Изобретение относится к измерительной технике, а именно к устройствам для измерения геометрических параметров цилиндрических полых изделий, и может быть использовано в химическом и нефтяном машиностроении для контроля формы поперечного сечения обечаек, изготавливаемых методом гибки из листового материала.
Известно фотоэлектрическое устройство для контроля внутреннего диаметра обечаек (А.С. SU 1232945, МПК G01B 21/10, 23.05.1986), содержащее диапроектор, пять световодов, входные концы четырех из которых установлены в плоскости изображения диапроектора по углам квадрата, пять фотодатчиков, установленных на выходных концах световодов, перемещающий двухкоординатный механизм, снабженный двумя серводвигателями, и электронный регистратор сигналов, имеющий пять цепей из последовательно соединенных усилителей фототока и формирователей импульсов, и индикатор, входы усилителей, являющиеся входами электронного регистратора сигналов, соединены с выходами фотодатчиков.
К причинам, препятствующим достижению заданного технического результата, относится громоздкость конструкции, снижающая надежность, и сложный алгоритм контроля, который снижает быстродействие устройства. Использование в данном устройстве времяимпульсного метода определения границы изделия снижает точность из-за низкой разрешающей способности.
Из известных оптико-электронных устройств наиболее близким является оптико-электронное устройство для измерения размеров обечаек (П. м. РФ 159150, МПК G01B 11/00, 2016). Устройство содержит оптическую головку с приводом вращения, установленную на перемещающем двухкоординатном механизме базирования оптической головки, соединенном с серводвигателями, и регистратор сигнала. Устройство снабжено двухкоординатным механизмом определения центра поперечного сечения измеряемой детали, состоящим из горизонтальной и вертикальной осей, с подвижно установленными на них датчиками определения положения касательных к контуру поперечного сечения измеряемой детали, и жестко установленными в основании осей лазерными дальномерами, а оптическая головка установлена с возможностью вращения в плоскости поперечного сечения измеряемой детали на горизонтальной штанге, установленной на вертикальной направляющей двухкоординатного механизма базирования оптической головки, перпендикулярно плоскости поперечного сечения измеряемой детали, с возможностью перемещения по вертикальной направляющей, причем горизонтальная направляющая двухкоординатного механизма базирования оптической головки совмещена с горизонтальной осью двухкоординатного механизма определения центра поперечного сечения измеряемой детали.
К причинам, препятствующим достижению заданного технического результата, относятся погрешности, возникающие из-за отличия формы внутренней поверхности измеряемой детали от формы идеального эллипса, а также тот факт, что в условиях высоких градиентов температур происходит температурная деформация направляющих механизма поиска центра, снижая точность измерения и надежность устройства. Использованный в данном устройстве метод для поиска центра - метод прямоугольника обладает низкой производительностью, что снижает быстродействие устройства.
Техническим результатом является повышение точности, быстродействия и надежности устройства
Указанный технический результат достигается тем, что в оптико-электронном устройстве для измерения размеров обечаек, содержащем оптическую головку, представляющую собой оптический дальномер, установленный на приводе вращения, соединенном с серводвигателем, установленную на перемещающем двухкоординатном механизме базирования оптической головки, соединенном с серводвигателями, двухкоординатный механизм определения центра поперечного сечения измеряемой детали и механизмы перемещения горизонтальной штанги и вертикальной направляющей, согласно изобретению двухкоординатный механизм определения центра поперечного сечения измеряемой детали состоит из двухкоординатного механизма базирования оптической головки и блока управления, который состоит из промышленного контроллера, управляющие выходы которого соединены с серводвигателями привода вращения, механизмами перемещения горизонтальной штанги и вертикальной направляющей и с входами сигнального процессора, вход которого подключен к оптическому дальномеру, и дисплеем, а входы промышленного контроллера при этом соединены с выходами сигнального процессора.
Исполнение двухкоординатного механизма определения центра поперечного сечения измеряемой детали, состоящего из двухкоординатного механизма базирования оптической головки и блока управления, позволяет упростить конструкцию устройства, исключив большое количество перемещающих механизмов и приводов, что значительно увеличивает надежность устройства.
Использование сигнального процессора, вход которого подключен к оптическому дальномеру, позволяет производить поиск центра спектральным методом, что позволяет повысить точность определения центра детали за счет снижения методической погрешности, возникающей из-за неправильной формы детали, что повышает точность измерения.
Использование блока управления, состоящего из промышленного контроллера, управляющие выходы которого соединены с серводвигателями привода вращения, механизмами перемещения горизонтальной штанги, вертикальной направляющей и с входами сигнального процессора, вход которого подключен к оптическому дальномеру, и дисплеем, а входы промышленного контроллера при этом соединены с выходами сигнального процессора позволяет ускорить процесс поиска центра за счет быстрых вычислений со стороны сигнального процессора, а также за счет использования похожих операций как для поиска центра, так и для снятия профилограммы, что положительно сказывается на быстродействии устройства.
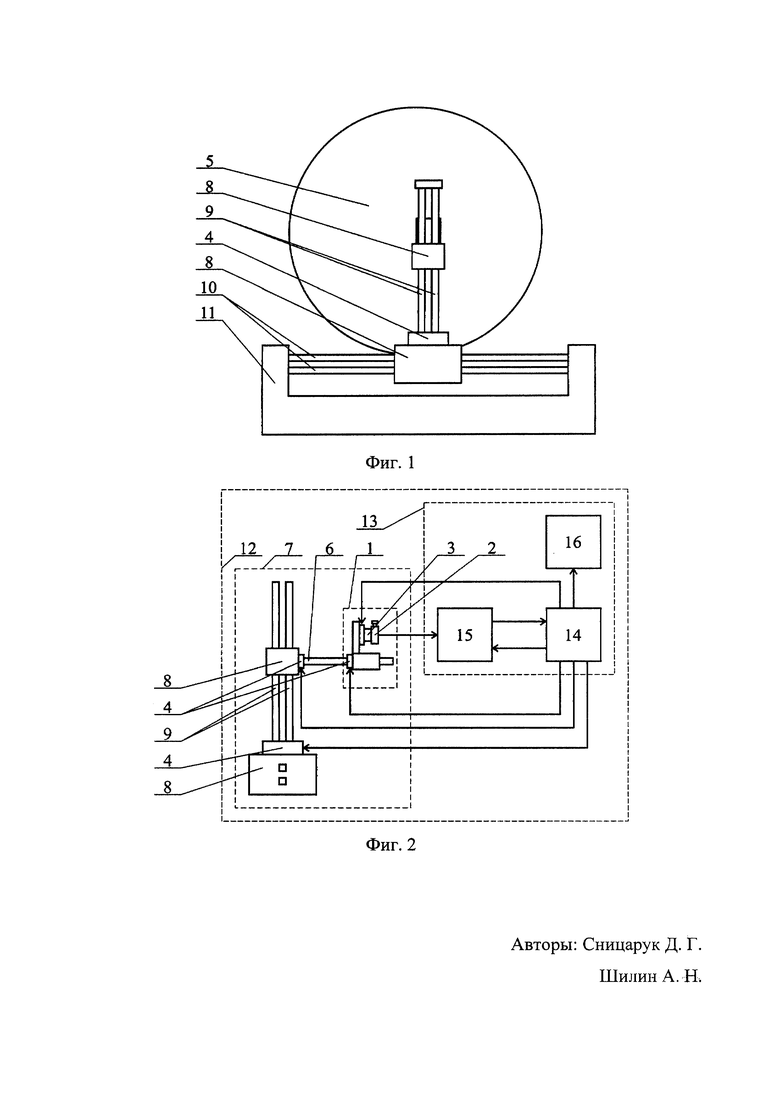
На фиг. 1 изображено оптико-электронное устройство для измерения размеров обечаек. На фиг. 2 изображен двухкоординатный механизм определения центра детали.
Оптико-электронное устройство для измерения размеров обечаек содержит оптическую головку 1, представляющую собой лазерный дальномер 2, установленный на приводе вращения 3, который соединен с серводвигателем 4. Оптическая головка 1 установлена с возможностью вращения в плоскости поперечного сечения измеряемой детали 5 на горизонтальной штанге 6 перемещающего двухкоординатного механизма базирования 7 оптической головки 1.
Горизонтальная штанга 6 посредством механизма перемещения 8, соединенного с серводвигателем 4, с возможностью перемещения установлена на вертикальной направляющей 9 двухкоординатного механизма базирования 7 оптической головки 1, перпендикулярно плоскости поперечного сечения измеряемой детали 5.
При этом вертикальная направляющая 9 посредством механизма перемещения 8, соединенного с серводвигателем 4, с возможностью перемещения установлена на горизонтальной направляющей 10, которая установлена на основании 11.
На основании 11 с возможностью перемещения размещен двухкоординатный механизм определения центра детали 12, состоящий из двухкоординатного механизма базирования оптической головки 7, соединенного с блоком управления 13, который состоит из промышленного контроллера 14, позволяющего в реальном времени управлять приводами по команде оператора, управляющие выходы которого соединены с серводвигателями 4 привода вращения 3, механизмами перемещения 8 горизонтальной штанги 6, вертикальной направляющей 9 и с входами сигнального процессора 15 для вычисления первой гармонической составляющей пространственной частоты поперечного профиля измеряемой детали 5, вход которого подключен к лазерному дальномеру 2 оптической головки 1, и дисплеем 16, при этом входы промышленного контроллера 14 соединены с выходами сигнального процессора 15.
Устройство работает следующим образом. Измеряемая деталь 5 устанавливается на оптико-электронное устройство для измерения размеров обечаек перпендикулярно к горизонтальной направляющей 10 так, чтобы оптическая головка 1, расположенная на горизонтальной штанге 6, оказалась внутри детали 5. От оператора на промышленный контроллер 14 приходит команда о запуске поиска центра детали 5. Поиск центра представляет собой предварительное снятие профилограммы из произвольной точки поперечного сечения детали с последующим вычислением координат центра. Предварительное снятие профилограммы осуществляется следующим образом.
Оператор подает на промышленный контроллер 14 команду о снятии профилограммы. В результате этого промышленный контроллер 14 выполняет следующие действия: подает управляющий сигнал на серводвигатель 4 привода вращения 3, заставляя его якорь повернуться на заданный угол, что поворачивает привод вращения 3 с закрепленным на нем оптическим дальномером 2 на такой же угол, затем сигнальным процессором 15 показания с лазерного дальномера 2 считываются и сохраняются в памяти. Указанные действия продолжаются, пока привод вращения 4 не сделает полный круг. После этого в памяти устройства находится двумерный массив данных, содержащий показания лазерного дальномера 2 в зависимости от угла поворота якоря привода вращения 3. После этого сигнальный процессор 15 вычисляет координаты центра измеряемой детали 5. Для этого сначала вычисляется действительная Re и мнимая Im части комплексного значения первой гармоники по следующим формулам:
 ;
;  ,
,
где N - число отсчетов профилограммы;
rn - радиус вектор отсчета, м;
ϕn - угол отсчета, рад;
n - номер отсчета.
После чего вычисляется амплитуда М и фаза Р первой гармоники:
По найденным значениям амплитуды М и фазы Р первой гармоники определяется значение смещения по горизонтали dx и по вертикали dy:
 ;
; 
После нахождения центра происходит выставление оптической головки 1 в найденные координаты центра. Для этого оператором на промышленный контроллер 14 подается команда о выставлении оптической головки 1 в координаты центра измеряемой детали 5, в результате чего промышленный контроллер 14 подает управляющие сигналы на серводвигатель 4 механизма перемещения 8 вертикальной направляющей 9. В результате этого его якорь начинает вращаться, что приводит в движение механизм перемещения 8 вертикальной направляющей 9 по горизонтальной направляющей 10 двухкоординатного механизма базирования 7 оптической головки 1. Пройденное расстояние вычисляется промышленным контроллером 14 и равняется dx. Когда это расстояние станет равным dx, произойдет остановка вращения якоря серводвигателя 4. После этого с промышленного контроллера 14 поступают управляющие импульсы на серводвигатель 4 механизма: перемещения 8 горизонтальной штанги 6 по вертикальной направляющей 9 двухкоординатного механизма базирования 7. Его якорь начинает вращаться, что приводит к перемещению горизонтальной штанги 6. Пройденное расстояние вычисляется промышленным контроллером 14 и равняется dy. Когда это расстояние станет равным dy, произойдет остановка вращения якоря серводвигателя 4.
После выставления оптической головки в центр измеряемой детали 5 происходит окончательное снятие профилограммы, полностью идентичное предварительному, за исключением того, что после снятия профилограммы происходит отображение результатов измерения на дисплей 16 с помощью промышленного контроллера 14.
Таким образом, выполнение двухкоординатного механизма определения центра поперечного сечения измеряемой детали 12 состоящим из двухкоординатного механизма базирования оптической головки 7 и блока управления 13, который состоит из промышленного контроллера 15, управляющие выходы которого соединены с серводвигателями 4 привода вращения 3, механизмами перемещения 8 горизонтальной штанги 6 и вертикальной направляющей 9 и с входами сигнального процессора 15, вход которого подключен к лазерному дальномеру 2 оптической головки 1, и дисплеем 16, а входы промышленного контроллера 15 при этом соединены с выходами сигнального процессора 16, обеспечивает увеличение точности измерения, быстродействия и повышение надежности заявляемого оптико-электронного устройства для измерения размеров обечаек.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНОЕ ОПТИКО-ЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ ОБЕЧАЕК | 1990 |
|
RU1786936C |
| ОПТИКО-ЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ ОБЕЧАЕК | 1991 |
|
RU2044269C1 |
| ОПТИКО-ЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ ОБЕЧАЕК ДЕТАЛЕЙ | 1991 |
|
RU2054625C1 |
| ГОЛОНОМНЫЙ СВАРОЧНЫЙ ТРАКТОР | 2018 |
|
RU2698015C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |
| ОПТИКО-ЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ФОРМЫ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2100777C1 |
| Робот-опрыскиватель для садоводства | 2022 |
|
RU2790688C1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| ПОДЪЕМНОЕ УСТРОЙСТВО | 2024 |
|
RU2835700C1 |
| Мобильный робот-опрыскиватель плодовых деревьев и кустарников | 2022 |
|
RU2794786C1 |
Изобретение относится к оптическим устройствам для измерения и контроля, а именно к устройствам для измерения геометрических параметров нагретых изделий, и может быть использовано при производстве обечаек. Оптико-электронное устройство для определения размера обечаек содержит двухкоординатный механизм определения центра поперечного сечения измеряемой детали, который состоит из двухкоординатного механизма базирования оптической головки и блока управления, который состоит из промышленного контроллера, управляющие выходы которого соединены с серводвигателями привода вращения, механизмами перемещения горизонтальной штанги и вертикальной направляющей и с входами сигнального процессора, вход которого подключен к оптическому дальномеру, и дисплеем, а входы промышленного контроллера при этом соединены с выходами сигнального процессора. Технический результат - повышение точности, быстродействия, надежности устройства. 2 ил.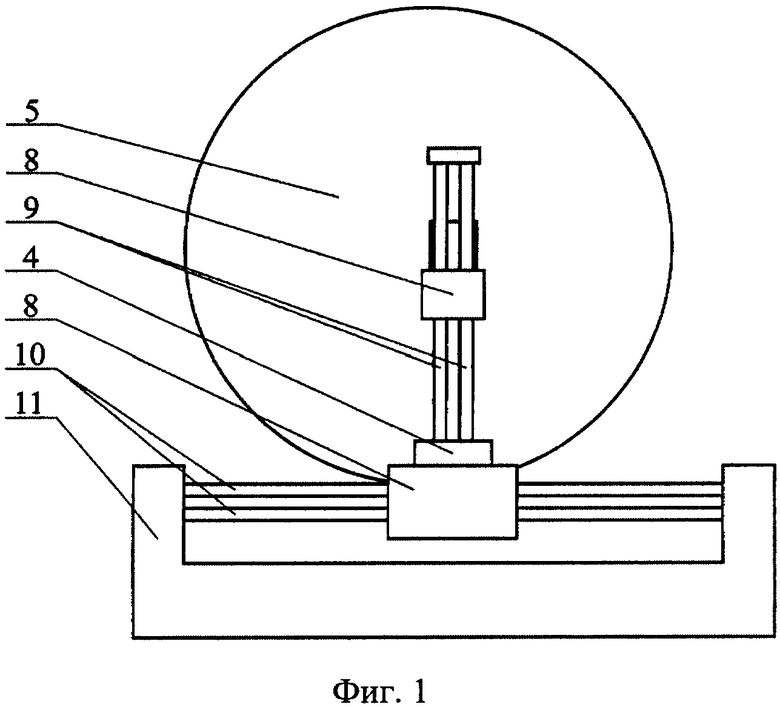
Оптико-электронное устройство для измерения размеров обечаек, содержащее оптическую головку, представляющую собой оптический дальномер, установленный на приводе вращения, соединенном с серводвигателем, установленную на перемещающем двухкоординатном механизме базирования оптической головки, соединенном с серводвигателями, двухкоординатный механизм определения центра поперечного сечения измеряемой детали и механизмы перемещения горизонтальной штанги и вертикальной направляющей, отличающееся тем, что двухкоординатный механизм определения центра поперечного сечения измеряемой детали состоит из двухкоординатного механизма базирования оптической головки и блока управления, который состоит из промышленного контроллера, управляющие выходы которого соединены с серводвигателями привода вращения, механизмами перемещения горизонтальной штанги и вертикальной направляющей и с входами сигнального процессора, вход которого подключен к оптическому дальномеру, и дисплеем, а входы промышленного контроллера при этом соединены с выходами сигнального процессора.
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2181190C2 |
| 0 |
|
SU159150A1 | |
| RU 94000559 A1, 20.09.1995 | |||
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2054624C1 |

