Изобретение относится промышленности строительных материалов, а именно к технологическим линиям для изготовления изделий строительных бетонных, методом вибропрессования из полусухих (жестких) бетонов с различными заполнителями. Данное техническое решение предназначено для механизации и автоматизации ручного труда штабелированию отформованных изделий с одной стороны линии и подачи поддонов с высушенными изделиями в зону перкладки (зону схвата гидравлического) готовых изделий с технологического поддона на транспортный поддон для последующей увязки и обертывания пленкой. Освободившиеся технологические поддоны проходят по конвейеру цепному на конвейер гидравлический промежуточный который по одному поддону сдвигает в зону чистки и смазки поддонов. Очищенные и смазанные поддоны попадают в контователь поддонов, и через промежуточный ременный конвейер складываются в магазин поддонов конвейера подающего поддоны в зону вибропресса, тем самым замыкая полный цикл работы линии.
Известна из уровня техники технологическая линия производства изделий декоративно-архитектурного назначения (Патент на ПМ 114904, МПК В28С 9/00, Опубл. 20.04.2012 Бюл. №11). Полезная модель относится к области строительной индустрии и может быть использована при производстве мелкоштучных декоративно-отделочных изделий архитектурного назначения. Техническим результатом полезной модели является повышение прочности изделий на изгиб более чем в 2 раза, их морозостойкости и долговечности. Это достигается тем, что технологическая линия для изготовления изделий декоративно-архитектурного назначения содержит ультразвуковой механоактиватор для диспергирования в органической среде порошка диоксида титана. Технологическая линия включает следующие переделы: приготовление сырьевых компонентов бетонной смеси; приготовление добавки, которое заключается в дозировании пигментного порошка диоксида титана в ультразвуковой механоактиватор, где осуществляется его диспергирование в течение 5 мин при частоте озвучивания 34 кГц в органическом растворителе; приготовление бетонной смеси; формование изделий; тепловлажностная обработка изделий; распалубка изделий; складирование готовой продукции. Недостатками данного технического решения являются длительность и энергоемкость технологического процесса, аналичие ультрозвукового механоактиватора способствует удорожанию системы.
Известна из уровня техники технологическая линия для изготовления железобетонных изделий (а.с. СССР на изобретение 764981, МПК В28В 5/00, В28В 5/04, Опубл. 23.09.1980). Изобретение относится к строительной индустрии, а именно к технологическим линиям для изготовления бетонных и железобетонных изделий. Цель изобретения - сокращение производственных площадей и обеспечение обслуживания различных формующих установок. Это достигается тем, что технологическая линия для изготовления железобетонных изделий снабжена манипулятором, смонтированным с возможностью его горизонтального перемещения для передачи форм различным механизмам и формовочным установкам, размещенные по периферии зоны действия манипулятора. Недостатками данного технического решения являются длительность и энергоемкость технологического процесса.
Наиболее близким по техническому решению является автоматизированная линия оборудования для производства бетонных блоков, кирпича, тротуарной плитки и прочих мелкоштучных бетонных изделий методом вибропрессования Т10 Холдинга «Капитал-Системы», Иваново (Россия), (http://capital37.all.biz). Комплектация линии: силос для цемента, шнек, дозатор для заполнителей (основной бетон), дозатор для заполнителей (лицевой бетон), смесители для основного и лицевого бетона, ленточный конвейер, пресс, конвейер для сырых блоков, подъемник, рельсовый погрузчик, снижатель, возвратный конвейер выхода, портальный пакетировщик, магазин транспортных поддонов, пластинчатый конвейер, щетка для очистки поддонов, вращатель поддонов, кабина пульта управления, сушильные камеры, дозаторы воды и цемента.
Недостатками известного технического решения является отсутствие:
- схвата гидравлического с возможностью без предварительного перекладывания укладывать изделие с технического поддона на транспортный поддон;
- Пульта управления оснащенным контроллером с програмным обеспечением с возможностью удаленного программирования и он-лайн контроля процесса работы линии;
- возможности быстрой перенастройки линии на другой тип изделия;
- неограниченного количесва рецептов различных изделий;
- ремонтопригодности;
- наличия сенсорной панели оператора для выбора и корректировки параметров программы, и отслеживания хода работы линии, причин остановки, производительности и многое другое.
Также к недостатком известного устройства стоит отнести небольшую номенклатуру изговливаемых изделий, громоздеость и энергоемкость технологического процесса.
Технический результат, получаемый при осуществлении изобретения, заключается в устранении данных недостаков.
Техническая задача, положенная в основу заявляемого изобретения, состоит в разработке автоматизированной линии для производства изделий строительных бетонных, включающей в себя последовательно установленные и технологически связанные механизмы, где с целью повышения производительности и автоматизации процесса линия дополнительно оснащена контроллером с возможностью удаленного программирования и программным обеспечением, осуществляющим контроль работы линии он-лайн и позволяющим получать изделия высокого качества с возможностью быстрой перенастройки линии на другой тип изделия, а так же компактность габаритов автоматизированной линии.
Отличительными признаками предлагаемой автоматизированной линии для производства изделий строительных бетонных от прототипа является то, что она имеет зону формования, позволяющую без предварительной перекладки укладывать изделие с технического поддона на транспортный поддон.
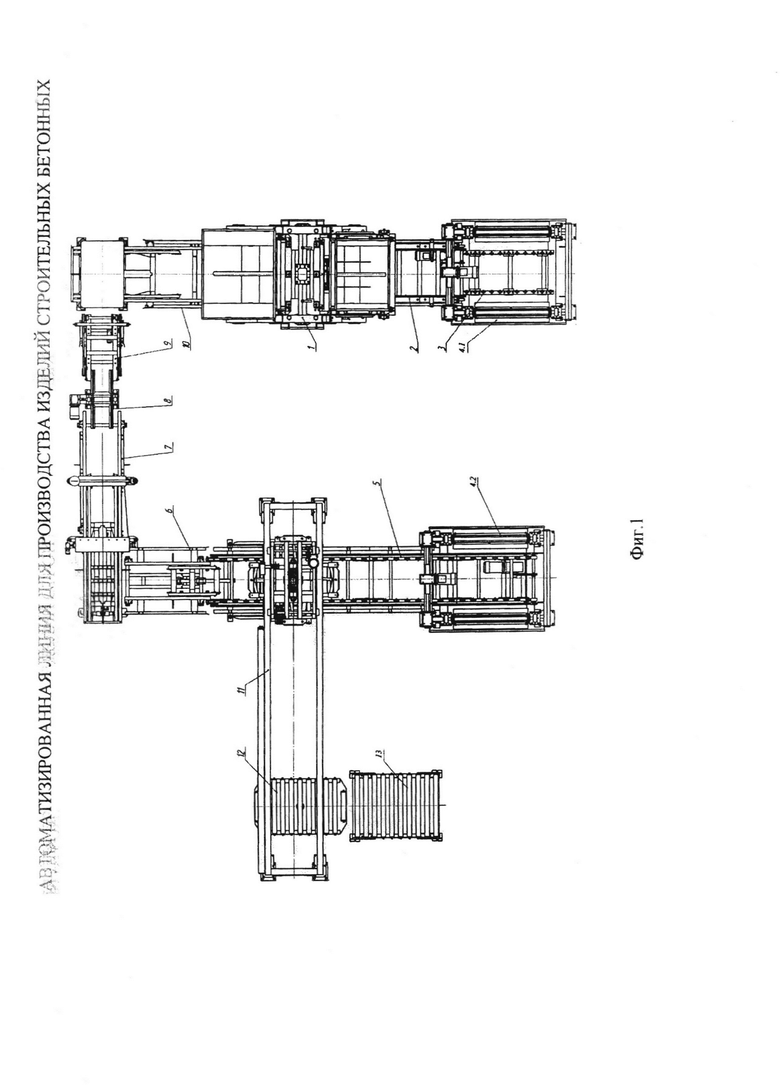
Сущность заявляемого изобретения поясняется графическим материалом. На фиг. 1 показан общий вид Автоматизированной линии для производства изделий строительных бетонных, основными узлами которой являются: вибропресс 1 (далее - ВП), конвейер цепной 2, рольганг 3, штабелер накопительный 4.1, штабелер разгрузочный 4.2, конвейер цепной кулачковый 5, конвейер гидравлический промежуточный 6, конвейер для чистки и смазки поддонов 7, кантователь поддонов 8, промежуточный ременный конвейер 9, подающий конвейер с магазином поддонов 10, схват гидравлический 11, поворотный стол 12, рольганг замыкающий 13.
Вибропресс 1 предназначен для изготовления в формообразующей оснастке одновременно нескольких формуемых изделий и условно подразделяется на две зоны - зону формовки и зону загрузки. Зоной формовки является непосредственно сам вибропресс 1, а зоной загрузки -модуль загрузочный с бункером для создания запаса формовочной смеси для непрерывного цикла формовки и загрузчик, который перемещает формовочную смесь в матрицу.
Конвейер цепной 2 осуществляет перемещение отформованных изделий из-под модуля для цветной смеси в штабелер 4.1 на рольганг 3.
Рольганг 3 представляет из себя роликовый транспортер, по роликам которого свободно перемещаются технологический поддон с отформованными изделиями.
Штабелер 4.1 выполняет следующие функции, как:
- накопительный для отформованных изделий один ряд по два поддона, укладывается в шесть этажей;
- штабелер 4.2 разгрузочный для подачи поддонов с высушенными изделиями в зону разгрузки и укладки на транспортный поддон;
Конвейер цепной кулачковый 5 служит для перемещения поддонов с высушенными изделиями с разгрузочного штабелера 4.2 в зону схвата гидравлического 11 (зона разгрузки и укладки изделий на транспортный поддон).
Конвейер промежуточный 6 обеспечивает подачу пустых (освободившихся) технологических поддонов в зону конвейера чистки и смазки поддонов 7.
Конвейер для чистки и смазки поддонов 7 с помощью вращающейся щетки очищает поддоны, от оставшихся частиц, смазывает поддоны маслом и попадает в кантователь поддонов 8.
Кантователь поддонов 8 осуществляет переворот поддонов, для того чтобы следующая формовка происходила на обратную сторону поддона для обеспечения равномерности износа обеих сторон технологического поддона и исключение его прогиба.
Промежуточный конвейер 9 обеспечивает перемещение технологического поддона из кантователя в накопитель поддонов подающего конвейера 10.
Подающий конвейер 10 осуществляет подачу технологических поддонов в зону вибропресса 1.
Схват гидравлический 11 осуществляет перекладку изделий с технологического поддона на транспортный поддон установленный на стол поворотный 12.
Стол поворотный 12 служит для обеспечения поворота для перевязки складируемых изделий на транспортном поддоне, так же поворот служит для обертывания в упаковочный материал.
На рольганг замыкающий 13 перекладывается транспортный поддон для дальнейшей погрузки на склад.
Автоматизированная линия для производства изделий строительных бетонных работает следующим образом
В зону формовки вибропресса 1 с одной стороны осуществляется подача пустых технологических поддонов подающим конвейером 10, причем промежуточный конвейер 9 обеспечивает перемещение технологического поддона из кантователя 8 в накопитель поддонов подающего конвейера 10. Затем в зону формовки вибропресса 1, которая имеет размер 1200×480 мм, подается формовочная смесь в матрицу вибропресса 1 загрузчиком из бункера, предназначенного для создания запаса формовочной смеси для непрерывного цикла формовки, где происходит процесс формования изделий строительных бетонных. После чего, по конвейеру цепному 2 осуществляется перемещение поддона с отформованными изделиями из-под модуля для цветной смеси на рольганг 3 в накопительный штабелер 4.1, где происходит накопление отформованных изделий в один ряд по два поддона, укладываемых в шесть этажей. С другой стороны, со штабелера разгрузочного происходит разгрузка и подача поддонов с высушенными изделиями в зону разгрузки и укладки на транспортный поддон. Перемещение поддонов с высушенными изделиями с разгрузочного штабелера 4.2 в зону схвата гидравлического 11 и укладки изделий на транспортный поддон осуществляется конвейером цепным кулачковым 5. После чего конвейер промежуточный 6 обеспечивает подачу пустых (освободившихся) технологических поддонов в зону конвейера чистки и смазки поддонов 7, где с помощью вращающейся щетки очищаются поддоны от оставшихся частиц, смазываются маслом техническим и попадают в кантователь поддонов 8, где осуществляется переворот поддонов с целью обеспечения равномерности износа обеих сторон технологического поддона и исключение его прогиба. Схватом гидравлическим 11 осуществляется перекладка готовых изделий с технологического поддона на транспортный поддон, установленном на столе поворотном 12, служащий для обеспечения поворота для перевязки складируемых изделий на транспортном поддоне, так же поворот служит для обертывания в упаковочный материал. После чего транспортные поддоны с готовой продукцией перекладываются на замыкающий рольганг для дальнейшей погрузки на склад.
Заявляемое изобретение позволяет обеспечить непрерывный производственный процесс по технологическому алгоритму, причем, зона формования позволяет укладывать изделия с технического поддона на транспортный поддон без предварительного перекладывания, а возможность быстрой перенастройки линии изготовления с одного типа изделия на другой тип приводит к расширению номенклатуры выпускаемых изделий (более 400 видов изделий), а отечественное производсво линии позволяет повысить ее надежность и ремонтопригодность, наличие сенсорной панели оператора и контроллера с возможностью удаленного программирования позволяет осуществлять настройку, обновление программного обеспечения, контроль работы линии удаленно (он-лайн).
Применение заявляемого устройства технически и экономически целесообразно, так как оно позволяет: минимизировать ручной труд обслуживающего персонала, повысить производительность и качество выпускаемых изделий, при более низкой энергоемкости и компактности габаритов автоматизированной линии с возможностью быстрой перенастройки линии с одного типа изделий на другой, выпускать изделия широкого ассортимента (400 единиц наименований). Также программное обеспечение позволяет получать изделия высокого качества, осуществляя контроль процесса работы линии удаленно (он-лайн).
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| Технологическая линия изготовления кирпича | 1980 |
|
SU952607A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХЗАТЯЖЕК | 1972 |
|
SU428942A1 |
| Технологическая линия по изготовлению объемных блоков | 1989 |
|
SU1689075A1 |
| Установка для изготовления строительных изделий | 1981 |
|
SU1022812A1 |
| Технологическая линия для изготовления бетонных изделий | 1987 |
|
SU1735007A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСПАЛУБКИ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2228263C1 |
Изобретение относится к промышленности производства строительных материалов, а именно к технологическим линиям для изготовления изделий строительных бетонных методом вибропрессования из полусухих (жестких) бетонов с различными заполнителями. Автоматизированная линия для производства изделий строительных бетонных включает последовательно установленные и технологически связанные механизмы, при этом указанные механизмы включают вибропресс, конвейер цепной, рольганг, штабелер накопительный, штабелер разгрузочный, конвейер цепной кулачковый, конвейер гидравлический промежуточный, конвейер для чистки и смазки поддонов, кантователь поддонов, промежуточный ременный конвейер, подающий конвейер с магазином поддонов, схват гидравлический, поворотный стол, рольганг замыкающий. При этом автоматизированная линия снабжена контроллером с возможностью удаленного программирования и программным обеспечением, осуществляющим контроль работы линии онлайн. Причем зона формования вибропресса имеет размер 1200×480 мм и позволяет без перекладки укладывать изделие с технологического поддона на транспортный поддон. Техническим результатом является повышение производительности процесса и качества получаемых изделий при снижении энергоемкости процесса. 1 ил.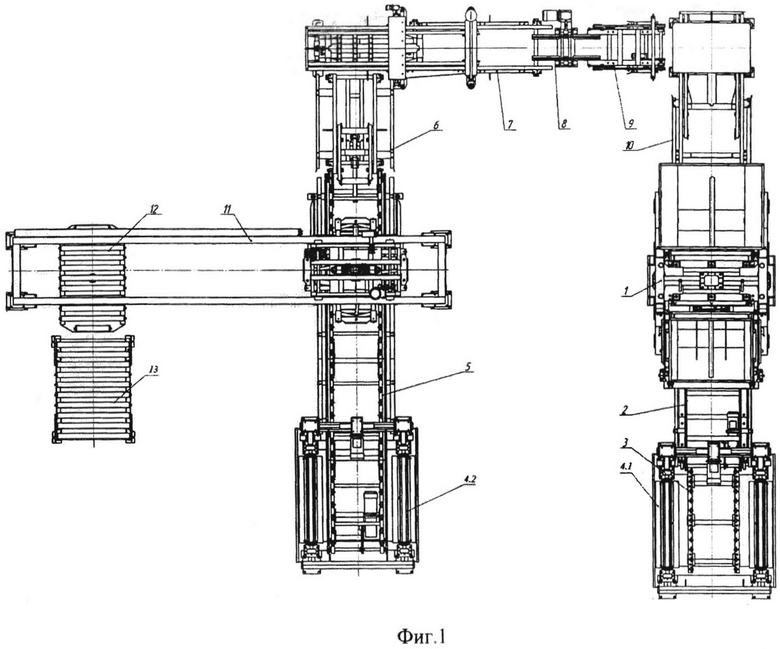
Автоматизированная линия для производства изделий строительных бетонных, включающая последовательно установленные и технологически связанные механизмы, отличающаяся тем, что указанные механизмы включают вибропресс, конвейер цепной, рольганг, штабелер накопительный, штабелер разгрузочный, конвейер цепной кулачковый, конвейер гидравлический промежуточный, конвейер для чистки и смазки поддонов, кантователь поддонов, промежуточный ременный конвейер, подающий конвейер с магазином поддонов, схват гидравлический, поворотный стол, рольганг замыкающий, при этом автоматизированная линия снабжена контроллером с возможностью удаленного программирования и программным обеспечением, осуществляющим контроль работы линии онлайн, зона формования вибропресса имеет размер 1200×480 мм и позволяет без перекладки укладывать изделие с технологического поддона на транспортный поддон.
| Согласующее устройство для лампы с бегущей волной (или лампы с обратной волной) | 1957 |
|
SU111802A1 |
| Способ уплотнения круглых жил электрических кабелей | 1938 |
|
SU55676A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПЕНОБЕТОННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2593685C2 |
| Технологическая линия для изготовления бетонных изделий | 1991 |
|
SU1838104A3 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| EA 2005006642 А1, 28.04.2006. | |||

