Область изобретения
Настоящее изобретение относится к лазерной обработке импульсным ударом, и конкретнее, к способам профилирования металла посредством лазерной проковки.
Уровень техники
Одним из наиболее важных промышленных применений лазеров является использование лазеров высокой мощности для улучшения свойств материалов. Лазеры могут генерировать управляемые пучки излучения высокой энергии для обработки металлов. Прежде всего, лазер может генерировать высокую плотность мощности, которая локализуется и управляется в пределах малой области. Тем самым достигаются низкие затраты и эффективное использование энергии, минимизируются искажения в окружающих областях и упрощается обработка материала. Поскольку лазерный импульс включает подачу высокой мощности за короткие временные интервалы, то такой процесс можно адаптировать для высокоскоростного промышленного производства. Тот факт, что пучком можно управлять, позволяет осуществлять обработку деталей, имеющих сложную форму. Такой системе также присуща точность, согласованность и воспроизводимость.
Несомненно в нашей цивилизации увеличение прочности металлов посредством холодной обработки было обнаружено очень давно, поскольку древний человек изготовлял свое оружие и инструменты отбиванием. Начиная с 1950-х, дробеструйная проковка использовалась как средство улучшить свойства металла в отношении усталости. Другой способ ударной обработки включает использование высокоэффективных взрывчатых веществ в контакте с металлической поверхностью.
Начиная с 1970-х годов хорошо известно использование высокоинтенсивного лазерного излучения для генерации механических ударных волн с целью обрабатывать поверхности металлов. Лазерная обработка импульсным ударом может использоваться для генерации в металлических поверхностях сжимающих напряжений, увеличивая прочность и сопротивление коррозионному разрушению.
Лазеры с импульсными мощностями от 10 до 100 Дж и длительностями импульсов от 10 до 100 нс подходят для генерации инерционно удерживаемой плазмы на поверхности металлов. Такая плазма создает давление в диапазоне от 10000 до 100000 атмосфер, а результирующее давление импульсного удара может превышать предел упругости металла, таким образом производя сжимающее напряжение в поверхностном слое металлов на глубину 1 мм или более. В настоящее время становятся доступными лазеры со средней выходной мощностью, пригодной для использования скоростных способов, подходящих для промышленного производства.
В процессе лазерной обработки импульсным ударом металлическую поверхность, подлежащую обработке, закрашивают или, иначе, делают “черной”, то есть сильно поглощающей лазерное излучение. Черный слой действует одновременно и как поглотитель энергии лазерного излучения и защищает поверхность детали от лазерной абляции, а также от плавления вследствие высокой температуры плазмы. По этой черной поверхности протекает тонкий слой воды, обычно от 1 до 2 мм. Вода действует так, чтобы инерционно удерживать или, как говорят, уплотнять плазму, генерируемую при поглощении энергии лазерного излучения в течение короткого времени длительности импульса, обычно равного 30 нс. Возможно также использование других подходящих материалов, которые действуют как уплотнители. Ограничением полноценности процесса является способность передавать энергию лазерного излучения к металлической поверхности в пространственно однородном пучке. Если пучок неоднородный, область с наибольшей интенсивностью излучения может вызвать пробой в воде, что блокирует доступ полезной энергии к закрашенной металлической поверхности. Известный способ подводить лазерное излучение к поверхности состоит в том, чтобы использовать простую линзу так, чтобы сжать выходное лазерное излучение до плотности мощности приблизительно от 100 до 200 Дж на квадратный сантиметр. Такой метод сжатия имеет то ограничение, что на поверхности не получается действительного “изображения” профиля интенсивности ближнего поля лазерного излучения. Скорее формируется интенсивность поля, представляющая что-то среднее между интенсивностью ближнего и дальнего полей. Дифракция лазерного пучка, когда он фокусируется на поверхность, дает очень сильную пространственную модуляцию и “горячие пятна”.
Любые фазовые аберрации, сгенерированные в пределах пучка, особенно те, которые связаны с функционированием лазера в режиме высокой средней мощности, могут распространяться таким образом, чтобы в пределах пучка создавать области с более высокой интенсивностью. Такие участки с высокой пиковой интенсивностью вызывают пробой в слое воды, препятствуя эффективной подаче энергии лазерного излучения к поверхности, подлежащей обработке. Другая потенциальная причина пробоя в уплотняющем материале состоит в генерации нелинейных эффектов, таких как оптический пробой и стимулированное рассеяние. При нормальной генерации в лазере импульса длительностью от 10 до 100 нс выходное излучение медленно создается в течение периода времени, превышающего несколько длительностей импульсов. Эта медленная слабая интенсивность помогает вызывать нелинейные процессы, для которых требуются времена нарастания в десятки наносекунд. При использовании известных способов выходное импульсное излучение лазера “обрезается” с помощью внешнего средства, такого как, например, электрооптический переключатель с быстрым временем включения или взрывающаяся фольга. Такие способы могут быть дорогими и могут ограничивать надежность.
Управляемое приложение сжимающего напряжения, приложенного к одной стороне металлической поверхности, заставит эту поверхность расширяться предсказуемым способом и, следовательно, может искривлять металл в хорошо управляемом режиме. При искривлении выпуклая поверхность остается с остаточным сжимающим напряжением, которое является очень желательным для увеличения сопротивления к усталости и коррозионной стойкости детали при функционировании. Хорошо известен и широко используется метод индуцирования такого сжимающего напряжения посредством дробеструйной проковки. Однако дробеструйная проковка ограничена по глубине интенсивного сжимающего напряжения, которое может индуцироваться без выполнения значительной и нежелательной холодной обработки поверхностного слоя. Вследствие требуемой сферической формы дроби, используемой для проковки, процесс придает металлу неравномерное давление в зависимости от времени в течение каждого отдельного удара дроби. Давление инициируется в первой контактной точке сферы, а затем распространяется поперек области удара по мере того, как металлы деформируются и все поперечное сечение дроби входит в контакт с металлом. Такое неравномерное приложение давления приводит к локальной экструзии металла, потоку металла от центра к внешней области зоны удара. Следовательно, поскольку материал выдавливается вследствие клинообразного фронта давления, созданного ударом дроби, на металле выполняется больше холодной обработки.
Патент США № 4694672, озаглавленный “Method And Apparatus For Imparting A Simple Contour To A Workpiece,” нацелен на использование известного способа и устройства для придания оболочке самолета простого профиля. Камера обработки имеет конвейер с обрабатываемым изделием, прикрепленным к конвейеру, и включает модуль дробеструйной проковки для обработки изделия. Обеспечивается система управления для ориентирования обрабатываемого изделия и модуля дробемета таким образом, чтобы проковка выполнялась только по узким полоскам вдоль размаха крыла и только по линиям хорды обрабатываемого изделия. Следовательно, такие способ и устройство создают в обрабатываемом изделии простую хордовидную кривизну в виде хорд, при этом минимизируя эффекты сложной кривизны (см. также патент США № 3668912).
В патенте США № 4329862, озаглавленном “Shot Peen Forming Of Compound Contours”, плоская металлическая листовая деталь обычно обрабатывается дробеструйной проковкой с обеих сторон. Деталь обрабатывается дробеструйной проковкой с одной стороны с интенсивностью, запрограммированной таким образом, чтобы изменяться по конфигурации для подгонки детали к хордовидной кривизне, и деталь принимает сложную кривизну поверхности крыла самолета.
Было бы желательно, чтобы лазерный процесс мог создавать в детали интенсивное напряжение намного глубже и, таким образом, достигать большей кривизны более толстых деталей. Было бы еще желательно, чтобы лазерный процесс мог производить пренебрежимо малую холодную обработку и, таким образом, оставлять очень гладкую законченную поверхность.
Сущность изобретения
Задача настоящего изобретения заключается в том, чтобы обеспечить процесс лазерный проковки, который может достигать интенсивного напряжения в детали намного глубже и, таким образом, достигать большей кривизны для более толстых металлических секций.
Изобретение представляет способ и устройство создания форм и профилей в металлических секциях, генерируя индуцированное лазерным излучением сжимающее напряжение на поверхности металлического обрабатываемого изделия. Лазерный процесс может производить глубокие сжимающие напряжения для формования даже толстых компонентов без индуцирования на металлической поверхности нежелательного растягивающего напряжения. Прецизионность индуцированного лазерным излучением напряжения обеспечивает возможность точного прогнозирования и последующего профилирования деталей.
В настоящем изобретении световой пучок с энергией от 10 до 100 Дж/импульс фокусируется так, чтобы на поглощающем слое, нанесенном на металлическую поверхность, создать плотность потока энергии от 60 до 200 Дж/см2. Обычно по поглощающему слою протекает вода. Поглощение лазерного излучения вызывает образование плазмы и, следовательно, создает ударную волну, которая индуцирует в металле глубокое остаточное сжимающее напряжение. Металл отвечает на это остаточное напряжение изгибом.
Хорошо известна концепция, состоящая в том, чтобы для профилирования тонких металлических компонентов использовать механическое средство. Концепция использования лазера для генерации ударных волн, которые индуцируют сжимающее напряжение в металлах, довольно широко практикуется для улучшения противодействия металлических компонентов к образованию усталостных трещин и коррозии. В настоящем изобретении на одну сторону металлического обрабатываемого изделия наносят индуцированный лазерным излучением удар, чтобы произвести точную локальную кривизну. Нанося удар по более широкой области или же много раз в одну и ту же область, можно достичь кривизны большего масштаба. Настоящее изобретение использует высокую энергию, высокую среднюю мощность лазера, устанавливаемые, чтобы действовать при специфических параметрах для достижения прецизионного формования компонентов. Такой процесс формования лазерной проковкой особенно полезен для толстого (толщиной более 3/4 дюйма) материала, который трудно формовать или профилировать.
Металл покрывают слоем материала, который поглощает лазерный свет. Тонкий слой воды протекает по поглощающему материалу и освещается лазером. При последовательной подаче лазерных импульсов в режиме растровой развертки на освещенной поверхности будет индуцироваться сжимающее напряжение. Напряжение в свою очередь произведет деформацию верхнего слоя металла и придаст материалу кривизну. Интенсивность и глубина сжимающего напряжения, приложенного к каждой локальной области, могут управляться путем выбора энергии лазерного излучения, отпечатка и перекрытия лазерного импульса, длительности импульса и числа импульсов, поданных к каждой области. Деталь может быть точно профилирована на большей площади посредством систематической подачи на нее импульсов локального напряжения. Дополнительное управление двухмерной кривизной может быть достигнуто посредством специфической плотности, с которой импульсы располагаются на поверхности, которая становится выпуклой, посредством подачи компенсирующих импульсов на поверхность, которая становится вогнутой, и, пользуясь преимуществом увеличивающегося механического момента инерции, генерированного внутри детали, по мере того, как компонент принимает изогнутую форму.
Для прецизионного выпрямления компонентов, которые имеют нежелательную кривизну, также может использоваться метод лазерной проковки. Важный пример включает механические ведущие валы, которые могут приобретать нежелательный изгиб в результате механической обработки, термообработки, закалки или других процессов изготовления. Деталь можно систематически выпрямлять, селективно прикладывая сжимающее напряжение к вогнутой стороне нежелательной кривизны.
В отличие от дробеструйной проковки существенно однородный профиль интенсивности лазерного излучения (при использовании специального пучка с плоским верхним профилем и при фокусировке такого профиля на деталь) ударяет металл равномерно по всей области удара, приводя к “тупой” силе, которая вызывает небольшое выдавливание металла и небольшую холодную обработку. Таким образом, процесс формования лазерной проковкой может производить больший объем напряженного металла с незначительной холодной обработкой. Относительно большие кривизны могут быть вдавлены в толстые металлические секции без серьезного искажения металлической поверхности.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием конкретных вариантов его воплощения со ссылками на сопровождающие чертежи, на которых:
фиг.1А изображает плоскую металлическую пластину,
фиг.1Б изображает кривизну, произведенную в металлической пластине после применения процесса лазерной проковки к ее верхней стороне,
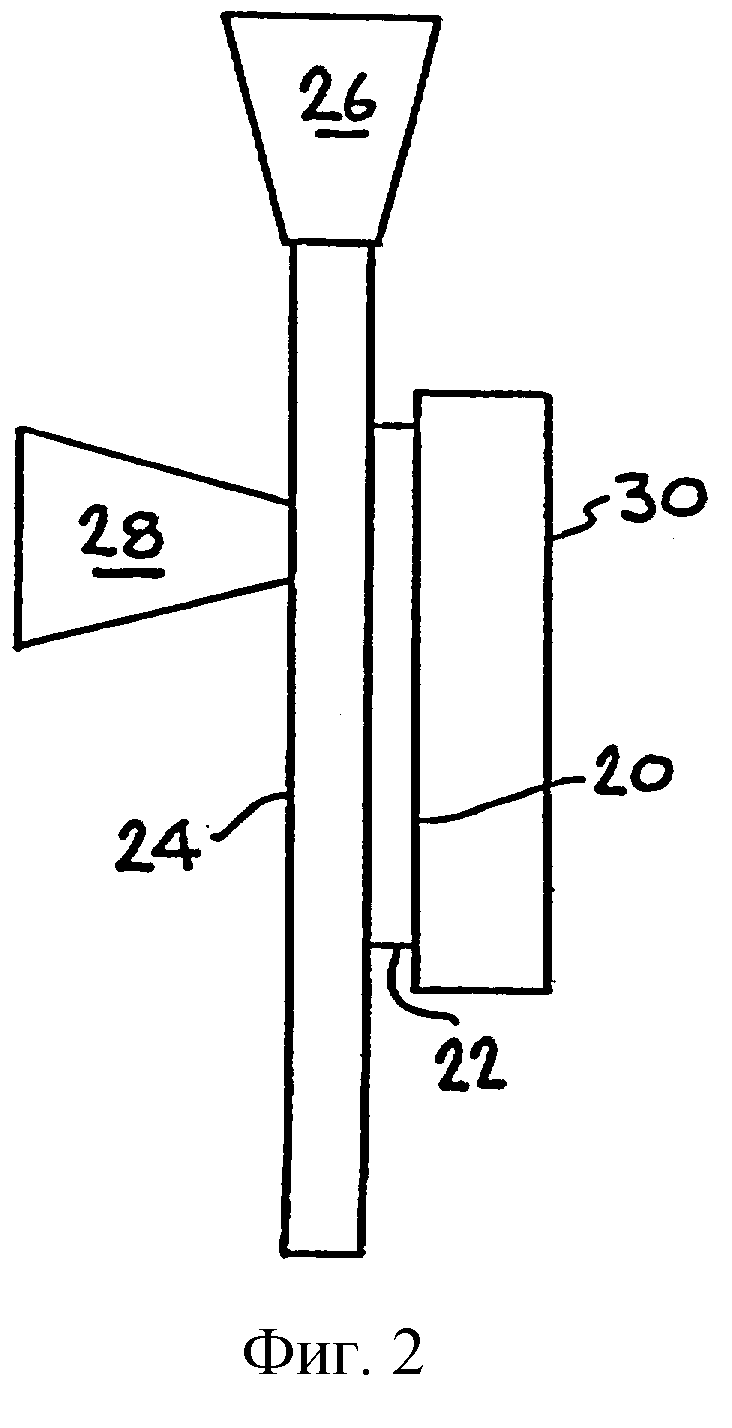
фиг.2 иллюстрирует конфигурацию лазерного пучка и уплотняющего слоя относительно металлической подложки и поглощающего слоя,
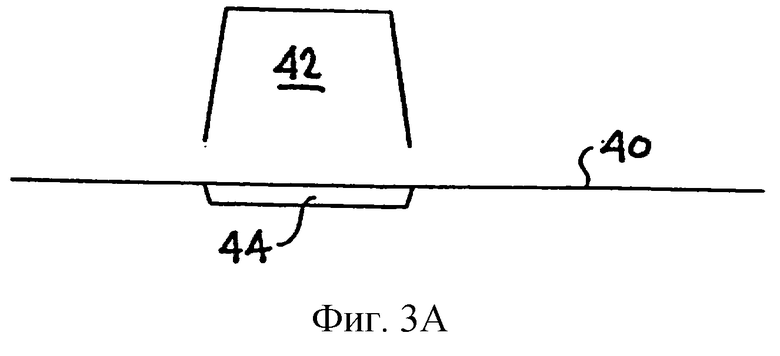
фиг.3А изображает профиль интенсивности вида “шляпы типа цилиндр” отдельного импульса, направленного на поверхность металла, и конфигурацию зависимости деформации от напряжения, производимого в металле после проковки,
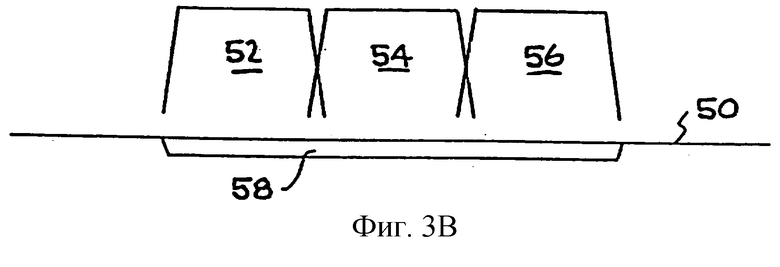
фиг.3Б изображает профиль интенсивности вида “шляпы типа цилиндр” многократных импульсов в режиме растровой развертки, прецизионно разнесенных, чтобы произвести равномерную деформацию в результате проковки и конфигурацию зависимости равномерной деформации от напряжения в металле после проковки с помощью пучка в режиме растровой развертки,
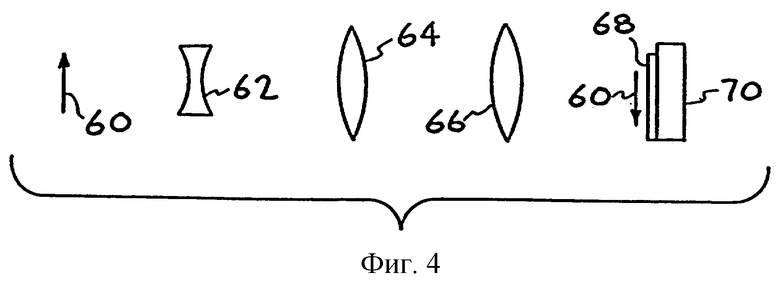
фиг.4 изображает средство для фокусировки изображения ближнего поля лазера на поглощающий слой на металлической поверхности,
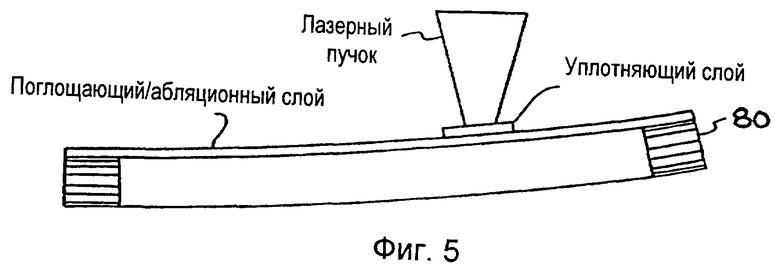
фиг.5 иллюстрирует удаление нежелательной кривизны в ведущем вале посредством лазерной проковки,
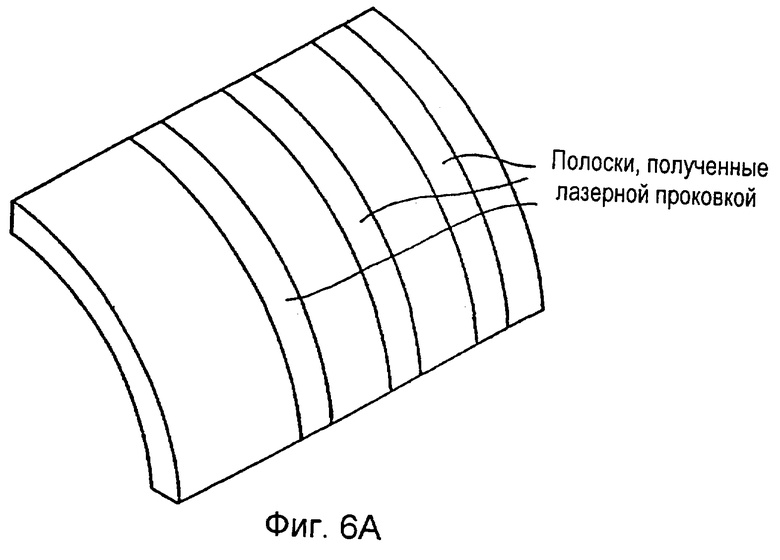
фиг.6А иллюстрирует производство преимущественно одномерной кривизны путем расположения на поверхности плотных рядов дважды прокованных областей с большим разнесением между ними,
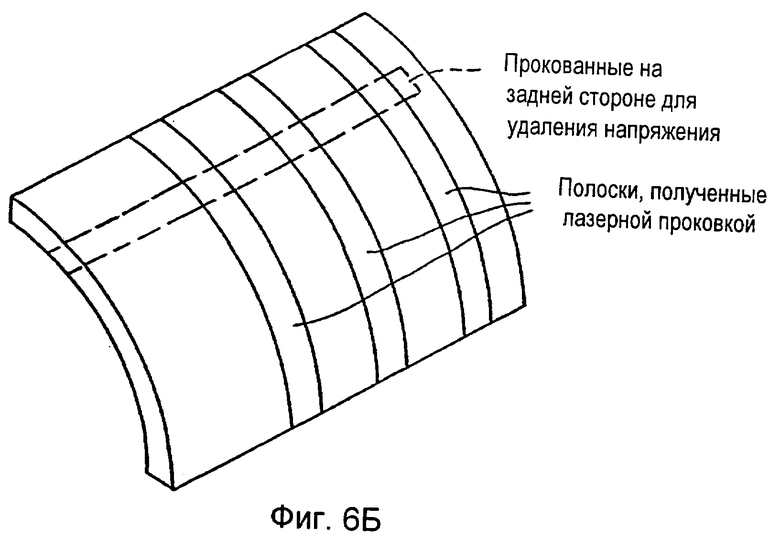
фиг.6Б изображает панель типа изображенной на фиг.6А, которая дополнительно выпрямляется проковкой в направлении координаты у плотно по ортогональному γ-измерению на задней или вогнутой стороне изогнутой секции.
Подробное описание предпочтительных вариантов воплощения
Методы лазерной проковки раскрыты в одновременно рассматриваемом патентном описании США № 09/133590, озаглавленном “Laser Beam Temporal And Spatial Tailoring For Laser Shock Processing”, включенном здесь ссылкой. Лазерная технология, применимая в настоящем изобретении, описана в патенте США № 5285310, озаглавленном “High Power Regenerative Laser Amplifier”, включенном здесь ссылкой, а также в патенте США № 5239408, озаглавленном “High Power, High Beam Quality Regenerative Amplifier”, также включенном здесь ссылкой. Вариант воплощения лазерных систем, применимых в настоящем изобретении, описан в патенте США № 5689363, озаглавленном “Long Pulse Width, Narrow-Bandwidth Solid State Laser”, включенном здесь ссылкой.
Процесс создания форм и профилей в металлических секциях включает использование индуцированного лазерным излучением сжимающего напряжения, генерируемого на поверхности металла. Лазерный процесс может генерировать глубокие сжимающие напряжения, которые в большой степени содействуют формованию толстых компонентов, без индуцирования нежелательного растягивающего напряжения в металлической поверхности. Прецизионность индуцированного лазерным излучением напряжения обеспечивает возможность точного прогнозирования и последующего профилирования деталей.
Прецизионное формирование и формование металлических компонентов без индуцирования нежелательного растягивающего напряжения важно в применениях Министерства обороны (DOD) и коммерческих применениях, особенно в компонентах авиационных и космических летательных аппаратов. Способность формировать толстые металлические секции (от 3/4 дюйма до 1 дюйма или более) произведет коренные изменения, поскольку эти толстые секции формуют для компонентов самолетов, таких как, например, обшивки крыльев. Такой метод обеспечит возможность формировать детали, которые по-другому вообще нельзя сделать.
Для тех, кому необходимо, здесь раскрыто подробное описание предпочтительных вариантов воплощения. Однако должно быть понятно, что раскрытые варианты воплощения являются просто иллюстративными для настоящего изобретения, которое может быть воплощено в различных системах. Поэтому раскрытые здесь специфические детали не должны интерпретироваться как ограничение, но скорее как основа для формулы изобретения и как демонстрационная основа для обучения специалистов в практическом осуществлении настоящего изобретения.
Хорошо известна концепция, состоящая в том, чтобы для профилирования и формования тонких металлических компонентов использовать механическое средство, такое как молоток для проковки или более современное - метод дробеструйной проковки. Сжимающее напряжение “вносится посредством удара” в металл, и впоследствии металл расширяется на одной стороне, чтобы снять это напряжение. Дифференциальное расширение заставляет поверхность металла изгибаться. Хорошо известна концепция использования лазера для генерации ударных волн, которые индуцируют сжимающее напряжение в металлах, концепция, которая довольно широко практикуется для улучшения противодействия металлических компонентов к образованию усталостных трещин и коррозии.
Нанося соответствующим образом индуцированный лазерным излучением удар на одну сторону металла, можно достичь точной локальной кривизны, а нанося удар вообще по более широкой области, можно достичь кривизны большего масштаба. Настоящее изобретение использует высокую энергию, высокую среднюю мощность лазера, устанавливаемые для действования при специфических параметрах для достижения прецизионного формования компонентов. Такой процесс формования лазерной проковкой особенно полезен для толстого (толщиной более 3/4 дюйма) материала, который трудно формовать или профилировать. Фиг.1А изображает плоскую металлическую пластину 10. После применения процесса лазерной проковки к верхней стороне 12 металлическая пластинка достигает требуемой кривизны, как показано на фиг.1Б.
В одном варианте воплощения настоящего изобретения, иллюстрируемого на фиг. 2, используют лазер 25 Дж на импульс (подходящий диапазон от 25 до 100 Дж на импульс), с длительностью импульса от 10 до 20 нс и длительностью переднего фронта импульса менее 1 нс. Ближнее поле фокусируется в пятно (в диапазоне от 6 × 6 мм до 3 × 3 мм), дающее на поверхности металла плотность потока энергии в диапазоне от 60 до 200 Дж/см2. Металл покрывают слоем материала 22 (обычно поливинилацетатная пластмасса толщиной приблизительно 200 мкм), который поглощает лазерный свет. Уплотняющий слой, обычно тонкий слой воды 24 из мерного сопла 26, толщиной приблизительно 1 мм обычно протекает по поглощающему материалу 22 и освещается лазерным пучком 28. При последовательной подаче лазерных импульсов в режиме растровой развертки на освещенной поверхности будет индуцироваться сжимающее напряжение. Для достижения растровой конфигурации можно перемещать лазерный пучок 28 или металлический компонент 30. Напряжение, в свою очередь, будет генерировать деформацию в верхнем слое металла 30 и произведет кривизну материала. Интенсивность и глубина сжимающего напряжения, приложенного к каждой локальной области, могут управляться путем выбора энергии лазерного излучения, следа и перекрытия лазерного импульса, длительности импульсов и числа импульсов, поданных в каждую область. Двухмерная кривизна может быть достигнута посредством селективного управления областью, подвергнутой проковке, а также интенсивностью и числом импульсов, используемых в направлении каждой координаты. Дополнительно деформация в любом желательном направлении может быть увеличена посредством механического индуцирования изгибающего момента (хотя ниже предела текучести металла) в этом направлении во время подачи лазерных импульсов формования проковкой.
Из-за того, что локально приложенное напряжение будет непосредственно влиять на локальную кривизну, деталь может быть точно профилирована на большей площади посредством систематической подачи импульсов локального напряжения на большой площади. Фиг.3А изображает поверхность 40 металла, профиль 42 интенсивности вида “шляпы типа цилиндр” отдельного импульса, направленного на поверхность 40 металла, и конфигурацию 44 зависимости деформации от напряжения в металле после проковки. Фиг.3Б изображает поверхность 50 металла и профиль интенсивности вида “шляпы типа цилиндр” многократных импульсов 52, 54 и 56 в режиме растровой развертки, прецизионно разнесенных, чтобы произвести равномерную деформацию в результате проковки. Фигура изображает конфигурацию 58 зависимости равномерной деформации от напряжения в металле после проковки с помощью пучка в режиме растровой развертки. Прецизионное перекрытие профилей многочисленных импульсов, объединенных с прямоугольным профилем лазерного пучка и равномерным профилем интенсивности вида “шляпы типа цилиндр”, производит гладкую завершенную поверхность после формования проковкой.
Фиг.4 изображает оптическую установку, которую можно использовать для фокусировки ближнего поля на абляционный слой. Ближнее поле 60 расширяется в рассеивающей линзе 62, коллимируется первой собирающей линзой 64 и фокусируется собирающей линзой 66 на абляционный слой 68 на металлической детали 70. Фокусировка ближнего поля лазерного пучка на поглощающий слой формирует равномерный профиль интенсивности и предотвращает создание интенсивных горячих пятен за счет фазового искажения.
Аналогично для достижения требуемых форм в номинально плоском металле метод лазерной проковки может использоваться для прецизионного выпрямления компонентов с нежелательной кривизной. Важный пример включает механические ведущие валы, которые могут приобретать нежелательный изгиб в результате механической обработки, термообработки, закалки или других процессов изготовления. Деталь можно систематически выпрямлять, селективно прикладывая сжимающее напряжение к вогнутой стороне нежелательной кривизны. Как изображено на фиг.5, нежелательная кривизна ведущего вала 80 удаляется посредством формования проковкой на короткой стороне ведущего вала. Ведущий вал 80 обеспечивается поглощающим абляционным слоем 82 и уплотняющим слоем 84. Лазерный пучок 86 направляется на короткую сторону вала, и вал выпрямляется по мере подачи многочисленных импульсов.
На фиг.6А преимущественно одномерная кривизна достигается путем расположения на поверхности плотных рядов дважды прокованных областей с большим разнесением между ними. Одномерная природа проковки приводит к одномерной кривизне. На фиг.6Б панель типа изображенной на фиг.6А дополнительно выпрямляется плотной проковкой в направлении координаты у по ортогональному γ-измерению на задней или вогнутой стороне изогнутой секции. Наконец, как установлено, механический момент инерции или жесткость относительно оси, содержащей кривизну (в нашем примере ось x), возрастает при изгибе детали. При применении двух вышеупомянутых методов увеличенный момент инерции содействует в создании предпочтения одномерной кривизне. Исходная конфигурация проковки применяется к детали симметрично и равномерно так, чтобы кривизна и моменты инерции развивались симметрично.
Предшествующее описание изобретения было представлено с целью иллюстрации, и оно не предназначено, чтобы быть исчерпывающим или ограничивать изобретение точной раскрытой формой. В свете вышеупомянутого изложения возможно много модификаций и вариаций. Варианты реализации изобретения были выбраны и описаны с целью лучшего пояснения принципов изобретения и его практического применения, чтобы таким образом позволить специалистам лучше использовать изобретение в различных вариантах реализации и с различными модификациями, подходящими для частного предполагаемого использования. Рамки изобретения должны быть определены следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерной ударной обработки тонкой кромки лопатки, выполненной из титанового сплава, компрессора газотурбинного двигателя | 2024 |
|
RU2833635C1 |
| КОМБИНИРОВАННАЯ ЛАЗЕРНО-ВОДОРОДНАЯ ТЕХНОЛОГИЯ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2660485C2 |
| СПОСОБ ЛЕГИРОВАНИЯ КРЕМНИЕВОЙ ПЛАСТИНЫ | 2024 |
|
RU2837980C1 |
| Способ обработки плоской заготовки из титанового сплава с концентратором напряжений | 2022 |
|
RU2796661C1 |
| Способ лазерной ударной обработки металлической заготовки | 2024 |
|
RU2838925C1 |
| Устройство для лазерной ударной обработки металлической детали | 2024 |
|
RU2838926C1 |
| МОДИФИКАЦИЯ СТРУКТУРЫ ПОВЕРХНОСТИ | 2009 |
|
RU2539343C2 |
| ПОЛУПРОВОДНИКОВЫЙ ДИОД С НИЗКИМ СОПРОТИВЛЕНИЕМ КОНТАКТА | 1996 |
|
RU2166222C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ МИКРОСТРУКТУРИРОВАННОГО КАРБИДА ТИТАНА НА ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2015 |
|
RU2603751C1 |
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТ ОКАЛИНЫ | 2023 |
|
RU2812150C1 |
Изобретения относятся к лазерной обработке импульсным ударом, в частности к способам и устройству создания форм и профилей в металлических секциях, и может найти применение в различных отраслях машиностроения. Создание форм и профилей в металлических секциях осуществляется посредством генерации индуцированного лазерным излучением сжимающего напряжения на поверхности металлического обрабатываемого изделия. Процесс лазерной обработки может генерировать глубокие сжимающие напряжения для придания формы даже толстым компонентам без индуцирования нежелательных растягивающих напряжений на металлической поверхности. Прецизионность индуцированного лазерным излучением напряжения обеспечивает возможность точного прогнозирования и последующего профилирования деталей. Световой пучок с энергией от 10 до 100 Дж/импульс фокусируется так, чтобы на поглощающем слое, нанесенном на металлическую поверхность, создать плотность потока энергии от 60 до 200 Дж/см2. Над поглощающим слоем протекает слой воды, используемой в качестве уплотнения. Поглощение лазерного излучения вызывает образование плазмы и, следовательно, создает ударную волну, которая индуцирует в металле глубокое остаточное сжимающее напряжение. Изобретение позволяет изготавливать детали большой кривизны для толстостенных металлических секций. 3 с. и 23 з.п. ф-лы, 6 ил.
| Порошковая металлургия и напыленные покрытия | |||
| /Под ред | |||
| МИТИНА Б.С | |||
| - М.: Металлургия, 1987, с.214-215 | |||
| US 5531570, 02.07.1996 | |||
| US 5741559, 21.04.1998 | |||
| US 5235838, 17.08.1993. |
