Область изобретения
Настоящее изобретение относится к композиции стали, содержащей фосфор, предназначенной для применения в производстве изделий из ТРИП-стали. В равной степени настоящее изобретение относится как к способу получения упомянутых изделий, так и к самим изделиям.
Предпосылки изобретения
Существующая в автомобильной промышленности необходимость в снижении веса деталей предполагает применение более прочных материалов, позволяющих уменьшить толщину деталей, не ухудшая при этом требований безопасности и функциональных параметров. Применение листового проката из ультравысокопрочной стали (UHSS), в частности продукции из ТРИП-стали, прекрасно сочетающей высокую прочность и хорошую формуемость, может решить данную проблему. Кроме того, часто требуется повышенная устойчивость к коррозии такого листового проката, которую достигают в результате электролитического или горячего цинкования.
Подобная продукция из ультравысокопрочной стали описана в нескольких документах. ЕР-А-1096029 относится к получению темперированной мартенситной ТРИП-стали на основе кремния-марганца, химический состав которой включает (вес.%): 0.05-0.20% углерода (С), 0.3-1.8% кремния (Si) и 1.0-3.0% марганца (Mn), а также одну или более следующих примесей (вес.%): 0.05-1% Cr+Мо (хром+молибден), ≤0.003% В (бор), 0.01-0.1% Ti+Nb+V (титан+ниобий+ванадий) и ≤0.01% Ca+REM (кальций+редкоземельные металлы). Процесс холодной прокатки включает три последовательные ступени отжига. На первом этапе лист полностью аустенизируется в течение по крайней мере 5 с и затем быстро охлаждается (>10°С/с) ниже Ms-температуры (температуры начала мартенситного превращения) с получением реечного мартенсита. На втором и третьем этапах осуществляют непрерывный отжиг и цинкование путем повторного нагрева листа при температурах между критическими точками (Ac1<Т<Ас3) [Ac1 - температура начала образования аустенита, Ас3 - температура окончания образования аустенита] в течение от 5 до 120 с, охлаждения (>5°С/с) до 500°С или ниже и последующего цинкования. Данному изобретению присущи два основных недостатка. Первый - это существование дополнительного этапа отжига для получения реечного мартенсита. Этот дополнительный этап не только увеличивает общую стоимость производства, но также осложняет как логистику, так и свариваемость перед отжигом или горячим цинкованием. Трещины, появляющиеся в зоне сварки или нагрева, будут легко распространяться в твердой и хрупкой мартенситной структуре, приводя к высокому риску полного разрыва сварного шва между двумя витками. Второй существенный недостаток связан с довольно высоким содержанием кремния в этих сталях. Хорошо известно, что такое высокое содержание кремния, начиная приблизительно от 0.5%, создает проблему, связанную с качеством поверхности, вследствие присутствия окислов кремния, которые после травления делают поверхность неровной и грубо шероховатой. Более того, учитывая потребность в защите от коррозии, в целом, горячее цинкование подобной поверхности с высоким содержанием кремния приводит к тому, что внешний вид поверхности становится неудовлетворительным для применения в автомобильной промышленности, и, кроме того, существует очень высокая вероятность наличия на поверхности не оцинкованных участков.
В ЕР-А-0922782 также описано получение холоднокатаной ТРИП-стали на основе кремния-марганца, которая содержит (вес.%): 0.05-0.40% С (углерода), 1.0-3.0% Si (кремния), 0.6-3.0% Mn (марганца), 0.02-1.5% Cr (хрома), 0.01-0.20% Р (фосфора) и 0.01-0.3% Al (алюминия). В отличие от изобретения, описанного выше, данная сталь не требует дополнительного этапа отжига. Добавление хрома предназначено для того, чтобы замедлить образование бейнита и усилить образование игольчатого феррита и мартенсита, поскольку, по мнению изобретателей, бейнит оказывает вредное влияние на прочность ТРИП-сталей на основе кремния-марганца. Чтобы избежать образования перлита и увеличить прочность ферритной фазы, добавляют фосфор. Максимальное содержание фосфора ограничено до 0.2% для получения достаточной свариваемости. И, тем не менее, присущее данному изобретению высокое содержание кремния также ухудшает качество горячего цинкования, результатом которого станет неудовлетворительный внешний вид поверхности и очень высокая вероятность появления не оцинкованных участков. Также вероятно и то, что наличие на горячекатаной полосе красной окалины, которую трудно удалить, создаст сложности в производстве.
В ЕР-А-0796928 описано получение двухфазной стали на основе алюминия, которая содержит (вес.%): 0.05-0.3% С (углерода), 0.8-3.0% Mn (марганца), 0.4-2.5% Al (алюминия) и 0.01-0.2% Si (кремния). Дополнительно эта сталь может содержать один из следующих элементов (вес.%): <0.05% Ti (титана), <0.8% Cr (хрома), <0.5% Мо (молибдена), <0.5% Ni (никеля), <0.05% Nb (ниобия) и <0.08% Р (фосфора). После холодной прокатки с обжатием более 40%, осуществляется неполный отжиг материала при температуре от 740 до 850°С и последующее охлаждение со скоростью охлаждения от 10 до 50 К/с до температуры цинковой ванны. По сравнению с двумя предыдущими химическими составами, последний, практически не содержащий кремния, легко позволяет подвергнуть сталь горячему цинкованию и избежать образования нежелательной красной окалины. Однако алюминий, в отличие от кремния, не оказывает сильного эффекта на прочность твердого раствора. Предполагается применение довольно высокого содержания алюминия для достижения средних уровней прочности (например, Rm=700 МПа). Однако известно, что такие высокие уровни алюминия становятся причиной дефектов при непрерывном литье и ухудшают свариваемость вследствие наличия окислов алюминия в области сварки. Это особенно вредно влияет на устойчивость к разрушению сварных конструкций. Чтобы избежать проблем в литье, необходимо использовать очень мелкий литейный порошок, что может вызвать проблемы со здоровьем персонала. Поэтому, как правило, сталелитейные заводы не хотят выпускать такой вид сплавов, т.к. рабочим приходится носить маски и необходимо предпринять много специальных мер предосторожности.
В ЕР-А-1170391 описано получение ТРИП-стали с низким содержанием углерода (<0.08 вес.%), низким содержанием кремния (<0.5 вес.%) и низким содержанием алюминия (<0.3 вес.%). Содержание алюминия и кремния поддерживается низким с целью избежать осаждения нитридов и, таким образом, потери свободного азота. К тому же, содержание кремния составляет предпочтительно ниже 0.2 вес.%, чтобы обеспечить возможность горячего цинкования. Содержание углерода поддерживается низким для обеспечения удовлетворительной свариваемости и из-за того, что наличие азота в стали также стабилизирует остаточный аустенит. Этот азот вводится в сталь либо во время, либо непосредственно после горячей чистовой прокатки, во время рекристаллизационного отжига, во время неполного отжига или посредством комбинирования одного или более этих процессов. Каждый из них требует, чтобы стальной лист выдерживался от 2 с до 10 мин в среде, содержащей не менее 2% аммиака при температуре 550-800°С. Понятно, что этот этап введения азота делает производство более трудоемким и требует сложных технических модификаций существующего оборудования. В настоящий момент во всем мире данный процесс не считается промышленно применимым. К тому же, очень низкое содержание примесей в данном типе стали не позволяет достигнуть пределов прочности на разрыв выше 650 МПа.
В US-A-5470529 описано получение холоднокатаных ТРИП-сталей, содержащих различное соотношение алюминия и кремния. Содержание углерода в этих сталях составляет 0.05-0.3 вес.%, более предпочтительно - 0.1-0.2 вес.%. Содержание кремния составляет менее 1.0 вес.%, чтобы избежать образования красной окалины, но более предпочтительно - 0.2-0.9 вес.%. Марганец добавляется в количестве 0.005-4.0 вес.%, более предпочтительно 0.5-2.0 вес.%. По сравнению с обычными кремниево-марганцевыми ТРИП-сталями, по разным причинам часть кремния заменяется алюминием. Алюминий так же как и кремний предотвращает выделение цементита во время выдержки с образованием бейнита. Это делает возможным использование более низкого содержания кремния и, таким образом, устранить образование красной окалины. Более того, добавление алюминия увеличивает температуру Ас3 и приводит к увеличению содержания углерода в аустенитной фазе, которая образуется во время неполного отжига. Это, в свою очередь, стабилизирует остаточный аустенит и делает сталь менее чувствительной к превращению, вызванному внутренними напряжениями, в областях с низкими напряжениями, приводя к улучшенному коэффициенту расширения отверстия. Следовательно, диапазон содержания алюминия устанавливают равным 0.1-2.0 вес.% и более предпочтительно 0.5-1.5 вес.%. Однако, поскольку и алюминий и кремний являются стабилизаторами феррита, чтобы избежать чрезмерной стабилизации остаточного аустенита, их суммарное содержание ограничивается. Общее содержание алюминия и кремния должно находиться в диапазоне 0.5-3.0 вес.% и более предпочтительно - 1.5-2.5 вес.%. В данном изобретении фосфор считается нежелательной примесью, которую необходимо ограничить насколько это возможно. Предел содержания фосфора устанавливается равным 0.1 вес.% или менее, предпочтительно менее 0.02 вес.%. Медь добавляется для того, чтобы она помогала устранить образование красной окалины, усилить сопротивление к коррозии такой холоднокатаной продукции и улучшить смачиваемость расплавленным цинком. Следовательно, диапазон содержания меди равен 0.1-2.0 вес.% и более предпочтительно 0.1-0.6 вес.%. Чтобы избежать проблемы, связанные с горячеломкостью при использовании меди, также добавляется никель. Для экономии его содержание ограничено 1.0 вес.% и предпочтительно 0.5 вес.%. Применяются также следующие ограничения: содержание (вес.%) никеля>содержания (вес.%) меди /3, при содержании меди >0.5 вес.% и общем содержании марганца и никеля >0.5 вес.%. Также может быть добавлен хром для стабилизации остаточного аустенита и дополнительного увеличения сопротивления к коррозии. Он добавляется в количестве 0.5-5.0 вес.% и более предпочтительно в количестве 0.6-1.6 вес.%. Кроме того, для увеличения прочности на разрыв могут быть добавлены, например, титан, ниобий и ванадий. Верхняя граница предпочтительно составляет 0.05 вес.% для ниобия и титана и 0.10 вес.% для ванадия. Хотя максимальное содержание кремния в данном изобретении ограничено <1 вес.% с целью избежать образования красной окалины, большинство приведенных в качестве примеров холоднокатаных сталей содержит кремний в количестве 0.5-1.1 вес.%. Считается, что последний вызывает трудности горячего цинкования (плохую смачиваемость расплавленным цинком) и ухудшение внешнего вида поверхности (оголенные участки). В состав ни одной из этих приведенных в качестве примера сталей не входили микролегирующие добавки, как, например, в ТРИП-сталях с высоким содержанием кремния, которые заметно увеличивают твердость горячекатаной полосы, приводя к существенному увеличению усилий, затрачиваемых на холодную прокатку. С другой стороны, приведенные в качестве примера стали с низким содержанием кремния (0.2-0.4 вес.%) показали высокий предел текучести (570-590 МПа) и лишь умеренный предел прочности на разрыв (≤700 МПа) и умеренное общее удлинение (А50≤30%). В состав последних сталей дополнительно не добавлялся фосфор. Большим недостатком таких сплавов является необходимость добавлять медь и никель, элементы, которые считаются примесями при производстве листовой углеродсодержащей стали. Если сталеплавильным заводам приходится их отливать, имеют место дополнительные материально-технические проблемы, связанные с переработкой металлических отходов производства. Более того, использование никеля, меди и хрома делает производство значительно более дорогостоящим.
В ЕР-А-1154028 описано получение ТРИП-стали, легированной фосфором, с низким содержанием алюминия и кремния, содержащей (вес.%): 0.06-0.17% углерода, 1.35-1.80% марганца, 0.35-0.50% кремния, 0.02-0.12% фосфора, 0.05-0.50% алюминия, максимально 0.07% ниобия, максимально 0.2% ванадия, максимально 0.05% титана, максимально 30 м.д. бора и 100-350 м.д. азота. При добавлении карбидообразующих элементов титана, ниобия или ванадия содержание углерода составляет, предпочтительно, 0.16 вес.%. Максимальное количество остаточного аустенита ограничено 10%. При сочетании низкого содержания кремния и довольно низкого содержания углерода получают довольно невысокие (<600 МПа) показатели предела прочности на разрыв. Добавление микролегирующих элементов заметно увеличивает предел прочности (800 МПа), однако при этом резко падают показатели удлинения (А80<17%). Показатели удлинения во всех случаях довольно низкие, объяснением чему может быть ограниченное содержание алюминия и углерода, что делает остаточный аустенит менее стабильным.
L. Barbe и другие изучили влияние добавок фосфора на свойства некоторых ТРИП-сталей, содержащих только кремний, алюминий и кремний и только алюминий ("Effect of phosphorus on the properties of a cold rolled and intercritically annealed TRIP-aided steel". Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, Гент, июнь 19-21, 2002). Они обнаружили, что состав стали с ТРИП-добавками, содержащий (вес.%) 0.24% углерода, 1.66% марганца, 0.6% алюминия, 0.4% кремния и 0.073% фосфора, показывает наилучшее сочетание механических свойств (удлинение А80=28.4% и предел прочности на разрыв UTS=788 МПа). Проведенные изобретателями настоящего изобретения лабораторные исследования, однако, показали, что при незначительных добавках алюминия до 0.6 вес.% механические свойства становятся очень чувствительными к изменениям параметров процесса, таким как скорость технологической линии и температура перестаривания. Это может привести к несовместимости различных технологических линий цинкования (имеющих, например, различные длины зоны правки около 490-460°С) или даже к существенной зависимости механических свойств от толщины. Это может объясняться неудовлетворительной стабилизацией остаточного аустенита и заметным увеличением оптимального времени перестаривания вследствие слишком незначительных добавок алюминия.
О. Yakubovsky и другие изучили зависимость деформаций от напряжения, а также упрочнение при термообработке различных ТРИП-сталей, содержащих только кремний, алюминий и кремний и только алюминий ("Stress-strain behaviour and bake hardening of TRIP and TRIP-aided multiphase steels". Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, Гент, июнь 19-21, 2002). Во всех случаях содержание углерода ограничивалось (вес.%) 0.15%, и содержание марганца - 1.5%. Рассматривалась также и ТРИП-сталь, содержащая (вес.%) 0.25-0.45% кремний, 1.5-2.0% алюминий и 0.05-0.10% фосфор. В статье не были указаны механические свойства последнего состава. На основании исследования зависимости предела прочности на разрыв от содержания углерода, проведенных изобретателями настоящего изобретения, было установлено, что предложенный химический состав содержит недостаточное количество углерода для достижения предела прочности на разрыв в диапазоне 700-850 МПа. Более того, при высоком содержании алюминия необходимо использовать для литья очень мелкий порошок, что создает проблемы для здоровья персонала. К тому же, при высоком содержании алюминия может ухудшиться свариваемость вследствие присутствия в области сваривания окислов алюминия.
S. Papaefthymiou и другие изучили развитие микроструктуры и механические свойства двух ТРИП-сталей на основе алюминия-кремния, подвергнутых одноосной деформации с различной степенью деформации непосредственно после неполного отжига ("Microstructure development and mechanical behaviour of Al-containing TRIP-steels", Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, Гент, июнь 19-21, 2002). Полученные в результате такой специальной обработки и учитывая нестандартную геометрию образца, упомянутые в статье механические свойства несопоставимы. Два изученных вида содержащей алюминий ТРИП-стали можно подразделить на сталь с низким содержанием алюминия и высоким содержанием алюминия. Сталь с низким содержанием алюминия содержит (вес.%): 0.19% углерода, 1.5% марганца, 0.26% кремния, 0.086% фосфора и 0.52% алюминия; сталь с высоким содержанием алюминия содержит (вес.%): 0.17% углерода, 1.46% марганца, 0.26% кремния, 0.097% фосфора и 1.81% алюминия. Как пояснялось ранее, у стали с низким содержанием алюминия пострадают механические свойства, которые очень чувствительны к изменению параметров процесса, таким как скорость технологической линии и температуры перестаривания. Это может привести к несовместимости различных технологических линий цинкования или даже к существенной зависимости механических свойств от толщины. С другой стороны, сталь с высоким содержанием алюминия, опять же, требует применения для литья мелкого порошка, что может создать проблемы для здоровья персонала. И к тому же, присутствие в области сварки окислов алюминия ухудшит свариваемость.
A. Pichler и другие ("Correlation between thermal treatment, retained austenite stability and mechanical properties of low-alloyed TRIP steels", Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, Гент, июнь 19-21, 2002) изучили влияние различных параметров процесса отжига на стабильность остаточного аустенита и механические свойства ТРИП-стали с низким содержанием легирующих добавок, которая содержит (вес.%): ˜0.2% углерода, ˜1.6% кремния+алюминия, ˜1.5% марганца, <0.5% хрома+молибдена, <0.04% фосфора, <0.01% серы и 0.05% титана+ниобия. Поскольку в данной работе не представлены данные о соотношении алюминия/кремния, нет возможности дать заключение о возможностях цинкования. Упомянутое содержание фосфора не является достаточным для получения желаемых механических свойств (высокого предела прочности на разрыв в сочетании с большим удлинением), хотя и обеспечивает хорошую свариваемость (понижает достаточное содержание углерода).
Цели изобретения
Целью настоящего изобретения является создание состава высокопрочной ТРИП-стали с низким содержанием кремния, высоким содержанием алюминия, легированной фосфором, предназначенного для производства стальной продукции методом холодной прокатки, которую можно легко цинковать.
Еще одной целью является создание способа изготовления подобной продукции, а также предложен сам конечный продукт, причем как сам состав, так и упомянутый способ и упомянутая продукция лишены недостатков известных технических решений.
Сущность изобретения
Настоящее изобретение относится к составу ТРИП-стали для производства холоднокатаных изделий без покрытия или обработанных методом электролитического или горячего цинкования.
Состав содержит, м.д.:
Новизна и изобретательский уровень данного состава заключается в особом сочетании элементов Р (фосфора), Si (кремния), Al (алюминия) и С (углерода). В частности, добавление Р в количестве, превышающем его содержание в известных составах, при ограничении максимального содержания Si и Al, позволяет снизить содержание С для достижения определенного уровня прочности в сочетании с улучшенной свариваемостью.
Три отдельных варианта изобретения относятся к одному составу химических элементов и отличаются тремя различными поддиапазонами содержания углерода, обеспечивающими уровень прочности, который необходим:
- UTS (Предел прочности на разрыв) ≥590 МПа: содержание углерода от 1300 до 1900 м.д. Два конкретных варианта характеризуются содержанием углерода от 1350 до 1900 м.д. и от 1400 до 1900 м.д. соответственно;
- UTS≥690 МПа: содержание углерода от 1700 до 2300 м.д.;
- UTS≥780 МПа: содержание углерода от 2000 до 2600 м.д.
Подобным образом, три конкретных варианта относятся к одному поддиапазону содержания углерода, связанного с уровнем прочности, который необходим, но к тому же имеют следующий особый химический состав, м.д.:
причем оставшуюся часть составляют железо и несущественные примеси.
Аналогично, еще три отдельных варианта изобретения связаны с одним и тем же поддиапазоном содержания углерода, определяющим желаемый предел прочности, и имеют следующий особый поддиапазон содержания алюминия: 9000-13000 м.д. Диапазоны содержания других легирующих элементов поддерживаются такими же, как указано в предыдущем абзаце.
Равным образом настоящее изобретение относится к способу производства холоднокатаного изделия из ТРИП-стали, включающему следующие этапы:
- получение стального сляба, имеющего состав согласно настоящему изобретению,
- горячая прокатка полученного сляба, конечная температура которой выше температуры окончания образования аустенита Ас3, с получением горячекатаной заготовки,
- охлаждение заготовки до температуры намотки в рулон (СТ) между 500°С и 680°С,
- намотка заготовки в рулон при указанной температуре намотки в рулон,
- травление заготовки для удаления окислов,
- холодная прокатка заготовки для уменьшения толщины с минимальным обжатием 40%.
В соответствии с первым предпочтительным вариантом, способ согласно настоящему изобретению дополнительно включает следующие этапы:
- выдержка (томление) заготовки при температуре от 760°С до 850°С,
- охлаждение заготовки со скоростью более 2°С/с до температуры 360-450°С,
- выдержка заготовки при указанной температуре не менее 700 с,
- охлаждение заготовки до комнатной температуры со скоростью охлаждения более 1°С/с,
- дрессировка заготовки с обжатием не более 1.5%.
В соответствии со вторым предпочтительным вариантом, способ согласно настоящему изобретению также включает этап электролитического цинкования.
В соответствии с третьим предпочтительным вариантом, способ согласно настоящему изобретению включает следующие этапы обработки после этапа холодной прокатки:
- выдержка заготовки при температуре от 760°С и 850°С,
- охлаждение заготовки со скоростью охлаждения более 2°С/с до температуры цинковой ванны,
- выдержка заготовки при температуре от 490°С до 460°С не менее 200 с,
- горячее цинкование заготовки в цинковой ванне,
- охлаждение заготовки до комнатной температуры со скоростью охлаждения более 2°С/с.
Способ, включающий этап горячего цинкования, также может включать этап дрессировки с обжатием не более 1.5%.
Равным образом настоящее изобретение относится к стальному изделию, изготовленному способом согласно настоящему изобретению, имеющему микроструктуру, включающую 30-75% феррита, 10-40% бейнита, 0-20% остаточного аустенита и, возможно, 0-10% мартенсита.
Равным образом настоящее изобретение относится к стальному изделию, изготовленному способом согласно настоящему изобретению, в котором содержание углерода составляет 1300-1900 м.д. Предел текучести изделия составляет от 320 МПа до 480 МПа, предел прочности на разрыв более 590 МПа, удлинение А80 превышает 26%, а значение n (n - коэффициент деформационного упрочнения, рассчитанный между 10%-ным и однородным удлинением) превышает 0,2.
Настоящее изобретение также относится к стальному изделию, изготовленному способом согласно настоящему изобретению, в котором содержание углерода составляет от 1700 до 2300 м.д. Предел текучести составляет от 350 МПа до 510 МПа, предел прочности на разрыв более 700 МПа, удлинение А80 превышает 24%, а значение n (рассчитанное между 10%-ным и однородным удлинением) превышает 0,19.
Настоящее изобретение также относится к стальному изделию, изготовленному в соответствии со способом согласно настоящему изобретению, в котором содержание углерода составляет от 2000 до 2600 м.д. Предел текучести составляет от 400 МПа до 600 МПа, предел прочности на разрыв более 780 МПа, удлинение А80 превышает 22%, а значение n (рассчитанное между 10%-ным и однородным удлинением) превышает 0,18.
Настоящее изобретение также относится к стальному изделию, изготовленному способом согласно настоящему изобретению, в котором содержание углерода составляет от 2000 до 2600 м.д. Предел текучести составляет от 450 МПа до 700 МПа, предел прочности на разрыв более 980 МПа, удлинение А80 превышает 18%, а значение n (рассчитанное между 10%-ным и однородным удлинением) превышает 0,14.
Стальное изделие согласно настоящему изобретению может иметь упрочнение в результате термообработки ВН2 более 40 МПа как продольном, так и в поперечном направлениях.
Подробное описание предпочтительных воплощений
Согласно настоящему изобретению предложен состав стали для производства изделий из легированной фосфором, содержащей алюминий и кремний ТРИП-стали. Используя указанную обширнейшую группу химических составов, можно, в сочетании с надлежащими параметрами обработки, получить изделия, имеющие желаемую ТРИП-микроструктуру, хорошую свариваемость, а также наилучшие механические свойства, с очень высокими показателями предела прочности на разрыв и общего удлинения (этот параметр является характеристикой высокого потенциала поглощения энергии при разрушении). Предпочтительные составы обеспечивают более узкие диапазоны механических свойств, например, гарантированный минимальный предел прочности на разрыв 780 МПа, или более жесткие требования к свариваемости (максимальный диапазон содержания углерода представлен в следующем абзаце).
С: от 1300 до 2600 м.д. Первый предпочтительный поддиапазон - это 1300-1900 м.д. Второй предпочтительный поддиапазон - это 1700-2300 м.д. Третий предпочтительный поддиапазон - это 2000-2600 м.д. Минимальное содержание углерода в поддиапазоне - это то количество, которое необходимо для обеспечения необходимого предела прочности, поскольку углерод является наиболее важным элементом, определяющим способность к упрочнению. Максимальное значение заявленного диапазона в поддиапазоне связано со свариваемостью. Влияние углерода на механические свойства продемонстрировано иллюстративными составами А, Е и F и контрольными составами В, С и D (таблицы 1, 3-8). Влияние содержания углерода на свариваемость методом точечной сварки показано в сравнении с контрольными составами В, С и D (таблица 2). Два варианта изобретения характеризуются двумя особыми диапазонами содержания углерода: 1350-1900 м.д. и 1400-1900 м.д.. Эти поддиапазоны предназначены для того, чтобы обеспечить предел прочности на разрыв по меньшей мере 600 МПа.
Mn: от 10000 до 22000 м.д., предпочтительно 13000-22000 м.д. Марганец действует как стабилизатор аустенита и, таким образом, снижает Ms температуру остаточного аустенита. Кроме того, Mn подавляет образование перлита и также способствует повышению прочности стали путем упрочнения твердого раствора. Излишнее содержание Mn, с другой стороны, приводит к недостаточному образованию феррита при охлаждении от температуры томления и, таким образом, к недостаточной концентрации углерода в остаточном аустените, что делает последний менее стабильным. Слишком большое содержание Mn также усложнит сварку и усилит образование нежелательных полосчатых микроструктур.
Al: от 8000 до 15000 м.д., предпочтительно 8000-14000 м.д. и более предпочтительно 9000-13000 м.д. Алюминий добавляется, поскольку он даже в большей степени чем Si является стабилизатором феррита и, следовательно, усиливает образование феррита во время томления и при охлаждении от температуры томления, тем самым стабилизируя остаточный аустенит. Последний стабилизируется даже лучше благодаря тому, что Al сдерживает выделение углерода из остаточного аустенита на стадии перестаривания. В отличие от Si, Al не ухудшает способности к цинкованию. Однако известно, что содержание Al свыше 15000 м.д. требует применения очень мелкого порошка, что может стать причиной проблем со здоровьем персонала. И более того, может ухудшиться свариваемость, вследствие присутствия в области сварки окислов Al. Минимальное содержание Al, все же, необходимо, чтобы иметь возможность обработать материал на различных технологических линиях горячего цинкования, имеющих различные длины зон выравнивания (правки), и обеспечить высокую надежность процесса.
Si: от 2000 до 6000 м.д., предпочтительно 2500-4500 м.д. Кремний, главным образом, имеет те же функции, что и Al, хотя и менее резко выраженные. Это: Si является стабилизатором феррита и предотвращает выделение карбида на стадии перестаривания, тем самым стабилизируя остаточный аустенит при комнатной температуре. Кроме этого. Si также способствует увеличению прочности стали, путем упрочнения твердого раствора. Максимальное содержание Si ограничивается, однако, тем, что, как хорошо известно, Si является источником проблем, связанных с качеством поверхности, поскольку после травления, благодаря наличию окислов Si, поверхность становится неровной и очень грубой. Более того, принимая во внимание необходимость в защите от коррозии, горячее цинкование заготовки с высоким содержанием Si делает внешний вид поверхности непригодным для применения в автомобилестроении и обуславливает высокий риск образования на поверхности оголенных участков.
Р: от 400 до 1000 м.д., предпочтительно 600-1000 м.д. Фосфор, главным образом, добавляется для снижения содержания углерода и получения улучшенных показателей свариваемости, одновременно сохраняя на прежнем уровне предел прочности на разрыв. К тому же известно, что Р в сочетании с Si улучшает прочность остаточного аустенита, сдерживая выделение карбида на стадии перестаривания. Исходя из этого, при добавках Р менее 400 м.д. не происходит существенного снижения содержания С. При добавлении более 1000 м.д. Р возрастает риск дефектов сегрегации, вновь ухудшается свариваемость.
S: не более 120 м.д. Содержание S приходится ограничить, потому что слишком высокий уровень серы может ухудшить формуемость.
N: не более 200 м.д., предпочтительно не более 150 м.д., иначе может образоваться слишком большое количество осадков AlN и/или TiN, что ухудшит формуемость.
Ti: не более 1000 м.д., предпочтительно ниже 200 м.д. для продукции, изготовленной согласно настоящему изобретению и имеющей предел прочности на разрыв менее 980 МПа. Титан добавляется с целью увеличить предел прочности на разрыв в результате уменьшения размеров зерна и дисперсионного упрочнения. Однако при пределе прочности на разрыв менее 980 МПа, даже без добавления Ti, при использовании подходящих параметров обработки можно получить заданные механические свойства для определенных поддиапазонов содержания углерода и, таким образом, избежать увеличения стоимости химического состава или дополнительных трудностей обработки (например, усилий при прокатке).
Nb: не более 1000 м.д., предпочтительно ниже 100 м.д. для продукции, изготовленной согласно настоящему изобретению, имеющей предел прочности на разрыв ниже 980 МПа. Ниобий может добавляться с целью увеличения предела прочности в результате уменьшения размеров зерна и дисперсионного упрочнения. Однако при пределе прочности на разрыв менее 980 МПа, даже без добавления Nb, при использовании подходящих параметров обработки можно получить заданные механические свойства для определенных поддиапазонов содержания углерода и, таким образом, избежать увеличения стоимости химического состава или дополнительных трудностей обработки (например, усилий при прокатке).
V: не более 1000 м.д., предпочтительно ниже 100 м.д. для продукции, изготовленной согласно настоящему изобретению, имеющей предел прочности на разрыв ниже 980 МПа. Ванадий может добавляться с целью увеличения предела прочности в результате уменьшения размеров зерна и дисперсионного упрочнения. Однако при пределе прочности на разрыв менее 980 МПа, даже без добавления V, при использовании подходящих параметров обработки возможно получить заданные механические свойства для определенных поддиапазонов содержания углерода и, таким образом, избежать увеличения стоимости химического состава.
В: не более 10 м.д., предпочтительно не более 5 м.д. Бора избегают вследствие его плохого влияния на зарождение феррита.
Настоящее изобретение равным образом относится и к способу производства описанного стального изделия. Этот способ включает следующие этапы:
- получение стального сляба, имеющего состав согласно настоящему изобретению, как определено выше,
- при необходимости, повторный нагрев сляба до температуры выше 1000°С, предпочтительно выше 1200°С,
- горячая прокатка сляба, где конечная температура прокатки FT на последней клети горячей прокатки выше температуры Ас3,
- охлаждение до температуры намотки в рулон СТ, предпочтительно путем непрерывного охлаждения до СТ со скоростью 40-50°С/с или путем поэтапного охлаждения,
- намотка в рулон горячекатаной заготовки при температуре СТ от 500°С до 680°С, предпочтительно от 600°С до 680°С. Данный диапазон температур выбирается таким образом, чтобы обеспечить создание горячекатаной полосы настолько мягкой, насколько это возможно, с целью облегчения холодной прокатки,
- травление заготовки для удаления окислов,
- холодная прокатка для уменьшения толщины. Обжатие холодной прокаткой предпочтительно превышает 40%.
Согласно первому воплощению настоящего изобретения, эти этапы выполняют после отжига на непрерывных линиях отжига, включающего следующие этапы:
Выдержка (томление) травленой холоднокатаной заготовки при температуре в диапазоне от 760 до 850°С, с целью создания микроструктуры, состоящей из феррита и аустенита. Если температура томления выбирается выше 850°С, количество образованного аустенита будет очень большим, что приведет к образованию менее прочного остаточного аустенита в конечном продукте. Вследствие снижения прочности аустенита, существенная часть его может также преобразоваться в мартенсит во время окончательного охлаждения до комнатной температуры, что ухудшит свойства удлинения. Если, с другой стороны, температура томления будет выбрана слишком низкой, во время томления будет сформировано недостаточное количество аустенита. Это может привести к чрезмерному упрочнению остаточного аустенита, что опять-таки ухудшит механические свойства.
Охлаждение заготовки со скоростью охлаждения более 2°С/с, до температуры выдержки в диапазоне от 360°С до 450°С. Время выдержки при упомянутом температурном диапазоне составляет менее 700 с. При температуре выдержки ниже 360°С, существенная часть остаточного аустенита преобразуется в мартенсит, что приведет к снижению высокого исходного значения коэффициента деформационного упрочнения «n» при увеличении деформации. С другой стороны, если температура выдержки превышает 450°С, это приведет к разложению остаточного аустенита из-за выделения углерода. Это опять-таки ухудшит свойства удлинения.
- Окончательное охлаждение заготовки ниже 150°С со скоростью охлаждения более 1°С/с.
- И в завершение, упомянутый субстрат может быть подвержен дрессировке с обжатием от 0,3 до 1,5%.
Способ согласно второму предпочтительному воплощению включает те же этапы обработки, как указано выше, и дополнительно также включает этап электролитического цинкования.
В способе согласно третьему предпочтительному воплощению после этапа холодной прокатки следует этап отжига на непрерывной линии горячего цинкования, причем способ включает следующие этапы:
- Выдержка (томление) травленой холоднокатаной заготовки при температуре от 760 и 850°С с целью создания микроструктуры, состоящей из феррита и аустенита. Если температура томления выше 850°С, количество образованного аустенита будет очень большим, что приведет к менее прочному остаточному аустениту в конечном продукте. Вследствие снижения прочности аустенита существенная его часть может также преобразоваться в мартенсит во время окончательного охлаждения до комнатной температуры, что ухудшит свойства удлинения. Если, с другой стороны, температура томления будет выбрана слишком низкой, во время томления будет сформировано недостаточное количество аустенита. Это может привести к чрезмерному упрочнению остаточного аустенита, что опять-таки ухудшит механические свойства.
- Охлаждение заготовки со скоростью охлаждения более 2°С/с до температуры цинковой ванны.
- Выдержка заготовки при температуре в диапазоне от 490°С до 460°С менее 200 с, предпочтительно от 5 до 80 с.
- Горячее цинкование заготовки в цинковой ванне.
- Окончательное охлаждение до комнатной температуры со скоростью охлаждения более 2°С/с.
- И в завершение, можно осуществить дрессировку заготовки с обжатием от 0,3 до 1,5%.
Толщина стальных заготовок настоящего изобретения после холодной прокатки может быть меньше 1 мм при соответствующей начальной толщине горячекатаного листа и в зависимости от возможностей прокатного стана выполнять холодную прокатку на достаточно высоком уровне. Таким образом, реально достижимые толщины составляют от 0.3 до 2.5 мм.
Конечный холоднокатаный продукт имеет многофазную структуру с 30-75% феррита, 10-40% бейнита, 0-20% остаточного аустенита и возможно некоторым количеством мартенсита (0-10%), присутствующего при комнатной температуре. Количество мартенсита при комнатной температуре следует, однако, ограничить, с целью сохранения динамики значения n (постоянного или увеличивающегося с деформацией) и механических свойств, характерных для ТРИП-сталей. Специфические механические свойства в зависимости от параметров обработки приведены в примерах.
Холоднокатаный, не подвергнутый отпуску продукт показал во всех случаях удлинение при пластической деформации, типичное для ТРИП-сталей и указывающее на то, что мартенсит в микроструктуре не присутствует или присутствует в незначительных количествах. Такое удлинение при пластической деформации можно подавить дрессировкой листов конечного продукта. Малой степени обжатия при дрессировке листов достаточно, чтобы избежать удлинения при пластической деформации, обжатие при дрессировке не должно быть выше 1,5% для предотвращения слишком большого увеличения предела текучести.
Конечный холоднокатаный продукт также предпочтительно обнаруживает постоянное или увеличивающееся значение «n» при увеличении деформации. Такие свойства предполагают, что остаточный аустенит постепенно трансформируется в мартенсит во время теста на разрыв, отсрочивая сужение (уменьшение площади поперечного сечения), что дает наилучшее сочетание предела прочности на разрыв и общего удлинения.
Запас прочности продукта из ТРИП-стали согласно настоящему изобретению достигается минимальным содержанием Al в указанном предпочтительном диапазоне содержания Al: 8000-14000 м.д. и более предпочтительно 9000-13000 м.д. Добавление Al в меньших количествах сделает остаточный аустенит менее прочным. Это увеличит риск потери механических свойств из-за разложения аустенита при выделении углерода и, с другой стороны, менее прочный остаточный аустенит будет более легко преобразовываться в мартенсит при деформации, ограничивая формуемость материала. Добавление Al в меньших количествах также замедлит кинетику бейнитного преобразования. Как следствие, механические свойства станут более зависимы от условий процесса обработки, таких как скорость технологической линии и температура перестаривания, а также от конструкции действующей линии (короткая или длинная секция перестаривания). Содержание Al в пределах предпочтительного диапазона позволит избежать такой зависимости от характеристик технологической линии и потерь прочности.
Что касается свариваемости полученного холоднокатаного продукта, добавление фосфора позволяет снизить содержание углерода по сравнению с Al-Si-содержащими ТРИП-сталями, не содержащими фосфор, имеющими такой же предел прочности на разрыв. Поскольку в исследуемом диапазоне содержания углерода свариваемость улучшается при снижении содержания углерода, такое снижение содержания углерода благодаря добавлению фосфора может считаться основным преимуществом настоящего изобретения.
При применении состава согласно настоящему изобретению не возникает проблем, связанных с различными описанными выше недостатками известных составов, представленных в предшествующих публикациях:
- Содержание Si ограничено с целью обеспечить возможность удовлетворительного горячего цинкования. Качество поверхности холоднокатаной стали, подвергнутой горячему цинкованию, изготовленной согласно настоящему изобретению, является достаточным для автомобильной промышленности, тогда как высокое содержание Si может стать причиной наличия на поверхности оголенных пятен, в результате качество поверхности таких продуктов не годится для применения в автомобильной промышленности.
- Кроме того, содержание Si ограничено с целью избежать необходимости горячей завалки сляба для предотвращения образования трещин.
- Благодаря ограничению содержания Si на поверхности горячекатаной заготовки нет красной окалины.
- Небольшое количество Si, совместимое с горячим цинкованием, добавляется для более простого достижения необходимого предела прочности на разрыв. По сравнению с не включающими кремний Al-содержащими ТРИП-сталями, в этой допускается более низкое содержание С или более низкое содержание Al.
- Максимальное содержание Al ограничено, чтобы избежать применения очень мелкого порошка для литья, что может создать проблемы со здоровьем рабочих. К тому же, при высоком содержании Al (>1.5%) может ухудшиться свариваемость вследствие наличия в области сварки окислов Al. Минимальное содержание Al, однако, обеспечивает высокую надежность технологического процесса и делает его менее чувствительным к изменениям скорости технологических линий, к температуре перестаривания и к компоновке непрерывных технологических линий отжига или горячего цинкования.
- Для заданного уровня предела прочности на разрыв, содержание С уменьшено по сравнению с другими Al-Si-содержащими ТРИП-сталями с целью улучшить свариваемость путем добавления Р и без необходимости в микролегировании.
- В сталь согласно настоящему изобретению не добавляют Ni, Cu или Cr. Это позволяет избежать проблем логистики, связанных с переработкой отходов производства, и снизить стоимость.
Подробное описание предпочтительных воплощений - примеры
1. Примеры составов
В табл.1 представлены примеры составов лабораторных отливок из легированной фосфором Al-Si-содержащей ТРИП-стали согласно настоящему изобретению (индексы А, Е и F) и контрольные составы (В, С и D), в которых либо содержание С выше, чем в заявленном диапазоне, либо в которые не добавлен преднамеренно фосфор. Для оценки механических свойств тестируемых образцов в лабораторных условиях был смоделирован термоцикл и проведены испытания на растяжение. Следует отметить, что приведенные далее значения всех упомянутых механических свойств измерены согласно стандарту EN 10002-1.
1.1 Холоднокатаный и подвергнутый непрерывному отжигу продукт
Этапы способа:
- Литье.
- Повторный нагрев при 1250°С в течение 1 ч.
- Горячая прокатка в диапазоне аустенита до конечной толщины 3,5 мм.
- Охлаждение водой до температуры намотки в рулон, равной 600°С.
- Холодная прокатка до конечной толщины 1 мм.
После указанных выше этапов способа из листов были изготовлены образцы с эталонной длиной 80 мм, вырезанные параллельно направлению проката. Эти образцы были подвергнуты нагреву в двух соляных ваннах согласно двухступенчатому термоциклу. После отжига при температуре, лежащей в диапазоне между верхней и нижней критическими точками (IAT), в течение заданного времени (IAt), образцы были закалены в соляной ванне с более низкой температурой и изотермически выдержаны (ВНТ) в течение заданного времени (BHt). Механические свойства представлены в таблице 3 и соответствуют спецификации для стали TRIP700. Дрессировка не применялась. При сравнении механических свойств, представленных в таблице 3 (иллюстративный состав А), с указанными в таблице 5 (в частности, с контрольным составом С), становится ясно, что добавление Р в сталь, изготовленную согласно настоящему изобретению, безусловно, позволяет снизить содержание углерода до 500 м.д., в то же время сохраняя неизменным предел прочности на разрыв. Такое снижение содержания С значительно улучшает свариваемость (см. Таблицу 2: разница между 0.25С и 0,20С).
В таблице 7 представлены механические свойства, полученные после того, как к образцам стали составов Е и F были применены некоторые модели, воспроизводящие непрерывный отжиг. Данные из таблиц 5 и 7 (в частности, сравнивая индексы Е и В) показывают, что значение предела прочности на разрыв даже выше у состава согласно настоящему изобретению, чем у контрольного состава, который содержит на 600 м.д. больше углерода и к которому не добавлен преднамеренно фосфор.
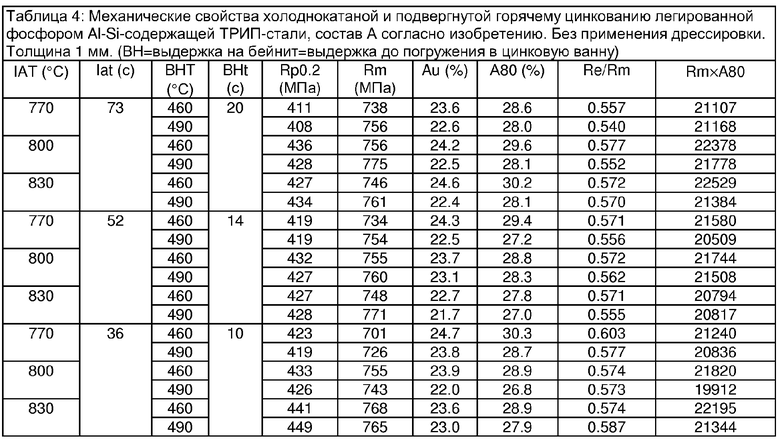
1.2 Холоднокатаный и подвергнутый горячему цинкованию продукт
Этапы способа:
- Литье.
- Повторный нагрев при 1250°С в течение 1 ч.
- Горячая прокатка в диапазоне аустенита до конечной толщины 3,5 мм.
- Охлаждение водой до температуры намотки в рулон, равной 600°С.
- Холодная прокатка до конечной толщины 1 мм.
После указанных выше этапов из листов были изготовлены образцы с эталонной длиной 80 мм, вырезанные параллельно направлению проката. Эти образцы были подвергнуты нагреву в двух соляных ваннах согласно двухступенчатому термоциклу. После отжига при температуре, лежащей в диапазоне между верхней и нижней критическими точками, образцы были закалены в соляной ванне с более низкой температурой и изотермически выдержаны. Температуры и время выдержки были подобраны таким образом, чтобы наиболее близко смоделировать этапы технологического процесса, включая этап горячего цинкования. Механические свойства, представленные в таблице 4, ясно показывают, что в соответствии с изобретением получается очень прочная оцинкованная ТРИП-сталь марки TRIP700: при всех изменениях параметров способа в широком диапазоне (IAT, Iat, BHT, BHt) получают продукты, сопоставимые по механическим свойствам. Дрессировка не применялась. Сравнивая механические свойства, представленные в таблице 4 (иллюстративный состав А), с указанными в таблице 6 (в частности, с контрольным составом С), можно прийти к выводу, что добавление Р в сталь, изготовленную согласно настоящему изобретению, безусловно, позволяет снизить содержание углерода до 500 м.д., в то же время сохраняя неизменным предел прочности на разрыв. Такое снижение содержания С значительно улучшает свариваемость (см. Таблицу 2).
В таблице 8 представлены механические свойства, полученные после того, как к образцам стали составов Е и F были применены некоторые модели, воспроизводящие горячее цинкование. Данные из таблиц 6 и 8 (в частности, сравнение составов Е и В) показывают, что значение предела прочности на разрыв даже выше у состава согласно настоящему изобретению, чем у контрольного состава, у которого содержится на 600 м.д. больше углерода и в который не добавлен преднамеренно фосфор.

Настоящее изобретение относится к композиции стали для применения в способе производства холоднокатаных изделий из ТРИП-стали без покрытия или обработанных методом электролитического или горячего цинкования. Для достижения в стали высокого предела прочности на разрыв в сочетании с большим удлинением и улучшения свариваемости стали получают сталь, содержащую, м.д.: углерод 1300-2600, марганец 10000-22000, алюминий 8000-15000, кремний 2000-6000, фосфор 400-1000, сера не более 120, азот не более 200, титан не более 1000, ниобий не более 1000, ванадий не более 1000, бор не более 10, железо и несущественные примеси - остальное. Способ производства холоднокатаного изделия из ТРИП-стали включает получение стального сляба, горячую прокатку сляба, конечная температура которой выше температуры окончания образования аустенита Асз, с получением горячекатаной заготовки, охлаждение заготовки до температуры намотки в рулон между 500°С и 680°С, намотку заготовки в рулон при указанной температуре, травление заготовки для удаления окислов, холодную прокатку заготовки для уменьшения толщины с минимальным обжатием 40%. 7 н. и 12 з п. ф-лы, 8 табл.
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ изготовления промежуточной модели | 1983 |
|
SU1154028A1 |
| Способ изготовления стальных изделий | 1990 |
|
SU1749258A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2172652C2 |

