Область техники
Изобретение относится к области устройств, используемых при изготовлении гибких упаковочных туб для жидких или вязких продуктов, а более конкретно - к области упаковочных туб, изготавливаемых с использованием сварки. Тубы такого типа имеют корпус, плечо и колпачок. В возможном варианте к этим компонентам добавляется уплотнение, перекрывающее выполненное в плече отверстие.
Уровень техники
Гибкие тубы обычно состоят из двух раздельных частей, а именно из колпачка и гибкого цилиндрического корпуса, который присоединен к плечу, выполненному с соплом (горловиной), и в возможном варианте снабжен уплотнением, герметично приваренным к горловине. Корпус тубы получают экструзией или сваркой многослойного листа.
Известны шаговые поворотные устройства, выполняющие операции сборки корпуса, плеча, уплотнения и колпачка в единое целое.
Для сборки туб устройства такого типа функционируют в режиме дискретных (шаговых) перемещений. Поворотная часть устройства несет на себе оправки, последовательно перемещаемые от одной рабочей станции к другой, перенося упаковку в процессе ее изготовления. Применение шагового поворотного перемещения позволяет выполнять сборочные операции во время остановки поворотного устройства, что способствует повышению точности изготовления и упрощению конструкции устройства. Продолжительность рабочего цикла данного устройства складывается из продолжительности поворота, именуемой также продолжительностью шагового поворотного перемещения, и продолжительности остановки. После остановки поворотного стола начинаются операции сборки, в ходе которых выполняются следующие перемещения:
- взаимное сближение оправок и рабочих станций друг с другом,
- позиционирование оправки у рабочей станции,
- взаимное отведение оправок и рабочих станций.
Во время остановок поворотного стола проводятся, например, следующие сборочные операции:
1) натягивание плеча тубы на оправку;
2) натягивание корпуса на оправку;
3) точное позиционирование корпуса тубы на оправке;
4) нагрев зоны, где будет происходить сварка;
5) приваривание корпуса к плечу;
6) герметизация;
7) установка колпачка;
8) сбрасывание
Возможности уменьшения рабочего времени ограничены продолжительностью перечисленных операций, от которых зависит качество изготовления упаковки. Рабочее время задается самой длинной из этих операций, например сваркой. Ниже определенного предела рабочее время уменьшать нельзя, поскольку дальнейшее сокращение окажет отрицательное воздействие на свойства упаковки. Поэтому если желательно обеспечить высокую производительность, определяющим фактором должна быть оптимизация параметра, не влияющего на качество сборки, т.е. оптимизация продолжительности шагового поворота.
В международной заявке WO 2004/026567 А1 описано устройство, в котором используется шаговое поворотное перемещение, а оправки установлены в плоскости, параллельной оси дискретно поворачивающегося стола. В устройстве такого типа оптимизация продолжительности шагового поворота ограничена инерцией данного стола, причем диаметр стола резко увеличивается в зависимости от количества одновременно используемых оправок. В данном устройстве перемещения для сближения и отведения выполняются рабочими станциями, что приводит к недостатку, выражающемуся в том, что каждую рабочую станцию приходится оснащать специальным устройством, осуществляющим сближающее перемещение.
В патенте US 6221189 описано устройство, содержащее дискретно поворачиваемую платформу с оправками, установленными радиальным образом. В этом устройстве радиальные сближающее и отводящее перемещения выполняются тоже рабочими станциями. Как и в международной заявке WO 2004/026567 А1, в данном случае недостатком является необходимость устанавливать на каждой рабочей станции специальное устройство, осуществляющее сближающее перемещение.
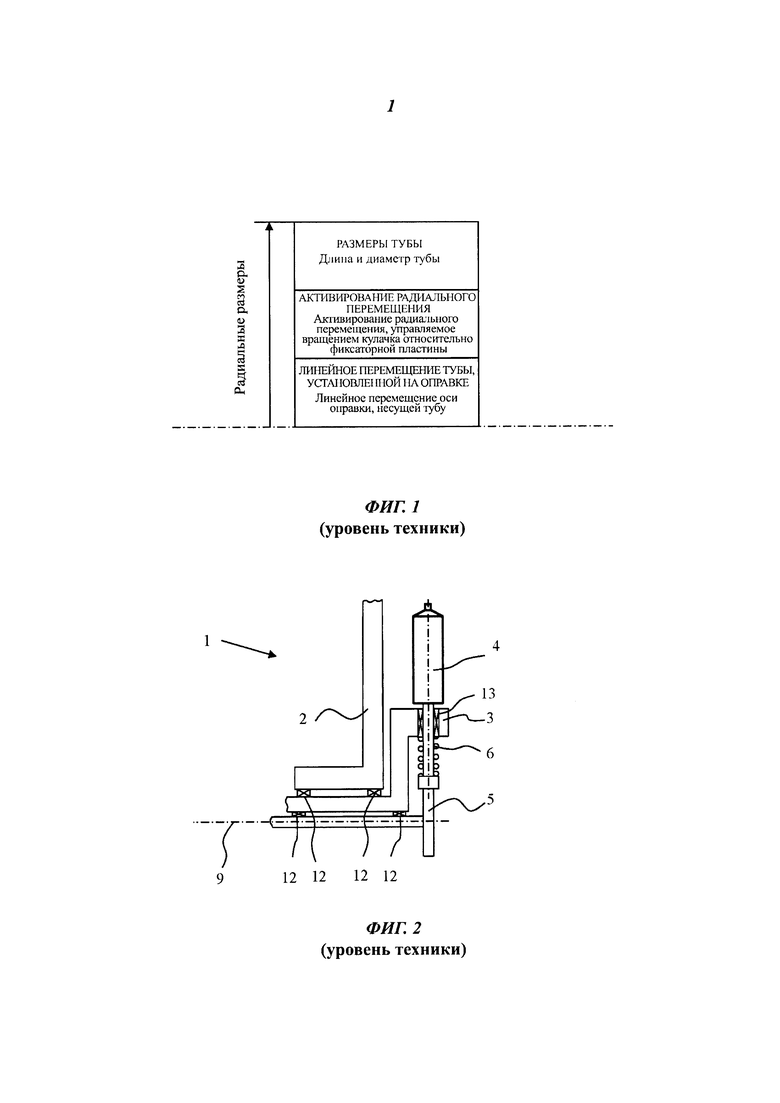
В международной заявке WO 2007/141711, поданной заявителем предлагаемого изобретения, описано устройство 1, позволяющее устранить недостатки конструкции по US 6221189. В этом устройстве (см. фиг. 2 и 3) позиции рабочих станций зафиксированы, а радиальное сближающее и отводящее перемещение 15 осуществляется оправками 4, установленными на поворотном столе 3 радиальным образом. В данном контексте тип конструкции устройства, описанного в этой международной заявке, особенно эффективен, поскольку он позволяет всем оправкам 4 участвовать в сближающем и отводящем перемещении 15 одновременно. Устройство 1 содержит раму 2, к которой через компонент 12, направляющий вращение, присоединен поворотный стол 3, вращающийся вокруг оси 9. Поворотным столом 3 приводятся в движение оправки 4. Чтобы выполнить сближающее и отводящее перемещение 15, оправки 4 смещаются радиально по отношению к поворотному столу 3. Поворотный стол 3 связан с оправками 4 посредством линейного направляющего компонента 13. Радиальное сближающее и отводящее перемещение 15 оправок 4 осуществляется вращающимся компонентом, в конструкцию которого входят кулачок 5 и пружина 6, или посредством вращающегося компонента 10 и соединительного штока 11. Компонент 5 (или 10) присоединен к поворотному столу через компонент 12, направляющий вращение. При этом устройство, описанное в WO 2007/141711, обеспечивает реализацию варианта, согласно которому функциональный узел 13 (линейный направляющий компонент) и функциональные узлы 5, 10, 11 оправки расположены относительно оси 9 поворотного стола 3 радиальным образом друг за другом. Такая конструкция приводит к увеличению диаметра виртуальной окружности 8, образованной торцами оправок, и, таким образом, к существенному уровню инерции (момента инерции) устройства во время вращения. Это увеличение инерции препятствует уменьшению продолжительности шагового перемещения.
Концепция известного устройства, описанного в международной заявке WO 2007/141711, поясняется фиг. 1. Согласно этой концепции в основу конструкции устройства положено последовательное радиальное размещение следующих компонентов:
- линейного направляющего компонента 13 для оправки 4;
- приводного компонента 5, 10 для оправки 4, выполненного с возможностью проведения сближающего и отводящего перемещения 15;
- оправки 4 и ее опоры 14.
Конструкция устройства по заявке WO 2007/141711 позволяет выполнять радиальное смещение всех оправок в ходе одной общей операции. Однако недостатком этого устройства является большой момент инерции, что на стадиях ускорения и торможения поворотного стола 3 приводит к существенным изменениям крутящего момента на оси поворотного стола и к соответствующим ограничениям производительности.
Раскрытие изобретения
Проблема, решаемая предлагаемым изобретением, заключается в устранении недостатков устройства, описанного в международной заявке WO 2007/141711.
Перечень терминов, использованных в описании изобретения, и их цифровых обозначений:
1 Устройство, предназначенное для изготовления туб посредством сварки и выполненное с возможностью шагового поворотного перемещения
2 Рама
3 Поворотный стол, выполненный с возможностью шагового перемещения
4 Оправка
5 Вращающийся приводной компонент с кулачком
6 Пружина
7 Виртуальная окружность, образованная основаниями оправок
8 Виртуальная окружность, образованная свободными торцами оправок
9 Ось вращения поворотного стола
10 Вращающийся приводной компонент
11 Соединительный шток
12 Компонент, направляющий вращение
13 Линейный направляющий компонент
14 Опора оправки
15 Сближающее и отводящее перемещение
16 Длина оправки
17 Диаметр оправки
18 Ширина оправки у ее основания
Изобретение относится к сборочному устройству, предназначенному для изготовления упаковочных туб и выполненному с возможностью шагового поворотного перемещения. Предлагаемое устройство позволяет проводить следующие последовательные операции, требуемые для решения указанной задачи:
а) натягивание плеча тубы на оправку;
б) натягивание корпуса тубы на оправку;
в) точное позиционирование корпуса на оправке;
г) нагрев зоны, где будет происходить сварка;
д) приваривание корпуса к плечу;
е) герметизация;
ж) установка колпачка;
з) сбрасывание.
Конкретно, изобретение относится к устройству, особенно предпочтительными свойствами которого являются уменьшение продолжительности шагового поворота, обеспечение высокой производительности и, в то же время, поддерживание радиального режима перемещения для оправок согласно заявке WO 2007/141711.
По сравнению с подобными устройствами, известными из уровня техники, в устройстве по изобретению инерция устройства понижена, что позволяет уменьшить продолжительность шагового поворота и, соответственно, увеличить производительность.
Другими словами, изобретение позволяет увеличить производительность, не уменьшая отрезки времени, затрачиваемые на сварку.
Следовательно, такое увеличение производительности не сказывается на качестве изготовленной упаковки, а также на ее рабочих характеристиках и внешнем виде.
Конкретно, изобретение относится к устройству для изготовления упаковочных туб, использующему для этого шаговое поворотное перемещение и содержащему поворотный стол, установленный с возможностью вращения вокруг оси. Кроме того, устройство согласно изобретению содержит следующие компоненты:
- оправки с соответствующими опорами, объединенные в единый блок с данным поворотным столом и расположенные радиально по отношению к его оси;
- радиальное приводное средство, перемещающее оправки в направлении, перпендикулярном данной оси;
- линейное направляющее средство, перемещающее оправки в направлении, перпендикулярном данной оси.
Устройство согласно изобретению характеризуется тем, что оправки и их опоры, а также радиальное приводное средство и линейное направляющее средство установлены в направлении, параллельном данной оси.
Следует подчеркнуть, что в устройствах, известных из уровня техники, в том числе в устройстве, описанном в WO 2007/141711, оправки и их опоры, а также радиальное приводное средство и линейное приводное средство расположены в направлении, перпендикулярном данной оси.
За счет выбора описанного последовательного размещения всех трех перечисленных компонентов параллельно оси суммарный момент инерции устройства существенно понижается в соответствии с формулой I=Σmidi2, в которой I означает момент инерции, a m и d, соответственно, массу каждого компонента и расстояние от него до оси вращения.
Таким образом, в предлагаемом изобретении радиальные размеры задаются только конфигурацией оправок и количеством рабочих станций.
Изобретение позволяет, не повышая радиальных размеров, увеличить количество параллельно установленных оправок в расчете на одну рабочую станцию.
Согласно одному из вариантов изобретения ось устройства ориентирована в вертикальном направлении, т.е. по существу параллельно направлению силы тяжести. Такой вариант обеспечивает преимущество для устройства, размещенного на столе, и позволяет установить все рабочие станции на одинаковой высоте.
Согласно следующему варианту данная ось ориентирована в горизонтальном направлении, т.е. по существу перпендикулярно направлению силы тяжести. Преимуществами такого варианта являются удобный визуальный контроль устройства и более прямой доступ к рабочим станциям.
Согласно следующему варианту основание каждой оправки приведено в контакт с основаниями соседних оправок. Термин "основание" оправки относится к той части оправки, которая приведена в контакт с поворотным столом.
Согласно своему следующему варианту изобретение позволяет обеспечить независимость от диаметра изготавливаемой тубы и дополнительное уменьшение момента инерции. Этот вариант включает такое профилирование оправок, при котором поперечному сечению ее конца, упирающегося в плечо тубы, придана круглая форма, а периметр ее поперечного сечения уменьшается вдоль оси вращения поворотного стола до минимума у противоположного конца оправки, прикрепленного к ее держателю. Данный подход обычно приводит к тому, что поперечные сечения оправок у одного конца овальные, а у другого круглые.
Согласно одному из вариантов оправки установлены в плоскости, перпендикулярной оси вращения поворотного стола.
Согласно другому варианту изобретения виртуальная поверхность, образованная осями оправок, представляет собой цилиндр с осью, совпадающей с осью поворотного стола.
Согласно следующему варианту изобретения виртуальная поверхность, образованная осями оправок, представляет собой конус с осью, совпадающей с осью поворотного стола.
Краткое описание чертежей
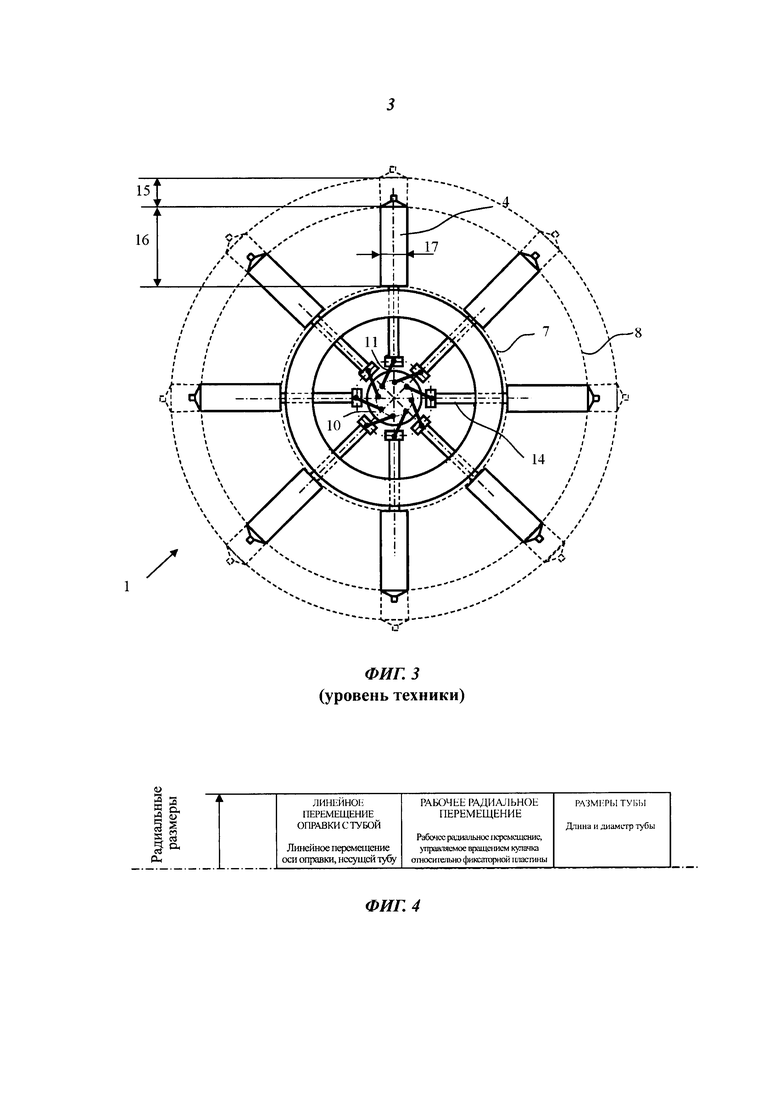
Фиг. 1-3 иллюстрируют устройства, известные из уровня техники (фиг. 1 - иллюстрация концепции устройства; фиг. 2 - устройство согласно международной заявке WO 2007/141711, представленное в сечении плоскостью, в которой лежит ось вращения поворотного стола; фиг. 3 - то же устройство на виде в плоскости, перпендикулярной оси вращения поворотного стола).
Фиг. 4 иллюстрирует концепцию устройства согласно изобретению.
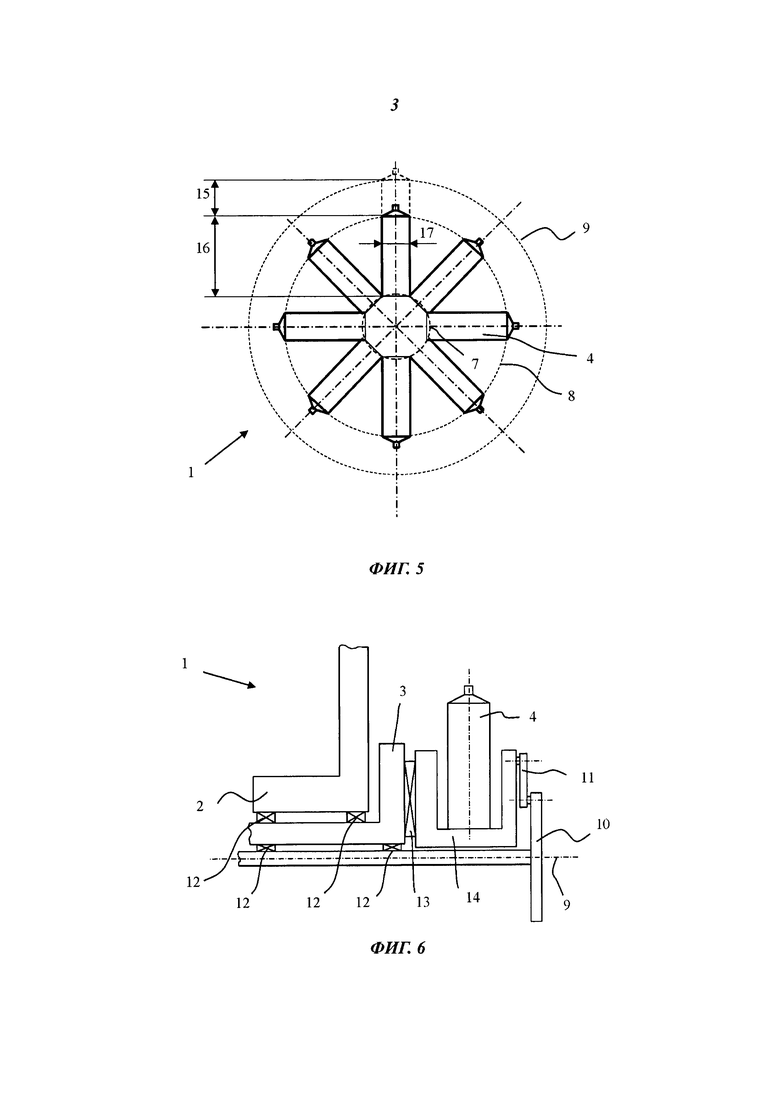
Фиг. 5 и 6 иллюстрируют вариант изобретения (фиг. 5 - устройство согласно данному варианту на виде в плоскости, перпендикулярной оси вращения поворотного стола; фиг. 6 - устройство по фиг. 5, показанное в сечении плоскостью, в которой лежит ось вращения поворотного стола).
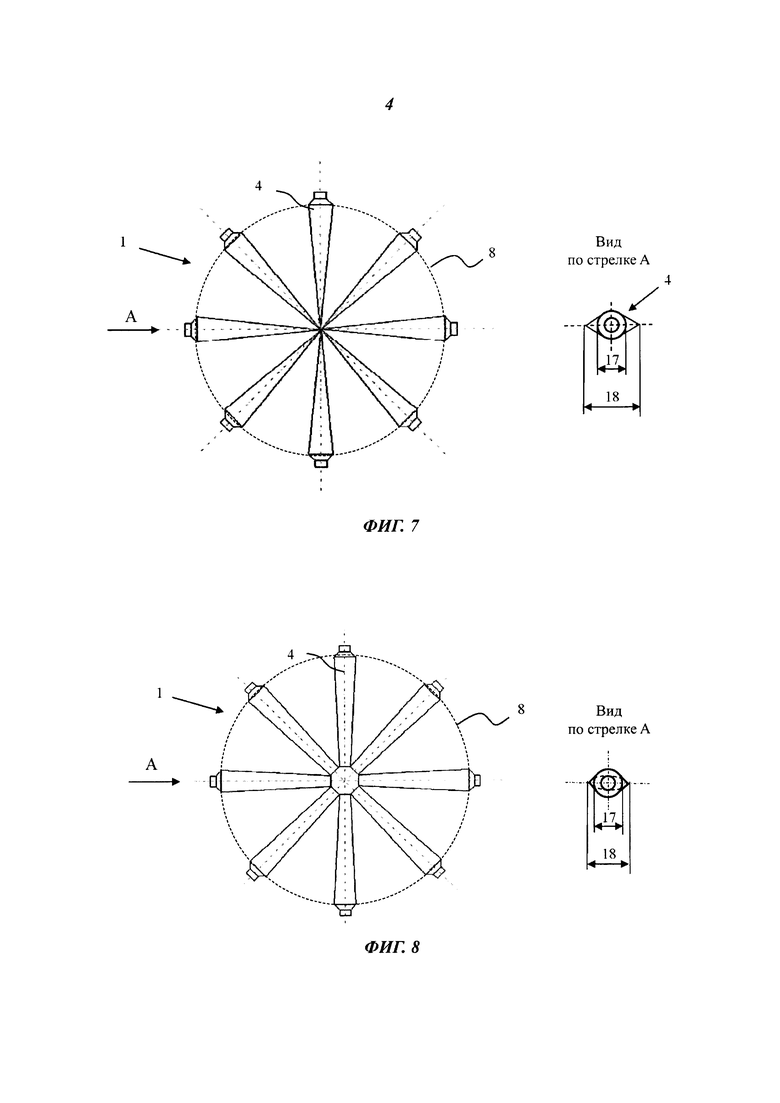
На фиг. 7 проиллюстрирован другой вариант изобретения, использующий оправки, конфигурация которых отличается от цилиндра.
На фиг. 8 проиллюстрирована модификация варианта по фиг. 7.
Осуществление изобретения
Согласно концепции изобретения, проиллюстрированной на фиг. 4, в основу устройства положена конструкция, в которой параллельно друг другу расположены, с радиальной ориентацией, следующие компоненты:
- линейный направляющий компонент 13 для оправки 4;
- компонент, приводящий в действие оправку 4 для выполнения сближающего и отводящего перемещения 15;
- оправка 4 и ее опора 14.
Особое преимущество устройства, приведенного на фиг. 4, заключается в возможности существенно уменьшить момент инерции поворотной части устройства, что позволяет увеличить производительность за счет соответствующего сокращения времени на шаговые повороты.
Устройство по изобретению, проиллюстрированное на фиг. 4, обеспечивает возможность приблизить ось 9 вращения к центру инерции оправок 4 и тем самым существенно уменьшить возникающий крутящий момент относительно оси поворотного стола во время ускорения и торможения. Изобретение позволяет существенно повысить уровень ускорения и торможения данного стола, не создавая чрезмерно большого крутящего момента на приводном валу. Таким образом, изобретение может быть использовано для снижения мощности приводного двигателя или для увеличения скорости, обеспечиваемой применяемым двигателем.
Во время стадий цикла шагового поворотного перемещения, сопровождаемых ускорением и торможением, каждая оправка 4 создает крутящий момент, пропорциональный квадрату расстояния между центром инерции оправок и осью 9 вращения. Поэтому целесообразно иметь возможность приблизить оправки к оси 9 настолько близко, насколько это возможно.
Фиг. 5 иллюстрирует оптимальные соотношения размеров устройства согласно изобретению, имеющего восемь оправок 4 с круглым поперечным сечением. Устройство 1, выполненное с возможностью шагового поворотного перемещения, представлено на виде в плоскости, перпендикулярной оси вращения поворотного стола, обеспечивающего вращение оправок 4. Как показано на фиг. 5, устройство 1 весьма компактно, поскольку оно выполнено в соответствии с минимальными теоретическими размерами восьми оправок, позиционированных вокруг оси вращения. Размеры системы такого типа зависят от диаметра 17 оправок 4 и их количества. На практике, чтобы избежать столкновений во время перемещений, желательно предусмотреть небольшое расстояние между основаниями оправок. Угловое расстояние между оправками соответствует угловому шагу устройства. По завершении каждого цикла шагового поворотного перемещения оправки 4 смещаются в радиальном направлении (перемещение 15) в направлении рабочих станций. Для всех оправок радиальное сближение и отведение в ходе перемещения 15 выполняется одновременно и идентично.
На фиг. 6 проиллюстрировано устройство 1 на виде в плоскости, проходящей через ось 9 вращения. Рама 2 поддерживает поворотный стол 3, вращающийся вокруг оси 9 и связанный с рамой посредством компонентов 12, направляющих вращение. Компонентами 12 могут быть подшипники скольжения или, предпочтительно, качения. Из-за своих небольших размеров могут оказаться предпочтительными игольчатые роликоподшипники. Оправки 4 прикреплены к поворотному столу 3 посредством опоры 14 и радиальной линейной направляющей 13, использование которой позволяет выполнять сближающее и отводящее перемещение 15, происходящее в направлении, соответственно, рабочих станций и от них. На оси 9 установлен вращающийся компонент 10, посредством которого через соединительный шток 11 выполняется данное сближающее и отводящее перемещение. Компонент 10, радиальная направляющая 13 и оправка 4 вместе со своей опорой 14 позиционированы параллельно оси 9 вращения, в результате чего уменьшаются радиальные размеры виртуальной окружности 8, проходящей через торцы оправок 4. Согласно изобретению радиальные размеры по сравнению с устройствами, известными из уровня техники, могут быть уменьшены с коэффициентом уменьшения, равным 1,5-4.
На фиг. 7 и 8 проиллюстрированы модификации варианта осуществления изобретения.
На фиг. 7 представлен концептуальный вариант такой модификации, в которой, чтобы придать устройству 1 более компактную форму, оптимизирована конфигурация оправок 4. На фиг. 7 показана профилированная конфигурация оправки 4, у которой поперечное сечение одного конца согласовано с поперечным сечением плеча тубы, имеющим, например, форму круга или овала, а другой конец считается "плоским". Наличием этого так называемого "плоского" конца предопределяются небольшие периметры поперечных сечений, что позволяет сместить точку приложения суммарной силы тяжести (центр масс) оправок ближе к оси 9 вращения. На фиг. 7 справа представлена оправка 4 на виде по стрелке А, ориентированной вдоль оси оправки. Размеры на фиг. 7 имеют только концептуальный характер, в реальной ситуации получить их невозможно из-за того, что концы оправок 4 на фиг. 7 соответствуют оси 9 вращения. Для концепции, проиллюстрированной на фиг. 7, размеры поперечного сечения каждой оправки изменяются вдоль ее оси, но периметр оправки остается постоянным.
На фиг. 8 проиллюстрирован вариант изобретения, выполненный согласно концепции по фиг. 7. При постоянном периметре поперечного сечения оправки 4 имеют изменяющуюся площадь поперечного сечения. Это позволяет уменьшить размеры устройства и, таким образом, его инерционность. Вариант изобретения, представленный на фиг. 8, особенно эффективен в случае оправок 4 с большим диаметром.
Изобретение не ограничено изготовлением цилиндрических упаковочных туб, т.е. туб с круглым поперечным сечением, и возможна конфигурация туб, выполненных, например, с овальным или квадратным поперечным сечением. Конфигурация оправок 4 должна быть согласована с конфигурацией туб, подлежащих изготовлению. В частности, необходимо согласовывать конфигурацию свободных торцов оправок 4 и конфигурацию плеча тубы. Таким образом, при изготовлении тубы с овальным поперечным сечением конфигурация свободного торца оправки 4 будет овальной.
На чертежах, иллюстрирующих изобретение, оправки 4 показаны в плоскости, перпендикулярной оси 9 поворотного стола 3.
В одном из вариантов изобретения оправки 4 размещены на цилиндрической поверхности, ось которой совпадает с осью 9 поворотного стола 3.
В другом варианте изобретения оправки 4 размещены на конической поверхности, ось которой совпадает с осью 9 поворотного стола 3.
Согласно одному из вариантов изобретения пространство между рабочими станциями сведено к минимуму.
Изобретение особенно эффективно в отношении повышения производительности. Так, устройство с единственной оправкой, сконструированное согласно описаниям известных аналогов, при наличии восьми рабочих станций может обеспечить следующие характеристики:
- производительность: 60 туб/мин;
- продолжительность цикла для устройства, использующего шаговое поворотное перемещение: 1000 мс;
- продолжительность обработки: 400 мс;
- продолжительность шагового поворота: 600 мс.
Для устройства с единственной оправкой, сконструированного согласно изобретению, при наличии восьми рабочих станций производительность удваивается:
- производительность: 120 туб/мин;
- продолжительность цикла для устройства, использующего шаговое поворотное перемещение: 500 мс;
- продолжительность обработки: 400 мс;
- продолжительность шагового поворота: 100 мс.
Таким образом, рабочее время одинаковое, но продолжительность шагового поворота уменьшена в шесть раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления корпусов банок многогранной формы и устройство для его осуществления | 1988 |
|
SU1625323A3 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ И УПАКОВКИ ТУБ | 2003 |
|
RU2323828C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Сигаретоупаковочная машина | 1981 |
|
SU1103788A3 |
| Стенд для испытания шпиндельных узлов | 1989 |
|
SU1703268A1 |
| ГЕРМЕТИЗАЦИОННЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ЭКИПИРОВАННЫХ ФИЛЬТР-ЭЛЕМЕНТАМИ КОРПУСОВ СЕКЦИЙ ФИЛЬТРУЮЩИХ КОРОБОК | 1992 |
|
RU2045357C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТАКАНЧИКА | 2010 |
|
RU2555768C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТАКАНЧИКА | 2014 |
|
RU2683674C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХ- ИЛИ МНОГОКАМЕРНЫХ ТУБ | 1997 |
|
RU2203805C2 |
| Автоматический станок для финишной обработки дорожек качения колец подшипников | 1984 |
|
SU1194654A1 |
Изобретение относится к устройству для изготовления упаковочных туб. Техническим результатом является уменьшение продолжительности шагового поворота и повышение производительности. Технический результат достигается устройством для изготовления упаковочных туб, которое выполнено с возможностью шагового поворотного перемещения и содержащее: поворотный стол (3), установленный с возможностью выполнения шагового поворота вокруг оси (9), оправки (4) с соответствующими опорами (14), которые прикреплены к поворотному столу (3) и расположены радиальным образом относительно его оси (9), радиальное приводное средство (10, 11), смещающее оправки (4) в направлении, перпендикулярном оси (9), и линейное направляющее средство (13), обеспечивающее смещение оправок (4) в другом направлении, перпендикулярном оси (9). При этом оправки (4) со своими опорами (14), радиальное приводное средство (10, 11) и линейное направляющее средство (13) расположены параллельно оси (9). 9 з.п. ф-лы, 8 ил.
1. Устройство для изготовления упаковочных туб, выполненное с возможностью шагового поворотного перемещения и содержащее: поворотный стол (3), установленный с возможностью шагового поворота вокруг оси (9), оправки (4) с соответствующими опорами (14), которые выполнены в виде единого целого с поворотным столом (3) и расположены радиально относительно оси (9), радиальное приводное средство (10, 11), обеспечивающее перемещение оправок (4) в направлении, перпендикулярном указанной оси (9), и линейное направляющее средство (13), обеспечивающее перемещение оправок (4) в направлении, перпендикулярном оси (9),
отличающееся тем, что оправки (4) со своими опорами (14), радиальное приводное средство (10, 11) и линейное направляющее средство (13) установлены в направлении, параллельном указанной оси (9).
2. Устройство по п. 1, в котором ось (9) ориентирована в вертикальном направлении.
3. Устройство по п. 1, в котором ось (9) ориентирована в горизонтальном направлении.
4. Устройство по п. 1, в котором теоретическое основание каждой оправки (4) приведено в контакт с теоретическими основаниями соседних оправок (4).
5. Устройство по п. 1, в котором площадь поперечного сечения основания каждой оправки (4) меньше площади поперечного сечения ее свободного конца.
6. Устройство по п. 5, в котором поперечное сечение указанного основания имеет форму овала.
7. Устройство по п. 5, в котором поперечное сечение указанного основания имеет форму прямоугольника.
8. Устройство по п. 1, в котором поперечное сечение оправки (4) у ее свободного конца имеет форму диска.
9. Устройство по п. 1, в котором поперечное сечение оправки (4) изменяется по ее длине.
10. Устройство по любому из предыдущих пунктов, содержащее средство (12), направляющее вращение.
| WO 2007141711 A2, 13.12.2007 | |||
| Установка для изготовления упаковочных емкостей | 1988 |
|
SU1581211A3 |
| СПОСОБ ОЧИСТКИ АЛМАЗОВ | 2007 |
|
RU2367601C1 |
| US 6221189 A, 24.04.2001 | |||
| УСТРОЙСТВО И СПОСОБ КОМПРЕССИОННОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 2002 |
|
RU2298472C2 |

