Изобретение относится к производству строительных материалов методом вибропрессования фундаментных блоков из полусухих (жестких) бетонов.
Установка является самоходным оборудованием, в процессе работы которой блоки формуются непосредственно на ровную бетонную рабочую площадку, далее на ней подвергаются вылеживанию с целью накопления прочности. Исходным материалом для приготовления формовочной смеси служат: заполнитель, вяжущее вещество и вода. Принцип работы установки заключается в получении одновременно формуемых двух блоков или одного заданной прочности методом вибропрессования из полусухих (жестких) бетонных смесей непосредственно на рабочей площадке.
Широко известны мобильные, передвижные вибропрессы, разработанные компанией НЭМП (http://nemp.com.ua/strotitelnoe_oborudovanie/).
ООО «НЭМП» Украина, г. Николаев. Продукция компании «НЭМП» обладает такими существенными недостатками, как время доставки оригинальных запасных частей и государственная заинтересованность в поддержке отечественного производителя (государственная стратегия импортозамещения), а также ограниченность технологических возможностей.
Известна принятая за наиболее близкое техническое решение передвижная установка (см. Патент на полезную модель РФ RU 133463, МПК В28В 3/00, опубл. 20.10.2013), выполненная в виде вибропресса, предназначенная для использования на открытых площадках в летний период и круглогодично в отапливаемых помещениях, состоящая из рамы основания вибропресса, оснащенной мотор-редуктором, колесами, вибропрессом с гидростанцией, гидрораспределителем, формообразующей оснасткой (матрицы-пуансона), загрузочной емкостью. Причем рамы основания вибропресса являются пространственными, в нижней части рамы основания смонтирован мотор-редуктор, ведущее колесо, поворотное колесо, рулевой механизм, свободное колесо, в верхней части рамы основания вибропресса установлена гидростанция, гидрораспределитель, силовые цилиндры, вертикальных перемещений пространственной рамы матрицы, и силовой цилиндр, вертикальных перемещений пространственной рамы пуансона. Внутри пространственной рамы основания вибропресса размещена пространственная рама матрицы, которая через узлы трения качения и штоки силовых цилиндров связана с рамой основания пуансона. В нижней части рамы матрицы через виброопоры смонтирована матрица с приемным лотком, выполняющим функцию загрузочной емкости. Под приемным лотком, на передней стенке матрицы, смонтирован как минимум один вибратор. Внутри рамы матрицы размещена пространственная рама пуансона, которая через узлы трения качения и шток силового цилиндра связана с рамой матрицы. В нижней части рамы пуансона, на направляющих, размещен кронштейн пуансона, на который через виброопоры установлен пуансон. На пуансоне может быть установлен как минимум один вибратор. В конструкции вибропресса применены пространственные рамы, помещенные одна в другую, имеющие возможность вертикальных перемещений и связанные между собой через узлы трения качения, что позволяет распределить нагрузки, возникающие при использовании больших матриц и пуансонов. Для перемещения передвижного вибропресса по площадке применен привод.
Недостатками этого технического решения являются низкая производительность установки, ее эргономические характеристики, что позволяло бы гарантировать больший ресурс его работоспособности, также к недостаткам данного устройства относится необходимость вручную загружать в бункер-смеситель компоненты бетонной смеси и воду, что приводит к снижению производительности устройства и увеличению времени подготовки бетонной смеси на объекте строительства. Еще немаловажным недостатком являются технические характеристики данного решения, когда ассортимент выпускаемых изделий ограничивается только выпуском стеновых камней (шлакоблочных) и не имеет возможности его расширения за счет выпуска блоков фундаментных бетонных (ФБС).
Технической задачей заявляемого изобретения является повышение надежности эксплуатации за счет конструктивного решения, уменьшения себестоимости изготавливаемых изделий, так как не требуется формы для каждого изготавливаемого блока, также уменьшается время высыхание изготовленного изделия вследствие того, что его изготовление происходит путем вибропрессования полусухой смеси, а не отливкой из жидкого бетона.
Техническая задача реализуется за счет создания установки самоходной для производства блоков фундаментных, чьи эргономические характеристики позволяют гарантировать больший ресурс работоспособности, повышение производительности за счет конструктивного решения.
Поставленная задача решается созданием установки самоходной для производства блоков фундаментных, основной частью которой является рама основания вибропресса, оснащенная реверсивным мотором-редуктором, колесами, гидростанцией, гидрораспределителем, формообразующей оснасткой (матрица-пуансон), загрузочной емкостью. Основной частью, объединяющей все рабочие органы установки, является сварная рама, состоящая из двух частей: рамы вибропресса и рамы ковша. Фланцы, расположенные по торцам обеих частей рамы, обеспечивают соединение двух частей рамы в единое целое с помощью болтовых соединений. Перед транспортировкой изделия обе части рамы разъединяются. Рама вибропресса состоит из двух боковых частей, имеющих П-образный профиль, и соединенных в верхней части траверсой, в нижней части - продольным швеллером. Выполнена рама вибропресса из швеллеров. В этой части рамы располагается непосредственно вибропресс с формообразующей оснасткой (матрица-пуансон) и всеми узлами, обеспечивающими формовку блоков. Вторая часть рамы предназначена для крепления ковша загрузочного (в дальнейшем - ковш). Рама ковша состоит из двух оснований задних, соединенных между собой двумя продольными швеллерами. На каждом основании заднем закреплены по корпусу гидроцилиндра ковша, мотор-редуктору и по колесу ведущему. На продольных швеллерах установлены две опоры, в кронштейнах которых на осях закреплены опоры ковша. На каждой из частей рамы попарно располагаются шасси двух пар колес, с помощью которых установка перемещается по рабочей площадке в процессе формовки блоков. На каждом основании заднем рамы ковша установлены по колесу ведущему, приводом которых является мотор-редуктор (каждое колесо управляется своим мотор редуктором). На раме вибропресса установлена пара колес, которые являются поворотными и обеспечивают поворот установки при работе. Приводом колеса поворотного является гидроцилиндр. С помощью тяги обеспечивается жесткая связь между колесами. Траверса является верхней частью рамы вибропресса, которая обеспечивает жесткость конструкции рамы и предназначена для крепления на ней двух гидроцилиндров пуансонодержателя, гидроцилиндра матрицы и блоков, синхронизирующих перемещение матрицы в процессе формовки вверх/вниз. Поперек траверсы симметрично установлены два вертикальных кронштейна, в которых закреплены корпуса двух гидроцилиндров пуансонодержателя. Штоки гидроцилиндров пуансонодержателя закреплены на пуансонодержателе. При рабочих ходах гидроцилиндров пуансонодержатель перемещается вверх/вниз в процессе формовочного цикла. Пуансонодержатель располагается в верхней части рамы вибропресса и предназначается для перемещения пуансона вверх/вниз в процессе формовочного цикла. Для крепления пуансона используются рамки. Рамка представляет собой узел, предназначенный для крепления сменных пластин пуансона, установки вибратора и размещения двух коробок. Сменные пластины пуансона закреплены к нижней поверхности рамки болтовыми соединениями (по 6 шт. с каждой стороны). Пуансон является сменным элементом, его размер зависит от ширины формуемых блоков и от их количества (один или два). По центру каждой рамки установлен вибратор. В каждой рамке симметрично с двух сторон установлены коробки, предназначенные для установки и фиксации в них монтажные петли. Монтажные петли устанавливаются перед формовкой и фиксируются замком. Рамки выполнены в двух вариантах: для формовки блоков и полублоков длиной 1189 мм используется один тип рамок, для формовки полублоков длиной 880 мм - другой. Каждая рамка крепится к паре стоек. С целью предохранения рамы от воздействия вибрации рамка и стойка стянуты крепежными элементами через амортизаторы. Для крепления стоек к пуансонодержателю к его нижней поверхности приварены шесть пар проушин, в которые, в зависимости от длины формуемых блоков, устанавливаются стойки. Конструкция установки такова, что при загрузке матрицы формовочной смесью рамки должны быть отодвинуты в сторону, освобождая полость матрицы для загрузки. Подвижность соединения «стойка-проушина» обеспечивается соединением их через ось. К торцам пуансонодержателя приварены кронштейны, которые через болтовое соединение соединены с кронштейнами направляющих пуансонодержателя. Значительная длина направляющих обеспечивает надежное центрирование пуансонодержателя при движении. Для легкого скольжения в направляющие установлены полиуретановые втулки, защищенные грязесъемниками. Направляющие пуансонодержателя перемещаются по неподвижным штангам, которые установлены по центру каждой боковой части рамы вибропресса. Каждая штанга закреплена между нижним основанием рамы вибропресса и траверсой. Перемещение пуансонодержателю и закрепленному на нем пуансону вверх/вниз обеспечивают два гидроцилиндра пуансонодержателя. Для их синхронной работы на напорном трубопроводе установлен делитель потока, который делит подводящий поток рабочей жидкости из секции ПУАНСОН гидрораспределителя на равные части по расходу, которые и поступают в поршневые полости гидроцилиндров. Делитель потока закреплен на траверсе. Из штоковых полостей гидроцилиндров рабочая жидкость через тройник, установленный на линии слива, поступает на слив в секцию ПУАНСОН гидрораспределителя. Чтобы обеспечить плавный обратный ход пуансонодержателю, на линии слива рабочей жидкости из гидроцилиндров установлен дроссель. На штанги в нижней части вибропресса установлены направляющие матрицы, на конуса которых устанавливаются съемные боковые стенки матрицы. К боковым стенкам болтами крепятся две продольные стенки: передняя и задняя, которые и образуют матрицу. Таким образом, матрица представляет собой сборную конструкцию, в которой за счет переустановки продольной передней стенки меняется ширина матрицы, что позволяет изготавливать блоки шириной от 300 до 600 мм. Съемный вкладыш, устанавливаемый в среднюю часть матрицы, делит матрицу на две части, что позволяет формовать два блока одновременно. При формовке одного блока в места установки съемного вкладыша устанавливаются заглушки. Размер формуемого блока по длине фиксируется при помощи сменных средних вкладышей и соответствующих им боковым, таким образом, матрица может формовать от одного цельного блока до двух блоков одновременно. При формовке двух блоков в среднюю часть матрицы устанавливается вкладыш средний, при формовке цельного блока средний вкладыш не устанавливается, на его место устанавливается специальная заглушка. В зависимости от ширины и длины формуемого блока происходит и переналадка пластин пуансона. По центру передней и задней продольной стенки матрицы установлены по одному вибратору, которые передают на металлоконструкцию матрицы, а с нее и на формовочную смесь вибрацию, чем и обеспечивают виброуплотнение формовочной смеси. Перемещение направляющим матрицы вверх/вниз обеспечивает гидроцилиндр, который установлен горизонтально внутри траверсы. Корпус гидроцилиндра матрицы закреплен на траверсе, а шток шарнирно соединен с кареткой, которая возвратно-поступательно перемещается по швеллерам траверсы. Каретка через приводные цепи и систему блоков соединена с направляющими матрицы. Механизм натяжения приводных цепей обеспечивает регулирование натяжения приводных цепей для синхронной работы направляющих матрицы. Ковш объединяет в себе загрузочную емкость и два бункера, в которых создается запас формовочной смеси. В нерабочем положении ковш находится в нижнем горизонтальном положении. При загрузке матрицы формовочной смесью ковш при помощи двух гидроцилиндров поднимается вверх до крайнего верхнего положения, которое ограничивается рабочим ходом гидроцилиндра. Корпуса гидроцилиндров закреплены на раме, а штока - на корпусе ковша. В целях безопасности, исключающих самопроизвольное опускание ковша при загрузке матрицы формовочной смесью, установлен гидрозамок, который фиксирует ковш в поднятом положении. Гидрозамок закреплен на продольном швеллере рамы ковша, соединяя трубопроводы напора и слива секции гидрораспределителя КОВШ и трубопроводы поршневой и штоковой линии гидроцилиндров ковша. Каждый бункер имеет дозатор, каждый из которых открывает свой бункер при загрузке матрицы формовочной смесью. Управление работой дозаторов обеспечивается двумя гидроцилиндрами, штоки которых закреплены на дозаторах, а корпуса - на корпусе ковша. Когда ковш поднят вверх, дозатор открывается и происходит выгрузка смеси непосредственно в матрицу. К каждому бункеру крепится по вибратору, которые встряхивают смесь, обеспечивая ее лучший сход в матрицу. Для предохранения корпуса ковша от вибрации соединение днищ дозаторов с корпусом ковша происходит через амортизаторы. Два клыка, приваренные к каждому корпусу бункера (по 1 штуке к каждому бункеру), выполняют роль толкателя: упираясь в крайние стойки при подъеме ковша вверх, отводят в сторону пуансон, освобождая полость матрицы для загрузки. С целью взаимной блокировки в перемещении ковша матрицы и пуансонодержателя установлены три выключателя бесконтактных индукционных (в дальнейшем датчик). Блокировки введены для того, чтобы предотвратить ошибочное поднятие оператором ковша в моменты, когда в процессе формовочного цикла матрица поднята вверх или пуансон находится в нижнем положении. И наоборот, в процессе загрузки (при поднятом ковше) происходит блокировка в перемещении матрицы вверх или пуансона вниз. Датчики устанавливаются в державках, приваренных к раме вибропресса (2 шт.) и к кронштейну. Срабатывание датчика происходит при вхождении в зону контакта металлической детали. Для этой цели на матрице и пуансоне приварено по флажку, металлической частью, на которую срабатывает датчик ковша, является опора ковша. С левой стороны вибропресса на кронштейнах, приваренных к раме вибропресса, монтируется станция насосная, которая обеспечивает подачу рабочей жидкости под рабочим давлением в гидроцилиндры матрицы, пуансона, заслонок, колеса поворотного и ковша, а также ее слив, регулировку давления в гидросистеме, защиту от перегрузок и управление гидроприводами установки.
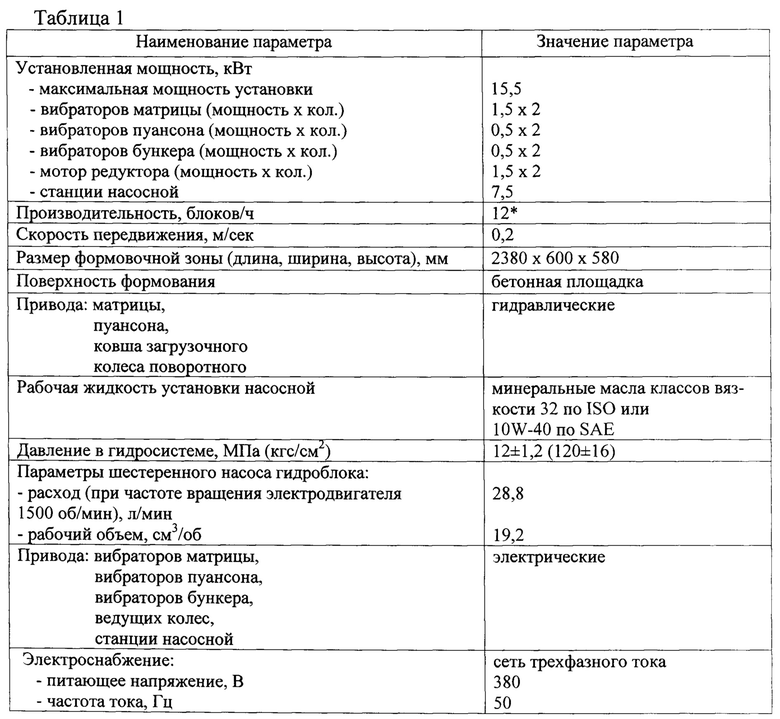
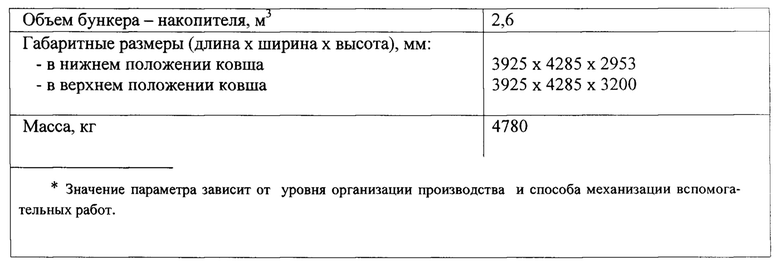
Технические характеристики заявляемого объекта приведены в таблице 1.
Таким образом, совокупность признаков, характеризующих заявляемый объект, обуславливает появление такого технического результата, который обеспечивает решение задач предложенного технического решения.
Анализ уровня техники показывает, что неизвестна установка, которой присущи признаки, идентичные всем существенным признакам данного технического решения, что свидетельствует о его неизвестности и, следовательно, новизне.
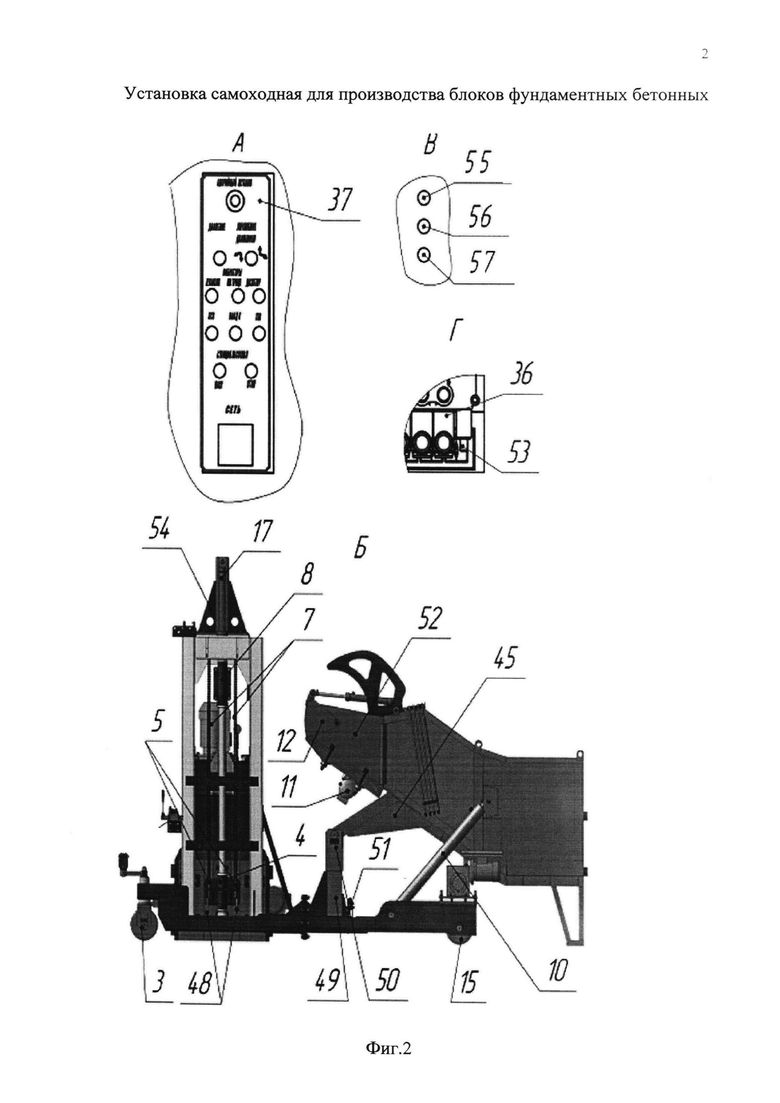
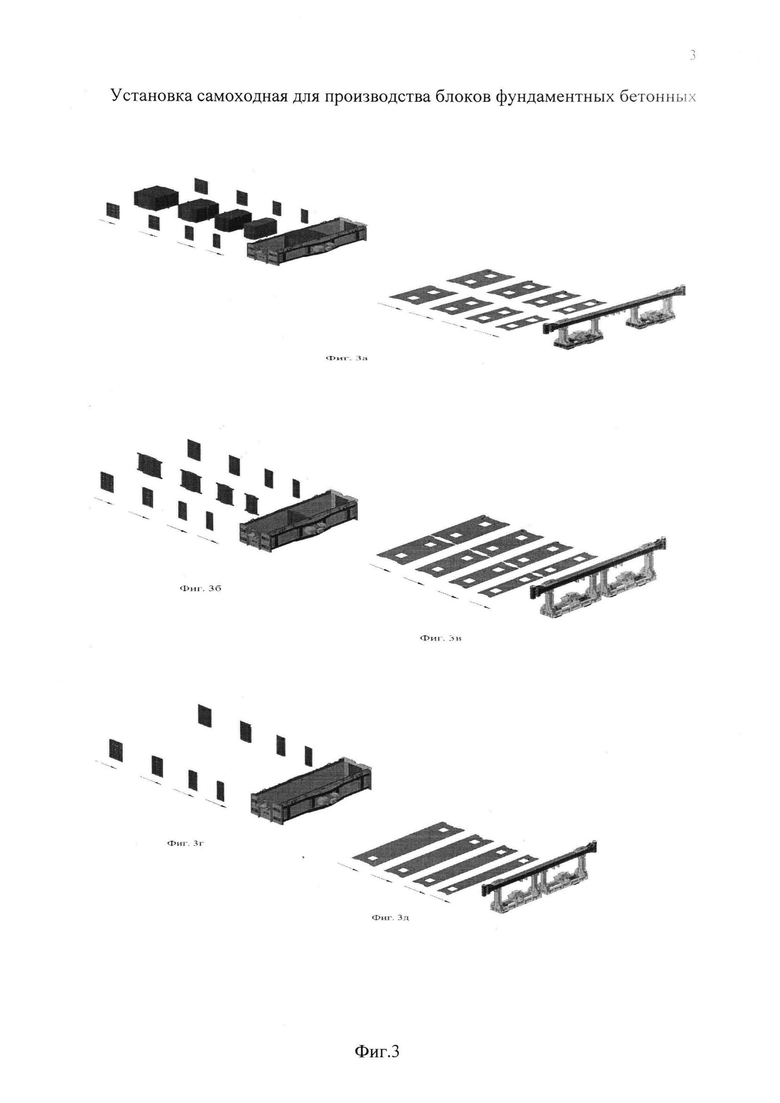
Заявляемое изобретение поясняется графическими материалами.
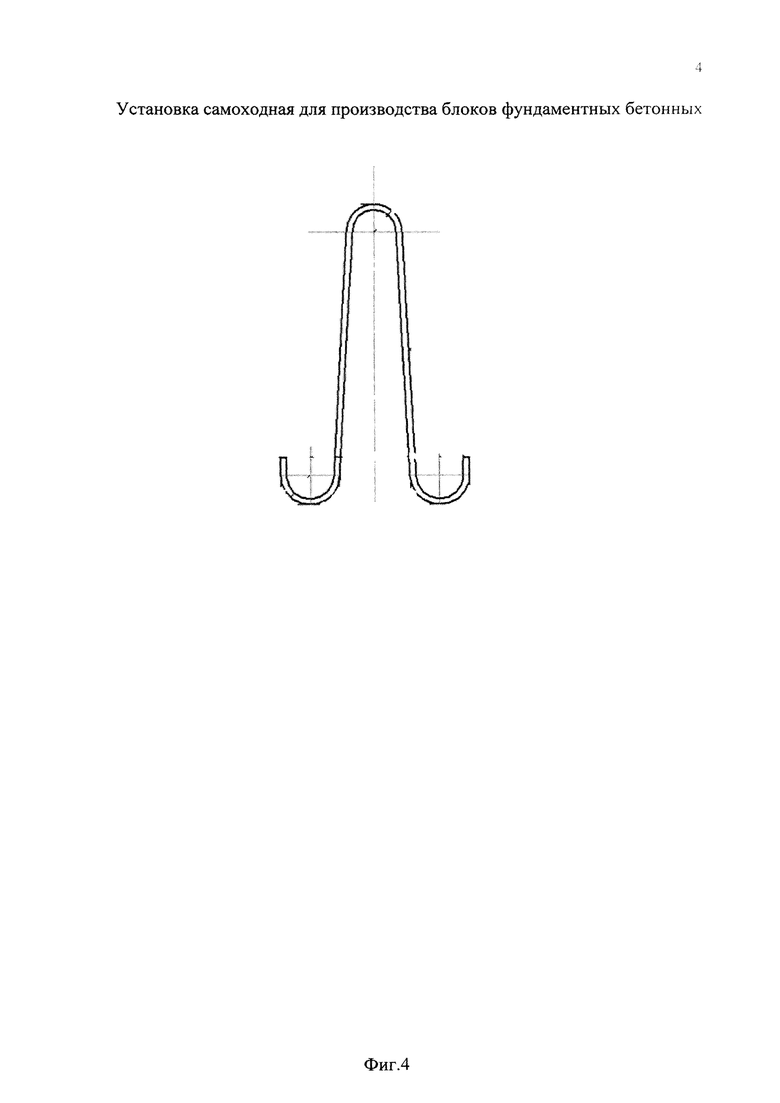
На фиг. 1 представлена предлагаемая установка самоходная для производства блоков фундаментных, на фиг. 2 - вид сбоку, на фиг. 3 приведены схемы замены вкладышей и пластин при формовке блоков и полублоков (а - замена пластин в пуансоне при формировании полублоков L=800 мм, б - замена вкладышей в пуансоне при формировании полублоков L=1180 мм, в - замена пластин в пуансоне при формировании полублоков L=1180 мм, г - замена вкладышей в пуансоне при формировании полублоков L=2380 мм, д - замена пластин в пуансоне при формировании полублоков L=1180 мм), на фиг. 4 - конструкция монтажных петель.
На графическом материале заявляемого изобретения имеются следующие обозначения:
1 – вибропресс;
2 - рама;
3 - колесо поворотное;
4 - направляющие матрицы;
5 - стяжка цепи синхронизатора;
6 - штанга;
7 - цепь;
8 - направляющие пуансонодержателя;
9 - ковш;
10 - гидроцилиндр ковша;
11 - вибратор бункера;
12 - дозатор;
13 - амортизаторы;
14 - станция насосная;
15 - колесо ведущее;
16 - мотор-редуктор;
17 - гидроцилиндр пуансонодержателя;
18 - стойка;
19 - пуансонодержатель;
20 - вибраторы пуансона;
21 - пуансон;
22 - траверса;
23 - болт-ограничитель;
24 - рамка;
25 - шкаф управления;
26 - коробочка;
27 - вибратор матрицы;
28 - матрица;
29 - болт;
30 - боковая стенка;
31 - тяга;
32 - гидроцилиндр матрицы;
33 - гидроцилиндр колеса поворотного;
34 - система блоков;
35 - гидроцилиндр заслонки;
36 - гидрораспределитель;
37 - лицевая панель электрического пункта управления;
38 - лицевая панель гидравлического пункта управления;
39 - амортизаторы;
40 - вкладыш средний;
41 - болтовое соединение;
42 - клык;
43 - основание заднее;
44 - подножка;
45 - опора ковша;
46 - продольная стенка;
47 - каретка;
48 - ограничитель;
49 - опора;
50 - кронштейн;
51 - гидрозамок;
52 - бункер;
53 - винт регулировочный;
54 - кронштейн;
55 - кнопка управления вибраторы пуансона;
56 - кнопка управления вибраторы матрицы;
57 - кнопка управления вибраторы бункера.
Заявляемый объект, основной частью которого является рама основания вибропресса, оснащенная мотор-редуктором, колесами, вибропрессом с гидростанцией, гидрораспределителем, формообразующей оснасткой (матрица-пуансон), загрузочной емкостью.
Основной частью, объединяющей все рабочие органы установки, является сварная рама 2, состоящая из двух частей: рамы вибропресса и рамы ковша. Фланцы, расположенные по торцам обеих частей рамы, обеспечивают соединение двух частей рамы в единое целое с помощью болтовых соединений 41. Перед транспортировкой изделия обе части рамы разъединяются. Рама вибропресса состоит из двух боковых частей, имеющих П-образный профиль, и соединенных в верхней части траверсой 22, в нижней части - продольным швеллером. Выполнена рама вибропресса из швеллеров. В этой части рамы располагается непосредственно вибропресс 1 с формообразующей оснасткой (матрица-пуансон) и всеми узлами, обеспечивающими формовку блоков. Вторая часть рамы предназначена для крепления ковша загрузочного 9 (в дальнейшем ковш). Рама ковша состоит из двух оснований задних 43, соединенных между собой двумя продольными швеллерами. На каждом основании заднем 43 закреплены по корпусу гидроцилиндра ковша 10, мотор-редуктору 16 и по колесу ведущему 15. На продольных швеллерах установлены две опоры 49, в кронштейнах 50 которых на осях закреплены опоры ковша 45. На каждой из частей рамы попарно располагаются шасси двух пар колес, с помощью которых установка перемещается по рабочей площадке в процессе формовки блоков. На каждом основании заднем 43 рамы ковша установлены по колесу ведущему 15, приводом которых является мотор-редуктор 16 (каждое колесо управляется своим мотор редуктором). На раме вибропресса установлена пара колес, которые являются поворотными 3 и обеспечивают поворот установки при работе. Приводом колеса поворотного является гидроцилиндр 33. С помощью тяги 31 обеспечивается жесткая связь между колесами 3. Траверса 22 является верхней частью рамы вибропресса, которая обеспечивает жесткость конструкции рамы и предназначена для крепления на ней двух гидроцилиндров пуансонодержателя 17, гидроцилиндра матрицы 32 и блоков, синхронизирующих перемещение матрицы в процессе формовки вверх/вниз. Поперек траверсы симметрично установлены два вертикальных кронштейна, в которых закреплены корпуса двух гидроцилиндров пуансонодержателя 17. Штоки гидроцилиндров пуансонодержателя 17 закреплены на пуансонодержателе 19. При рабочих ходах гидроцилиндров 17 пуансонодержатель 19 перемещается вверх/вниз в процессе формовочного цикла. Пуансонодержатель 19 располагается в верхней части рамы вибропресса и предназначается для перемещения пуансона 21 вверх/вниз в процессе формовочного цикла. Для крепления пуансона 21 используются рамки 24. Рамка 24 представляет собой узел, предназначенный для крепления сменных пластин пуансона, установки вибратора 20 и размещения двух коробок 26. Сменные пластины пуансона 21 закреплены к нижней поверхности рамки 24 болтовыми соединениями (по 6 шт. с каждой стороны). Пуансон 21 является сменным элементом, его размер зависит от ширины формуемых блоков и от их количества (один или два). По центру каждой рамки 24 установлен вибратор 20. В каждой рамке 24 симметрично с двух сторон установлены коробки 26, предназначенные для установки и фиксации в них монтажные петли. Монтажные петли устанавливаются перед формовкой и фиксируются замком. Рамки 24 выполнены в двух вариантах: для формовки блоков и полублоков длиной 1189 мм используется один тип рамок, для формовки полублоков длиной 880 мм - другой. Каждая рамка 24 крепится к паре стоек 18. С целью предохранения рамы от воздействия вибрации рамка 24 и стойка 18 стянуты крепежными элементами через амортизаторы 39. Для крепления стоек к пуансонодержателю 19 к его нижней поверхности приварены шесть пар проушин, в которые, в зависимости от длины формуемых блоков, устанавливаются стойки 18. Конструкция установки такова, что при загрузке матрицы формовочной смесью рамки должны быть отодвинуты в сторону, освобождая полость матрицы для загрузки. Подвижность соединению «стойка-проушина» обеспечивается соединением их через ось. К торцам пуансонодержателя 19 приварены кронштейны, которые через болтовое соединение соединены с кронштейнами направляющих пуансонодержателя 8. Значительная длина направляющих 8 обеспечивает надежное центрирование пуансонодержателя при движении. Для легкого скольжения в направляющие установлены полиуретановые втулки, защищенные грязесъемниками. Направляющие пуансонодержателя 8 перемещаются по неподвижным штангам 6, которые установлены по центру каждой боковой части рамы вибропресса. Каждая штанга 8 закреплена между нижним основанием рамы вибропресса и траверсой 22. Перемещение пуансонодержателю 19 и закрепленному на нем пуансону 24 вверх/вниз обеспечивают два гидроцилиндра пуансонодержателя 17. Для их синхронной работы на напорном трубопроводе установлен делитель потока, который делит подводящий поток рабочей жидкости из секции ПУАНСОН гидрораспределителя 36 на равные части по расходу, которые и поступают в поршневые полости гидроцилиндров 17. Делитель потока закреплен на траверсе 22. Из штоковых полостей гидроцилиндров 17 рабочая жидкость через тройник, установленный на линии слива, поступает на слив в секцию ПУАНСОН гидрораспределителя 36. Чтобы обеспечить плавный обратный ход пуансонодержателю, на линии слива рабочей жидкости из гидроцилиндров 17 установлен дроссель. На штанги 8 в нижней части вибропресса установлены направляющие матрицы 4, на конуса которых устанавливаются съемные боковые стенки матрицы 30. К боковым стенкам 30 болтами 29 крепятся две продольные стенки 46: передняя и задняя, которые и образуют матрицу 28. Таким образом, матрица представляет собой сборную конструкцию, в которой за счет переустановки продольной передней стенки меняется ширина матрицы, что позволяет изготавливать блоки шириной от 300 до 600 мм. Съемный вкладыш 40, устанавливаемый в среднюю часть матрицы, делит матрицу на две части, что позволяет формовать два блока одновременно. При формовке одного блока в места установки съемного вкладыша устанавливаются заглушки. Размер формуемого блока по длине фиксируется при помощи сменных средних вкладышей 40 и соответствующих им боковым, таким образом, матрица может формовать от одного цельного блока до двух блоков одновременно. При формовке двух блоков в среднюю часть матрицы устанавливается вкладыш средний 40, при формовке цельного блока средний вкладыш не устанавливаются, на его место устанавливается специальная заглушка. В зависимости от ширины и длины формуемого блока происходит и переналадка пластин пуансона. По центру передней и задней продольной стенки матрицы установлены по одному вибратору 27, которые передают на металлоконструкцию матрицы, а с нее и на формовочную смесь вибрацию, чем и обеспечивают виброуплотнение формовочной смеси. Перемещение направляющим матрицы 4 вверх/вниз обеспечивает гидроцилиндр 32, который установлен горизонтально внутри траверсы 22. Корпус гидроцилиндра матрицы закреплен на траверсе 22, а шток шарнирно соединен с кареткой 47, которая возвратно-поступательно перемещается по швеллерам траверсы 22. Каретка 47 через приводные цепи 7 и систему блоков 34 соединена с направляющими матрицы 4. Механизм натяжения приводных цепей обеспечивает регулирование натяжения приводных цепей для их синхронной работы направляющих матрицы 4. Ковш 9 объединяет в себе загрузочную емкость и два бункера 52, в которых создается запас формовочной смеси. В нерабочем положении ковш находится в нижнем горизонтальном положении. При загрузке матрицы формовочной смесью ковш 9 при помощи двух гидроцилиндров 10 поднимается вверх до крайнего верхнего положения, которое ограничивается рабочим ходом гидроцилиндра 10. Корпуса гидроцилиндров 10 закреплены на раме 2, а штока - на корпусе ковша.
В целях безопасности, исключающих самопроизвольное опускание ковша при загрузке матрицы формовочной смесью, установлен гидрозамок, который фиксирует ковш в поднятом положении. Гидрозамок закреплен на продольном швеллере рамы ковша, соединяя трубопроводы напора и слива секции гидрораспределителя КОВШ и трубопроводы поршневой и штоковой линии гидроцилиндров ковша 10.
Каждый бункер 52 имеет дозатор 12, каждый из которых открывает свой бункер при загрузке матрицы формовочной смесью. Управление работой дозаторов обеспечивается двумя гидроцилиндрами 35, штоки которых закреплены на дозаторах, а корпуса - на корпусе ковша 9. Когда ковш 9 поднят вверх, дозатор 12 открывается и происходит выгрузка формовочной смеси непосредственно в матрицу. К каждому бункеру 52 крепится по вибратору 11, которые встряхивают формовочную смесь, обеспечивая ее лучший сход в матрицу. Для предохранения корпуса ковша от вибрации соединение днищ дозаторов с корпусом ковша происходит через амортизаторы 13. Два клыка 42, приваренные к каждому корпусу бункера 52 (по 1 штуке к каждому бункеру), выполняют роль толкателя: упираясь в крайние стойки 18 при подъеме ковша вверх, отводят в сторону пуансон, освобождая полость матрицы для загрузки.
С целью взаимной блокировки в перемещении ковша, матрицы и пуансонодержателя установлены три выключателя бесконтактных индукционных (в дальнейшем датчик). Блокировки введены для того, чтобы предотвратить ошибочное поднятие оператором ковша в моменты, когда в процессе формовочного цикла матрица поднята вверх или пуансон находится в нижнем положении. И наоборот, в процессе загрузки (при поднятом ковше) происходит блокировка в перемещении матрицы вверх или пуансона вниз.
Датчики устанавливаются в державках, приваренных к раме вибропресса (2 шт.) и к кронштейну 50. Срабатывание датчика происходит при вхождении в зону контакта металлической детали. Для этой цели на матрице и пуансоне приварено по флажку, металлической частью, на которую срабатывает датчик ковша, является опора ковша. С левой стороны вибропресса на кронштейнах, приваренных к раме вибропресса, монтируется станция насосная 14, которая обеспечивает подачу рабочей жидкости под рабочим давлением в гидроцилиндры матрицы, пуансона, заслонок, колеса поворотного и ковша, а также ее слив регулировку давления в гидросистеме, защиту от перегрузок и управление гидроприводами установки.
Работает установка самоходная для производства блоков следующим образом.
Включить станцию насосную, нажатием кнопки включения ПУСК станции насосной. Установить рукоятками гидрораспределителя поочередно все рабочие органы установки в исходное положение: пуансон - в верхнее положение, матрицу поднять на 5-10 мм и подложить под нее кусок полиэтилена, превышающие матрицу на 15-20 мм, после чего переместить матрицу вниз на полиэтилен, ковш - в нижнее положение.
Произвести загрузку формовочной смеси в ковш любым технологическим транспортом (объем загрузки ~2,6 м3), стараясь при этом загрузить ее ближе к бункерам. Рукояткой управления КОВШ поднимают ковш, при этом формовочная смесь перемещается из загрузочной полости ковша в бункера 52. Проверяют положение рамок 24, которые клыками 42 должны быть перемещены в сторону, освободив загрузочную полость матрицы 28. Двумя рукоятками управления ДОЗАТОР открывают дозаторы каждого бункера, одновременно нажав кнопку управления ВИБРАТОР ДОЗАТОРА 57, и заполняют матрицу формовочной смесью. Закрывают дозаторы бункера. Производят виброукладку формующей смеси в матрице. Включают кнопку управления ВИБРАТОРЫ МАТРИЦЫ 56 на 3-5 секунд. Смесь виброуплотняется и происходит предварительная формовка камней в матрице. Отключают вибраторы. При необходимости производят дозагрузку формовочной смеси в матрицу. Производят установку монтажных петель. Установку монтажных петель производят при отклоненном пуансоне, когда ковш находится вверху. Устанавливают монтажные петли со стороны пуансона 21 и фиксируют их в замках. После установки монтажных петель рукояткой управления КОВШ перемещают ковш в нижнее положение. Рукояткой управления ПУАНСОН перемещают пуансон вниз до момента касания монтажных петель с поверхностью формовочной смеси и нажимают кнопку управления ВИБРАТОРЫ ПУАНСОНА 55, вводя монтажные петли в формовочную смесь, продолжают перемещать пуансон вниз рукояткой управления ПУАНСОН до его упора с болтами 23. Нажимают кнопку управления МАТРИЦА ВИБРАТОРА и продолжают формовку блоков в заданном режиме до тех пор, пока не появится звук свободной вибрации формы (увеличение звука). Отключают кнопкой управления ВИБРАТОРЫ. Производят освобождение монтажных петель путем снятия фиксации с замков монтажных петель. Производят распалубку отформованных блоков. Рукояткой управления МАТРИЦА поднимают матрицу вверх до полного освобождения блоков (матрицу поднимать вверх без останова), при этом пуансон должен оставаться в нижнем положении, прижимая блоки к рабочей площадке. В начальный момент распалубки подъем матрицы производится при медленном ходе гидроцилиндров 32. Поднимают пуансон в исходное верхнее положение рукояткой управления ПУАНСОН. Нажав кнопку управления ДВИЖЕНИЕ, перемещают установку на требуемый шаг, и рабочий цикл повторяется. Для изменения направления движения установки рукояткой управления КОЛЕСО устанавливают перемещение установки в заданном направлении.
Применение предлагаемого изобретения позволяет создать мобильную установку для использования в строительстве, производящую качественные фундаментные бетонные блоки методом вибропрессования из полусухих (жестких) бетонов, причем установка является самоходным оборудованием, в процессе работы которой блоки формуются непосредственно на ровную бетонную рабочую площадку.
Совокупность признаков, характеризующих заявляемый объект, обуславливает появление такого технического результата, который обеспечивает решение задач предложенного технического решения.
Анализ уровня техники показывает, что неизвестна установка, которой присущи признаки, идентичные всем существенным признакам данного технического решения, что свидетельствует о его неизвестности и, следовательно, новизне.

Изобретение относится к производству строительных материалов с помощью прессов, изготовлению фундаментных блоков методом вибропрессования из полусухих (жестких) бетонов. Установка самоходная для производства блоков фундаментных содержит раму основания вибропресса, оснащенную мотор-редуктором, колесами, вибропресс с гидростанцией, гидрораспределитель, формообразующую оснастку (матрица-пуансон), загрузочную емкость. При этом рама является сварной и состоит из двух частей: рамы вибропресса и рамы ковша. Рама вибропресса состоит из двух боковых частей, имеющих П-образный профиль. В нижней части рамы располагается непосредственно вибропресс. В верхней части рамы вибропресса располагается пуансонодержатель, оснащенный сменными пластинами пуансона. Для крепления пуансона используются рамки, которые выполнены в двух вариантах для формовки блоков и полублоков. Рама вибропресса оснащена колесами, приводом которых является гидроцилиндр, и дополнена насосной станцией для обеспечения подачи рабочей жидкости под рабочим давлением в гидроцилиндры матрицы, пуансона, заслонки, колеса поворотного и ковша, а также ее слив, регулировки давления в гидросистеме, защиты от перегрузок и управления гидроприводами установки. Матрица оснащена съемным вкладышем и вибраторами и представляет собой сборную конструкцию, в которой за счет переустановки продольной передней стенки может меняться ее ширина, что позволяет изготавливать блоки различной ширины. Загрузочная емкость выполнена в виде ковша загрузочного, который объединяет в себе загрузочную емкость и два бункера для создания запаса формовочной смеси, оснащенные вибраторами и приварными клыками. Техническим результатом является повышение надежности эксплуатации за счет конструктивного решения и уменьшение времени высыхания изготовленного изделия. 1 табл., 4 ил.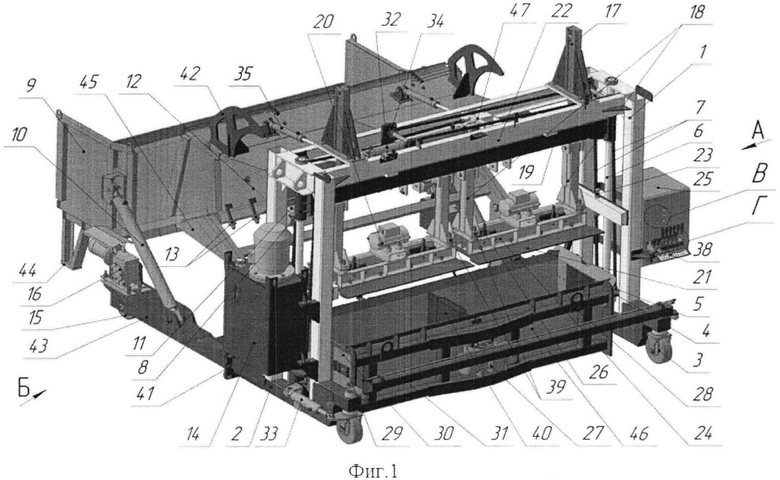
Установка самоходная для производства блоков фундаментных, состоящая из таких основных элементов, как рама основания вибропресса, оснащенная мотор-редуктором, колесами; вибропресс с гидростанцией, гидрораспределитель, формообразующая оснастка (матрица-пуансон), загрузочная емкость, отличающаяся тем, что рама является сварной и состоит из двух частей: рамы вибропресса и рамы ковша; рама вибропресса состоит из двух боковых частей, имеющих П-образный профиль, в нижней части рамы располагается непосредственно вибропресс; в верхней части рамы вибропресса располагается пуансонодержатель, оснащенный сменными пластинами пуансона, для крепления пуансона используются рамки, которые выполнены в двух вариантах для формовки блоков и полублоков; рама вибропресса оснащена колесами, приводом которых является гидроцилиндр, и дополнена насосной станцией для обеспечения подачи рабочей жидкости под рабочим давлением в гидроцилиндры матрицы, пуансона, заслонки, колеса поворотного и ковша, а также ее слив, регулировки давления в гидросистеме, защиты от перегрузок и управления гидроприводами установки; матрица оснащена съемным вкладышем и вибраторами и представляет собой сборную конструкцию, в которой за счет переустановки продольной передней стенки может меняться ее ширина, что позволяет изготавливать блоки различной шириной; загрузочная емкость выполнена в виде ковша загрузочного, который объединяет в себе загрузочную емкость и два бункера для создания запаса формовочной смеси, оснащенные вибраторами и приварными клыками.
| Фильтр-ловушка | 1960 |
|
SU133463A1 |
| Способ определения скорости самолета | 1940 |
|
SU58978A1 |
| ВИБРОПРЕСС И СПОСОБ ВИБРОПРЕССОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2007 |
|
RU2353514C1 |
| Гидравлический пресс для формования земляных блоков | 1990 |
|
SU1794668A1 |
| US 4802836 A, 07.02.1989. | |||

