Изобретение относится к области машиностроения и может быть использовано в узлах крепления на валах вращающихся деталей (зубчатых колес, звездочек, шкивов и т.п.).
Известны разновидности стопорных шайб для круглых шлицевых гаек, используемых в различных узлах для осевой фиксации подшипников, зубчатых и червячных колес, звездочек, шкивов и других деталей на вращающихся валах (П.И. Орлов, «Основы конструирования». Справочно-методическое пособие. Книга 3. Москва, Машиностроение, 1977 г., стр. 318, рис. 660).
Недостатком данных шайб является расположение отогнутой внутренней лапки шайбы внутри посадочного диаметра шайбы, что вызывает необходимость выполнять на охватываемой детали паз, в который заводится отогнутая внутренняя лапка шайбы, что усложняет изготовление охватываемой детали, увеличивает время и стоимость ее изготовления.
Известны шайбы стопорные многолапчатые, у которых наружные лапки расположены по всему периметру наружного диаметра шайбы (ГОСТ 8530-90, С. 13).
Недостатком данных шайб также является расположение отогнутой внутренней лапки шайбы внутри посадочного диаметра шайбы, что вызывает необходимость выполнять на охватываемой детали паз, в который заводится отогнутая внутренняя лапка шайбы, что усложняет изготовление охватываемой детали, увеличивает время и стоимость её изготовления.
Наиболее близким техническим решением являются шайбы стопорные многолапчатые по ГОСТ 11872-89.
Шайбы содержат шесть неравномерно расположенных по окружности наружных лапок, отогнутых от плоскости шайбы на 25°, и одну внутреннюю лапку, расположенную напротив одной из наружных лапок и отогнутую на 90° от плоскости шайбы в одну сторону с наружными лапками.
Недостатком данных шайб является расположение отогнутой внутренней лапки шайбы внутри посадочного диаметра шайбы, что вызывает необходимость выполнять на охватываемой детали паз, в который заводится отогнутая внутренняя лапка шайбы, что усложняет изготовление охватываемой детали, увеличивает время и стоимость её изготовления. Кроме того, такие шайбы невозможно фиксировать относительно охватывающей детали, имеющей шпоночный паз. Посадочный диаметр шайбы выбирается по диаметру резьбы круглой шлицевой гайки и при установке центрируется по резьбе охватываемой детали. Отогнутая внутренняя лапка располагается внутри посадочного диаметра шайбы и соответственно ниже шпоночного паза охватывающей детали и посадочного диаметра охватываемой детали, который обычно на 0.5-2 мм больше диаметра резьбы (П.И. Орлов, «Основы конструирования». Справочно-методическое пособие. Книга 2. Москва, Машиностроение, 1977 г., стр. 234 и стр. 235, рис. 251, б).
Использовать для этой цели одну из наружных лапок, отогнув её на 90°, также невозможно, т.к. она будет располагаться выше шпоночного паза охватывающей детали. В связи с этим на резьбе охватываемой детали всегда необходимо выполнять паз, в который заводится отогнутая внутренняя лапка шайбы, что усложняет изготовление охватываемой детали, увеличивает время и стоимость её изготовления. Таким образом, шайбы стопорные многолапчатые по ГОСТ 11872-89 всегда фиксируются относительно охватываемой детали, а круглая шлицевая гайка стопорится отгибом одной из наружных лапок в шлиц гайки (фиг. 2).
Технической задачей настоящего изобретения является выполнение отогнутой внутренней лапки шайбы вне посадочного диаметра шайбы, что при использовании шайбы при фиксации шпоночных соединений упрощает конструкцию охватываемой детали, снижает время и стоимость ее изготовления.
Решение технической задачи достигается тем, что в стопорной многолапчатой шайбе для фиксации узла шпоночного соединения, включающего охватываемую деталь, охватывающую деталь, со шпоночным пазом, круглую шлицевую гайку и шпонку, содержащую шесть неравномерно расположенных по окружности наружных лапок шириной b, отогнутых от плоскости шайбы на 25°, и одну внутреннюю лапку шириной b, расположенную напротив одной из наружных лапок и отогнутую на 90° от плоскости шайбы, одна наружная лапка выполнена шириной b1=3.5b без отгиба от плоскости шайбы с пазом, в котором расположена внутренняя лапка, отогнутая от плоскости шайбы в сторону, противоположную отгибу упомянутых наружных лапок, каждая из которых выполнена с возможностью отгиба в шлиц гайки, при этом ширина паза равна b2=2b, длина которого ограничена радиусом R=(d1+1.5)/2+b, а расстояние от посадочного диаметра d1 шайбы до отогнутой части внутренней лапки больше посадочного диаметра шайбы и составляет l=d1+0.75+b-2.5s, где d1 - посадочный диаметр шайбы, s - толщина шайбы, b - глубина шпоночного паза охватывающей детали.
Технический результат достигается тем, что выполнение в предлагаемой шайбе одной из наружных лапок шириной b1=3,5b без отгиба от плоскости шайбы с пазом шириной b2=2b и длиной, ограниченной радиусом R=(d1+1.5)/2+b, с расположенной в нем внутренней лапкой, отогнутой от плоскости шайбы в сторону, противоположную отгибу наружных лапок на расстояние от посадочного диаметра d1 шайбы до отогнутой части внутренней лапки, большее посадочного диаметра шайбы и составляющее l=d1+0.75+b-2.5s, обеспечивает фиксацию шайбы в шпоночном пазу охватывающей детали отогнутой внутренней лапкой, стопорение круглой шлицевой гайки осуществляется отгибом одной из наружных лапок в шлиц гайки и упрощает конструкцию охватываемой детали, снижая время и стоимость ее изготовления.
Таким образом, заявляемое устройство соответствует критерию «новизна».
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями, не выявило в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию «существенные отличия».
Техническое решение поясняется чертежами.
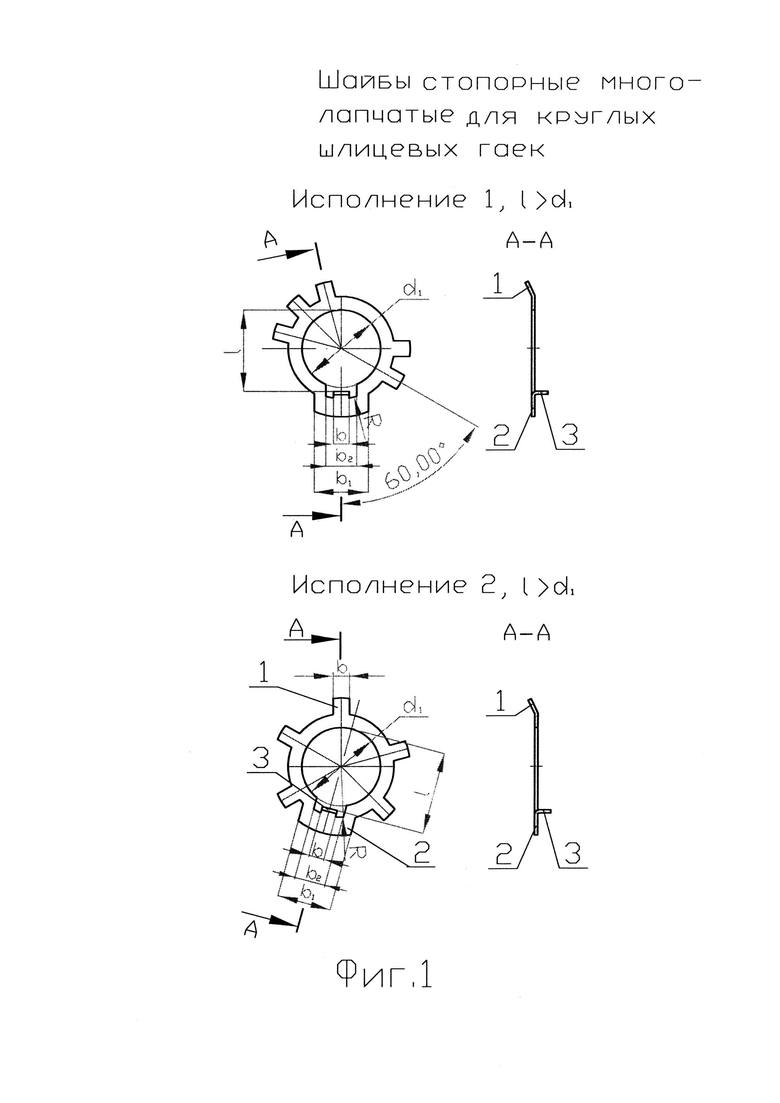
На фиг. 1 изображены исполнения 1 и 2 предлагаемой шайбы.
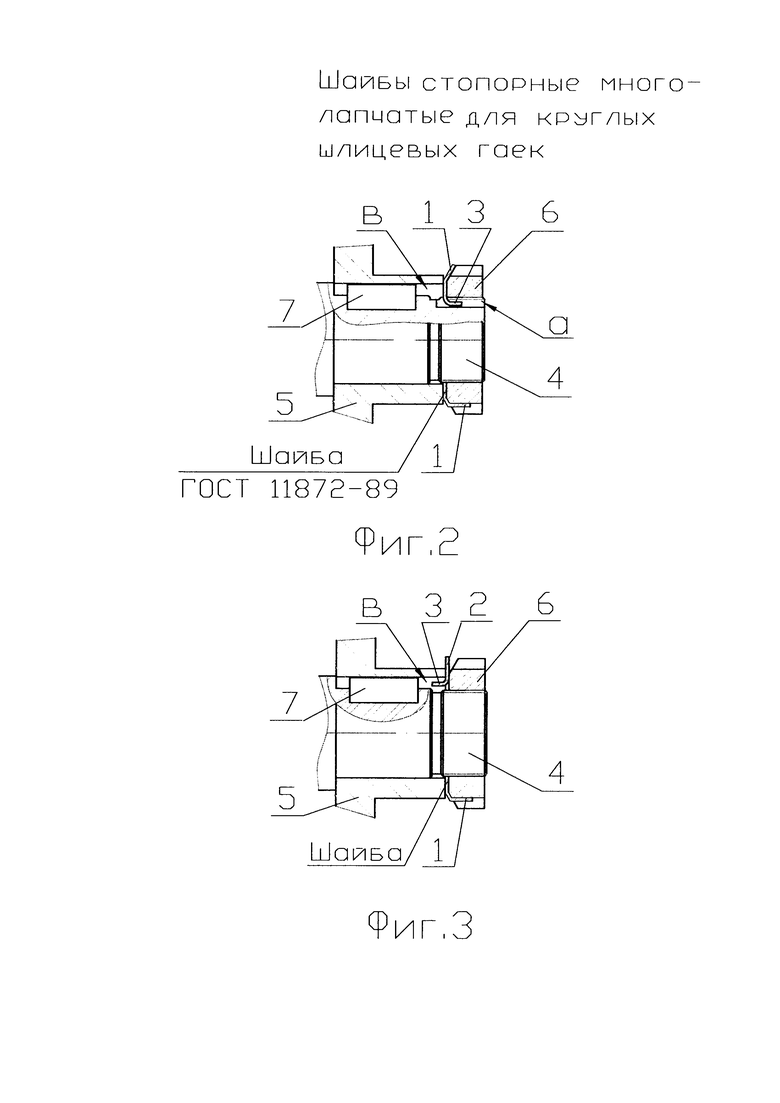
На фиг. 2 изображен пример использования шайбы по ГОСТ 11872-89 при фиксации шпоночного соединения.
На фиг. 3 изображен пример использования предлагаемой шайбы при фиксации шпоночного соединения.
Каждая из предлагаемых стопорных многолапчатых шайб содержит шесть неравномерно расположенных по окружности наружных лапок. Пять лапок 1 шириной b (b - по ГОСТ 11872-89) отогнуты от плоскости шайбы на 25°, шестая лапка 2 выполнена шириной b1=3,5b без отгиба от плоскости шайбы и имеет паз, в котором расположена внутренняя лапка 3 шириной b, отогнутая на 90° от плоскости шайбы в сторону, противоположную отгибу наружных лапок. Ширина паза равна b2=2b, а его длина ограничена радиусом R=(d1+1.5)/2+b.
Расстояние от посадочного диаметра шайбы до отогнутой части внутренней лапки составляет l=d1+0.75+t2-2.5s, где d1 - посадочный диаметр шайбы по ГОСТ 11872-89, s - толщина шайбы по ГОСТ 11872-89, t2 - глубина шпоночного паза охватывающей детали, определяемая по таблице 2 ГОСТ 23360-78 («Соединения шпоночные с призматическими шпонками») для охватывающей детали. Все остальные размеры шайбы полностью соответствуют ГОСТ 11872-89. Взаимное угловое расположение лапок шайбы Исполнения 1 (кроме углового положения внутренней лапки относительно соседней наружной лапки) соответствуют ГОСТ 11872-89, а взаимное угловое расположение лапок шайбы Исполнения 2 полностью соответствуют ГОСТ 11872-89 (Фиг. 1).
Узел шпоночного соединения, в котором применяется шайба, состоит из охватываемой детали 4 (вал), охватывающей детали 5 с шпоночным пазом (ступица зубчатого колеса, звездочки, шкива и т.п.), круглой шлицевой гайки 6 и шпонки 7.
При установке шайбы по ГОСТ 11872-89 охватываемая деталь 4 обязательно должна иметь паз «а». Имеющийся в охватывающей детали 5 шпоночный паз «в» не может быть использован, потому что отогнутая внутренняя лапка 3 располагается внутри посадочного диаметра шайбы и размер «l» шайбы меньше диаметра резьбы, и соответственно отогнутая внутренняя лапка 3 располагается ниже шпоночного паза охватывающей детали 5 и посадочного диаметра охватываемой детали 4. Поэтому отогнутая на 90° внутренняя лапка 3 вводится в паз «а» охватываемой детали 4 и обеспечивает относительно нее фиксацию шайбы, а стопорение круглой шлицевой гайки 6 осуществляется отгибом одной из наружных лапок 1 в шлиц гайки 6 (Фиг. 2).
При установке предлагаемой шайбы необходимость в обязательном выполнении паза «а» в охватываемой детали 4 отпадает. Отогнутая на 90° внутренняя лапка 3 имеет размер «l» больший, чем диаметр резьбы и посадочный диаметр охватываемой детали 4, легко вводится в шпоночный паз «в» охватывающей детали 5 и обеспечивает относительно нее фиксацию шайбы, а стопорение круглой шлицевой гайки 6 осуществляется отгибом одной из наружных лапок 1 в шлиц гайки 6 (Фиг. 3). При этом все размеры шайбы, кроме заявленных в формуле, и взаимное угловое расположение всех лапок, кроме одного в Исполнении 1, соответствуют ГОСТ 11872-89, что создает предпосылки для стандартизации предлагаемого решения.
Таким образом, выполнение в предлагаемой шайбе одной из наружных лапок шириной b1=3.5b без отгиба от плоскости шайбы с пазом шириной b2=2b и длиной, ограниченной радиусом R=(d1+1.5)/2+t2, с расположенной в нем внутренней лапкой, отогнутой от плоскости шайбы в сторону, противоположную отгибу наружных лапок на расстояние l=d1+0.75+t2-2.5s большее, чем посадочный диаметр d1 шайбы, обеспечивает фиксацию шайбы в шпоночном пазу охватывающей детали отогнутой внутренней лапкой, а стопорение круглой шлицевой гайки осуществляется отгибом одной из наружных лапок в шлиц гайки и упрощает конструкцию охватываемой детали шпоночного соединения, снижая время и стоимость ее изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовое соединение | 1989 |
|
SU1765559A1 |
| УЗЕЛ СОЕДИНЕНИЯ СТАТОРНЫХ ДЕТАЛЕЙ ПАРОВОЙ ТУРБИНЫ | 1999 |
|
RU2166101C2 |
| Устройство для дистанционного извлечения многолапчатых шайб | 1979 |
|
SU895640A1 |
| Способ обработки шлицевых отверстий | 1986 |
|
SU1324832A1 |
| Приспособление против самоотвинчивания гаек | 1924 |
|
SU7193A1 |
| Узел осевой фиксации детали на шлицевом участке вала | 1989 |
|
SU1732047A1 |
| КРЕПЁЖНАЯ КЛИПСА | 2003 |
|
RU2215102C1 |
| Способ фрезерования криволинейных зубцов на конических шестернях по принципу качения и на фрезерный станок для осуществления этого способа | 1924 |
|
SU7192A1 |
| Устройство для фиксации гайки | 1975 |
|
SU549608A1 |
| САМОСТОПОРЯЩАЯ ЦАНГОВАЯ ГАЙКА | 2020 |
|
RU2743494C1 |
Изобретение относится к области машиностроения и может быть использовано в узлах крепления на валах вращающихся деталей (зубчатых колес, звездочек, шкивов и т.п.). Шайба стопорная многолапчатая для фиксации узла шпоночного соединения, включающего охватываемую деталь, охватывающую деталь, имеющую шпоночный паз, круглую шлицевую гайку и шпонку, содержит наружную лапку, выполненную шириной b1=3.5b без отгиба от плоскости шайбы с пазом, в котором расположена внутренняя лапка, отогнутая от плоскости шайбы в сторону, противоположную отгибу упомянутых наружных лапок, каждая из которых выполнена с возможностью отгиба в шлиц гайки. Ширина b2 паза равна b2=2b, длина которого ограничена радиусом R=(d1+1.5)/2+t2, а расстояние от посадочного диаметра d1 шайбы до отогнутой части внутренней лапки больше посадочного диаметра шайбы и составляет l=d1+0.75+t2-2.5s, где d1 - посадочный диаметр шайбы, s - толщина шайбы, b - глубина шпоночного паза охватывающей детали. Технический результат заключается в упрощении конструкции охватываемой детали, снижении времени ее изготовления за счет выполнения отогнутой внутренней лапки шайбы вне посадочного диаметра шайбы. 3 ил.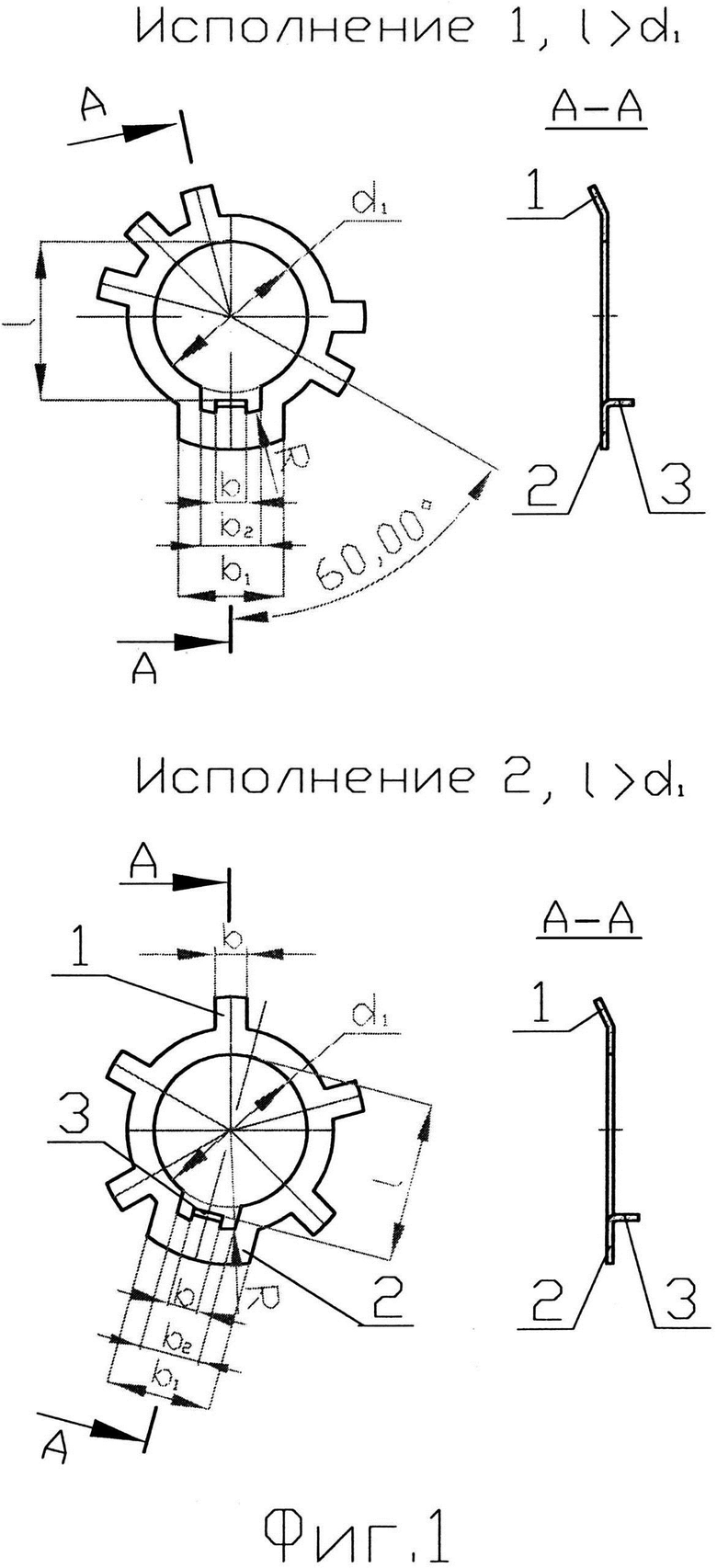
Шайба стопорная многолапчатая для фиксации узла шпоночного соединения, включающего охватываемую деталь, охватывающую деталь, имеющую шпоночный паз, круглую шлицевую гайку и шпонку, содержащая шесть неравномерно расположенных по окружности наружных лапок шириной b, отогнутых от плоскости шайбы на 25 градусов, и одну внутреннюю лапку шириной b, расположенную напротив одной из наружных лапок и отогнутую на 90 градусов от плоскости шайбы, отличающаяся тем, что она содержит наружную лапку, выполненную шириной b1=3,5b без отгиба от плоскости шайбы с пазом, в котором расположена внутренняя лапка, отогнутая от плоскости шайбы в сторону, противоположную отгибу упомянутых наружных лапок, каждая из которых выполнена с возможностью отгиба в шлиц гайки, при этом ширина паза равна b2=2b, длина которого ограничена радиусом R=(d1+1,5)/2+t2, а расстояние от посадочного диаметра d1 шайбы до отогнутой части внутренней лапки больше посадочного диаметра шайбы и составляет l=d1+0,75+t2-2,5s, где d1 - посадочный диаметр шайбы, s -толщина шайбы, b - глубина шпоночного паза охватывающей детали.
| Терморегулятор для электрических нагревательных приборов | 1928 |
|
SU11872A1 |
| Шайбы стопорные многолапчатые, Москва, Стандартинформ, 2006 | |||
| ШАЙБА | 0 |
|
SU403889A1 |
| Универсальный притирочный станок | 1949 |
|
SU91083A1 |
| Стопорное устройство | 1989 |
|
SU1610103A1 |
| JP 2006300299 A, 02.11.2006. | |||

