Изобретение относится к области цветной металлургии, в частности к устройствам управления тепловым режимом непрерывного литья и прессования.
Известно устройство для непрерывного литья и прессования металла методом конформ, включающее печь-миксер с питателем и дозатором, кристаллизатор, выполненный в виде диска с возможностью вращения в горизонтальной плоскости, имеющий кольцевую канавку на верхней части диска и сопрягающийся с ней неподвижный дугообразный сегмент с матрицей и с выступом, перекрывающим поперечное сечение кольцевой канавки (Сергеев В.М. Непрерывное литье-прессование цветных металлов: проблемы цветной металлургии / В.М. Сергеев, Ю.В. Горохов, В.В. Соболев [и др.] – М.: Металлургия, 1990. - 85 с.).
Данное устройство позволяет получать пресс-изделия из цветных металлов и сплавов, непрерывным, совмещенным процессом литья и прессования методом конформ. Однако во время кристаллизации расплавленного металла в кольцевой канавке диска и при последующем прессовании выделяется значительное количество тепла, часть которого необходимо удалить для создания изотермических условий при реализации непрерывного процесса литья и прессования. В противном случае непостоянная температура пресс-изделия на выходе из канала матрицы приводит к разбросу механических свойств и искажению геометрии по длине и поперечному сечению пресс-изделий, что снижает качество продукции. Следует отметить, что при достижении температуры, близкой к температуре плавления прессуемого металла, происходит разрушение пресс-изделия, что является окончательным браком. Кроме того, повышенная температура прессования снижает прочность инструмента, что приводит к его преждевременным поломкам. Одним из эффективных способов решения данной проблемы является принудительное охлаждение как прессового инструмента, так и самого профиля (Довженко Н.Н. Прессование алюминиевых сплавов: моделирование и управление тепловыми условиями: монография / Н.Н. Довженко, С.В. Беляев, С.Б. Сидельников [и др.]. - Красноярск: ИПК СФУ, 2009. - 256 с.).
Наиболее близким по совокупности существенных признаков является устройство для охлаждения установки непрерывного литья-прессования металлов, содержащее колесо-кристаллизатор с кольцевой канавкой, которая вверху сопряжена с неподвижным дугообразным сегментом, заканчивающимся выступом, перекрывающим поперечное сечение канавки, и установленную перед выступом пресс-матрицу, коллектор для охлаждения дна кристаллизатора, устройство дополнительно снабжено коллекторами, один из которых охватывает внутреннюю и наружную поверхности колеса-кристаллизатора, а другой установлен на верхней поверхности дугообразного сегмента (Патент на полезную модель 111784 Российская Федерация, МПК В21С 25/00, В21С 23/08, заявл. 04.08.2011; опубл. 27.12.2011 г., бюл. №36).
Данное устройство принимаем за прототип. Известное устройство обеспечивает управление тепловыми условиями непрерывного процесса литья-прессования за счет принудительного охлаждения. Однако известное устройство обладает следующими недостатками:
1. Колесо-кристаллизатор последовательно проходит различные по интенсивности тепловыделения зоны, одна из которых зона кристаллизации деформируемого металла, расположенная между дозатором и дугообразным сегментом. Температура кристаллизатора с каждым оборотом растет и количество тепла, которое необходимо отводить от кристаллизатора, меняется, поэтому в данной зоне необходимо создавать различные условия теплообмена, изменение теплоотвода в известном устройстве не предусмотрено.
Основной задачей изобретения является управление тепловым процессом в момент кристаллизации металла или сплава с момента холодного пуска до наступления установившегося теплового режима работы установки при изменяющихся температурных условиях во времени.
Для решения поставленной задачи устройство для непрерывного литья и прессования цветных металлов и сплавов, содержащее корпус, дозатор, основание дозатора, колесо-кристаллизатор с кольцевой канавкой, которая сверху сопряжена с неподвижным дугообразным сегментом, заканчивающимся выступом, перекрывающим поперечное сечение канавки, пресс-матрицу, установленную перед выступом, коллектор для охлаждения кристаллизатора, снабжено дугообразной направляющей, закрепленной посредством подпружиненных П-образных креплений на корпусе в зоне заливки расплава в колесо-кристаллизатор, электродвигателем, установленным на основании дозатора и соединенным посредством шестерни с выполненными на корпусе устройства зубьями, датчиком температуры, установленным на неподвижном дугообразном сегменте, и контроллером, соединенным с датчиком температуры, при этом дозатор выполнен с возможностью перемещения по дугообразной направляющей посредством закрепленных на основании дозатора роликов.
На основании показаний сигналов температуры, поступающей в контроллер с датчика, выбирается перемещение дозатора в соответствии со следующей зависимостью: Т=tтекущая-(tсолидуса-2),
где: Н - коэффициент направления перемещения;
tтекущая - температура металла, замеряемая датчиком;
tсолидуса - температура обрабатываемого металла, при которой металл или сплав находится в полностью твердом состоянии, данная информация предварительно вносится в контроллер.
Конструктивные особенности заявляемого устройства по сравнению с прототипом, характеризующиеся отличительными признаками, обеспечивают термостабильную работу установки в начальный момент работы после холодного пуска.
Направление вращения выбирается в соответствии со следующей зависимостью: Н=tтекущая-(tсолидуса-2),
где: Н - коэффициент направления перемещения;
tтекущая - температура металла, замеряемая датчиком;
tсолидуса - температура обрабатываемого металла, при которой металл или сплав находится в твердом состоянии, данная информация предварительно вносится в контроллер.
Если Н=0 - дозатор не движется;
если Н>0 - необходимо увеличить длину дуги кристаллизующегося металла путем движения дозатора в сторону от неподвижного дугообразного сегмента;
если Н<0 - необходимо уменьшить длину дуги кристаллизующегося металла путем движения дозатора в сторону неподвижного дугообразного сегмента.
За счет шестеренчатой передачи, сопряженной с зубьями корпуса, обеспечивается надежное сцепление дозатора.
Таким образом, между отличительными признаками и решаемой задачей существует причинно-следственная связь.
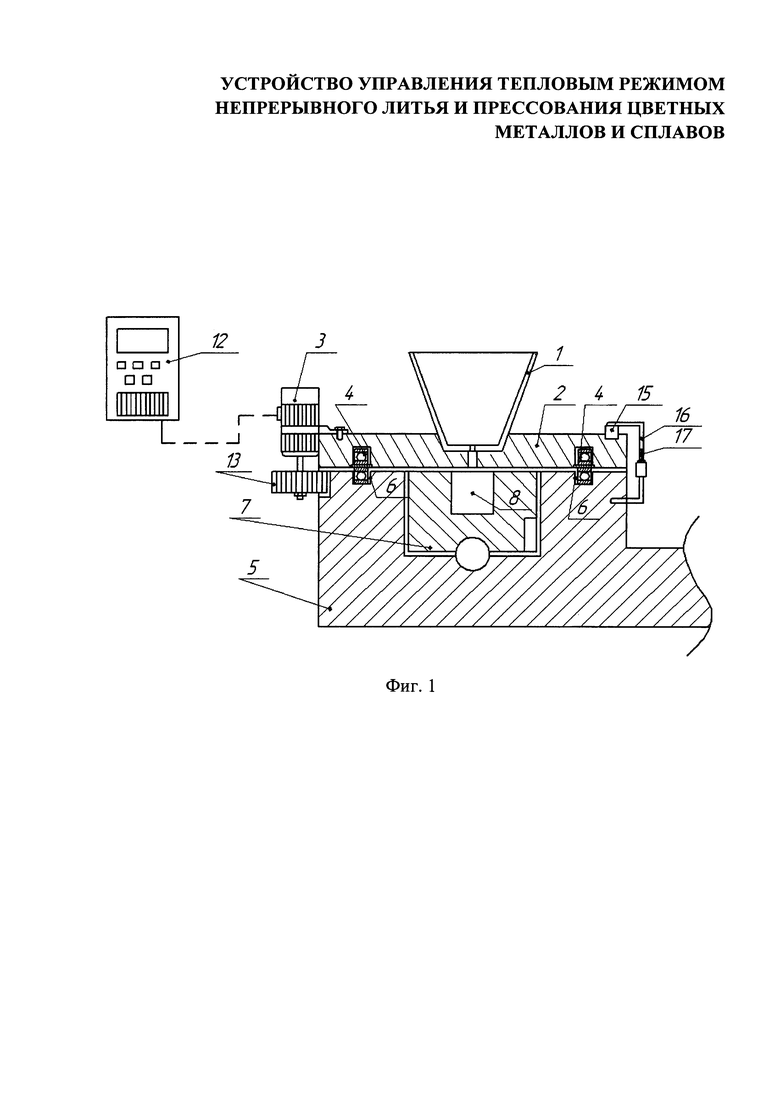
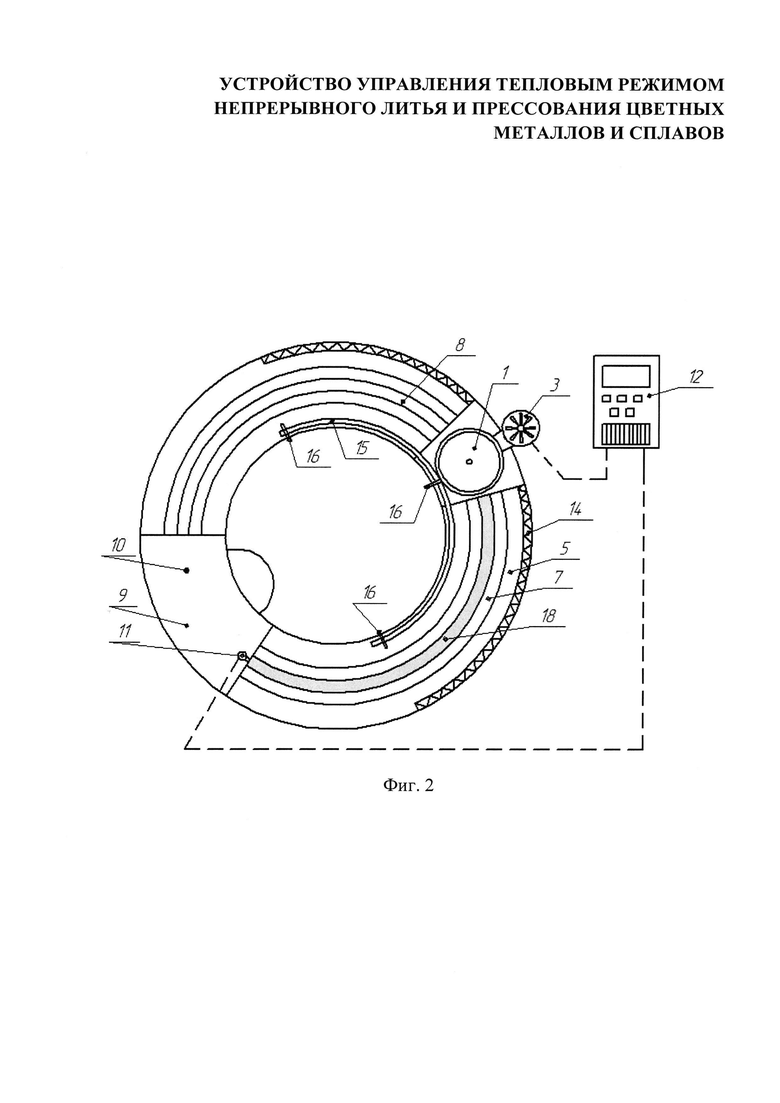
Сущность изобретения поясняется графическими материалами. На фиг. 1 и 2 показана схема предлагаемого устройства;
Заявляемое устройство для непрерывного литья и прессования цветных металлов и сплавов методом конформ включает дозатор 1, основание дозатора 2 с установленным на нем электроприводом 3 и роликами 4, позволяющими изменять положение дозатора 1, на корпусе установки 5 выполнен желоб 6 для роликов 4, кристаллизатор 7, выполненный в виде диска с возможностью вращения в горизонтальной плоскости, имеющий кольцевую канавку 8 на верхней части диска, и сопрягающийся с ней неподвижный дугообразный сегмент 9 с матрицей 10. На дугообразном сегменте 9 установлен датчик температуры 11, соединенный с контроллером 12, связанный с электроприводом 3, который соединен посредством шестерни 13 с зубьями 14, выполненными на корпусе устройства, дугообразную направляющую 15, закрепленную на корпусе П-образными креплениями 16 с пружинами 17.
Работает устройство следующим образом.
Во время работы предлагаемого устройства приводится во вращение кристаллизатор 7. Расплавленный металл из печи-миксера с питателем (на чертеже не показаны) поступает в дозатор 1 и далее заливается в кольцевую канавку 8, выполненную на верхней части диска кристаллизатора 7. За время движения до неподвижного дугообразного сегмента 9 расплавленный металл 18 охлаждается, кристаллизируется и принимает форму поперечного сечения кольцевой канавки 8, после чего поступает под неподвижный дугообразный сегмент 9, где под действием активных сил контактного трения металл деформируется и происходит его выдавливание в проволоку, через матрицу 10. Длина дуги кристаллизации металла регулируется контроллером 12, смещая дозатор 1 электроприводом 3, установленным на основании дозатора 2, в зависимости от температуры, регистрируемой на датчике температуры 11 либо в сторону неподвижного дугообразного сегмента 9, либо в противоположную сторону. При регистрации изменения температуры на датчике температуры 11 электроприводом 3 приводится в движение шестеренка 13, которая сопряжена с зубьями на корпусе 14, после чего основание дозатора 2 движется на роликах 4 по желобу 6, выполненному в корпусе 5, вдоль дугообразной направляющей 15, которая закреплена на корпусе 5 П-образными креплениями 16. Таким образом, в заявляемом устройстве реализуется управление тепловым режимом в установке непрерывного литья и прессования цветных металлов и сплавов.
Предлагаемое устройство позволяет управлять тепловым режимом работы установки при холодном пуске, в период изменения температуры всей установки во времени, достичь стационарного теплового режима и повысить его надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья и прессования цветных металлов и сплавов | 2016 |
|
RU2693407C2 |
| Установка для непрерывного литья и прессования металлов | 2020 |
|
RU2736995C1 |
| Устройство для непрерывного литья и прессования | 2018 |
|
RU2711276C1 |
| Установка для горизонтального непрерывного литья и прессования металла методом конформ | 2018 |
|
RU2709309C1 |
| Способ управления совмещенным процессом непрерывного литья-прессования | 1988 |
|
SU1572744A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2014 |
|
RU2556264C1 |
| Устройство для литья лент из цветных металлов и сплавов | 1990 |
|
SU1759537A1 |
| Установка для непрерывного литья, прокатки и прессования металла | 2020 |
|
RU2792327C2 |
| Установка непрерывного литья | 1980 |
|
SU908493A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ МЕТАЛЛА | 1995 |
|
RU2100136C1 |
Изобретение относится к области цветной металлургии, в частности к устройствам управления тепловым режимом непрерывного литья и прессования. Устройство непрерывного литья и прессования цветных металлов и сплавов содержит корпус, дозатор, основание дозатора, колесо-кристаллизатор с кольцевой канавкой, которая сверху сопряжена с неподвижным дугообразным сегментом, заканчивающимся выступом, перекрывающим поперечное сечение канавки, пресс-матрицу, установленную перед выступом, коллектор для охлаждения кристаллизатора. Оно снабжено дугообразной направляющей, закрепленной посредством подпружиненных П-образных креплений на корпусе в зоне заливки расплава в колесо-кристаллизатор, электродвигателем, установленным на основании дозатора и соединенным посредством шестерни с выполненными на корпусе устройства зубьями, датчиком температуры, установленным на неподвижном дугообразном сегменте, и контроллером, соединенным с датчиком температуры, при этом дозатор выполнен с возможностью перемещения по дугообразной направляющей посредством закрепленных на основании дозатора роликов. Обеспечивается стабильность и точность управления. 2 ил.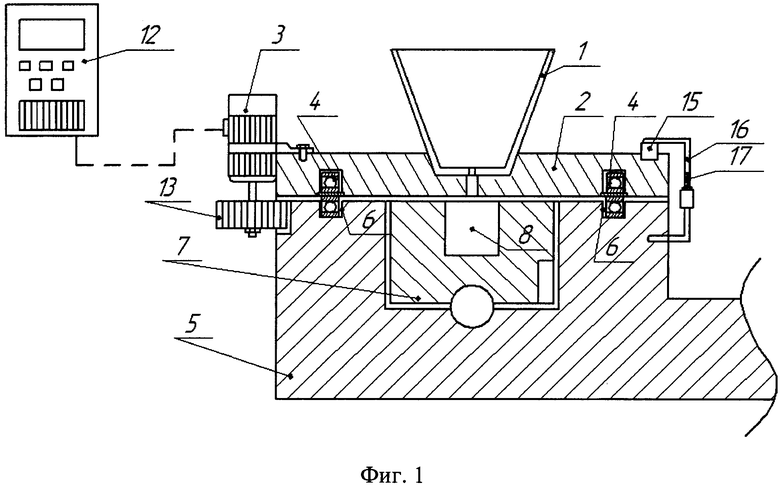
Устройство для непрерывного литья и прессования цветных металлов и сплавов, содержащее корпус, дозатор, основание дозатора, колесо-кристаллизатор с кольцевой канавкой, которая сверху сопряжена с неподвижным дугообразным сегментом, заканчивающимся выступом, перекрывающим поперечное сечение канавки, пресс-матрицу, установленную перед выступом, коллектор для охлаждения кристаллизатора, отличающееся тем, что оно снабжено дугообразной направляющей, закрепленной посредством подпружиненных П-образных креплений на корпусе в зоне заливки расплава в колесо-кристаллизатор, электродвигателем, установленным на основании дозатора и соединенным посредством шестерни с выполненными на корпусе устройства зубьями, датчиком температуры, установленным на неподвижном дугообразном сегменте, и контроллером, соединенным с датчиком температуры, при этом дозатор выполнен с возможностью перемещения по дугообразной направляющей посредством закрепленных на основании дозатора роликов.
| Погрузочно-разгрузочное приспособление для штучных грузов к подвесному подъемно-транспортному оборудованию, например, тельферам, преимущественно для трюмов судов | 1957 |
|
SU111784A1 |
| Аппарат для трипсинизации | 1958 |
|
SU119659A1 |
| 0 |
|
SU156614A1 | |
| US 4754802 A1, 05.07.1988. | |||

