Изобретение относится к высокочастотной связи по проводам линий электропередачи, используемой в области энергетики, в частности к технологии изготовления каркасов для обмоток реакторов высокочастотных заградителей.
Высокочастотный заградитель предназначен для ослабления шунтирующего действия оборудования и шин подстанций и ответвлений от высоковольтной линии на сигналы противоаварийной автоматики, релейной защиты, телефонной связи и телемеханики.
Одним из основных конструктивных элементов высокочастотного заградителя является силовой реактор, который так же, как и остальные узлы заградителя, должен соответствовать требованиям, предъявляемым к заградителям, а именно возможность работы в условиях перенапряжений в электрических сетях при грозе, коммутационных переключениях и аварийных ситуациях на линии электропередачи (ЛЭП), которые приводят к чрезвычайным динамическим нагрузкам на реактор. Кроме того, высокочастотный заградитель должен выдерживать не менее чем 25-летний срок эксплуатации в условиях внешних воздействий окружающей среды.
К конструкции каркаса реактора предъявляются такие требования, как механическая прочность, удобство и надежность крепления каркаса с обмоткой при сборке узла.
Технология изготовления каркаса определяется конструкцией и свойствами применяемых материалов.
Из уровня техники известен высокочастотный заградитель, включающий силовой реактор, представляющий собой катушку индуктивности, выполненную из алюминиевого либо медного провода, навитого на реечный каркас, рейки которого в крайних точках связаны между собой верхней и нижней крестовинами, при этом в промежуточных точках рейки каркаса соединены между собой планками с шагом от 100 до 1000 мм, величина которого определяется размерами реактора (патент RU №129320, МПК Н04В 3/54, опубл. 20.06.2013 г.).
Недостатком данного технического решения является недостаточная механическая прочность, обусловленная тем, что при изготовлении реек каркаса в последних выполняются пазы для размещения витков провода катушки индуктивности, который выполнен многожильным или монолитным. При этом указанные пазы выполняются на каждой отдельно взятой рейке. В результате невозможно достичь высокой точности совмещения пазов двух рядом расположенных реек. При размещении в последние многожильного провода, например, возникают некоторые перекосы и провод неровно укладывается в пазы. При протекании токов короткого замыкания он подвергается значительной деформации, что может привести к разрушению реактора. Кроме того, выполнение пазов на каждой отдельно взятой рейке является трудоемким и затратным технологическим процессом.
Техническая задача, на решение которой направлено предлагаемое техническое решение, заключается в разработке более технологичного и менее трудозатратного способа изготовления реек, обеспечивающего высокую механическую прочность каркасу реактора при протекании по его виткам токов короткого замыкания.
Технический результат заключается в повышении механической прочности реактора и снижении трудозатрат на изготовление каркаса реактора.
Для достижения заявленного технического результата согласно предлагаемому способу изготовления реек каркаса реактора высокочастотного заградителя с пазами для витков катушек, включающему расположение на горизонтальном неподвижном упоре стола обрабатывающего центра технологических ступеней в соответствии с комплектами обрабатываемых реек, количество которых в комплекте составляет по меньшей мере четыре, а на вертикальном неподвижном упоре стола обрабатывающего центра - технологического клина, посредством которого задают угол наклона реек к оси обрабатывающего центра, причем технологические ступени располагают в порядке убывания или возрастания их по высоте в зависимости от направления пазов, а высота наименьшей технологической ступени для каждого из комплектов реек и величина превышения высоты каждой последующей ступени над предыдущей равны шагу намотки витков катушки, деленному на количество реек в комплекте, при этом обрабатываемые рейки одинаковой длины размещают покомплектно на столе обрабатывающего центра с установкой крайней рейки в каждом комплекте без технологической ступени, а всех остальных - на соответствующие ступени, посредством прижимных устройств неподвижно зажимают собранные комплекты реек в один пакет и осуществляют в них проточку пазов для размещения витков катушки путем фрезерования наклонных пазов заданного размера.
При этом:
- количество комплектов обрабатываемых реек определяется размерами рабочего стола обрабатывающего центра;
- в качестве прижимных устройств используют тиски;
- обрабатываемые рейки располагают под углом не более 10° по отношению к оси обрабатывающего центра.
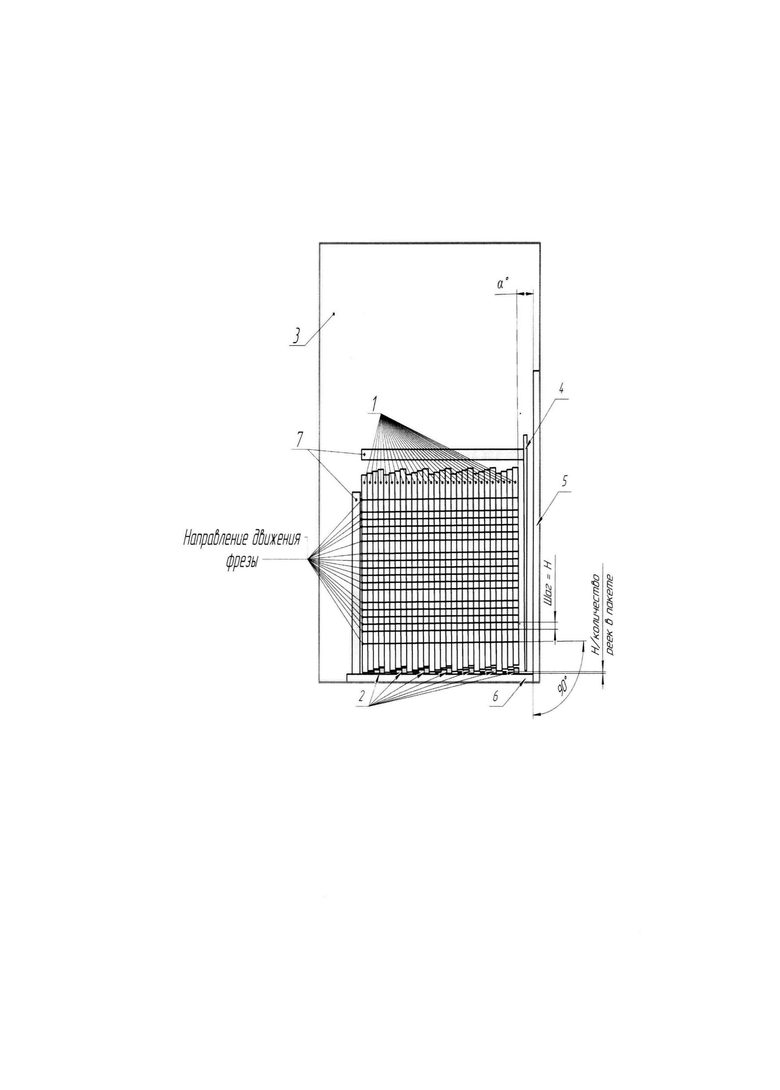
Реализация предлагаемого способа поясняется чертежом, на котором представлено изготовление нескольких комплектов реек. Каждый комплект состоит из реек количеством от четырех до двадцати четырех, все рейки одинаковой высоты, при этом каждая рейка устанавливается на технологическую ступень 2. Высота ступеней различная и определяется шагом намотки. Так при шаге намотки, равном 26 мм, первая ступень выполняется высотой 6,5 мм, вторая - 13 мм, третья - 19,5 мм.
Каждую рейку 1 устанавливают на технологическую ступень 2 в порядке возрастания или убывания ее высоты, при этом последняя или первая рейки устанавливается без ступени 2. Различная высота ступеней обеспечивает выполнение наклонного паза, то есть бесступенчатую намотку провода. Рейки располагают под углом не более 10° по отношению к оси обрабатывающего центра, который задается технологическим клином 4. Неподвижные упоры 5, 6 предназначены для фиксации пакетов реек на рабочем поле обрабатывающего центра. Между упорами 5, 6 и прижимным устройством 7, в качестве которого используют, например, "тисы", зажимают комплекты реек, обеспечивая их неподвижность.
После установки всех комплектов реек, последние уплотняют с помощью прижимного устройства 7, обеспечивая их неподвижность, задают необходимую ширину и глубину паза и выполняют его путем фрезерования.
Изготовление пазов одновременно на нескольких комплектах реек позволяет выполнить пазы с высокой точностью без смещения их между соседними рейками, что позволит разместить обмотку реактора в пазы реек без каких-либо перекосов, и, следовательно, при протекании токов короткого замыкания по проводам обмоток последние будут менее подвержены механическому воздействию, в результате чего обеспечится большая устойчивость каркаса и в конечном итоге самого реактора, что повысит его долговечность, то есть длительную безаварийную эксплуатацию.
Кроме того, применение предлагаемого способа изготовления реек, в частности, по меньшей мере, одного комплекта значительно сократит трудозатраты и время на изготовление каркаса реактора и, в конечном итоге самого реактора.
Заявляемое техническое решение соответствует критерию «новизна», так как из уровня техники не выявлены технические решения с предложенной совокупностью признаков, критерию «изобретательский уровень», так как не выявлены признаки, обеспечивающие достижение заявленного технического результата, критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| Реактор высокочастотного заградителя | 2019 |
|
RU2721375C1 |
| Способ намотки многослойной обмотки реактора высокочастотного заградителя | 2019 |
|
RU2721371C1 |
| РЕАКТОР ВЫСОКОЧАСТОТНОГО ЗАГРАДИТЕЛЯ | 2019 |
|
RU2713196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК ИНДУКТИВНОСТИ (РЕАКТОРОВ) | 1965 |
|
SU169668A1 |
| Высокочастотный заградитель | 1975 |
|
SU555549A1 |
| Станок для намотки статоров электрических машин | 1990 |
|
SU1757030A1 |
| Устройство для изготовления обмотки статоров электрических машин | 1983 |
|
SU1171911A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| Станок для намотки длинномерного нитевидного материала | 1989 |
|
SU1641755A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU1065973A1 |
Изобретение относится к способу изготовления реек каркаса реактора высокочастотного заградителя с пазами для витков катушек и может быть использовано в области энергетики. Изготавливают реечный каркас из реек с наклонными пазами с использованием технологических клиньев и ступеней. Технологические ступени располагают на горизонтальном упоре стола в порядке возрастания или убывания их по высоте. Рейки устанавливают на технологические ступени. Высота наименьшей ступени равна шагу намотки, деленному на количество реек в комплекте, а угол наклона реек к вертикальному упору определяется диаметром, шагом и направлением обмотки катушки и задается технологическим клином. Готовые комплекты реек объединяют в один пакет, обеспечивают пакету неподвижность, задают требуемый размер паза и осуществляют его проточку. Изобретение позволяет выполнить пазы с высокой точностью без смещения их между соседними рейками и разместить обмотку реактора в пазы реек без каких-либо перекосов, и, следовательно, при протекании токов короткого замыкания по проводам обмоток последние будут менее подвержены механическому воздействию, в результате чего обеспечится большая устойчивость каркаса и в конечном итоге самого реактора, что повысит его долговечность и длительную безаварийную эксплуатацию. 3 з.п. ф-лы, 1 ил.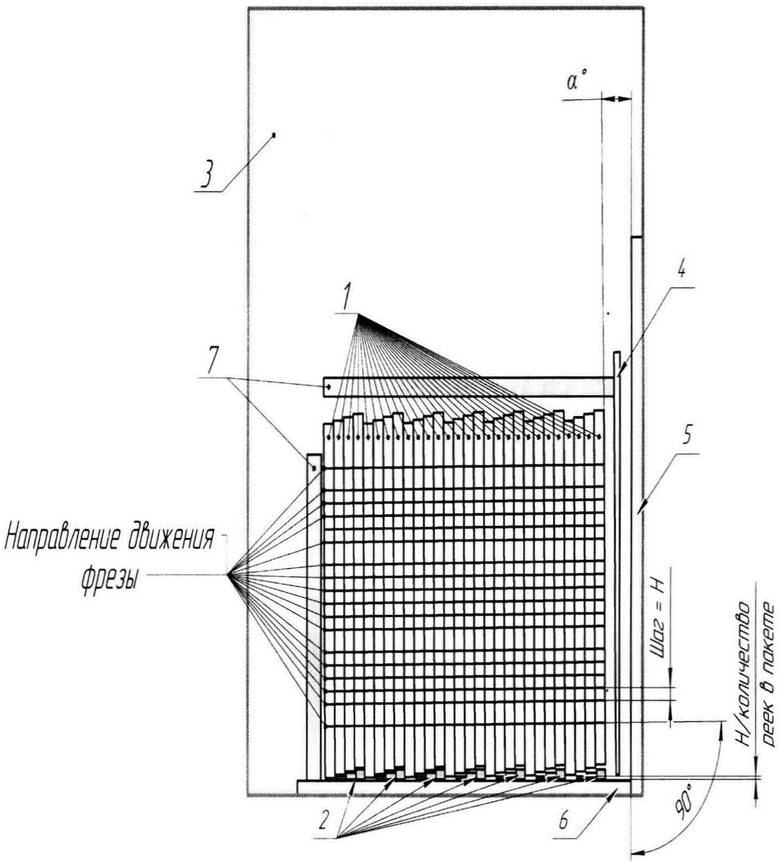
1. Способ изготовления реек каркаса реактора высокочастотного заградителя с пазами для витков катушек, включающий расположение на горизонтальном неподвижном упоре стола обрабатывающего центра технологических ступеней в соответствии с комплектами обрабатываемых реек, количество которых в комплекте составляет по меньшей мере четыре, а на вертикальном неподвижном упоре стола обрабатывающего центра - технологического клина, посредством которого задают угол наклона реек к оси обрабатывающего центра, причем технологические ступени располагают в порядке убывания или возрастания их по высоте в зависимости от направления пазов, а высота наименьшей технологической ступени для каждого из комплектов реек и величина превышения высоты каждой последующей ступени над предыдущей равны шагу намотки витков катушки, деленному на количество реек в комплекте, при этом обрабатываемые рейки одинаковой длины размещают покомплектно на столе обрабатывающего центра с установкой крайней рейки в каждом комплекте без технологической ступени, а всех остальных - на соответствующие ступени, посредством прижимных устройств неподвижно зажимают собранные комплекты реек в один пакет и осуществляют в них проточку пазов для размещения витков катушки путем фрезерования наклонных пазов заданного размера.
2. Способ по п. 1, отличающийся тем, что количество комплектов обрабатываемых реек определяется размерами рабочего стола обрабатывающего центра.
3. Способ по п. 1, отличающийся тем, что в качестве прижимных устройств используют тиски.
4. Способ по п. 1, отличающийся тем, что обрабатываемые рейки располагают под углом не более 10° по отношению к оси обрабатывающего центра.
| Однобарабанная лебедка | 1959 |
|
SU129320A1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2215632C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА (ВАРИАНТЫ) И ТЕПЛООБМЕННАЯ СЕКЦИЯ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА (ВАРИАНТЫ) | 2004 |
|
RU2266489C1 |
| US 4228573 A, 21.10.1980 | |||
| CN 105057975 A, 18.11.2015. | |||

