Изобретение касается режущего устройства для продольного резания полотна пленки, движущегося в плоскости полотна в направлении транспортировки, в частности полотна полимерной пленки, с признаками ограничительной части п. 1 формулы изобретения. Кроме того, в рамках изобретения указывается способ резания с помощью режущего устройства.
Из уровня техники известно множество вариантов осуществления разрезания движущихся, имеющих форму полотен материалов, таких как, например, пленки из полимера, в продольном направлении на множество полос пленки. Продольное резание пленки осуществляется чаще всего путем проведения полотна пленки по нескольким установленным в ножевой балке режущим лезвиям. Однако возрастающие скорости установок приводят к более высокому износу этих режущих лезвий, которые из-за этого должны все чаще заменяться. При этом для замены ножевых балок чаще всего должна останавливаться вся производственная установка, что нежелательным образом приводит к производственному простою и к повышенным производственным затратам.
Для снижения частоты замены ножевых балок были разработаны так называемые вращающиеся ножевые балки, которые, например, являются содержанием документа DE 31 37 826 A1. При этом предусмотрены цилиндрические ножевые балки, по периметру которых установлены несколько рядов режущих лезвий, которые могут вращаться из одного ряда ножевых лезвий дальше в другой ряд лезвий, что может выполняться при работающей резательной установке. Однако когда лезвия затуплены всех рядов лезвий, то необходимо все же останавливать всю производственную установку и полностью заменять цилиндрическую ножевую балку. Хотя посредством замены такой вращающейся ножевой балки достигаются более долгие сроки службы установки, тем не менее, для замены ножевой балки установка должна останавливаться, и при этом непременно должно прерываться производство. Кроме того, изготовление вращающейся ножевой балки является соответственно трудоемким.
При другом варианте осуществления устройств для продольного резания, которые является содержанием публикации DE 126 027 A1, дисковидные ножи устанавливаются на ножевой балке, которая обладает возможностью вращения против направления движения полотна пленки. Благодаря этому скорость ножа ниже, чем скорость транспортировки пленки, поэтому износ дисковидных ножевых лезвий замедляется. Однако и здесь, как только дисковидные ножевые лезвия на своем снабженном режущими лезвиями окружном участке затупляются, необходимо обычно заменять всю ножевую балку и останавливать установку.
Хотя при замедлении износа режущих устройств производительность экструзионных установок для производства полос может повышаться, однако для замены ножевых балок эти установки по-прежнему должны останавливаться, что негативно сказывается на производительности.
Таким образом, задачей настоящего изобретения является предоставить режущее устройство, которое устранит изложенные недостатки уровня техники и обеспечит возможность непрерывной эксплуатации установки без необходимости остановки производственной установки в каждом случае при замене ножей.
Эта задача у режущего устройства согласно ограничительной части п. 1 формулы изобретения решается с помощью признаков отличительной части п. 1 формулы изобретения. Зависимые пункты формулы изобретения касаются других, особенно предпочтительных вариантов осуществления изобретения.
У предлагаемого изобретением режущего устройства для продольного резания полотна пленки, движущегося в плоскости полотна в направлении транспортировки, в частности полотна полимерной пленки, на множество полос пленки, при этом снабженная режущими лезвиями первая ножевая балка в положении резания погружена режущими лезвиями в плоскость полотна, снабженная режущими лезвиями вторая ножевая балка может погружаться своими режущими лезвиями в плоскость полотна, и первая ножевая балка может перемещаться из положения резания в передаточное положение вне плоскости полотна, когда вторая ножевая балка погружена своими режущими лезвиями в плоскость полотна.
Предпочтительно у предлагаемого изобретением режущего устройства замена ножевых балок может осуществляться автоматически при работающей установке. Прежде чем первая ножевая балка переместится из своего положения резания в передаточное положение вне плоскости полотна, вторая ножевая балка своими режущими лезвиями уже погружена в плоскость полотна, благодаря чему становится возможной непрерывная, бесперебойная эксплуатация режущего устройства даже при высоких скоростях полотна пленки. Замена ножевых балок при текущей эксплуатации установки чаще всего начинается при первом предзнаменовании того, что режущие лезвия ножевой балки, находящейся в данный момент в положении резания, затупляются, и/или в картине резания полос пленки обнаруживаются неравномерности. При этом вторая ножевая балка во втором положении резания своими режущими лезвиями погружается в плоскость полотна, и после этого первая ножевая балка перемещается из положения резания в передаточное положение вне плоскости полотна.
В зависимости от варианта осуществления предлагаемого изобретением режущего устройства возможно, чтобы каждая ножевая балка при замене ножевой балки, если смотреть в направлении транспортировки, врезалась или, соответственно, погружалась в полотно пленки как в верхнем по потоку, так и нижем по потоку положении резания.
Для этого альтернативно в рамках изобретения предусмотрено, чтобы вторая ножевая балка всегда погружалась в плоскость полотна в направлении транспортировки ниже по потоку от ножевой балки, находящейся в данный момент в предпочтительном верхнем по потоку положении резания, и при этом режущие лезвия этой второй ножевой балки всегда входили в промежутки между уже нарезанными в продольном направлении полосами пленки. Расстояния между отдельными режущими лезвиями поперек направления транспортировки вдоль ножевой балки определяются соответствующими дистанционными элементами между режущими лезвиями, чем также соответственно задана ширина отдельных полос пленки. С помощью соответствующих юстировочных устройств, таких как, например, центрирующие цапфы или тому подобное, которые служат для направления или, соответственно, удерживания ножевых балок, обеспечивается, чтобы режущие лезвия, погружающиеся при замене ножевой балки в плоскость полотна пленки, всегда были размещены точно так, чтобы эти режущие лезвия всегда входили в промежутки между уже нарезанными в продольном направлении полосами пленки. Таким образом, предотвращаются трещины в полосах при замене ножевой балки, и картина резания даже при замене ножевой балки остается по возможности без дефектов или неравномерностей.
Ножевая балка с уже изношенными, тупыми режущими лезвиями, может из передаточного положения вне плоскости полотна особенно удобно приводиться в положение извлечения и после этого заменяться, без нарушения при этом текущей эксплуатации режущего устройства. Также в рамках изобретения можно извлекать погружаемую, тупую ножевую балку непосредственно в передаточном положении вне плоскости полотна режущего устройства или, соответственно, снова вводить новую ножевую балку в передаточном положении в режущее устройство.
Особенно предпочтительно у предлагаемого изобретением режущего устройства ножевые балки могут перемещаться каждая по существу перпендикулярно плоскости полотна из положения резания в передаточное положение и/или обратно. В этом предпочтительном варианте осуществления изобретения ножевые балки перемещаются в направлении, перпендикулярном плоскости полотна, чтобы попадать в передаточное положение и оттуда дальше в положение извлечения, чтобы в положении извлечения для технического обслуживания или для замены их можно было извлекать режущего устройства. Наоборот, новые ножевые балки или, соответственно, ножевые балки, имеющие заточенные или вновь вставленные режущие лезвия, вставляются в положении извлечения и затем приводятся в передаточное положение, чтобы из этого передаточного положения по существу в перпендикулярном направлении перемещаться в положение резания. В одном из предпочтительных вариантов осуществления изобретения режущие лезвия подготовленной ножевой балки в положении резания погружаются в плоскость полотка пленки, при этом режущие лезвия теперь уже погруженной ножевой балки точно входят в промежутки между отдельными полосами пленки. С помощью этого варианта осуществления, при котором передаточные положения ножевых балок находятся, например, перпендикулярно над полотном пленки, может реализовываться особенно компактная конструкция предлагаемого изобретением режущего устройства.
Целесообразным образом в одном из усовершенствований изобретения у режущего устройства ножевые балки обладают каждая возможностью смещения по направляющим устройствам по существу перпендикулярно плоскости полотна. В качестве направляющих устройств для точного смещения ножевых балок пригодны, например, профилированные направляющие шины.
Особенно предпочтительно у предлагаемого изобретением режущего устройства каждая ножевая балка обладает возможностью разъемного крепления на собственном держателе ножевой балки, который выполняет функцию удерживания и направления ножевых балок. При этом ножевые балки могут крепиться на держателе ножевой балки с помощью крепежных систем, известных из уровня техники. В рамках изобретения можно также предусмотреть быстродействующие зажимы для крепления ножевых балок на держателях ножевых балок, чтобы обеспечить возможность особенно быстрой замены ножевых балок.
В одном из предпочтительных вариантов осуществления изобретения у режущего устройства каждая ножевая балка имеет посадочные устройства для помещения крепежных устройств на держатель ножевой балки. Для этого на ножевой балке в качестве посадочных устройств предусмотрены, например, одно или несколько посадочных отверстий, которые служат для помещения, например, центрирующих цапф в качестве крепежных устройств. В рамках изобретения можно также предусмотреть другие или, соответственно, дополнительные варианты разъемных соединений для крепления ножевых балок на данном держателе ножевой балки.
Целесообразным образом у предлагаемого изобретением режущего устройства держатели ножевых балок опираются с возможностью смещения по направляющим устройствам. В этом варианте осуществления достигается особенно точное направление ножевых балок по направляющим устройствам.
В одном из усовершенствований изобретения у режущего устройства, которое включает в себя также верхний по потоку держатель полотна, а также нижний по потоку держатель полотна для направления разрезаемого полотна пленки в плоскости полотна, положения резания ножевых балок расположены между верхним по потоку держателем полотна и нижним по потоку держателем полотна. Предпочтительно в этом варианте осуществления обеспечивается, что движущееся полотно пленки в положениях резания ножевых балок всегда находилось в плоском положении в пределах плоскости полотна, благодаря чему обеспечивается особенно точная картина резания полос полотна. С помощью держателей полотна, которые расположены выше по потоку или, соответственно, ниже по потоку от ножевых балок, предотвращаются боковые отклонения или колебания полотна пленки в этом участке полотна, и режущие лезвия ножевых балок погружаются каждое в промежутки между полосами пленки в плоскости полотна. Держателями полотна для направления полотна пленки могут служить, например, валики или ролики.
Особенно предпочтительно у предлагаемого изобретением режущего устройства верхнее по потоку положение резания ножевых балок расположено между верхним по потоку держателем полотна и нижним по потоку держателем полотна в направлении транспортировки сразу после верхнего по потоку держателя полотна. В этом предпочтительном положении резания режущие лезвия ножевой балки в направлении транспортировки погружены в плоскость полотна пленки сразу после верхнего по потоку держателя полотна. При этом нежелательный боковой сдвиг или мешающие колебания движущегося полотна пленки в этом участке пленки предотвращаются благодаря пространственной близости верхнего по потоку положения резания ножевой балки к верхнему по потоку держателю полотна.
В одном из предпочтительных вариантов осуществления у режущего устройства смещающее устройство двигает ножевую балку из нижнего по потоку положения резания в плоскости полотна против направления транспортировки полотна пленки в предпочтительное, верхнее по потоку положение резания, при этом режущие лезвия остаются каждое погруженными в плоскость полотна пленки или, соответственно, смещаются в пределах плоскости полотна против направления транспортировки полотна пленки. Таким образом положение резания ножевой балки может двигаться против направления транспортировки полотна пленки в предпочитаемое, верхнее по потоку положение резания без ухудшения картины резания полос пленки.
Особенно предпочтительно у предлагаемого изобретением режущего устройства смещающее устройство расположено с возможностью смещения в осевом направлении параллельно плоскости полотна. Тем самым обеспечивается, что режущие лезвия той ножевой балки, которая в данный момент находится в положении резания, даже во время смещения ножевой балки остаются погруженными в плоскость полотна пленки.
Целесообразным образом у режущего устройства в соответствии с изобретением смещающее устройство оснащено по меньшей мере одним толкателем, который может смещаться с помощью привода, предпочтительно линейного привода или винтового привода, в осевом направлении параллельно плоскости полотна. Для этого привод действует на один или несколько толкателей, которые направляют ножевую балку во время смещения в осевом направлении параллельно плоскости полотна. Точность движения смещения благодаря применению линейных или винтовых приводов предпочтительно повышается. Также при применении двух или нескольких толкателей, которые во время смещения, например, воздействуют каждый сбоку на две противоположные узкие стороны смещаемой ножевой балки, обеспечивается особенно точное, параллельное смещение ножевой балки из нижнего по потоку положения резания в верхнее по потоку положение резания. При этом ножевая балка стягивается с крепежных устройств держателя ножевой балки, находящегося в нижнем по потоку положении резания, и надевается или, соответственно, насаживается против направления транспортировки полотна пленки на крепежные устройства держателя ножевой балки, находящегося в верхнем по потоку положении резания. Предпочтительно крепежные устройства по меньшей мере одного из двух находящихся в положении резания держателей ножевых балок во время движения смещения входят в посадочные устройства смещаемой ножевой балки, благодаря чему дополнительно поддерживается точное направление ножевой балки во время смещения.
В одном из особенно предпочтительных вариантов осуществления изобретения у режущего устройства передаточный держатель служит для приема по меньшей мере одной из ножевых балок из бокового передаточного положения и/или для передачи по меньшей мере одной из ножевых балок в боковое передаточное положение и для этого подвижно опирается на направляющем устройстве между двумя боковыми передаточными положениями. Передаточный держатель служит для упрощения замены ножевых балок и приема заменяемых ножевых балок из передаточного положения или, соответственно, наоборот, передачи ножевых балок в передаточное положение, чтобы они из этого передаточного положения снова могли перемещаться в положение резания.
В одном из усовершенствований изобретения у режущего устройства передаточный держатель обладает возможностью смещения по направляющему устройству в среднее положение извлечения, которое находится между передаточными положениями, для замены ножевых балок. В этом варианте осуществления ножевые балки из боковых передаточных положений передаются на передаточный держатель, после чего передаточный держатель для особенно простой замены ножевых балок может смещаться в положение извлечения в любом месте между передаточными положениями. Таким образом предпочтительно повышается удобство доступа к заменяемым ножевым балкам.
В другом, альтернативном варианте осуществления изобретения у режущего устройства передаточный держатель для замены ножевых балок обладает возможностью смещения в боковое положение извлечения поперек направления транспортировки, а также в сторону от полотна пленки. В этом варианте осуществления боковое положение извлечения для замены ножевых балок находится между двумя боковыми передаточными положениями, а также дополнительно смещено относительно среднего положения извлечения также поперек направления транспортировки и при этом в сторону от полотна пленки. Ножевая балка особенно легко доступна в этом смещенном в сторону относительно полотна пленки или, соответственно, повернутом положении извлечения, и поэтому может заменяться быстро и удобно.
Целесообразным образом у предлагаемого изобретением режущего устройства глубина погружения режущих лезвий в плоскость полотна обладает возможностью вертикальной перестановки. В этом предпочтительном варианте осуществления изобретения режущие лезвия могут переставляться по глубине своего погружения в плоскость полотна пленки. Благодаря точной юстировке глубины погружения режущие лезвия могут использоваться каждое вдоль некоторого участка режущей кромки, а не только в одном и том же режущем месте. Таким образом может дополнительно повышаться ресурс одной и той же ножевой балки без необходимости перемещать ее из ее положения резания.
В одном из усовершенствований изобретения режущее устройство включает в себя также устройства управления и/или регулирования для полностью автоматизированной замены ножевых балок, а также для точной юстировки направляющих устройств. Предпочтительно в этом варианте осуществления с помощью предлагаемого изобретением режущего устройства пленки могут резаться с особенно высокими скоростями транспортировки, так как устройства управления и/или регулирования обеспечивают точную юстировку направляющих устройств и вместе с тем особенно точную картину резания. Также благодаря полностью автоматизированной замене ножевых балок обеспечен непрерывный, точный ход резания.
Настоящее изобретение включает в себя также способ продольного резания полотна пленки, движущегося в плоскости полотна в направлении транспортировки, в частности полотна полимерной пленки, на множество полос пленки с помощью предлагаемого изобретением режущего устройства, при этом выполняются следующие шаги способа:
- погружение снабженной режущими лезвиями первой ножевой балки своими режущими лезвиями в положении резания в плоскость полотна пленки;
- погружение снабженной режущими лезвиями второй ножевой балки своими режущими лезвиями в положении резания в плоскость полотна, при этом режущие лезвия этой второй ножевой балки входят каждое в промежутки между уже нарезанными в продольном направлении полосами пленки;
- последующее перемещение первой ножевой балки из положения резания в передаточное положение вне плоскости полотна.
Другие подробности, признаки и преимущества изобретения содержатся в последующем пояснении одного из примеров осуществления, схематично изображенного на чертежах. На чертежах показано:
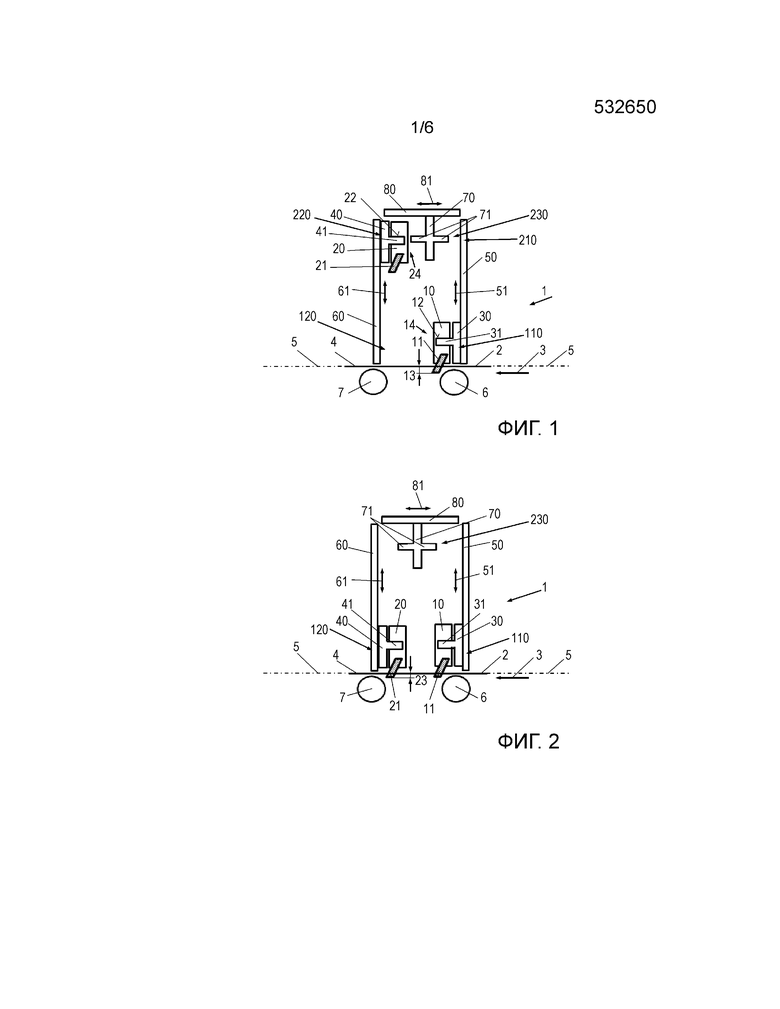
- фиг. 1-фиг. 9: в каждом случае на видах сбоку в сечении временная последовательность автоматической замены ножевых балок при текущей эксплуатации предлагаемого изобретением режущего устройства;
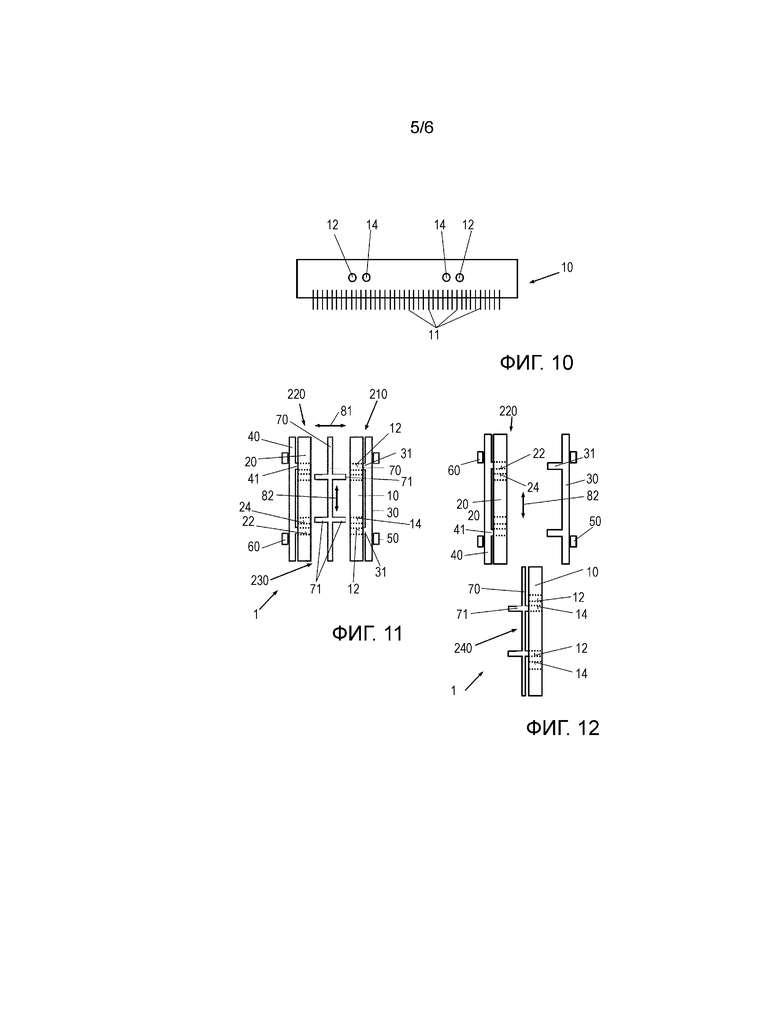
- фиг. 10: демонтированная ножевая балка на виде спереди;
- фиг. 11 и фиг. 12: в каждом случае на виде в плане режущее устройство, изображенное на фиг. 1-фиг. 9;
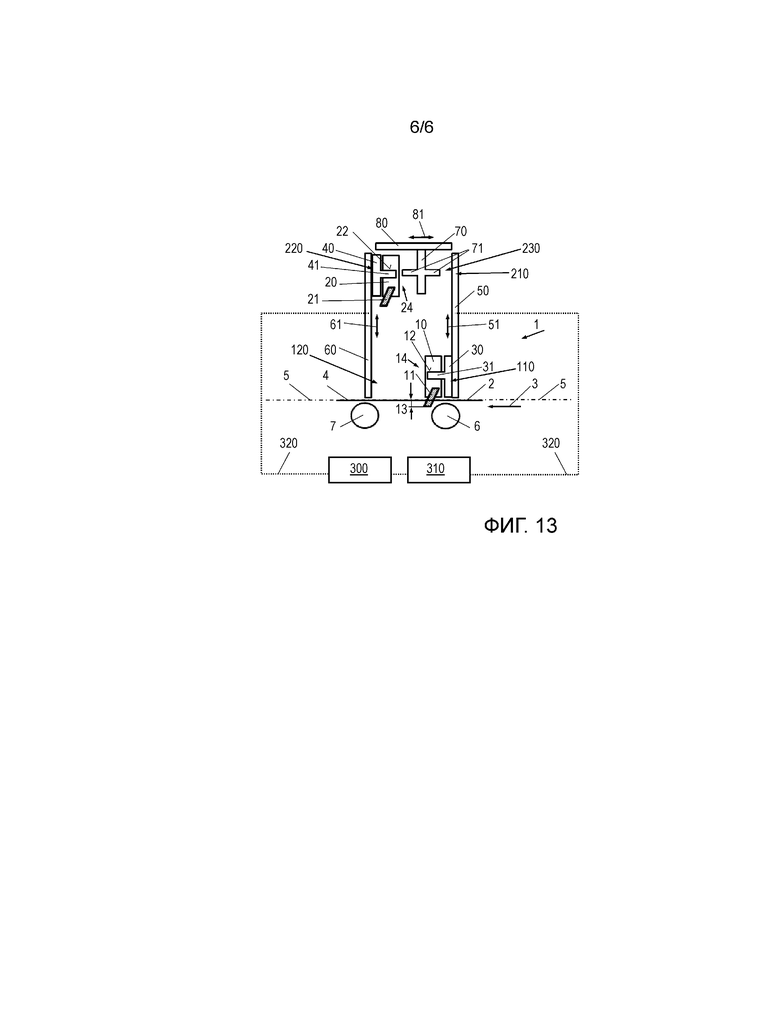
- фиг. 13: на виде сбоку в сечении предлагаемое изобретением режущее устройство, имеющее устройства управления и регулирования для полностью автоматизированной замены ножевых балок, а также для точной юстировки направляющих устройств.
Следующие изображения фиг. 1-фиг. 9 служат для описания замены ножевых балок при непрерывной эксплуатации режущего устройства 1. Как, например, наглядно поясняется на фиг. 1, сплошное, плоскостное полотно 2 пленки, например, полотно 2 полимерной пленки, движется при этом в направлении 3 транспортировки к режущему устройству 1. Направление 3 транспортировки полотна 2 пленки на изображениях символизируется в каждом случае стрелкой 3. Полотно 2 полимерной пленки разрезается режущим устройством 1 на множество полос 4 пленки с определенной шириной полосы. Как полотно 2 полимерной пленки, так и отдельные параллельные полосы 4 пленки движутся для этого в плоскости 5 полотна. Для направления разрезаемого полотна 2 пленки предусмотрены верхний по потоку держатель 6 полотна, который в направлении 3 транспортировки расположен выше по потоку на режущем устройстве 1, а также нижний по потоку держатель 7 полотна на нижнем по потоку конце режущего устройства 1. Оба держателя 6 и 7 полотна выполнены здесь, например, в виде направляющих роликов или направляющих валков и обеспечивают плоское положение разрезаемого полотна 2 пленки или, соответственно, уже нарезанных в продольном направлении полос 4 пленки всегда в плоскости 5 полотна. Нежелательное дрожание или, соответственно, боковой сдвиг, в частности при быстро движущемся полотне 2 пленки, успешно предотвращаются двумя держателями 6 и 7 полотна по меньшей мере в этом участке полотна.
На фиг. 1, на которой показано предлагаемое изобретением режущее устройство 1 при текущей эксплуатации, первая ножевая балка 10, которая на своей нижней стороне оснащена режущими лезвиями 11 и ее для крепления или, соответственно, юстировки имеет посадочные устройства 12, 14, уже погружена в плоскость 5 полотна 2 пленки на глубину 13 погружения режущих лезвий 11. При этом первая ножевая балка 10 находится в верхнем по потоку положении 110 резания, которое, если смотреть в направлении 3 транспортировки, находится сразу после верхнего по потоку держателя 6 полотна. Вторая ножевая балка 20, которая тоже оснащена на своей нижней стороне режущими лезвиями 21 и имеет посадочные устройства 22, 24 для ее крепления или, соответственно, юстировки, находится в это время в передаточном положении 220 вне плоскости 5 полотна.
Режущее устройство 1 включает в себя также держатели 30, 40 ножевых балок, которые имеют каждый крепежные устройства 31, 41. Каждый держатель 30, 40 ножевой балки опирается с возможностью смещения по собственному направляющему устройству 50, 60. Направления 51, 61 движения держателей 30, 40 ножевых балок по направляющим устройствам 50, 60 обозначены каждое двойными стрелками 51, 61. Направления 51, 61 движения по существу перпендикулярны плоскости 5 полотна. Ножевые балки 10, 20 обладают каждая возможностью разъемного крепления на держателе 30, 40 ножевой балки, при этом предусмотрены посадочные устройства 12, 22 ножевых балок 10, 20 для помещения крепежных устройств 31. 41 на держателе 30, 40 ножевой балки.
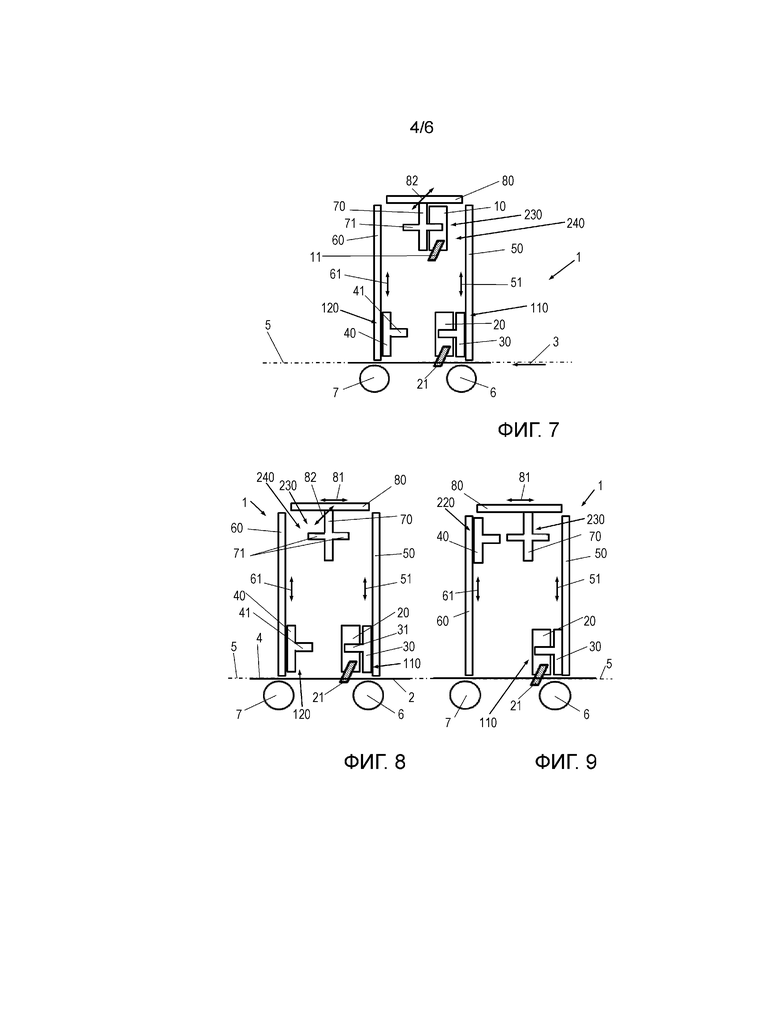
Передаточный держатель 70 служит для приема по меньшей мере одной из ножевых балок 10, 20 из бокового передаточного положения 210, 220 или, соответственно, наоборот, для передачи по меньшей мере одной из ножевых балок 10, 20 снова в боковое передаточное положение 210, 220. Передаточный держатель 70 подвижно опирается между двумя боковыми передаточными положениями 210, 220, которые находятся здесь над плоскостью 5 полотна. Передаточный держатель 70 имеет для этого крепежные устройства 71, которые, сравнимым с крепежными устройствами 31, 41 двух держателей 30, 40 образом, для удерживания или, соответственно, направления входят в специально предусмотренные для этого посадочные устройства 14, 24 ножевых балок 10, 20. Таким образом, каждая ножевая балка 10, 20 имеет собственные посадочные устройства 12, 22 для крепления на держателях30, 30 ножевых балок, а также другие посадочные устройства 14, 24 для крепления на передаточном держателе 70. Передаточный держатель 70 подвижно опирается на направляющем устройстве 80. В зависимости от варианта осуществления, передаточный держатель 70 в любом случае в направлении 81 движения, параллельном полотну 2 пленки или, соответственно, плоскости 5 полотна, которое на изображениях начерчено в виде двойной стрелки 81, может двигаться туда изобретении сюда между двумя боковыми передаточными положениями 210 и 220 и для извлечения заменяемой ножевой балки 10, 20 перемещаться в среднее положение 230 извлечения, которое находится в любом месте между передаточными положениями 210 и 220. Особенно удобно передаточный держатель 70 может еще дополнительно перемещаться на направляющем устройстве 80 в поперечном движении 82 передаточного держателя 70 в сторону от полотна 2 пленки или, соответственно, поперек направления 3 транспортировки, благодаря чему достигается другое, боковое положение 240 извлечения передаточного держателя 70, которое находится со смещением в сторону рядом с полотном 2 пленки. В этом варианте осуществления удобство доступа к заменяемой ножевой балке 10, 20 дополнительно улучшено, и замена ножевой балки может осуществляться особенно удобно и быстро. Боковое поперечное движение 82 направляющего устройства 80 указано двойной стрелкой 82 на изображениях фиг. 7, а также фиг. 11 или, соответственно, фиг. 12. Среднее положение 230 извлечения передаточного держателя 70 наглядно поясняется на фиг. 11. На фиг. 12 показан передаточный держатель 70 в другом, боковом положении 240 извлечения, которое находится сбоку рядом с расположенным под ним полотном 2 пленки.
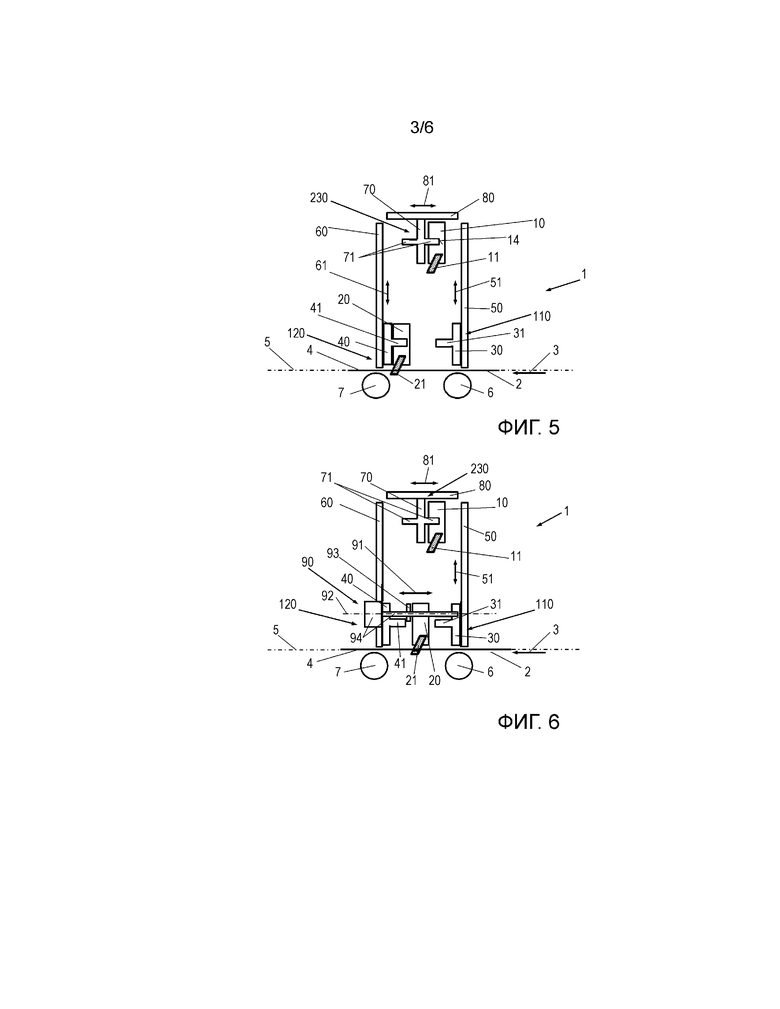
На фиг. 6 наглядно поясняется действие смещающего устройства 90, которое служит для того, чтобы двигать ножевую балку 10, 20 при текущей эксплуатации установки из нижнего по потоку положения 120 резания в плоскости 5 полотна против направления 3 транспортировки полотна 2 пленки в верхнее по потоку положение 110 резания. В целях лучшей наглядности смещающее устройство 90 изображено только на фиг. 6, а на других видах сбоку фиг. 1-фиг. 5, а также фиг. 7-фиг. 9 опущено. На фиг. 6 направление движения смещения 91 толкателя 93 смещающего устройства 90 символизируется двойной стрелкой 91. Смещающее устройство 90 служит для того, чтобы ножевая балка 20 двигалась здесь в осевом направлении 92 параллельно плоскости 5 полотна. Для этого здесь, например, два толкателя 93 воздействуют каждый сбоку на смещаемую ножевую балку 20 и переводят ее в направлении 91 стрелки против направления 3 транспортировки. Толкатели 93 движутся с помощью привода смещающего устройства 90, например, с помощью линейного привода 94 или винтового привода. В этом варианте осуществления обеспечено, что с помощью смещающего устройства 90 та ножевая балка 10, 20, которая в данный момент своими режущими лезвиями 11, 21 врезается в плоскость 5 полотна 2 пленки, при текущей эксплуатации установки может перемещаться из нижнего по потоку положения 120 резания в противоположное, верхнее по потоку положение 110 резания, без ухудшения при этом картины резания полос 4 пленки или возникновения трещин в полосах. В рамках изобретения могут также применяться другие сравнимые варианты осуществления смещающих устройств 90.
При этом цикл замены ножевых балок 10, 20 при непрерывной эксплуатации режущего устройства 1 описывается на примере осуществления, показанном здесь на изображениях фиг. 1-фиг. 9, следующим образом: если на фиг. 1 режущие лезвия 11 первой ножевой балки 10 в положении 110 резания уже тупые, то необходимо заменить ножевую балку 10. Для этого подготовленная новая, вторая ножевая балка 20 уже находится в передаточном положении 220.
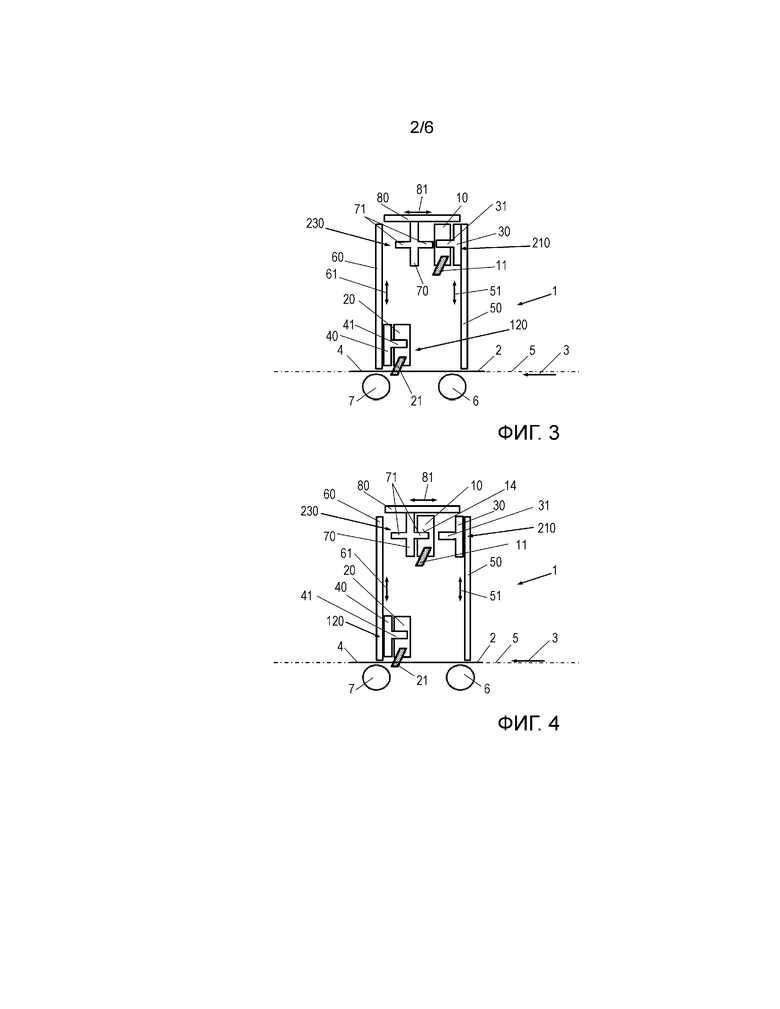
Как наглядно поясняется на фиг. 2, вторая ножевая балка 20 вместе с держателем 40 ножевой балки направляется в направлении 61 движения по существу перпендикулярно вниз по направляющему устройству 60, пока эта вторая ножевая балка 20 в положении 120 резания своими режущими лезвиями 21 не погрузится в плоскость 5 полотна полос 4 пленки. Теперь как первая ножевая балка 10, так и вторая ножевая балка 20 находятся каждая в положениях резания, при этом режущие лезвия 11, 21 обеих ножевых балок 10, 20 погружены в плоскость 5 полотна 2 пленки каждое на глубину 13, 23 погружения. Положение 120 погружения режущих лезвий 21 второй ножевой балки 20 здесь, если смотреть в направлении 3 транспортировки, находится ниже по потоку от положения 110 резания первой ножевой балки 10.
При погружении режущих лезвий 21 первой ножевой балки 20 должно быть гарантировано, чтобы режущие лезвия 21 точно вводились в зазоры для резания ножевой балки 10, чтобы не повреждать полосы 4 пленки. С одной стороны, для этого расстояние между отдельными режущими лезвиями 11, 21 на ножевых балках 10 определено дистанционными элементами между лезвиями, 20, а с другой стороны, положение каждой ножевой балки 10, 20 задано с помощью посадочных устройств 12, 22, например, посадочных отверстий 12, 22 на ножевой балке 10, 20, и с помощью соответствующих крепежных устройств 31, 41, например, центрирующих цапф 31, 41 держателей 30, 40 ножевых балок. Так гарантируется, что положение режущих лезвий 11, 21 ножевых балок 10, 20, в каждом случае независимо от данного положения 110, 120 резания, в направлении продольного резания полотна 2 пленки всегда точно совпадают с промежутками между полосами 4 пленки.
На фиг. 3 показано, что после этого затупившаяся первая ножевая балка 10 из своего положения 110 резания перемещается вместе с держателем 30 ножевой балки по направляющему устройству 50 в направлении 51 движения по существу перпендикулярно вверх в передаточное положение 210. При этом режущие лезвия 21 первой ножевой балки 10 уже не находятся в плоскости 5 полотна. Таким образом, вторая ножевая балка 20 в одиночку выполняет функцию резания в положении 120 резания. Первая ножевая балка 10 может после этого для замены ножей, в зависимости от варианта осуществления режущего устройства 1, либо извлекаться непосредственно в передаточном положении 210, либо первая ножевая балка 10 принимается передаточным держателем 70, что изображено на фиг. 4.
Для этого центрирующие цапфы в качестве крепежных устройств 71 передаточного держателя 70 направляются в специально предусмотренные для замены ножевой балки посадочные устройства 14, например, посадочные отверстия 14, фиксация ножевой балки 10 на держателе 30 ножевой балки разъединяется, и ножевая балка 10 передается на передаточный держатель 70. Передаточный держатель 70 с тупой ножевой балкой 10 по направляющему устройству 80 в направлении 81 стрелки перемещается в среднее положение 230 извлечения и теперь уже может удобно доставаться и извлекаться из режущего устройства 1. Чтобы еще больше облегчить замену ножевых балок 10, 20, в рамках изобретения также предусмотрено, что передаточный держатель 70, в зависимости от варианта осуществления, дополнительно может еще также выдвигаться из режущего устройства 1 в направлении 82 движения поперек или, соответственно, в сторону от направления 3 транспортировки полотна 2 пленки, благодаря чему особенно просто и удобно достижимо это другое, боковое положение 240 извлечения сбоку над полотном 2 пленки. Направление 82 движения для этого в сторону направляющего устройства 80 передаточного держателя 70 показано, например, на фиг. 11 или фиг. 12, при этом на фиг. 11 передаточный держатель 70 показан в среднем положении 230 извлечения, а на фиг. 12 – передаточный держатель 70 в другом, боковом положении 240 извлечения.
Пустой держатель 30 ножевой балки без ножевой балки 10 снова по существу перпендикулярно в направлении 51 движения на направляющем устройстве 50 доставляется вниз в положение 110 резания, что изображено на фиг. 5.
Как показано на фиг. 6, после этого фиксация второй ножевой балки 20, которая находится на держателе 40 ножевой балки в боковом положении 120 резания, разъединяется, и ножевая балка 20 смещается двумя толкателями 93 смещающего устройства 90 в направлении 91 смещения или, соответственно, в осевом направлении 92 и при этом передается на держатель 30 ножевой балки, который находится в предпочтительном положении 110 резания. В зависимости от варианта осуществления, у смещающего устройства 90 могут быть также установлены, например, только один толкатель 93 или так, как здесь, несколько толкателей 93, которые, например, воздействуют каждый на два противоположных конца ножевой балки 20 и поэтому обеспечивают возможность параллельного перевода 91 смещаемой в каждом случае ножевой балки.
Для этого посредством линейного привода 94 приводится в движение толкатель 93 смещающего устройства 90, чтобы по возможности точно доставлять ножевую балку 20 против направления 3 транспортировки полотна 2 пленки по плоскости 5 полотна к держателю 30 ножевой балки в положение 110 резания. При этом особенно важно, чтобы ножевая балка 20 направлялась точно параллельно держателю 40 ножевой балки или, соответственно, точно в продольном направлении полотна 2 пленки, при этом полосы 4 пленки точно режутся также во время этого процесса смещения. Ножевая балка 20 передается на крепежные устройства 31 держателя 30 ножевой балки и соответственно снова фиксируется на нем.
На фиг. 7 затупившаяся первая ножевая балка 10 еще находится в среднем положении 230 извлечения на передаточном держателе 70.
Фиг. 8 наглядно поясняет режущее устройство 1, после того как передаточный держатель 70 был опорожнен и затупившаяся первая ножевая балка 10 извлечена из устройства для замены.
В соответствии с фиг. 9 после этого держатель 40 ножевой балки перемещается из положения 120 резания в направлении 61 движения по направляющему устройству 60 по существу перпендикулярно вверх в боковое передаточное положение 220, где может осуществляться прием новой ножевой балки, на выбор, с передаточного держателя 70 или путем размещения или, соответственно, крепления непосредственно на держателе 40 ножевой балки в боковом передаточном положении 220.
На выбор, теперь уже снова может использоваться первая ножевая балка 10 со свежезаточенными или замененными режущими лезвиями 11 и/или не изображенная другая, дополнительная ножевая балка с новыми режущими лезвиями и соответственно крепиться на держателе 40 ножевой балки, как это изображено на фиг. 1. Таким образом, на показанном здесь примере одного из вариантов осуществления предлагаемого изобретением режущего устройства 1 описан полный цикл замены ножей при текущей производственной эксплуатации, и аналогично непосредственно за ним следует другой цикл замены ножей.
Чтобы можно было использовать всю режущую кромку или, соответственно, больший участок режущей кромки режущих лезвий 11, 21, положение режущих лезвий 11, 21 по мере износа может варьироваться по глубине 13, 23 их погружения относительно плоскости 5 полотна. Это может достигаться, например, путем вертикальной перестановки держателей 30, 40 ножевых балок или же посредством шанжирных валков. При этом угол резания режущих лезвий 11, 21 относительно плоскости 5 полотна предпочтительно и в противоположность вращающейся ножевой балке остается неизменным даже при вертикальной юстировке глубины 13, 23 погружения.
На фиг. 10 на виде спереди показана демонтированная ножевая балка 10, имеющая множество режущих лезвий 11, которые расположены, будучи распределены на одинаковых расстояниях по длине ножевой балки. В качестве посадочных устройств 12 или, соответственно, 14 для помещения крепежных устройств 31, 41 держателя 30, 40 ножевой балки или, соответственно, крепежных устройств 71 передаточного держателя 70 здесь в каждом случае служат посадочные отверстия 12, 14. Благодаря пространственно сдвинутому расположению посадочных устройств 12 для помещения крепежных устройств 31, 41 держателей 30, 40 ножевых балок относительно посадочных устройств 14 для помещения крепежных устройств 71 передаточного держателя 70 обеспечена бесперебойная передача ножевых балок 10, 20 из боковых передаточных положений 210, 220 на передаточный держатель 70. Таким образом, при передаче крепежные устройства 31 или, соответственно, 41 данного держателя 30 или, соответственно, 40 ножевой балки одновременно с крепежными устройствами 71 передаточного держателя 70 могут входить в соответствующую ножевую балку 10, 20. Другая ножевая балка 20, имеющая режущие лезвия 21, а также посадочные устройства 22 или, соответственно, 24, конструктивно одинакова с показанной здесь ножевой балкой 10.
На фиг. 11 на виде в плане показано представленное на изображениях фиг. 1-фиг. 9 режущее устройство 1. В середине изображения представлен передаточный держатель 70, который может перемещаться туда и сюда в направлении 81 движения между двумя боковыми передаточными положениями 210 и 220, чтобы в показанном здесь положении 230 извлечения служить для помещения заменяемой ножевой балки 10, 20.
Фиг. 12 относится к изображенному на фиг. 11 виду после передачи ножевой балки 10 на передаточный держатель 70. Для этого этот передаточный держатель 70 был уже смещен из среднего положения 230 извлечения в направлении 82 движения в сторону поперек направления 3 транспортировки, чтобы в этом выдвинутом сбоку положении 240 извлечения можно было особенно удобно заменять находящуюся на нем ножевую балку 10, которая смещена в сторону от находящегося под ней полотна 2 пленки.
Другие устройства управления и/или регулирования, которые необходимы для полностью автоматизированной замены ножевых балок, а также для точной юстировки направляющих устройств, на схематичных изображениях фиг. 1-фиг. 12 в целях наглядности не показаны.
На фиг. 13 представлено предлагаемое изобретением режущее устройство 1, имеющее устройства 300 управления и устройства 310 регулирования для полностью автоматизированной замены ножевых балок 10, 20, а также для точной юстировки направляющих устройств 50, 60. С помощью устройств 300 управления, а также устройств 310 регулирования, которые посредством сигнальных проводов 320 соединены с направляющими устройствами 50, 60, обеспечено, что направляющие устройства 50, 60, в частности, работая при высоких скоростях транспортировки полотна 2 пленки, точно юстированы, и при этом обеспечена по возможности точная картина резания полос 4 пленки, а также оптимальный ход резания режущих лезвий 11, 21. Кроме того, благодаря полностью автоматизированной замене ножевых балок 10, 20 гарантирована непрерывная, бесперебойная эксплуатация режущего устройства 1 даже при высоких скоростях полотна 2 пленки. Устройства 300 управления или, соответственно, устройства 310 регулирования могут включать в себя всевозможные необходимые устройства, такие как, например, одну или несколько камер для оптического контроля картины резания полос пленки. Как только по меньшей мере одной камерой распознаются неравномерности в картине резания, запускается автоматическая замена ножевой балки. Точно так же устройство 300 управления и/или устройство 310 регулирования могут включать в себя один или несколько вычислительных блоков, которые служат для регистрации данных и/или аналитической обработки данных.
Изобретение не ограничено представленными на изображениях вариантами осуществления. Так, в рамках изобретения можно также перемещать ножевые балки для замены ножей в передаточные положения, причем эти передаточные положения, например, из-за нехватки места расположены под плоскостью полотна и/или сбоку от полотна пленки. Так же в рамках изобретения можно разъемно крепить ножевые балки непосредственно на направляющих устройствах, чтобы можно было особенно компактно двигать ножевые балки туда и сюда посредством направляющих устройств между соответствующими положениями резания и передаточными положениями. Таким образом, например, может реализовываться вариант осуществления режущего устройства особенно компактной конструкции, которое функционирует без передаточного держателя между двумя передаточными положениями, и у которого положения резания ножевых балок находятся вплотную или непосредственно рядом друг с другом.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Режущее устройство
2 Полотно пленки
3 Направление транспортировки полотна пленки (направление стрелки)
4 Полосы пленки
5 Плоскость полотна
6 Верхний по потоку держатель полотна (направляющий ролик)
7 Нижний по потоку держатель полотна (направляющий ролик)
10 (Первая) ножевая балка
11, 12 Режущее лезвие
12, 22 Посадочное устройство для держателя ножевой балки
13, 23 Глубина погружения режущего лезвия в плоскость полотна
14, 24 Посадочное устройство для передаточного держателя
20 (Вторая) ножевая балка
30, 40 Держатель ножевой балки
31, 41 Крепежное устройство
50, 60 Направляющее устройство
51, 61 Направление движения держателя ножевой балки (двойная стрелка)
70 Передаточный держатель
71 Крепежное устройство
80 Направляющее устройство
81 Направление движения передаточного держателя (двойная стрелка)
82 Поперечное движение передаточного держателя (двойная стрелка)
90 Смещающее устройство
91 Направление смещения (двойная стрелка)
92 Осевое направление смещающего устройства
93 Толкатель
94 Линейный привод
110 (Верхнее по потоку) положение резания
120 (Нижнее по потоку) положение резания
210, 220 (Боковое) положение резания
230 (Среднее) положение извлечения
240 (Боковое) положение извлечения
300 Устройство управления
310 Устройство регулирования
320 Сигнальный провод
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОДАЧИ ДЛЯ РЕЖУЩЕГО УСТРОЙСТВА | 2006 |
|
RU2412103C2 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ | 2008 |
|
RU2445242C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО, УСТРОЙСТВО И СПОСОБ (ВАРИАНТЫ) ДЛЯ РАСПОЛОЖЕНИЯ БРЕКЕРНОГО СЛОЯ | 2005 |
|
RU2359829C2 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ ВЫДАЧНОЕ УСТРОЙСТВО | 2008 |
|
RU2472419C2 |
| УСТРОЙСТВО ДЛЯ ВЫКОПКИ ЛАКРИЧНОГО КОРНЯ | 1998 |
|
RU2129356C1 |
| Устройство для раскроя полотна эластичного материала | 1985 |
|
SU1481073A1 |
| СТАНОК ДЛЯ СРЕЗАНИЯ ЛИСТОВ ДРЕВЕСИНЫ С БРЕВНА | 2002 |
|
RU2283219C2 |
| МАШИНА ДЛЯ УБОРКИ КОРНЕЙ СОЛОДКИ | 2003 |
|
RU2253213C1 |
| СПОСОБ ДОБЫЧИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ, УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ НЕТОВАРНЫХ ЧАСТЕЙ КОРНЕЙ СОЛОДКИ, МАШИНА ДЛЯ ДОБЫЧИ КОРНЕЙ СОЛОДКИ, МАШИНА ДЛЯ УБОРКИ КОРНЕЙ РАСТЕНИЙ | 2000 |
|
RU2179384C1 |
| Система орудий для сельскохозяйственной обработки почвы | 1989 |
|
SU1812919A3 |
Режущее устройства (1) предназначено для продольного резания полотна (2) пленки, движущегося в плоскости (5) полотна в направлении (3) транспортировки, в частности полотна (2) полимерной пленки, на множество полос (4). При этом первая ножевая балка (10, 20) в положении (110, 120) резания погружена режущими лезвиями (11, 21) в плоскость (5) полотна. Для замены ножевой балки (10, 20) вторая ножевая балка (20, 10) имеет возможность погружения своими режущими лезвиями (21, 11) в плоскость (5) полотна. При этом первая ножевая балка (10, 20) перемещается в передаточное положение (210, 220) вне плоскости (5) полотна. Достигается непрерывная эксплуатация без остановки для замены ножей. 2 н. и 16 з.п. ф-лы, 13 ил. 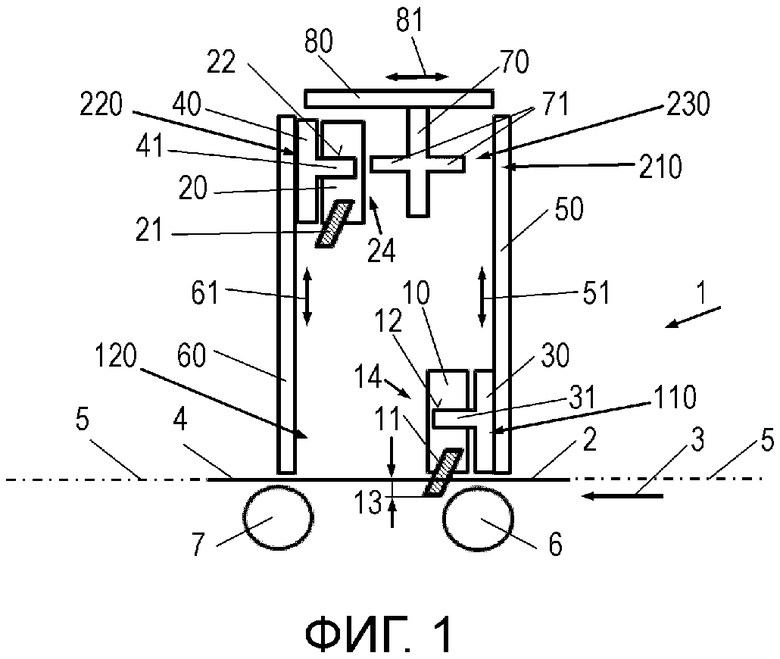
1. Режущее устройство (1) для продольного резания полотна (2) пленки, движущегося в плоскости (5) полотна в направлении (3) транспортировки, в частности полотна (2) полимерной пленки, на множество полос (4) пленки, содержащее первую ножевую балку (10, 20) с режущими лезвиями (11, 21), погруженную в положении (110, 120) резания режущими лезвиями (11, 21) в плоскость (5) полотна, отличающееся тем, что оно снабжено второй ножевой балкой (20, 10) с режущими лезвиями (21, 11) и с возможностью погружения режущими лезвиями (21, 11) в плоскость (5) полотна, причем первая ножевая балка (10, 20) выполнена с возможностью перемещения из положения (110, 120) резания в передаточное положение (210, 220) вне плоскости (5) полотна, когда вторая ножевая балка (20, 10) погружена своими режущими лезвиями (21, 11) в плоскость (5) полотна.
2. Режущее устройство (1) по п. 1, отличающееся тем, что каждая ножевая балка (10, 20) имеет возможность перемещения (51, 61) по существу перпендикулярно плоскости (5) полотна из положения (110, 120) резания в передаточное положение (210, 220) и/или наоборот.
3. Режущее устройство (1) по п. 2, отличающееся тем, что каждая ножевая балка (10, 20) имеет возможность смещения (51, 61) по направляющим устройствам (50, 60) по существу перпендикулярно плоскости (5) полотна.
4. Режущее устройство (1) по одному из пп. 1-3, отличающееся тем, что каждая ножевая балка (10, 20) имеет возможность разъемного крепления на соответствующем держателе (30, 40) ножевой балки.
5. Режущее устройство (1) по п. 4, отличающееся тем, что каждая ножевая балка (10, 20) имеет посадочные устройства (12, 22) для размещения крепежных устройств (31, 41) на держателе (30, 40) ножевой балки.
6. Режущее устройство (1) по п. 4, отличающееся тем, что держатели (30, 40) ножевых балок опираются с возможностью смещения (51, 61) по направляющим устройствам (50, 60).
7. Режущее устройство (1) по п. 5, отличающееся тем, что держатели (30, 40) ножевых балок опираются с возможностью смещения (51, 61) по направляющим устройствам (50, 60).
8. Режущее устройство (1) по п. 1, отличающееся тем, что оно включает верхний по потоку держатель (6) полотна и нижний по потоку держатель (7) полотна для направления разрезаемого полотна (2) пленки в плоскости (5) полотна, при этом положения (110, 120) резания ножевых балок (10, 20) расположены между верхним по потоку держателем (6) полотна и нижним по потоку держателем (7) полотна.
9. Режущее устройство (1) по п. 8, отличающееся тем, что верхнее по потоку положение (110) резания ножевых балок (10, 20) расположено между верхним по потоку держателем (6) полотна и нижним по потоку держателем (7) полотна в направлении (3) транспортировки сразу после верхнего по потоку держателя (6) полотна.
10. Режущее устройство (1) по п. 1, отличающееся тем, что оно содержит смещающее устройство (90), смещающее (91) ножевую балку (10, 20) из нижнего по потоку положения (120) резания в плоскости (5) полотна против направления (3) транспортировки в верхнее по потоку положение (110) резания.
11. Режущее устройство (1) по п. 10, отличающееся тем, что оно содержит толкатель (93) смещающего устройства (90), имеющий возможность смещения (91) в осевом направлении (92) параллельно плоскости (5) полотна.
12. Режущее устройство (1) по п. 10 или 11, отличающееся тем, что оно содержит привод, предпочтительно линейный привод (94) или винтовой привод, для смещения (91) по меньшей мере одного толкателя (93) смещающего устройства (90) в осевом направлении (92) параллельно плоскости (5) полотна.
13. Режущее устройство (1) по п. 1, отличающееся тем, что оно имеет передаточный держатель (70) для приема по меньшей мере одной из ножевых балок (10, 20) из бокового передаточного положения (210, 220) и/или для передачи по меньшей мере одной из ножевых балок (10, 20) в боковое передаточное положение (210, 220), подвижно (81) опирающийся на направляющем устройстве (80) между двумя боковыми передаточными положениями (210, 220).
14. Режущее устройство (1) по п. 13, отличающееся тем, что передаточный держатель (70) выполнен с возможностью смещения (81) по направляющему устройству (80) из передаточного положения (210, 220) в среднее положение (230) извлечения для замены ножевых балок (10, 20).
15. Режущее устройство (1) по п. 13 или 14, отличающееся тем, что передаточный держатель (70) выполнен с возможностью смещения (82) в боковое положение (240) извлечения для замены ножевых балок (10, 20) поперек направления (3) транспортировки и в сторону от полотна (2) пленки.
16. Режущее устройство (1) по п. 1, отличающееся тем, что оно выполнено с возможностью вертикальной регулировки глубины (13, 23) погружения режущих лезвий (11, 21) в плоскость (5) полотна.
17. Режущее устройство по п. 1, отличающееся тем, что оно снабжено устройствами (300) управления и/или регулирования (310) для полностью автоматизированной замены ножевых балок (10, 20) и для точной юстировки направляющих устройств (50, 60).
18. Способ продольного резания полотна (2) пленки, движущегося в плоскости (5) полотна в направлении (3) транспортировки, в частности полотна (2) полимерной пленки, на множество полос (4) пленки с помощью режущего устройства (1) по одному из пп. 1-17, характеризующийся тем, что
- первую ножевую балку (10, 20) с режущими лезвиями (11, 21) погружают режущими лезвиями (11, 21) в положении (110, 120) резания в плоскость (5) полотна (2) пленки;
- вторую ножевую балку (20, 10) с режущими лезвиями (21, 11) погружают режущими лезвиями (21, 11) в положении (120, 110) резания в плоскость (5) полотна, при этом режущие лезвия (11, 21) второй ножевой балки (20, 10) входят соответственно в промежутки между уже нарезанными в продольном направлении полосами (4) пленки;
- затем перемещают первую ножевую балку (10, 20) из положения (110, 120) резания в передаточное положение (210, 220) вне плоскости (5) полотна.
| АНТИФРИЗ | 1996 |
|
RU2126027C1 |
| Устройство для нанесения прорезей на пленке | 1975 |
|
SU589117A1 |
| Устройство для продольной резки рулонныхМАТЕРиАлОВ | 1979 |
|
SU804430A1 |
| Способ резки алюминиевой фольги | 1991 |
|
SU1813034A3 |

