Изобретение относится к совместимому со смазочным материалом медному сплаву, который подходит, в частности, для производства компонентов зубчатой передачи, которые вступают в контакт со смазочным материалом и подвержены фрикционным напряжениям, таких как кольца синхронизатора, а также способу производства таких компонентов зубчатой передачи и зубчатой передачи, имеющей такие компоненты зубчатой передачи.
Для разработки медного сплава для производства деталей или компонентов, таких как, например, кольца синхронизатора, которые подвержены воздействию масла и фрикционных напряжений, с тем чтобы они имели повышенную коррозионную стойкость, необходимо учесть всю трибологическую систему. Она включает в себя состав смазочного материала, в частности содержащиеся в нем присадки, а также материал противостоящей фрикционной поверхности, в дополнение к слоям сплава возле поверхности. Кроме того, местное распределение температуры в случае возникновения фрикционного напряжения и старение смазочного материала оказывают влияние на износ, обусловленный коррозией.
Под воздействием фрикционного напряжения, адсорбционный слой, состоящий главным образом из присадок смазочного материала, формируется спустя лишь непродолжительное время контакта со смазочным материалом под фрикционной нагрузкой. В случае с термомеханической нагрузкой, под адсорбционным слоем образуется реакционно-способный слой, состоящий из компонентов адсорбционного слоя и составляющих сплава возле поверхности, вступающих в реакцию друг с другом. В ходе данного процесса, адсорбционный слой и реакционный слой формируют внешний пограничный слой на детали из медного сплава, под которой находится внутренний пограничный слой толщиной в несколько микрометров (мкм). Вследствие близости к внешнему пограничному слою, этот слой находится под воздействием механической нагрузки, воздействующей на поверхность, а также процессов химического преобразования, происходящих в реакционном слое. Процессы диффузии и процессы окисления с участием сплава подложки также влияют на формирование реакционного слоя в области внутреннего пограничного слоя.
Многие смазочные материалы содержат присадки, например такие, которые содержат серу и фосфор и могут оказывать коррозионное воздействие под соответствующей термомеханической нагрузкой вследствие фрикционного контакта, которое, в свою очередь, приводит к существенному сокращению срока службы детали. Уже были предложены медные сплавы для снижения коррозионного воздействия серных составляющих в смазочном материале. В патенте JP S 60162742 А описывается медный сплав для подшипника турбонагнетателя, который состоит из 57-61% Cu, 2,5-3,5% Pb, исходя из количества по массе, где могут присутствовать Fe и Zn в качестве примесей. Согласно описанию, на фрикционной поверхности образуется устойчивый слой CuS.
В патенте ЕР 0872565 А1 описывается, как можно снизить сернистую коррозию медного сплава путем введения в сплав, в дополнение к Cu и Zn, никелевого компонента в количестве 10-70% по массе, а также окисляемых ингредиентов сплава (An, Mn, Al и Si). Согласно описанию, оксидный слой подавляет образование слоя сульфида меди. В патенте ЕР 1281838 А2 раскрывается, что коррозии, обусловленной содержанием серы в смазочном масле, можно противодействовать посредством выбираемого соотношения Cu/Zn. Кроме того, добавляются Mn, Al, Si для повышения твердости сплава с формированием главным образом кристаллизированных силицид-марганцевых твердых фаз. Таким образом, предпочтительно использовать большое количество сплава Mn, составляющее до 7%, в этом уже известном сплаве. В патенте JP S 61117240 А предлагается медный сплав с массовыми количествами 54-64% Cu, 0,5-3% Si, 0,5-2% Al, 3-7% Mn и остальной долей Zn, в котором присутствует выделение твердых фаз в форме силицидов марганца. Сплав снижает формирование слоев сульфида меди, при этом эти слои имеют сниженную склонность к коррозии в качестве подшипникового материала для турбонагнетателя при высоких температурах выхлопа.
Кроме того, в патенте DE 4101620 С2 описывается медный сплав со сниженной склонностью к коррозии в отношении смазочных масел, которые содержат серу. Состав сплава состоит из 11,5-25% по массе Zn, 5-18% по массе Pb, 1-3,5% по массе Mn, 0,3-1,5% по массе Si. В структуре, состоящей из чистой α-фазы, содержание свинца равномерно распределено. Кроме того, кремниевые и марганцевые составляющие сплава добавляются таким образом, чтобы присутствовать в стехиометрическом соотношении, формируя силициды марганца с целью предотвращения выкристаллизовывания свободного кремния, что вызвало бы таким образом охрупчивание.
Для деталей, таких как, например, кольца синхронизатора, которые подвержены фрикционному напряжению, выделение твердой фазы повышает твердость поверхности и, таким образом, снижает степень износа. В трибологической системе со смазочным материалом, выделение твердой фазы в области возле поверхности, которая обеспечивает наибольшее сопротивление процессам износа и сглаживания, формирует пространственно ограниченные области с высоким механическим напряжением, где могут локально возникать высокие температуры. Процессы формирования и распада реакционного слоя ускоряются в этих областях компонента, которые подвержены особенно высоким тепловым нагрузкам, при этом выделение твердой фазы не является беспроблемным с точки зрения коррозии. Здесь следует подчеркнуть, что в случае с выделением твердой фазы в форме крупных зерен под механическими нагрузками, крупные участки внутреннего и внешнего пограничных слоев находятся под механическим напряжением, что, в свою очередь, повышает опасность питтинговой коррозии.
В целях противодействия таким процессам, в патенте США 6,793,468 В2 предлагается медный сплав, содержащий 54-64% по массе Cu, 0,2-3% по массе Si, 0,2-7% по массе Mn, 0,5-3,5% по массе Al и остальную долю Zn, при этом силициды кристаллического марганца присутствуют в виде вытянутых выровненных структур в матрице медного сплава. Для достижения этих целей, выравнивание твердых фаз должно обеспечиваться в осевом направлении относительно вращающегося вала, которому необходимо обеспечить опору, и/или противостоящего тела. Для дальнейшего развития этой концепции, в DE 102011004856 А1 предлагается ускорение формирования несущей нагрузку сульфидной пленки, так как это предотвращает сцепление с противостоящей поверхностью, скользящей по ней, при контакте с горячим смазочным маслом. Медный сплав, который используется для этой цели, содержит 25-45% по массе Zn, 0,3-2% по массе Si, 1,5-6% по массе Mn и остальную долю меди, в котором силицидные соединения кристаллического марганца присутствуют в ориентированном расположении. Плотность этих выделений выбирается таким образом, чтобы обеспечивалось среднее расстояние между зернами, составляющее 5-30 мкм, которое приводит к тепловому напряжению на стыке, когда он вступает в контакт с горячим смазочным маслом, что таким образом ускоряет образование желаемой сульфидной пленки на поверхности компонента.
В отношении повышенной стойкости к коррозии компонента, подверженного фрикционному напряжению, имеет значение влияние отдельных ингредиентов сплава подложки на состав и микроскопическую структуру внутреннего пограничного слоя, прилегающего к реакционному слою. В этом отношении, в ЕР 0709476 В1 предлагается спеченный медный сплав в качестве фрикционного материала в смазочной среде, который включает в себя присутствующие фосфорные и серные компоненты, где формируются интерметаллические твердые фазы, выбираемые из FeMo, FeCr, FeTi, FeW, FeB и Al2О3. Кроме того, присутствует пористая структура со средним диаметром пор, составляющим по меньшей мере 30 мкм, которая присутствует в количестве по меньше мере 20% от объема. Сплав состоит из 5-40% по массе Zn, 5-40% по массе Ni, 1-5% по массе Si, 0,1-5% по массе Al, 0,5-3% по массе Pb и предпочтительно Sn в количество 3-20% по массе, при этом остальную долю составляет медь. Формирование сульфида меди подавляется большими количествами цинка и никеля. Кроме того, также формируются силициды никеля, которые улучшают коэффициент трения.
Дополнительные медно-цинковые сплавы описываются в DE 102005059391 А1, DE 4240157 А1 или СН 223580. Эти сплавы используются для производства латунных компонентов, используемых в масляной среде, таких, например, как кольца синхронизатора. Эти сплавы имеют такую формулу, что кремний, который они содержат, полностью используется в формировании силицидов. Так как марганец является предпочтительным веществом для формирования силицида, количество марганца, приведенное в примерах сплавов, является соответственно высоким и, как правило, значительно превосходит 2% по массе. Содержание кремния корректируется таким образом, чтобы соответствовать силицид-формирующим долям, и включается в максимальном количестве, составляющем 1% по массе, в примере сплава, указанном в документах, ссылки на которые приводятся выше.
Во многие случаях присадки добавляются в смазочные материалы с целью снижения коррозии фрикционной поверхности и, следовательно, снижения износа, обусловленного истиранием. Одним примером такого ингибитора коррозии (противоизносного активного ингредиента) является, к примеру, диалкилдитиофосфат цинка. Фосфатное стекло, которое защищает поверхность реакционного слоя, формируется из этой присадки в реакционном слое. В идеальном случае, это предполагает обмен лигандов присадки с элементами сплава, а также включение катионов подложки, при этом формируется долговечный реакционный слой. Однако процессы реакций, которые защищают поверхность, зависят от состава внутреннего пограничного слоя материала подложки. Кроме того, дополнительные присадки оказывают влияние на процесс и при определенных обстоятельствах выступают в качестве защитных присадок, которые конкурентно защищают поверхность в отношении адгезии в адгезионном слое. Структура сплава и тепловые процессы, происходящие в реакционном слое, относящиеся к рассеянию тепла и локальным температурным пикам, также имеют важное значение для процессов наращивания слоя и распада. Таким образом, в зависимости от соответствующей трибологической системы, участие ингибиторов коррозии может даже привести к нежелательному процессу химического распада, при некоторых обстоятельствах распространяющегося на фрикционный слой. Коррозионно-стойкие медные сплавы, известные на настоящий момент, являются, таким образом, адаптированными индивидуально к весьма специфической смазочной системе.
В случае какого-либо изменения в составе присадки в смазочном материале, это сказывается на всей трибологической системе, что, в свою очередь, оказывает влияние на взаимодействующие химические реакции на металлической поверхности фрикционных партнеров. Следовательно, на формирование реакционного слоя могут влиять не только такие присадки, которые добавляются в смазочный материал с целью изменения поверхности фрикционной поверхности, но также и те, которые добавляются главном образом с целью защиты или улучшения базового масла. Кроме того, существует вероятность влияния на процессы старения смазочного материала. Затем могут происходить процессы окисления или процессы распада с участием присадок, оказывающие влияние на обмен с адсорбционным слоем на фрикционной поверхности в дополнение к поглощению частиц износа.
В дополнение к изменению в составе присадки, замена базового масла смазочного материала также приводит к кардинальному изменению в трибологической системе. В настоящее время для смазочных материалов, которые модифицируются для использования в качестве масел для зубчатых передач, главным образом используются базовые масла в форме минеральных масел, гидрокрекинговых масел или синтетических масел, таких как поли-α-олефины или сложные эфиры. В целях соответствия требованиям в отношении биосовместимого смазочного материала, замена базового масла растительными маслами или животными жирами может привести к кардинальным изменениям в адгезионных свойствах, так как растительные масла, как правило, имеют высокую полярность и, таким образом, усиливают афинность к металлической поверхности. Изменения в трибологической системе, вызванные изменением в смазочном материале, в частности, в его базовом масле, на настоящий момент по большей части влекут за собой необходимость корректировки состава сплава фрикционных партнеров для поддержания антикоррозионного эффекта.
Цель настоящего изобретения состоит, таким образом, в том, чтобы предложить медный сплав, обладающий высокой коррозионной стойкостью для различных смазочных материалов, в частности для разных базовых масел и вариаций присадок к смазочным материалам. Свойство низкой склонности к коррозии для различных трибологических систем должно сочетаться с хорошими механическими свойствами. Сплав должен, в частности, обладать высокой прочностью. Кроме того, он должен иметь низкий износ и должен, в частности, иметь коэффициент трения, который был бы как можно более адаптивен, для использования в качестве кольца синхронизатора во фрикционном соединении в паре со сталью.
Достижение этой цели обеспечивается, в соответствии с изобретением, медным сплавом, содержащим следующие материалы (количества, приведенные в % по массе):
в котором свободный кремний присутствует в матрице сплава или в несилицидных фазах, которые содержат кремний в количестве, составляющем по меньшей мере 0,4%, предпочтительно по меньшей мере 0,5% и особенно предпочтительно по меньшей мере 0,6%.
Когда неустранимые загрязняющие примеси упоминаются в контексте описания изобретения, следует подчеркнуть, что они представляют собой элементы, вводимые в расплав вследствие использования повторно используемого материала, при этом каждый элемент, который следует рассматривать как загрязняющую примесь, не должен превышать максимальное количество, составляющее 0,5% по массе, и общее количество загрязняющих примесей не должно превышать 1,5% по массе. Предпочтительно предпринимается попытка минимизировать загрязняющие примеси по отдельным материалам и по общему количеству.
Сплав в соответствии с изобретением - специальный латунный сплав - и/или произведенная из него деталь, например, кольцо синхронизатора, характеризуется(-ются) высокой совместимостью с маслом для широкого спектра смазочных систем. Было признано, что сплав в соответствии с изобретением формирует, в частности, стабильный реакционный слой в различных трибологических системах под воздействием фрикционного и теплового напряжения, при этом процессы выравнивания и истирания, относящиеся к внутреннему пограничному слою, по существу замедляются. Стабилизация пограничного слоя обуславливается выбранным соотношением между составляющими сплава Si, Cu и Zn. Соотношение количества свободного кремния в сравнении с общим количеством медной и цинковой составляющих сплава имеет особенно важное значение.
Воздействие цинкового компонента видится как стабилизирующее реакционный слой посредством обеспечения доступности достаточной реактивности для быстрого формирования слоя и залечивания. В некоторой степени обратное воздействие обеспечивается кремниевым компонентом. Здесь важно, чтобы свободный кремний, который не связан в силицидах, присутствовал в растворенной форме в матрице или в кремнийсодержащих несилицидных фазах в количестве, составляющем по меньшей мере 0,4% по массе. Полезный эффект в данном случае уже достигается, когда содержание свободного кремния превышает порог отдельных загрязняющих примесей, составляющий 0,15% по массе. Минимальное количество, составляющее 0,4% по массе, приводит к явной стабилизации реакционного слоя. Еще большее количество свободного кремния, составляющее предпочтительно по меньшей мере 0,5% и, в частности, по меньшей мере, 0,6%, повышает желаемое влияние на образование реакционного слоя, при этом верхний предел обуславливается требованием для пригодности сплава к обработке. Высококремнистых γ-фаз, которые обуславливают механически неблагоприятные свойства сплава, следует избегать. Следовательно, предпочтительно, чтобы количество свободного кремния было ограничено макс.2% по массе и особенно предпочтительно макс. 1,5%. При выбранном пределе для абсолютного содержания кремния, напряжения в литейном сплаве, которые могут при некоторых обстоятельствах привести к растрескиванию, подавляются, и поддерживается благоприятная прочность сплава на разрыв.
Кроме того, предпочтительно, чтобы массовое соотношение между цинковой составляющей сплава и абсолютным содержанием кремния находилось в диапазоне от 10-40 и предпочтительно в диапазоне от 20-35. Если рассматривать содержание цинка относительно количества свободного кремния в матрице сплава, то отношение находится предпочтительно в диапазоне между 15 и 75 и предпочтительно в диапазоне между 20 и 55. Соотношение, упомянутые ниже, между цинковым компонентом, который повышает реактивность, и свободным кремнием, который влияет на скорость реакции, корректируется таким образом, что формирование реакционного слоя происходит выборочно применительно к участвующим присадкам в смазочном материале.
Кремний в свободной форме выступает в качестве ингибитора окисления других составляющих сплава, и, в частности, склонность цинка к окислению снижается таким образом, что оксид-цинковые слои формируются только в незначительной степени, и вместо этого цинк присутствует в элементарной форме для включения в реакционный слой. Кроме того, предполагается, что свободный кремний в специальной латуни снижает скорость диффузии третьих элементов и также снижает теплопередачу внутри сплава. Это влияет на кинетику формирования реакционного слоя таким образом, что процессы синтеза замедляются и в то же время происходят более выборочно. Вместо формирования оксидного слоя с высоким содержанием оксида цинка, формируется медленно растущий и стабильный реакционный слой, в котором элементарный цинк, который доступен в качестве реагента, будет выборочно вступать в реакции с отдельными присадками смазочного масла, тогда как большинство присадок к маслу, известных в настоящее время, включаются в реакционный слой лишь в меньшей степени. Таким образом, образование реакционного слоя не подавляется полностью, но вместо этого происходит выборочный рост слоя вследствие повышенной реактивности, обусловленной содержанием цинка и ингибиторным эффектом растворенного свободного кремния в матрице или фазах на основе кремния.
Это взаимодействие обуславливает тот факт, что только очень специфические присадки к смазочным материалам, обладающие воздействием, способным изменять поверхность, влияют на наращивание реакционного слоя. Это объясняет широкий характер коррозионной стойкости деталей, произведенных из сплава в соответствии с изобретением, например, изготовленных из него колец синхронизатора, так как большинство присадок к маслу могут использоваться и заменяться без оказания отрицательного влияния на процесс формирования слоя. В этом отношении, трибологическая система остается более или менее неизменной для деталей, выполненных из сплава в соответствии с изобретением, например, колец синхронизатора, применительно к реакционному слою для целого ряда вариаций смазочного материала. Для использования в других смазочных средах, необходимо лишь обеспечить, чтобы не использовались конкретные присадки или присадочные композиции, которые могут оказать отрицательное воздействие на трибологическую систему. Тогда как с деталями из сплавов, известных ранее, могут использоваться только очень специфические смазочные материалы, в случае с деталями, выполненными из сплава, предложенного в настоящей заявке, существует только несколько смазочных материалов и/или композиций смазочных материалов, с которыми не может быть достигнут намеченный полезный эффект. Таким образом, детали, произведенные из заявленного сплава, обладают широкой совместимостью с маслом.
Для деталей, выполненных из заявленного сплава, крайний внешний слой принимает износ, формируя реакционный слой таким образом, что при этом формируется стабильный реакционный слой. Это отличается от обычной процедуры снижения износа, даже начального износа. В ходе исследований, которые способствовали созданию заявленного изобретения, было обнаружено, что для получения стабильного реакционного слоя, необходимо не только контролировать рост слоя, включая толщину слоя и состав слоя, но также с точки зрения стабильного формирования реакционного слоя компонента важное значение имеет стабилизация внутреннего пограничного слоя, прилегающего к реакционному слою. Благодаря добавлению кремния, наблюдается повышенная механическая стабильность пограничного слоя, повышающая, в частности, стойкостью к питтинговому износу. Этот эффект дополнительно усиливается выделением интерметаллических твердых фаз, при этом для сплава в соответствии с изобретением может присутствовать смесь силицидов и алюминидов, содержащих только кремний и/или алюминий, но также марганцевые, железные и никелевые составляющие сплава, а также необязательный элемент хром. Выбранное содержание алюминия в сплаве приводит к формированию главным образом алюминиевых интерметаллических фаз; таким образом захватываются элементы, которые в иных случаях являются необходимыми для формирования силицида. В результате, содержание кремния остается избыточным и может присутствовать в виде свободного кремния, растворенного в матрице сплава. Массовое соотношение компонентов сплава корректируется для предпочтительного варианта осуществления изобретения таким образом, что содержание алюминия превышает стехиометрическое соотношение для общего количества железного, марганцевого, никелевого и хромового компонентов:
Требуемое минимальное количество, составляющее 0,4%, предпочтительно по меньшей мере 0,5% и особенно предпочтительно по меньшей мере 0,6% свободного кремния, достигается не только за счет достаточно большого количества алюминия, вследствие чего алюминиды формируются в конкуренции с силицидами, но еще один фактор, влияющий на растворимость кремния, приводит к корректировке структуры сплава, которую можно контролировать посредством абсолютного содержания кремния. В случае если присутствует только или преимущественно β-латунь, то обеспечивается хорошая растворимость кремния в матрице сплава. В рамках предварительно определенных пределов для сплава, возможны комбинированные количества, в которых α фаза является термодинамически стабильной ниже 600°С, и в которых свободный кремний является растворимым, только в меньшей степени, чем в β фазе. Аналогичным образом, требуемое минимальное количество, составляющее 0,4%, предпочтительно по меньшей мере 0,5% и особенно предпочтительно по меньшей мере 0,6% свободного кремния, обеспечивается тем, что β-фазный компонент вмораживается в сплав вследствие выбранных условий охлаждения после плавления сплава и возможно дополнительных шагов термоформования и отжига.
Еще одна возможность контроля растворимости кремния в матрице сплава также приобретается в случае со структурной корректировкой, для которой κ-фаза в форме смешанного кристалла Cu-Zn-Al-Si присутствует в форме выделений мелкозернистой фазы. Благодаря этому, кремний может быть выделен из смешанного кристалла (α+β). Чтобы повлиять на формирование κ-фазы, можно провести повторный отжиг с контролируемым охлаждением. Кроме того, необязательный элемент хром также влияет на равновесие фаз, при этом для предпочтительного варианта осуществления сплава, хром присутствует только в виде неустранимой загрязняющей примеси.
Кобальт может присутствовать в сплаве в количестве, составляющем макс. 1,5% по массе. Однако, предпочтительным является вариант осуществления, в котором содержание кобальта составляет <0,7% по массе, или сплав является более или менее бескобальтовым.
Содержание свинца, составляющее макс. 0,8% по массе, в основном считается загрязняющей примесью. Было удивительно обнаружить, что совместимость описываемого здесь сплава со специальным маслом также достигается, даже если он не содержит Pb. Это было удивительно в свете того, что известные из уровня техники сплавы должны содержать определенное количество Pb, чтобы достичь совместимости с маслом. Сплавы в соответствии с изобретением, в которых содержание Pb составляет <0,1% по массе, считаются не содержащими Pb в масштабе настоящих вариантов осуществления.
Было удивительно обнаружить, что, несмотря на низкое содержание марганца в сравнении с уже известными сплавами рассматриваемого типа, в компонентах, произведенных со сплавом в соответствии с изобретением, формируется достаточное количество кремния, чтобы придать компоненту требуемую стойкость к истиранию. Это открытие было удивительным потому, что марганец является предпочтительным силицид-формирующим элементом, и согласно преобладающему мнению для получения желаемого содержания силицида, содержание марганца должно быть высоким, вследствие его афинности к формированию силицида. Для сплава в соответствии с изобретением было возможным задействовать в формировании силицида другие элементы, такие как, например, никель и/или железо, несмотря на тот факт, что они обладают существенно меньшей афинностью к формированию силицида по сравнению с марганцем. В этой связи, заявленный сплав также содержит алюминий в виде составляющей сплава, из элементов железо и/или никель могут формироваться алюминиды, но преобладающей является афинность к формированию силицида.
В этом отношении, было на удивление возможно не только обеспечить то, чтобы производимый компонент имел достаточное содержание силицида, но также чтобы присутствовал желаемый свободный кремний, при условии умелого использования различных афинностей элементов к кремнию. Исследования показали, что желаемый свободный кремний обеспечивается в заявленном диапазоне только если необходимо полагаться на традиционные процессы производства.
Детали, произведенные из сплава в соответствии с изобретением, во взаимодействии со смазочным материалом обеспечивают наращивание внутреннего пограничного слоя, который обеспечивает хорошую адгезию реакционных слоев в дополнение к обеспечению высокой тепловой и механической стабильности. Предполагается, что это неожиданное свойство является результатом адаптированной способностью к диффузии, которая оказывает воздействие на рост слоя реакционного слоя, а также предоставляет возможность использования самосмазывающих компонентов в качестве дополнительной коррозионной защиты. Добавление олова в состав сплава в соответствии с изобретением обеспечивает достижение этой цели по мере того, как оно достигает, вследствие диффузии, фрикционной поверхности, где оно оказывает самосмазывающее воздействие.
Для производства сплава в соответствии с изобретением, после связывания составляющих сплава проводится переформовка и термическая обработка, при этом формируется β-фаза с содержанием в матрице, составляющим по меньшей мере 70% и предпочтительно более 80%. В дополнение к повышенной растворимости кремния в матрице сплава, результатом является высокая твердость деталей и высокая стойкость к абразивному износу, при этом во многих случаях не требуется конечное дисперсионное отверждение. В этом случае, количество необязательного ингредиента кобальта в сплаве может быть снижено. Предпочтительно полностью устранить кобальт за исключением неустранимых загрязняющих примесей. В этом отношении было на удивление обнаружено, что широкая совместимость с маслом требуемого состава сплава далее улучшается для количества кобальта, составляющего менее 0,7% по массе. Таким образом, предполагается, что в настоящей многокомпонентной системе, присутствует взаимодействие между фракциями кобальта и фракциями железа, а также с хромом, которое оказывает косвенное влияние на содержание свободного кремния.
Улучшения положительных свойств вышеупомянутого сплава можно достичь благодаря использованию предпочтительного медного сплава, содержащего следующие количества по массе:
в котором присутствует свободный кремний в количестве, составляющем по меньшей мере 0,4%, предпочтительно по меньшей мере 0,5% и особенно предпочтительно по меньшей мере 0,6%, в матрице сплава или в кремнийсодержащих несилицидных фазах.
Дальнейшего улучшения положительных свойств вышеупомянутого сплава можно достичь благодаря использованию предпочтительного медного сплава, содержащего следующие количества по массе:
где присутствует свободный кремний в количестве, составляющем по меньшей мере 0,4%, предпочтительно по меньшей мере 0,5% и особенно предпочтительно по меньшей мере 0,6%, в матрице сплава или в кремнийсодержащих несилицидных фазах.
С учетом преимуществ медного сплава в соответствии с изобретением, описанного выше, и/или произведенных из него деталей, видно, что этот сплав подходит для производства компонентов, которые используются в масляной среде, таких как, например, кольца синхронизатора, части подшипника или подобные им детали. Это означает, что положительные свойства изделий, произведенных из этого сплава, достигаются не только, когда изделие является фрикционным партнером во фрикционной паре, таким как кольцо синхронизатора, но также, когда другие компоненты используются в комбинации, например, в паре, например, в подшипнике (в осевом подшипнике или радиальном подшипнике). Эти дополнительные варианты полезного применения также включают в себя подшипники, используемые в качестве частей подшипников. В данном случае очевидно, что особые свойства деталей, произведенных из такого сплава, проявляются, в частности, когда они подвергаются воздействию марганцевой смазки по меньшей мере временно в своей масляной среде.
Даже если положительные свойства, описываемые выше, проявляются во всем заявленном масштабе, сплавы, выполненные со следующим составом, являются предпочтительными для частей подшипников, что обусловлено показателем прочности, в частности, когда компоненты, выполненные из этих сплавов, должны подвергаться повышенным механическим нагрузкам (количества приведены в % по массе):
где присутствует свободный кремний в количестве, составляющем по меньшей мере 0,4%, предпочтительно по меньшей мере 0,5% и особенно предпочтительно по меньшей мере 0,6%, в матрице сплава или в кремнийсодержащих несилицидных фазах.
Эксперименты, приведенные ниже, проводились с заготовками, содержащими следующие компоненты сплава (количества приведены в % по массе):
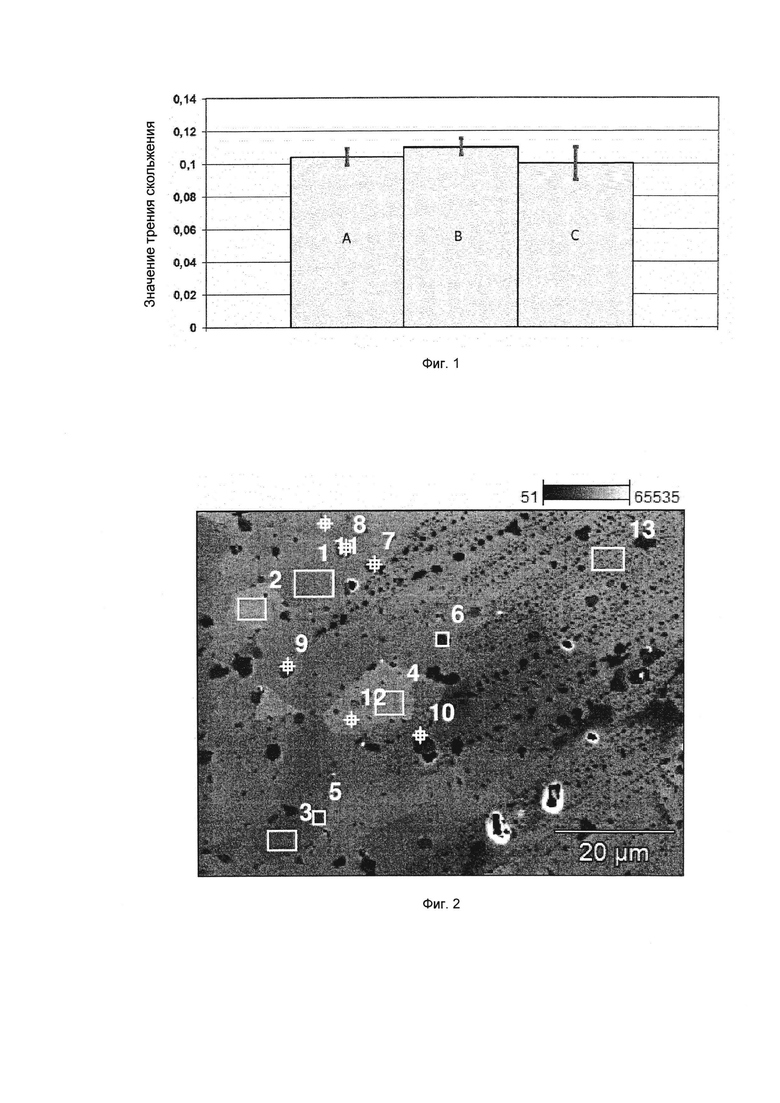
Исследованные прессованные заготовки с вышеупомянутым составом сплава обладают высокой вязкостью и достаточной прочностью, а также высоким относительным удлинением при разрыве. Могут быть получены детали и/или заготовки с твердостью НВ, составляющей 2,5/62,5 в диапазоне 250-270. Так как этот уровень прочности является достаточным для многих вариантов полезного применения, детали, произведенные из этого сплава, не требуют никакого последующего упрочнения. В случае с деталями, выполненными из уже известных сплавов, такая твердость может достигаться только с дополнительным шагом упрочнения. Испытания на растяжение показали, что предел растяжения составляет 0,2% в диапазоне 650-750 МПа. Кроме того, сплав в соответствии с изобретением имеет значение трения скольжения, составляющее ≥0,1. Это показано на Фигуре 1, где эксперименты А проводились со смазывающим материалом titanium EG 52512, эксперименты В проводились со смазывающим материалом ВОТ 350 М3, и измерения С проводились с ВОТ 402, при этом все эти материалы классифицируются как смазочные материалы.
Количество свободного кремния, не связанного в форме силицидов, определялось путем исследований с применением растровой электронной микрофотографии (РЭМ), проводимых на заготовке, произведенной из сплава в соответствии с изобретением. На Фигуре 2 показана микрофотография с помеченными точками измерений для проведения анализа посредством рентгеновской фотоэлектронной спектроскопии (РФЭС). В следующей таблице показано количество свободного кремния для выбранной точки измерения/поверхностей измерения, определяемых в данном контексте таким образом, чтобы эти точки измерения могли быть нанесены на матрицу сплава и, следовательно, внешнюю поверхность интерметаллических твердых фаз:
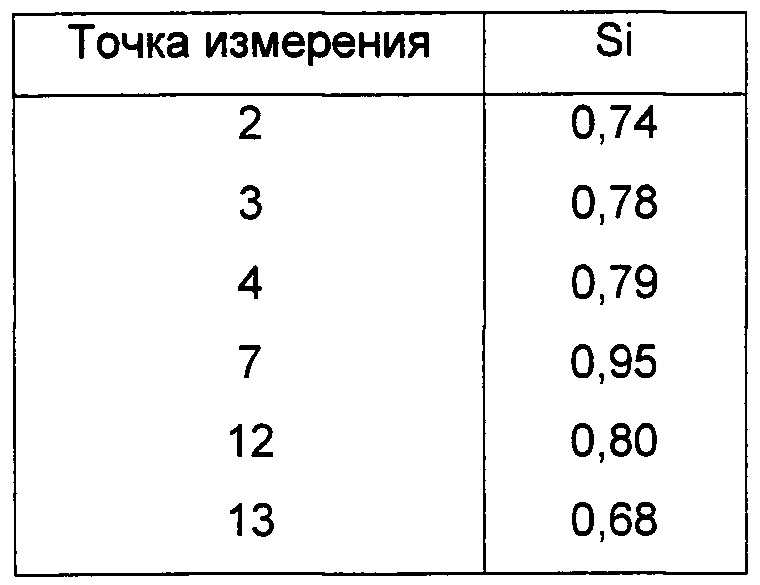
Кроме того, были проведены исследования с применением растровой электронной микрофотографии, не приведенные здесь в деталях, подтверждающие соответствующим образом измерения РЭМ-РФЭС по всему диапазону выбранных составов сплава. Было измерено содержание свободного кремния, составляющее по меньшей мере 0,6% по массе.
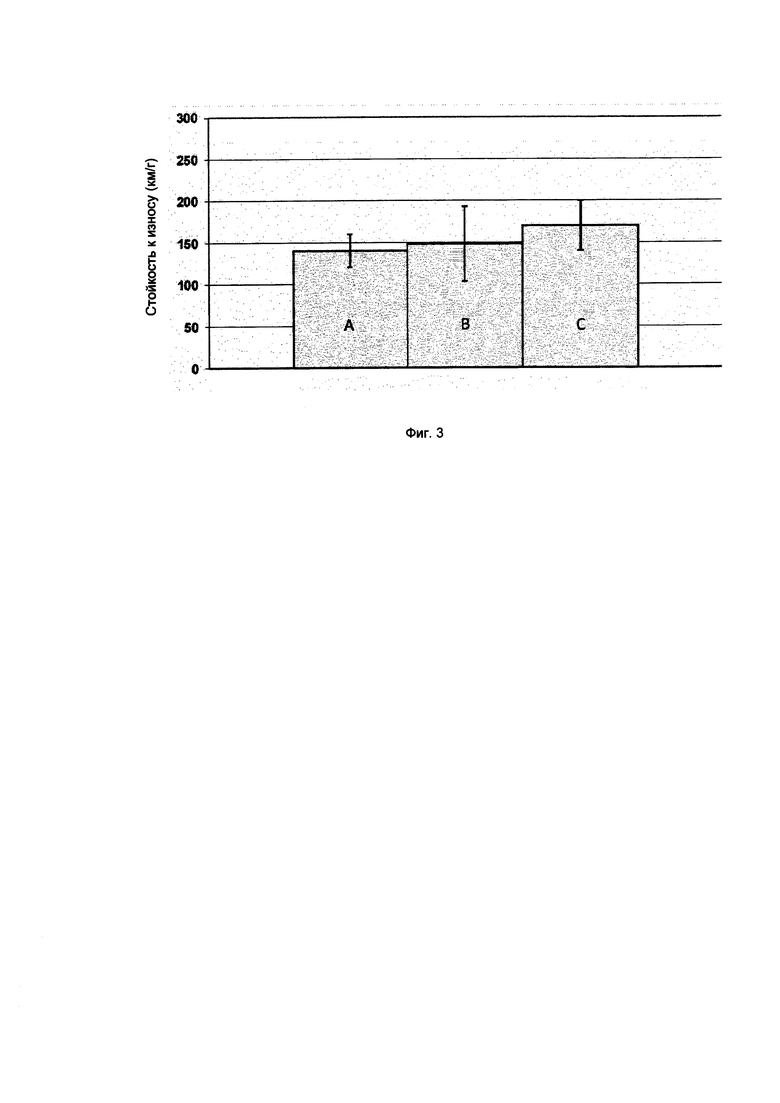
На Фигуре 3 показаны результаты экспериментов на изнашиваемость с экспериментальным сплавом в вышеупомянутых смазочных материалах, а именно A (titanium EG 52512), В (ВОТ 350 МЗ) и С (ВОТ 402), который имел широкую совместимость с маслом. Во всех смазочных системах было обнаружено наращивание стабильного реакционного слоя, при этом эксперименты проводились при температуре масла, составляющей 80°С, поверхностном давлении, составляющем 50 МПа, и скорости скольжения, составляющей 1 м/с. После прохождения фрикционного расстояния в 100 км, значения сопротивления износу находились в пределах относительно узкого диапазона 140-170 км/г. Было удивительно обнаружить, что в ходе уже описанных экспериментов на изнашиваемость, образец не только продемонстрировал особенно широкую совместимость с маслом, но также была высокой соответствующая стойкость к износу, а диапазон, покрываемый определенными таким образом значениями стойкости к износу, был довольно узким, несмотря на использование различных типов масла.
Сопоставимые результаты также могут быть достигнуты в вариантах, не содержащих Pb. Сплавы не содержащих Pb вариантов по существу подходят для производства заготовок или компонентов с тем же целевым назначением, как и варианты Pb-содержащего сплава, описанные выше, но они имеют преимущество, заключающееся в том, что они не содержат РЬ. Между тем, это требуется главным образом для соображений экологической безопасности.
Для этой цели подошел бы состав сплава, имеющий следующие элементы, указанные в % по массе:
в котором присутствует свободный кремний в количестве, составляющем по меньшей мере 0,4%, предпочтительно по меньшей мере 0,5% и особенно предпочтительно по меньшей мере 0,6%, в матрице сплава или в несилицидных фазах, содержащих кремний.
Были проведены испытания на совместимость с маслом с использованием этой группы сплавов на основании двух разных типов сплавов, которые отличаются друг от друга в плане содержания в них никеля и алюминия. Интересно, что результаты совместимости с маслом, достигнутые с этими сплавами, показывают, что, несмотря на отсутствие свинца в качестве ингредиента сплава, совместимость с маслом соответствует совместимости с маслом, обнаруженной для сплава, содержащего Pb, как было описано выше. Ими являются следующие типы сплава (количество в % по массе), в которых свободный кремний предпочтительно присутствует в матрице сплава или в несилицидных фазах, содержащих кремний, в количестве, составляющем по меньшей мере 0,4%, предпочтительно по меньшей мере 0,5% и особенно предпочтительно по меньшей мере 0,6%:
Сплав типа 1
Сплав типа 2
Образец сплава типа 1 был испытан в частности применительно к его совместимости с маслом, и был выявлен следующий состав (количество в % по массе):
Состав испытанного образца, отобранного из сплава типа 2, имел следующий состав (количества в % по массе):
Втулки в качестве частей подшипника могут производиться из такого сплава посредством по существу известных шагов технологического процесса. Это включает в себя следующие шаги:
- Прессование заготовочного трубного материала
- Мягкий отжиг прессованного заготовочного трубного материала
- Холодное волочение мягкоотожженного заготовочного трубного материала макс, на 5%, предпочтительно на 2-3%
- Термическое разложение холоднотянутой заготовки
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕССВИНЦОВЫЙ ВЫСОКОПРОЧНЫЙ ЛАТУННЫЙ СПЛАВ И ИЗДЕЛИЕ ИЗ ВЫСОКОПРОЧНОГО ЛАТУННОГО СПЛАВА | 2017 |
|
RU2732139C2 |
| СПЛАВ СПЕЦИАЛЬНОЙ ЛАТУНИ И ПРОДУКТ ИЗ ЭТОГО СПЛАВА | 2015 |
|
RU2717432C2 |
| ВЫСОКОПРОЧНАЯ ЛАТУНЬ И ИЗДЕЛИЕ ИЗ ВЫСОКОПРОЧНОЙ ЛАТУНИ | 2017 |
|
RU2698020C1 |
| СПЛАВ СПЕЦИАЛЬНОЙ ЛАТУНИ И ПРОДУКТ ИЗ ЭТОГО СПЛАВА | 2015 |
|
RU2660552C2 |
| АЛЮМИНИЕВАЯ БРОНЗА, СПОСОБ ИЗГОТОВЛЕНИЯ И ПРОДУКТ ИЗ АЛЮМИНИЕВОЙ БРОНЗЫ | 2015 |
|
RU2660543C2 |
| СПЛАВ СПЕЦИАЛЬНОЙ ЛАТУНИ И ПРОДУКТ ИЗ ЭТОГО СПЛАВА | 2015 |
|
RU2701701C2 |
| ОСАЖДЕНИЕ ИОНОВ МЕТАЛЛОВ НА ПОВЕРХНОСТИ ЭЛЕКТРОПРОВОДНЫХ ПОДЛОЖЕК | 2008 |
|
RU2486284C2 |
| ВЫСОКОПРОЧНЫЙ ЛАТУННЫЙ СПЛАВ И ИЗДЕЛИЕ ИЗ ВЫСОКОПРОЧНОГО ЛАТУННОГО СПЛАВА | 2018 |
|
RU2764687C1 |
| МЕДНО-ЦИНКОВЫЙ СПЛАВ, А ТАКЖЕ ИЗГОТОВЛЕННОЕ ИЗ НЕГО БЛОКИРУЮЩЕЕ КОЛЬЦО СИНХРОНИЗАТОРА | 2006 |
|
RU2415188C2 |
| КОМПОЗИЦИОННАЯ ПРИСАДКА К ЖИДКИМ ТОПЛИВАМ | 2001 |
|
RU2187541C1 |
Изобретение относится к совместимому со смазочным материалом медному сплаву, используемому для производства компонентов зубчатой передачи, в частности колец синхронизатора. Фрикционная деталь, совместимая со смазочным материалом, выполнена из медного сплава, содержащего, мас.%: 54-65 меди, 2,5-5,0 алюминия, 1,0-3,0 кремния, 2,0-4,0 никеля, 0,1-1,5 железа, ≤1,5 марганца, ≤1,5 олова, ≤1,5 хрома, ≤1,5 кобальта, ≤0,8 свинца, остальное - цинк и неизбежные примеси, при этом сплав имеет структуру, в которой свободный кремний присутствует в матрице сплава или в кремнийсодержащих несилицидных фазах в количестве, составляющем по меньшей мере 0,4 и не более 2%, массовое отношение между цинком и свободным кремнием составляет от 15 до 75, β-фаза присутствует в структуре сплава в количестве, превышающем 80, а богатые кремнием γ-фазы отсутствуют. Изобретение направлено на повышение коррозионной стойкости сплава в различных смазочных средах в сочетании с хорошими механическими свойствами. 3 н. и 10 з.п. ф-лы, 3 ил.
1. Фрикционная деталь, совместимая со смазочным материалом и выполненная из медного сплава, содержащего, мас.%:
остальное цинк и неизбежные примеси, при этом сплав имеет структуру, в которой свободный кремний присутствует в матрице сплава или в кремнийсодержащих несилицидных фазах в количестве, составляющем по меньшей мере 0,4 и не более 2%, при этом массовое отношение между цинком и свободным кремнием составляет от 15 до 75, β-фаза присутствует в структуре сплава в количестве, превышающем 80, а богатые кремнием γ-фазы отсутствуют.
2. Деталь по п. 1, которая выполнена из медного сплава, содержащего, мас.%: 3,0-5,0 алюминия, 0,5-1,5 железа и ≤0,7% олова.
3. Деталь по п. 2, которая выполнена из медного сплава, содержащего, мас.%: 56-60 меди, 3,0-4,0 алюминия, 1,3-2,5 кремния, 3,0-4,0 никеля, 0,5-1,5 железа, 0,1-1,5 марганца и 0,3-0,7 олова.
4. Деталь по п. 1 или 2, которая выполнена из медного сплава, содержащего, мас.%: 59-62 меди, 3,5-4,5 алюминия, 1,2-1,8 кремния, 2,5-3,9 никеля, 0,7-1,1 железа, 0,7-1,0 марганца, 0,05-0,5 олова и ≤0,1 свинца.
5. Деталь по п. 1, отличающаяся тем, что количество свободного кремния составляет по меньшей мере 0,65 мас.%.
6. Деталь по п. 1, отличающаяся тем, что массовое отношение цинка к свободному кремнию составляет от 20 до 55.
7. Деталь по п. 1, отличающаяся тем, что количество алюминия превышает стехиометрическое соотношение общего количества железа, марганца, никеля и хрома.
8. Деталь по п. 1, отличающаяся тем, что отношение общего количества элементов Ni+Fe+Mn к Si составляет ≤3,45, предпочтительно ≤3,25.
9. Деталь по п. 1, отличающаяся тем, что свинец присутствует в качестве примеси в количестве, составляющем макс.0,8 мас.%.
10. Способ производства фрикционной детали по любому из пп. 1-9, заключающийся в том, что проводят по меньшей мере одну термообработку с последующим охлаждением таким образом, чтобы количество свободного кремния в матрице сплава или в кремнийсодержащих несилицидных фазах составляло по меньшей мере 0,4 %.
11. Способ по п. 10, отличающийся тем, что термическую обработку и последующее охлаждение осуществляют таким образом, что содержание β-фазы составляло по меньшей мере 80%.
12. Способ по п. 10 или 11, отличающийся тем, что деталь представляет собой кольцо синхронизатора для зубчатой передачи.
13. Зубчатая передача, содержащая по меньшей мере одну фрикционную деталь по любому из пп. 1-9, выполненную в виде кольца синхронизатора, при этом упомянутая зубчатая передача содержит коробку зубчатой передачи, в которой упомянутая деталь зубчатой передачи размещена в среде масла для зубчатой передачи, причем упомянутая деталь зубчатой передачи имеет реакционный слой на его поверхности, подвергающейся трению, с присадками, присутствующими в масле для зубчатой передачи, и свободный кремний, присутствующий в качестве химически активного элемента в матрице или в кремнийсодержащей несилицидной фазе, или в продуктах реакции, и/или продуктах распада.
| US 2009092517 A1, 09.04.2009 | |||
| US 5337872 A1, 16.08.1994 | |||
| ЛИТАЯ ЗАГОТОВКА ИЗ ЛАТУНИ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ СИНХРОНИЗАТОРОВ | 2007 |
|
RU2382099C2 |
| CN 101709405 A, 19.05.2010 | |||
| US 5326646 A1, 05.07.1994. | |||

