Область техники, к которой относится изобретение
Изобретение относится к технологии паротермического оксидирования поверхностей деталей, изготовленных из металлов и сплавов, и может использоваться в машиностроительной, приборостроительной, аэрокосмической, электронной, химической, нефтегазовой, автомобильной, инструментальной, медицинской и других отраслях промышленности для повышения износостойкости, коррозионной стойкости, диэлектрических, теплозащитных и декоративных характеристик различных изделий.
Уровень техники
Сущность различных методов оксидирования заключается в создании на поверхности металлов слоя окислов, которые значительно улучшают эксплуатационные характеристики основного металла.
Известен способ паротермического оксидирования изделий, в котором окисление идет в атмосфере пара при непрерывном ее нагреве до заданной температуры и выдержке металлоизделий при этой температуре в течение определенного времени. При таких условиях на поверхности детали формируется оксидное покрытие, физико-химические характеристики которого зависят от температуры и продолжительности обработки, а также от скорости движения и давления газовой среды в рабочем объеме. В этом способе оксидирование изделий из железоуглеродистых сплавов проводится в токе перегретого водяного пара при температуре 400-900°С в течение 10-90 мин (и более) при нормальном или повышенном давлении.
(Гладкова Е.Н. Теоретические основы и технология паротермического оксидирования. - Саратов: Изд-во Сарат. ун-та, 1973. 99 с.)
Известен также способ оксидирования сталей по патенту РФ 2049148 (опубл. 27.11.1995) в среде водяного пара при давлении около 10 МПа и температуре 540°С, позволяющий восстанавливать пленку магнетита на стальных поверхностях.
Известен способ оксидирования железоуглеродистых сплавов по патенту РФ 2110603 (опубл. 10.05.1998). Он выполняется в печной атмосфере водяного пара с контролируемым содержанием сжатого воздуха и более высоких температурах (600-900)°С.
Однако необходимость поддержания высокого давления пара или воздуха во всех указанных аналогах сильно ограничивает возможности применения этих способов.
Кроме того, для снижения времени обработки в поток пара добавляют пары хлорной кислоты (авторское свидетельство СССР №498363, опубл. 05.01.1976) или молибденовокислого аммония (авторское свидетельство СССР №659643, опубл. 30.04.1979). Добавка агрессивных компонентов в рабочую среду не уменьшает существенным образом время необходимое для обработки, но в то же время является фактором, усложняющим технологический процесс.
Сходные способы и соответствующие устройства известны также из патента РФ №2189400 (опубл. 20.09.2002) и патента РФ №2456370 (опубл. 20.07.2012).
Общим недостатком приведенных выше известных способов и устройств оксидирования является необходимость подвергать деталь длительному термическому воздействию, что для многих изделий является недопустимым с точки зрения сохранения их физико-технических характеристик. Температурные нагрузки могут привести к возникновению термонапряжений и деформации чувствительных к колебаниям температуры изделий. Кроме того, приведенные способы не применимы для изделий из металлов и сплавов с низкой температурой плавления, например для алюминия и его сплавов. Поэтому паротермическое оксидирование в основном применяется для обработки изделий из стали и титановых сплавов. Но и в этих случаях температура обработки ограничена температурой фазовых превращений в материале изделия, которая, в свою очередь, определяется составом стали или сплава.
К другим недостаткам известных способов и устройств следует отнести невозможность локальной обработки изделия и технологическую сложность проведения процесса, связанную с применением герметичных камер, где необходимо поддержание высоких значений температуры, а в некоторых случаях и давления. В известных способах также присутствует длительная фаза охлаждения детали.
Раскрытие изобретения
Таким образом, существует потребность в таком способе паротермического оксидирования, который обеспечивал бы повышение скорости процесса окисления без достижения основной массой детали критических значений температуры, расширение спектра металлов и сплавов, допустимых для данного вида обработки, а также повышение технологичности процесса оксидирования в целом, включая возможность локальной обработки только рабочего участка детали, за счет исключения потребности в специализированной камере и фазе охлаждения детали.
Для решения данной задачи с достижением указанного технического результата в первом объекте по настоящему изобретению предложен способ лазерного паротермического оксидирования металлических поверхностей, заключающийся в том, что: покрывают изделие с подлежащей оксидированию поверхностью слоем воды заданной толщины; воздействуют в процессе сканирования на покрытую водой поверхность лазерным излучением, имеющим длину волны, для которой вода является относительно прозрачной средой; при этом энергию и плотность потока энергии лазерного излучения и время облучения им поверхности выбирают так, чтобы обеспечить проникновение лазерного излучения сквозь слой воды и нагрев поверхности до по меньшей мере температуры, создающей фазовый переход воды в пар.
Особенность способа по первому объекту настоящего изобретения состоит в том, что поверхность могут сканировать лазерным излучением.
Другая особенность способа по первому объекту настоящего изобретения состоит в том, что покрытие поверхности слоем воды могут осуществлять путем погружения изделия в резервуар с проточной водой, чтобы слой воды над поверхностью равнялся заданной толщине.
Еще одна особенность способа по первому объекту настоящего изобретения состоит в том, что покрытие поверхности слоем воды могут осуществлять путем подачи потока воды заданной толщины на поверхность.
Для решения той же задачи с достижением того же технического результата во втором объекте по настоящему изобретению предложено устройство для реализации способа по первому объекту изобретения, содержащее: средство закрепления изделия с подлежащей оксидированию поверхностью; средство перемещения, выполненное с возможностью относительного перемещения источника лазерного излучения и средства закрепления изделия по меньшей мере в горизонтальной плоскости; резервуар с проточной водой, предназначенный для погружения в него изделия, закрепленного в средстве закрепления, чтобы слой воды над поверхностью равнялся заданной толщине; источник лазерного излучения, направленного на поверхность погруженного в воду изделия; при этом энергия и плотность потока энергии лазерного излучения и время облучения им поверхности выбраны так, чтобы обеспечить проникновение лазерного излучения сквозь слой воды и нагрев поверхности до по меньшей мере температуры, создающей фазовый переход воды в пар.
Особенность устройства по второму объекту настоящего изобретения состоит в том, что источник лазерного излучения может включать в себя лазерный генератор и блок фокусировки, предназначенный для фокусировки излучения лазерного генератора на поверхности изделия, погруженного в резервуар.
Другая особенность устройства по второму объекту настоящего изобретения состоит в том, что лазерный генератор может быть выполнен с возможностью генерировать непрерывное или импульсно-периодическое излучение.
Для решения той же задачи с достижением того же технического результата в третьем объекте по настоящему изобретению предложено устройство для реализации способа по первому объекту изобретения, содержащее: средство закрепления изделия с подлежащей оксидированию поверхностью; средство перемещения, выполненное с возможностью относительного перемещения источника лазерного излучения и средства закрепления изделия по меньшей мере в горизонтальной плоскости; средство создания потока воды, предназначенное для подачи создаваемого потока воды заданной толщины на поверхность; источник лазерного излучения, направленного на поверхность; при этом плотность потока энергии лазерного излучения и время облучения им поверхности выбраны так, чтобы обеспечить проникновение лазерного излучения сквозь слой воды и нагрев поверхности до по меньшей мере температуры, создающей фазовый переход воды в пар.
Особенность устройства по третьему объекту настоящего изобретения состоит в том, что источник лазерного излучения может включать в себя лазерный генератор и блок фокусировки, предназначенный для фокусировки излучения лазерного генератора на поверхности изделия при подаче на нее слоя воды.
Другая особенность устройства по третьему объекту настоящего изобретения состоит в том, что лазерный генератор может быть выполнен с возможностью генерировать непрерывное или импульсно-периодическое излучение.
Краткое описание чертежей
Настоящее изобретение иллюстрируется приложенными чертежами, на которых одинаковые или сходные элементы обозначены одними и теми же ссылочными позициями.
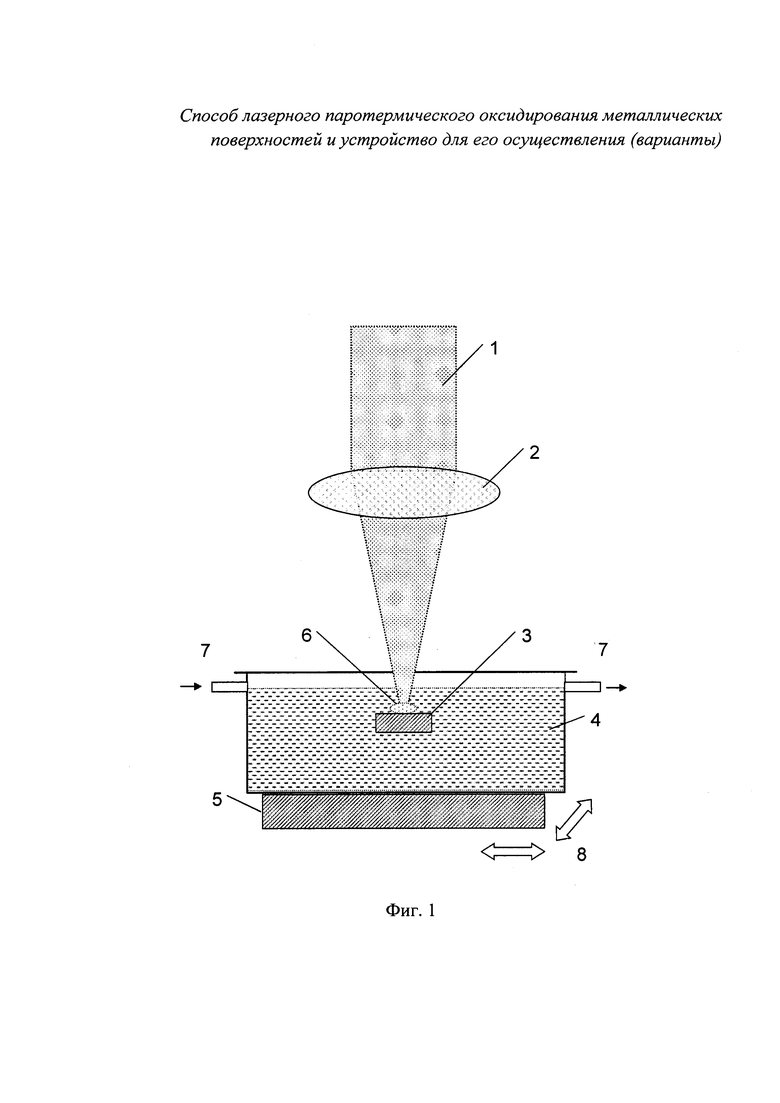
На Фиг. 1 показана условная схема, иллюстрирующая осуществление способа по настоящему изобретению.
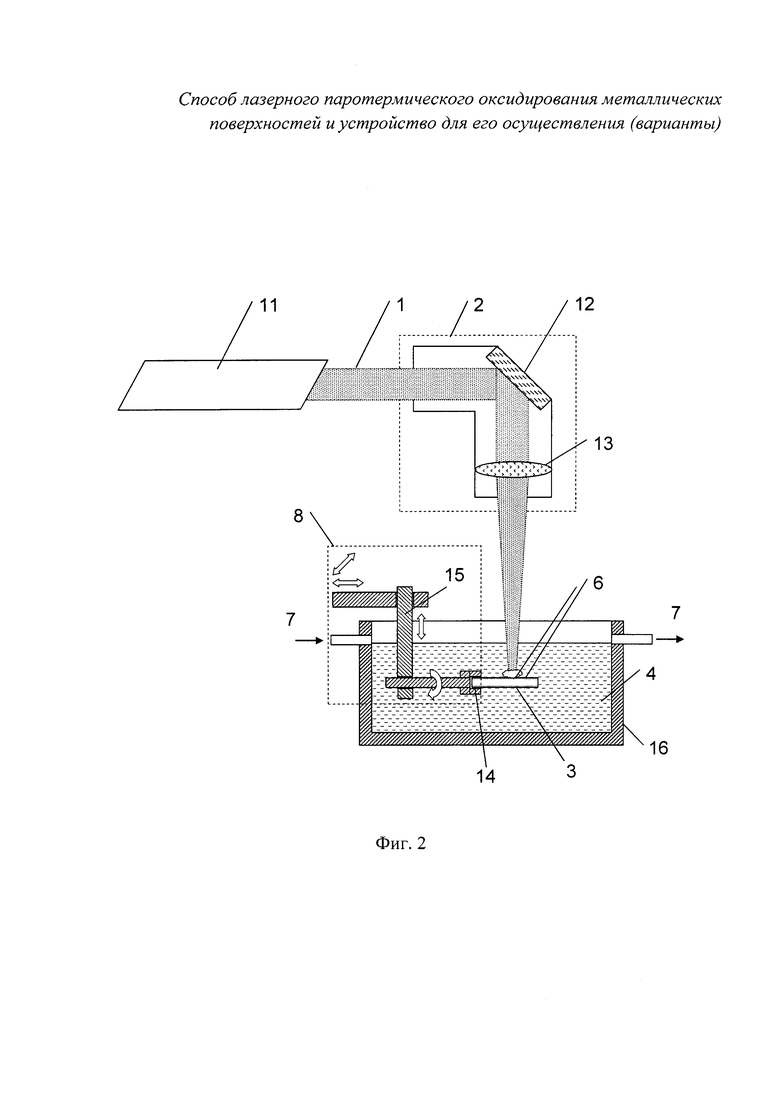
На Фиг. 2 показана схема устройства по первому варианту осуществления.
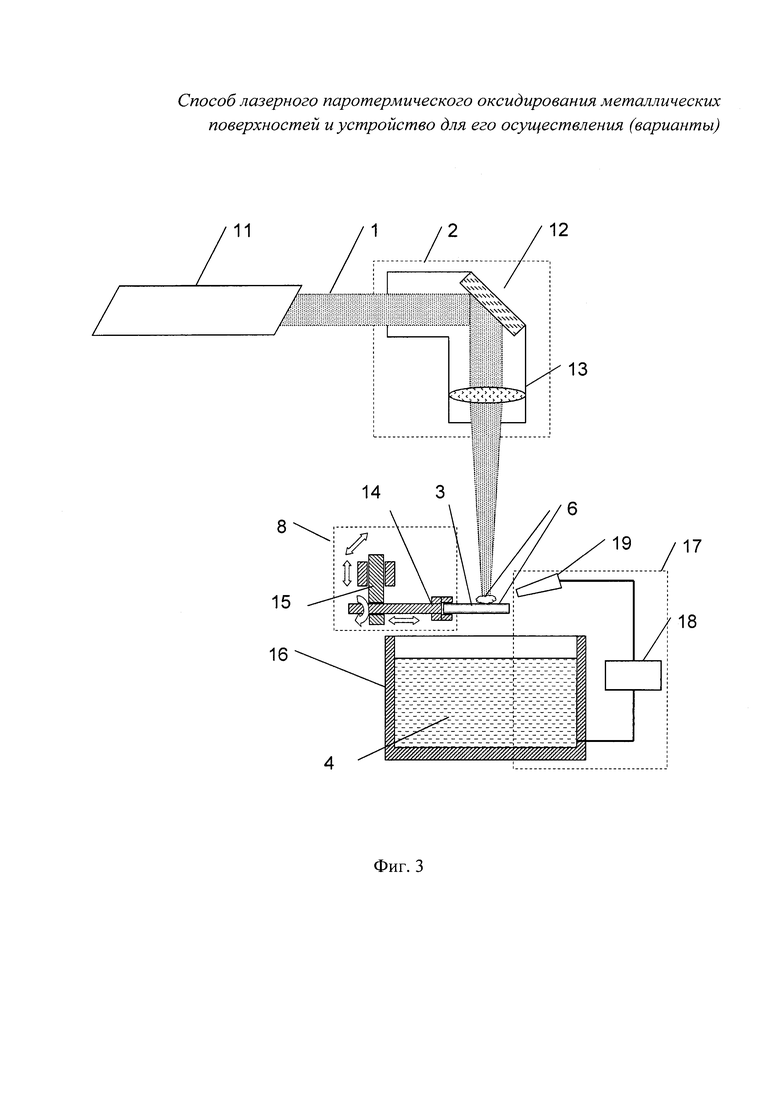
На Фиг. 3 показана схема устройства по второму варианту осуществления.
Подробное описание вариантов осуществления
В основе настоящего изобретения лежит разрешение следующего технического противоречия.
Установлено, что скорость паротермического окисления стали пропорциональна скорости водяного пара, а также экспоненциально возрастает с температурой (см. патент РФ №2366732, опубл. 10.09.2009). Данная зависимость представлена в виде следующей математической формулы:
где: dW/dt - скорость окисления (г-см-2 - с-1),
Е - энергия активации (Дж моль-1),
R - газовая постоянная,
Т - температура (К),
РH2O - парциальное давление водяного пара (атм.).
Таким образом, с одной стороны, для увеличения скорости окисления требуется повышение парциального давления водяного пара и его температуры - параметр, который наиболее эффективно влияет на процесс. С другой стороны, увеличение температуры влияет на изменение физических характеристик изделий. Устранение данного технического противоречия возможно за счет уменьшения времени контакта рабочей среды с поверхностью детали.
Настоящее изобретение решает данное противоречие следующим образом.
Во-первых, изделие с подлежащей оксидированию поверхностью покрывают слоем проточной воды заданной толщины.
Во-вторых, воздействуют на покрытую водой поверхность лазерным излучением, имеющим длину волны, для которой вода является относительно прозрачной средой.
При этом энергию и плотность потока энергии лазерного излучения и время облучения поверхности выбирают так, чтобы обеспечить проникновение лазерного излучения сквозь слой воды и нагрев поверхности до по меньшей мере температуры, создающей фазовый переход воды в пар.
Для обеспечения воздействия на больших участках поверхности осуществляют ее сканирование лазерным излучением.
Для непрерывного лазерного излучения время воздействия регулируется за счет скорости перемещения пучка относительно поверхности (сканирования), в случае импульсно-периодического излучения - за счет длительности импульса и частоты их следования. Оценку температурного поля обрабатываемой поверхности для непрерывного излучения T(R,x) и в случае импульсно-периодического режима T(0,t) можно произвести по следующим формулам (Григорьянц А.Г. Основы лазерной обработки материалов. - М.: Машиностроение, 1989 - 304 с.):
где q, qп - тепловая мощность,
υ - скорость перемещения источника тепла,
λT - коэффициент теплопроводности материала,
R - постоянный радиус-вектор,
х - координата точки в подвижной системе,
а - коэффициент температуропроводности материала,
t - время действия теплового источника.
Вследствие локальности зоны облучения в совокупности с условием сканирования достигается обработка как всей поверхности детали, так и отдельно выбранного ее участка. Сканирование поверхности может быть реализовано как за счет перемещений пучка излучения, так и перемещением детали относительно пучка.
Способ по изобретению поясняется на Фиг. 1, где приведена принципиальная схема реализации предлагаемого способа лазерного паротермического оксидирования поверхностей деталей. Лазерное изучение 1 проходит через блок 2 фокусировки (в простейшем случае это оптическая система в виде собирающей линзы) и попадает на подлежащую оксидированию поверхность обрабатываемого изделия 3, покрытого слоем воды 4. Ссылочные позиции 5 и 6 обозначают соответственно координатный стол и облако пара. Тонкие черные стрелки 7 указывают направление тока воды 4, а двунаправленные белые стрелки 8 условно показывают направления перемещения (вправо-влево и вперед-назад) координатного стола 5.
Для реализации предлагаемого способа лазерного паротермического оксидирования металлических поверхностей требуется источник лазерного излучения с длиной волны, для которой вода является относительно прозрачной средой, например 1,06 мкм. Пучок лазерного излучения 1 с заданной апертурой и энергией, проходя через блок 2 фокусировки, который в простейшем случае может состоять из собирающей линзы, направляется на участок поверхности обрабатываемого изделия 3. При этом обработка лазерным излучением 1 поверхности этого изделия ведется через слой воды заданной толщины, например, в результате погружения в резервуар с водой 4. Для обработки всей поверхности или отдельных ее участков необходимо использовать систему позиционирования детали относительно пучка излучения, например координатный стол 5.
Отметим, что энергия и плотность потока энергии лазерного излучения 1 и время облучения им обрабатываемой поверхности изделия 3 выбраны так, чтобы обеспечить проникновение лазерного излучения 1 сквозь слой воды 4 и нагрев поверхности изделия 3 до по меньшей мере температуры, создающей фазовый переход воды в пар.
Предпочтительно в результате поглощения лазерного излучения 1 поверхностью изделия 3 ее участок, локализованный размером падающего пучка лазерного излучения 1, разогревается до температуры, существенно превышающей 100°С (вплоть до температуры плавления материала этого изделия). Вода 4 в объеме слоя, непосредственно прилегающего к нагретой поверхности, мгновенно переходит в газообразное состояние. Как следствие, в зоне падения пучка лазерного излучения 1 образуется облако 6 перегретого пара, локализованное слоем воды 4 и обрабатываемой поверхностью. В процессе распространения облака 6 пара протекает процесс окисления материала поверхностного слоя. Весь технологический процесс обработки осуществляется сканированием пучком лазерного излучения 1 всей поверхности изделия или отдельно выбранного участка, при этом облако 6 пара безотрывно следует за зоной с высокой температурой, в случае работы лазера в непрерывном режиме. Задавая скорость перемещения пучка лазерного излучения 1 относительно поверхности обрабатываемого изделия, можно регулировать глубину проникновения теплового потока, обеспечивая температурный режим обработки изделия в соответствии с требованиями технического задания. Кроме того, необходимый температурный режим поддерживается за счет отвода тепла при обтекании изделия потоком 7 воды.
При паротермическом оксидировании поверхности изделия с применением лазера, работающего в импульсно-периодическом режиме, глубина проникновения теплового потока (И) регулируется посредством выбора длительности импульсов излучения (τи):
где а - коэффициент температуропроводности (Рыкалин Н.Н. и др. Лазерная и электроннолучевая обработка материалов. Справочник. - М.: Машиностроение, 1985 - 496 с.). При этом в случае коротких импульсов (при большой мощности) скорость распространения парового облака может иметь значение, превышающее скорость звука.
Температура поверхности изделия в зоне облучения задается выбором мощности (энергии) пучка лазерного излучения 1, изменением диаметра лазерного пучка на поверхности изделия с помощью блока 2 фокусировки (оптической системы), т.е. изменением плотности потока энергии лазерного излучения 1, а также перемещением пучка лазерного излучения 1 относительно поверхности.
Следует отметить, что процесс обтекания потоком воды 4 поверхности изделия в обоих случаях (непрерывного и импульсного режимов излучения) является дополнительным фактором термостабилизации обрабатываемого изделия 3.
Конкретные устройства для реализации способа лазерного паротермического оксидирования металлических поверхностей по настоящему изобретению показаны на Фиг. 2 и 3.
На Фиг. 2 показана схема устройства, предназначенная для реализации рассмотренного способа, в соответствии с первым вариантом осуществления. Это устройство содержит источник 11 лазерного излучения, формирующий лазерное излучение 1, которое фокусируется в блоке 2 фокусировки. На Фиг. 2 (и Фиг. 3) блок 2 фокусировки содержит поворотное зеркало 12, предназначенное для отклонения лазерного излучения 1 в нужном направлении, и собирающую линзу 13, обеспечивающую фокусировку пучка лазерного излучения 1 на поверхности обрабатываемого изделия 3. Последнее закреплено в средстве 14 закрепления, выполнение которого может быть любым - как известным специалистам, так и разработанным в будущем. Основная функция средства 14 закрепления состоит в фиксации изделия 3 на время его обработки лазерным излучением 1. Средство 14 закрепления установлено в средстве 15 перемещения, которое обеспечивает перемещение закрепленного изделия 3 по трем координатным осям, что условно показано двунаправленными белыми стрелками. Средство 15 перемещения может быть любым - как известным специалистам, так и разработанным в будущем; к примеру, это может быть координатный стол с установленным на нем подъемником, на котором (под которым по Фиг. 2) размещено средство 14 закрепления. Средство 14 закрепления с обрабатываемым изделием 3 погружены в резервуар 16 с водой 4 таким образом, чтобы над обрабатываемой поверхностью изделия 3 был слой воды заданной толщины. Как и на Фиг. 1, на Фиг. 2 тонкие черные стрелки 7 указывают направление тока воды 4, а ссылочная позиция 6 обозначает облако перегретого пара.
На Фиг. 3 показана схема устройства, предназначенная для реализации рассмотренного способа в соответствии со вторым вариантом осуществления. Это устройство также содержит источник 11 лазерного излучения, формирующий лазерное излучение 1, которое фокусируется в блоке 2 фокусировки, аналогичном такому же блоку на Фиг. 2. Как и на Фиг. 2, на Фиг. 3 изделие 3 закреплено в средстве 14 закрепления, которое установлено в средстве 15 перемещения. Средство 14 закрепления и средство 15 перемещения на Фиг. 3 могут быть аналогичны таким же средствам на Фиг. 2 либо отличаться от них. В отличие от устройства по Фиг. 2 средство 14 закрепления с обрабатываемым изделием 3 в устройстве по Фиг. 3 не погружены в резервуар 16 с водой 4, а помещены над ним. Как и на Фиг. 1, ссылочная позиция 6 обозначает облако перегретого пара, которое образуется за счет того, что на обрабатываемую поверхность изделия 3 подается поток воды из средства 17 создания потока воды, которое может, к примеру, содержать насос 18 и направляющее сопло 19, обеспечивающие подачу воды 4 из резервуара 16 на обрабатываемое изделие 3, причем создаваемый поток воды имеет заданную толщину, а резервуар 16 при этом выполняет роль сборника отработанной воды 4.
Ниже даны примеры обработки различных поверхностей в соответствии со способом по настоящему изобретению.
Пример 1. Образцы из сплава титана ВТ6 обрабатывались непрерывным лазерным излучением от твердотельного YAG:Nd-лазера (ЛТН-103) с длиной волны 1,06 мкм и мощностью 100 Вт. Скорость сканирования поверхности образца составляла 5 мм/сек. Рентгенофазовый анализ показал, что состав оксидной пленки представлен соединениями TiO, ТiO2, и Ti3O5.
Пример 2. Образец стали (Ст. 3) обрабатывался непрерывным лазерным излучением под слоем воды. Обработка осуществлялась излучением с длиной волны 1,07 мкм и мощностью 100 Вт от волоконного иттербиевого лазера ИЛМ-100. Скорость сканирования составляла 10 мм/сек. Согласно рентгеновскому анализу основной фазой полученной пленки является оксид двухвалентного железа - FeO.
Пример 3. Образец из сплава титана ВТ6 обрабатывался под слоем воды лазерным излучением в импульсно-периодическом режиме импульсами излучения с длиной волны 1,06 мкм твердотельного YAG:Nd-лазeра LSP 2500 с энергией в импульсе ~1 Дж и длительностью 10 нс. Обработка проводилась с перекрытием зон облучения с шагом 0,5d (d - диаметр пятна излучения на поверхности). Согласно рентгеновскому анализу основной фазой полученной пленки является TiO.
Таким образом, способ паротермического оксидирования по настоящему изобретению и реализующие его варианты устройства обеспечивают:
- повышение скорости процесса окисления без достижения основной массой детали критических значений температуры,
- расширение спектра металлов и сплавов, допустимых для данного вида обработки,
- повышение технологичности процесса оксидирования в целом, включая возможность локальной обработки только рабочего участка детали, за счет исключения потребности в специализированной камере и фазе охлаждения детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ МЕТАЛЛА ИЛИ ЕГО СПЛАВА | 2022 |
|
RU2796479C1 |
| Способ получения покрытия на имплантатах из титана и его сплавов | 2016 |
|
RU2620428C1 |
| СПОСОБ ОКСИДИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2189400C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗУБНЫХ МОСТОВ | 2016 |
|
RU2624379C1 |
| СПОСОБ МОДИФИКАЦИИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО | 2009 |
|
RU2425907C2 |
| СПОСОБ МОДИФИКАЦИИ ПОЛУПРОВОДНИКОВОЙ ПЛЕНКИ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2013 |
|
RU2553830C2 |
| СПОСОБ СОЗДАНИЯ ОПТИЧЕСКИ ПРОНИЦАЕМОГО ИЗОБРАЖЕНИЯ ВНУТРИ АЛМАЗА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ДЕТЕКТИРОВАНИЯ УКАЗАННОГО ИЗОБРАЖЕНИЯ | 2011 |
|
RU2465377C1 |
| ПРОФИЛЬНОЕ ФОРМОВАНИЕ МЕТАЛЛОВ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ПРОКОВКИ | 2000 |
|
RU2228234C2 |
| Способ получения многослойной модифицированной поверхности титана | 2017 |
|
RU2686973C1 |
| Способ импульсной лазерной очистки космического пространства от одиночных мелких объектов космического мусора и импульсная лазерная система для его реализации | 2020 |
|
RU2761957C1 |
Изобретение относится к способу и устройству (варианты) для паротермического оксидирования поверхностей деталей, изготовленных из металлов и сплавов. Покрывают изделие с подлежащей оксидированию поверхностью слоем воды заданной толщины. Воздействуют на покрытую водой поверхность лазерным излучением, имеющим длину волны, для которой вода является относительно прозрачной средой. Энергию и плотность потока энергии лазерного излучения и время облучения им поверхности выбирают так, чтобы обеспечить проникновение лазерного излучения сквозь слой воды и нагрев поверхности до по меньшей мере температуры, создающей фазовый переход воды в пар. Технический результат заключается в повышении износостойкости, коррозионной стойкости, диэлектрических, теплозащитных и декоративных характеристик различных изделий , в повышении скорости процесса окисления без достижения основной массой детали критических значений температуры, расширении спектра металлов и сплавов, допустимых для данного вида обработки, а также в повышении технологичности процесса оксидирования, включая возможность локальной обработки только рабочего участка детали, за счет исключения потребности в специализированной камере и фазе охлаждения детали. 3 н. и 7 з.п. ф-лы, 3 ил., 3 пр.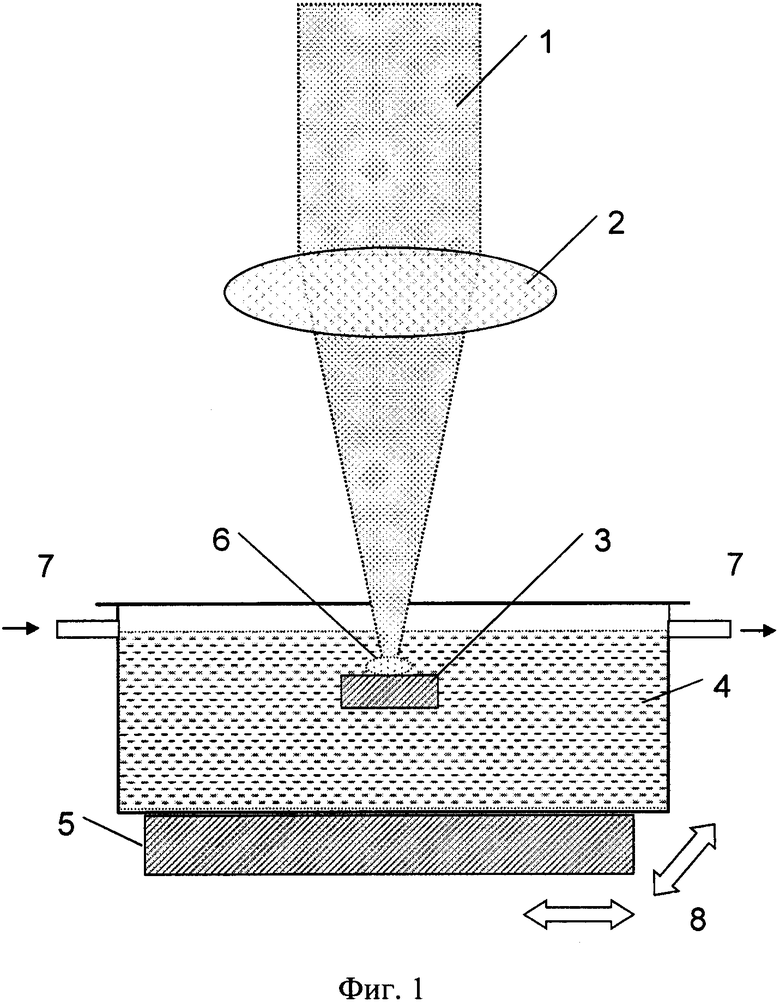
1. Способ паротермического оксидирования металлических поверхностей, заключающийся в том, что покрывают изделие с подлежащей оксидированию поверхностью слоем воды и воздействуют на покрытую водой поверхность лазерным излучением с длиной волны, для которой вода является относительно прозрачной средой, при этом задают плотность потока энергии упомянутого лазерного излучения и время облучения им упомянутой поверхности из условия обеспечения проникновения упомянутого лазерного излучения сквозь упомянутый слой воды и нагрева упомянутой поверхности до по меньшей мере температуры фазового перехода воды в пар, причем толщину упомянутого слоя воды выбирают достаточной для локализации образующегося над упомянутой поверхностью облака пара упомянутым слоем воды.
2. Способ по п. 1, в котором упомянутую поверхность сканируют упомянутым лазерным излучением.
3. Способ по п. 2, в котором упомянутое покрытие поверхности слоем воды осуществляют путем погружения упомянутого изделия в резервуар с проточной водой, чтобы слой упомянутой воды над упомянутой поверхностью равнялся упомянутой заданной толщине.
4. Способ по п. 2, в котором упомянутое покрытие поверхности слоем воды осуществляют путем подачи на упомянутую поверхность потока воды с расходом, обеспечивающим упомянутую заданную толщину.
5. Устройство для паротермического оксидирования металлических поверхностей способом по п. 3, содержащее:
- средство закрепления изделия с подлежащей оксидированию поверхностью;
- резервуар с проточной водой, предназначенный для погружения в него упомянутого изделия, закрепленного в упомянутом средстве закрепления;
- источник лазерного излучения, направленного на упомянутую поверхность погруженного в воду изделия;
- средство перемещения, выполненное с возможностью относительного перемещения упомянутого источника лазерного излучения и упомянутого средства закрепления изделия, по меньшей мере, в горизонтальной плоскости;
- при этом упомянутый источник лазерного излучения выполнен с возможностью задавать плотность потока энергии лазерного излучения и время облучения им упомянутой поверхности так, чтобы обеспечить проникновение упомянутого лазерного излучения сквозь слой воды и нагрев упомянутой поверхности до по меньшей мере температуры, создающей фазовый переход воды в пар, а толщина упомянутого слоя воды выбрана достаточной для локализации образующегося над упомянутой поверхностью облака пара упомянутым слоем воды.
6. Устройство по п. 5, в котором упомянутый источник лазерного излучения включает в себя лазерный генератор и блок фокусировки, предназначенный для фокусировки излучения упомянутого лазерного генератора на упомянутой поверхности изделия, погруженного в упомянутый резервуар.
7. Устройство по п. 5 или 6, в котором упомянутый лазерный генератор выполнен с возможностью генерировать непрерывное или импульсно-периодическое излучение.
8. Устройство для паротермического оксидирования металлических поверхностей способом по п. 4, содержащее:
- средство закрепления изделия с подлежащей оксидированию поверхностью;
- источник лазерного излучения, направленного на упомянутую поверхность;
- средство перемещения, выполненное с возможностью относительного перемещения упомянутого источника лазерного излучения и упомянутого средства закрепления изделия, по меньшей мере, в горизонтальной плоскости;
- средство создания потока воды, предназначенное для подачи создаваемого потока воды на упомянутую поверхность;
- при этом упомянутый источник лазерного излучения выполнен с возможностью задавать плотность потока энергии лазерного излучения и время облучения им упомянутой поверхности так, чтобы обеспечить проникновение упомянутого лазерного излучения сквозь слой воды и нагрев упомянутой поверхности до по меньшей мере температуры, создающей фазовый переход воды в пар, а толщина упомянутого слоя воды выбрана достаточной для локализации образующегося над упомянутой поверхностью облака пара упомянутым слоем воды.
9. Устройство по п. 8, в котором упомянутый источник лазерного излучения включает в себя лазерный генератор и блок фокусировки, предназначенный для фокусировки излучения упомянутого лазерного генератора на упомянутой поверхности изделия при подаче на нее упомянутого слоя воды.
10. Устройство по п. 8 или 9, в котором упомянутый лазерный генератор выполнен с возможностью генерировать непрерывное или импульсно-периодическое излучение.
| СПОСОБ ПАРОТЕРМИЧЕСКОГО ОКСИДИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2456370C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2395632C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2354758C2 |
| CN 101280449 A, 08.10.2008 | |||
| JPS 62224627 A, 02.10.1987 | |||
| М.Mosbacher, V.Dobler, P.Leiderer | |||
| Universal threhold for the steam laser cleaning of submicron spherical particles from silicon | |||
| Appl | |||
| Phys., A 70, 2000, p.669-672. | |||

