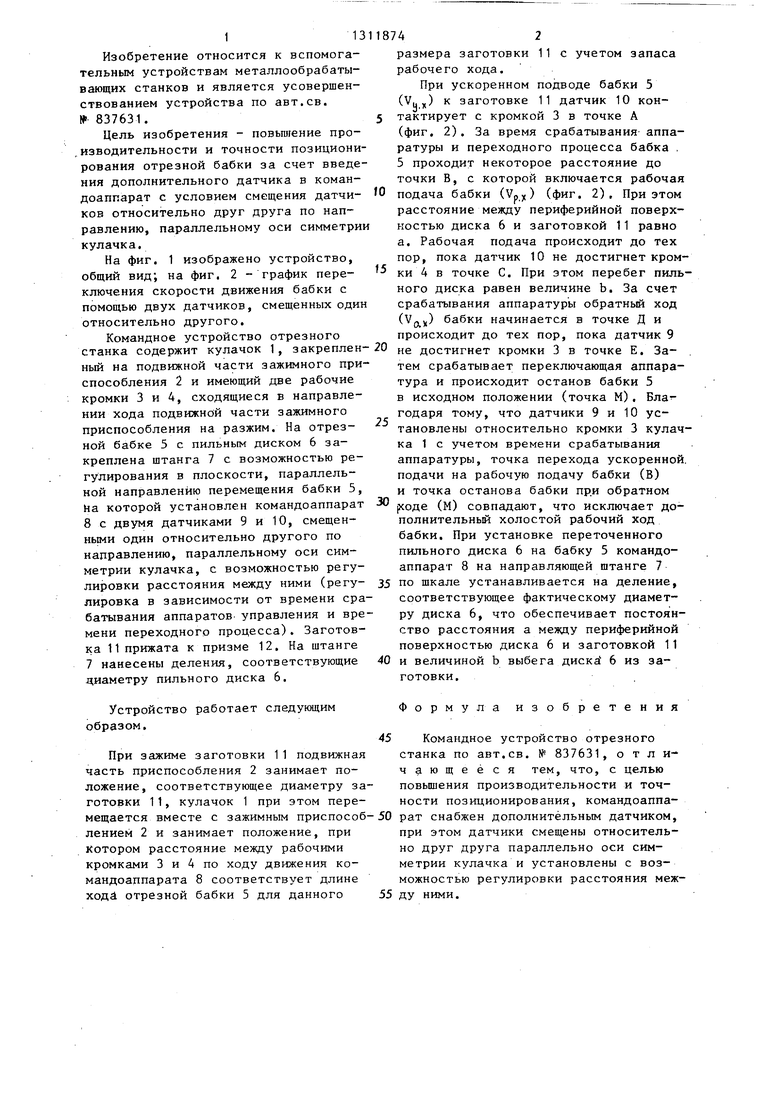
| название | год | авторы | номер документа |
|---|---|---|---|
| Командное устройство отрезногоСТАНКА | 1978 |
|
SU837631A1 |
| Абразивно-отрезной станок | 1975 |
|
SU686851A1 |
| Абразивно-отрезной станок | 1980 |
|
SU994225A1 |
| Устройство для подачи инструменталь-НОй гОлОВКи | 1979 |
|
SU841787A1 |
| ФРЕЗЕРНЮ-ОТРЕЗНОЙ СТАНОК ДЛЯ ИЗМЕРЕНИЯ И ДЕЛЕНИЯ ЗАГОТОВКИ БЕЗ ОСТАТКА | 1973 |
|
SU382480A1 |
| Абразивно-отрезной станок | 1975 |
|
SU525532A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Абразивно-отрезной станок | 1982 |
|
SU1096085A2 |
| Отрезной автомат | 1980 |
|
SU891267A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
Изобретение относится к вспомогательным устройствам металлообрабатывающих станков и предназначено для получения автоматической настройки хода подвижного рабочего органа при обработке деталей разной конфигурации. Цель изобретения - повышение производительности и точности позиционирования отрезной бабки за счет введения дополнительного датчика в командоаппарат с условием смещения датчиков относительно друг друга по направлению, параллельному оси симметрии кулачка. Командное устройство отрезного станка содержит кулачок 1 и взаимодействующий с ним командоаппарат 8 с датчик ом 10, которые связаны с подвижной частью зажимного приспособления 2, включающего призму 12 для изделия 11, а также отрезную бабку 5. Командоаппарат 8 снабжен датчиком 9 так, что датчики 9 и 10 смещены относительно друг друга по направлению, параллельному оси симметрии кулачка 1 и установлены с возможностью регулировки расстояния между ними. 2 ил. л .5 00 j го J Ри..-/
Редактор С.Патрушева
Заказ 1921/13Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, Г
Составитель В.Иганов
Техред А. Кравчук Коррек тор М.Демчик
| Командное устройство отрезногоСТАНКА | 1978 |
|
SU837631A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
