Изобретение относится к обработке механических компонентов, предназначенных для скольжения под большими нагрузками относительно компонентов из более мягких материалов. Оно направлено, в частности, но не исключительно, на обработку поршневых пальцев в двигателях внутреннего сгорания, так как эти компоненты покрываются твердым покрытием из аморфного углерода (иногда встречается обозначение "углерод DLC-типа", (говорят также об алмазоподобном углероде), эти обозначения уточняются ниже) и трутся о сравнительно мягкие материалы, таким как бронза или алюминиевые сплавы (кольца, через которые проходит такой палец, или корпус поршня, принимающий такой палец). Однако в более широком смысле изобретение относится к механическому компоненту, чаще всего металлическому, предназначенному для взаимодействия путем скольжения с другим, менее твердым компонентом, в трибологическом применении, предполагающем условия по нагрузке и скоростям, которые, как известно, способны вызывать значительный износ.
Уровень техники и техническая проблема
Обработка поршневых пальцев, в частности, путем нанесения покрытия из аморфного углерода, специалистам известна. Преимущество нанесения покрытия такого типа заключается в предотвращении заклинивания поршневого пальца о противоположные компоненты, часто выполненные из бронзы или алюминия.
В этой связи можно сослаться на документы DE-10 2011 102209, WO 2009/144076 или же на статью I. Etsion, G. Halperin, E. Becher "The effect of various surface treatments on piston pin scuffing resistance", опубликованную в Wear 261 (2006) pp.785-791, этот документ можно найти по следующему адресу:
[http://www.technion.ac.il/~merei02/public/2_The%20effect%20of%20various%20surface%20treatments%20on%20piston%20pin.pdf]
Применение такого противозадирного покрытия становится необходимым из-за продолжающегося повышения контактного давления, существующего между этими компонентами. Повышение контактного давления происходит из-за продолжающегося стремления к уменьшению размеров деталей в целях снижения веса и потерь энергии вследствие инерции.
Как правило, специалистами считается, что в комбинации двух компонентов, взаимодействующих друг с другом путем скольжения/трения, износ компонента, имеющего меньшую твердость, снижается со снижением шероховатости поверхности компонента, имеющего большую твердость. Так, в случае поршневого пальца обычно считается, что износ компонента из бронзы или алюминия уменьшается с уменьшением шероховатости противоположного компонента, покрытого слоем аморфного углерода, поэтому, чтобы уменьшить износ бронзы или алюминия, особое внимание уделяется поршневым пальцам в отношении состояния их поверхности перед нанесением покрытия. Однако минимизации шероховатости перед нанесением покрытия недостаточно, эта операция должна быть дополнена окончательной обработкой, направленной на снижение шероховатости покрытой детали; такая конечная операция может состоять в зачистке щеткой (способами, известными специалисту).
Однако было установлено, что в определенных условиях, когда не используются ни бронза, ни алюминий, износ покрытия из аморфного углерода становится аномально высоким, несмотря на высокую твердость такого покрытия из аморфного углерода. Таким образом, два покрытия, имеющие идентичные механические характеристики и шероховатость (в макроскопическом смысле, смотри ниже), могут вести себя совершенно по-разному. В одном случае можно заметить сильный износ противоположной детали (с намного меньшей твердостью, или из "мягкого" материала) и очень незначительный износ покрытия, тогда как в другом случае мягкий материал характеризуется минимальным износом в сочетании с сильным износом покрытия, причем причина неизвестна.
Легко понять, что для хорошего функционирования системы каждая из двух противоположных деталей должна иметь минимальный износ, чтобы обеспечить долговечность компонентов.
Поэтому существует необходимость обеспечить возможность изготавливать и определять характеристики детали, снабженной покрытием из аморфного углерода (с по меньшей мере 70 ат.% углерода, даже по меньшей мере 90 ат.%, кроме водорода), чтобы гарантировать, что в комбинации с противоположной деталью значительно меньшей твердости (например, менее 2/3 твердости покрытия) ни одна из этих двух деталей не будет иметь значительного износа в процессе эксплуатации.
Решение технической проблемы
Чтобы можно было контролировать износ детали, покрытой тонким слоем твердого аморфного углерода, состоящего преимущественно из углерода (более 70 ат.%, исключая содержание водорода), причем покрытие предназначено для трения о более мягкий материал, то есть о материал с твердостью более чем в 1,5 раза ниже, чем у покрытия, изобретение рекомендует условия на шероховатость на макроскопическом масштабе (измеряемую обычным способом) и на микроскопическом масштабе (измеряемую методом атомно-силовой микроскопии, на практике на площади менее 100 мкм2).
Более точно, изобретение предлагает деталь, снабженную покрытием из аморфного углерода (по меньшей мере 70 ат.% углерода) и предназначенную для взаимодействия путем скольжения с противоположной деталью, твердость поверхности которой составляет не более двух третей от твердости покрытия, причем указанное покрытие имеет измеренную профилометрией шероховатость Ra, которая меньше или равна 0,050 микрон, и измеренную методом атомно-силовой микроскопии микрошероховатость, которая больше или равна 0,004 микрон и меньше или равную 0,009 микрон.
При этом следует понимать, что шероховатость Ra является шероховатостью детали, несущей указанное покрытие.
Действительно, выяснилось, что соблюдение этих диапазонов шероховатости, измеренных двумя разными методами, ведет к умеренному износу такой детали с покрытием, не вызывая существенного износа противоположной, намного менее твердой, детали, независимо от конкретных характеристик возможной смазки, предусмотренной между поверхностями трения.
Чтобы отличать эти два обозначения шероховатости (среднеарифметические), далее термин "шероховатость" будет предназначен для параметра, измеряемого обычным средством, а термин "микрошероховатость" будет использоваться для обозначения шероховатости, измеряемой атомно-силовой микроскопией.
Обычное средство измерения шероховатости имеет ограниченное разрешение из-за размера иглы (обычно она имеет локальный радиус 2 микрона), размер иглы, применяемой в атомно-силовой микроскопии (АСМ), на несколько порядков величины меньше (обычно она имеет локальный радиус 0,01 микрон и даже меньше); таким образом, игла АСМ позволяет видеть более мелкие детали, чем может обнаружить обычное устройство.
Принцип установления максимальной и минимальной величин шероховатости детали, покрытой пленкой DLC (алмазоподобный углерод), уже предлагался в документе WO 2012/073717, там рекомендовалось DLC-покрытие, содержащее от 4,5 ат.% до 30 ат.% водорода и имеющее среднеквадратичную шероховатость от 5 нм до 25 нм (то есть 0,005-0,025 микрон); однако существование нижнего предела никак не связано с желанием уменьшить износ слоя DLC и противоположной детали, он предлагается, чтобы гарантировать достаточный уровень трения для выделения энергии, необходимой для реакций, позволяющих действовать добавкам, предусмотренным в особых использующихся смазках (смазка содержит соединение на основе молибдена и добавок цинка и серы, и описание, приведенное в указанном документе, имеет целью гарантировать образование MoS2); фактически этот документ рекомендует, чтобы обе детали были выполнены из сопоставимых материалов, то есть у которых не имеется значительной разницы твердости и между которыми не могут возникать технические проблемы, лежащие в основе настоящего изобретения. Как бы то ни было, указанный документ не описывает целесообразности измерения шероховатости методом атомно-силовой микроскопии, ни тем более целесообразности установки пределов, с одной стороны, шероховатости, измеряемой обычным способом (посредством профилометрии), а, с другой стороны, измеряемой этим особым методом. Следует отметить, что если ограничиться только шероховатостью, измеряемой обычным способом (среднеквадратичная шероховатость, а не среднеарифметическая Ra), указанный документ рекомендует максимальное значение, которое намного меньше, чем максимальное значение согласно настоящему изобретению (относящееся в среднеарифметической Ra), и которое очевидно будет не совместимо с диапазоном микрошероховатости согласно изобретению, определяемой по АСМ. Другими словами, настоящее изобретение неявно указывает диапазон шероховатости, измеряемой обычным способом, который будет выше, чем в указанном документе.
Предпочтительно (но не исключительно), значение шероховатости Ra, измеренной профилометрией, больше порогового значения 0,020 микрон, даже 0,025 микрон. Следует отметить, что здесь речь идет о шероховатости покрытия, которая может отличаться от шероховатости поверхности перед нанесением покрытия.
Предпочтительно, шероховатость, измеренная профилометрией, меньше или равна 0,046 микрон, а микрошероховатость, измеренная методом атомно-силовой микроскопии, составляет от 0,004 до 0,0075 микрон; такие узкие диапазоны, очевидно, способны еще лучше гарантировать низкий уровень износа обеих противоположных деталей; однако следует отметить, что изобретение не стремится к идентификации необходимого и достаточного условия, чтобы износы обеих деталей были умеренными, оно направлено просто на определение достаточного условия для получения такого результата.
Согласно предпочтительным характеристикам изобретения, которые могут комбинироваться:
- покрытие включает водород в содержании 20±5 ат.%, измеренном методом АМДАО,
- деталь содержит под покрытием из аморфного углерода, который является гидрированным, слой CrN не более одного микрона,
- покрытие содержит легирование вольфрамом на не более одного микрона от поверхности детали, для пленки по меньшей мере в два микрона.
Кроме того, изобретение предлагает пару деталей, взаимодействующих путем трения, содержащую деталь вышеуказанного типа и противоположную деталь, твердость поверхности которой составляет не более двух третей от твердости покрытия.
В качестве примера, противоположная деталь может быть выполнена из медного сплава, такого как бронза; как вариант, она может быть выполнена из алюминиевого сплава, например, из AlSn. Можно также сказать, чото речь идет о сплавах олова. Такая противоположная деталь может быть выполнена из указанного материала только на поверхности.
Объекты, характеристики и преимущества изобретения выявляются из следующего описания, данного в качестве иллюстративного примера, но не ограничения, и проводимого с использованием приложенных рисунков, на которых:
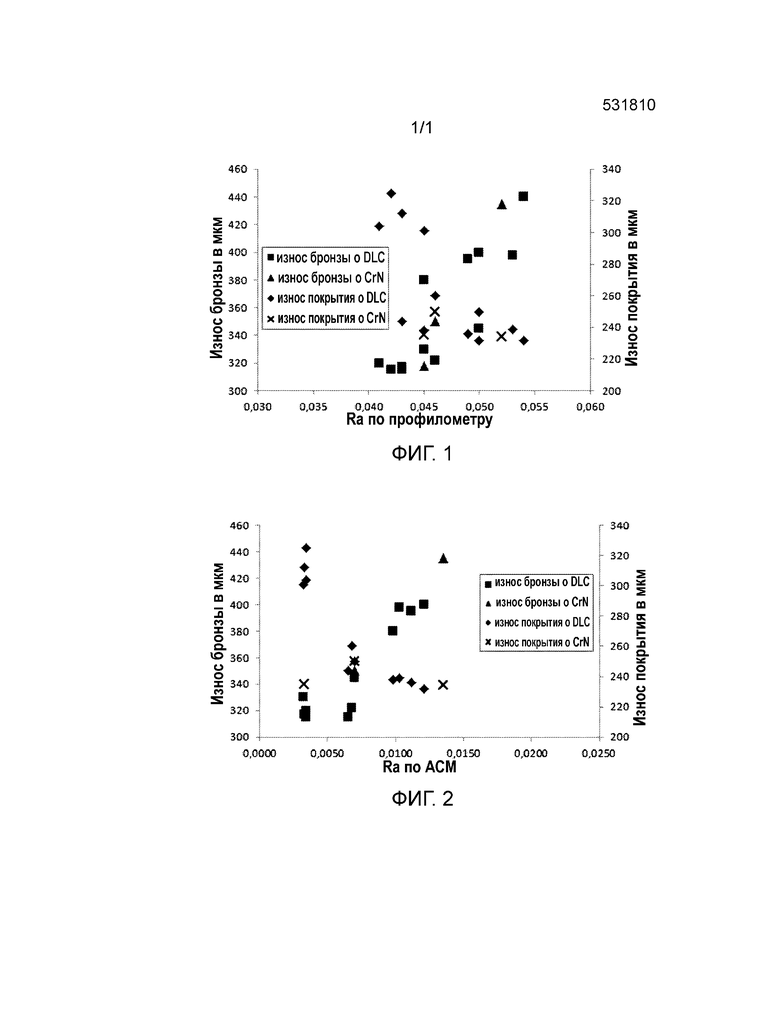
- фигура 1 является графиком, показывающим взаимосвязь между шероховатостью различных примеров деталей с покрытием и износом этой детали и износом противоположной детали из бронзы, и
- фигура 2 является графиком, показывающим взаимосвязь между микрошероховатостью различных примеров деталей с покрытием и износом этой детали и износом противоположной детали из бронзы.
Подробное описание по меньшей мере одного варианта осуществления
Ниже рассматриваются металлические детали, на практике из стали, покрытые пленкой аморфного углерода, предназначенные для взаимодействия с противоположной деталью из бронзы (или из алюминия), в условиях, близких к условиям работы поршневого вала (или пальца) в двигателе; речь может идти о шарнирном соединении пальца на коленчатом валу или шарнирном соединении пальца на самом поршне.
Примеры с покрытием из CrN используются как элементы сравнения.
Классическое измерение шероховатости Ra позволяет определить необходимый уровень, требуемый, согласно обычному подходу, для снижения износа детали (в частности, из бронзы или алюминия), противоположной пальцу, покрытому твердым слоем. Однако для данного покрытия классические характеристики детали с покрытием не позволяют определить, будет покрытие подвергаться износу или нет. При одинаковых значениях шероховатости Ra (измеренной обычным способом) и твердости двух внешне похожих покрытий одно из них может не испытывать никакого износа, а другое, напротив, будет страдать от чрезмерного износа по непонятной причине (которая не может быть просто истиранием из-за значительного уровня соотношения между твердостями противоположных деталей). Согласно одному аспекту изобретения, исследование поверхности деталей методом атомно-силовой микроскопии (или АСМ) облегчает определение идеальной топографии, какую должна иметь деталь с покрытием, чтобы минимизировать износ обеих противоположных деталей.
В следующих примерах поршневые пальцы, сначала одинаковые (с точностью допусков на изготовление), покрывали соответственно покрытиями из нитрида хрома CrN и из материалов различных типов на основе аморфного углерода; в настоящее время довольно часто аббревиатуру DLC используют в качестве синонима всех форм аморфного углерода, в действительности же сокращение DLC ("Diamant-Like Carbon", алмазоподобный углерод) обозначает углерод, атомы углерода которого имеют такую же гибридизацию, как в алмазе, и должно бы быть зарезервировано за этой формой аморфного углерода. Ниже для простоты в сокращенных обозначениях будет использоваться акроним DLC для различных форм аморфного углерода, идет ли речь о гидрированном аморфном углероде, негидрированном аморфном углероде (для которого сокращение DLC является вполне точным) или о гидрированном аморфном углероде, легированном вольфрамом.
Поршневые пальцы перед нанесением покрытия имели следующие характеристики шероховатости: шероховатость Ra 0,025 мкм и шероховатость Rpk 0,040 мкм. Результаты измерения шероховатости Rpk приводятся здесь в дополнение к измерению шероховатости, чтобы дополнить определение характеристик примеров. Как указано выше, покрытия, которые предполагается нанести, могут иметь совсем другие шероховатости, в зависимости, в частности, от условий нанесения этих покрытий.
Ниже измерения твердости Hv соответствуют нагрузке от 10 до 30 мН, подбираемой к толщине покрытия и его твердости, чтобы глубина вдавливания составляла порядка одной десятой толщины покрытия; таким образом, измерение твердости по существу не учитывало твердость основы.
Слои CrN наносили магнетронным напылением, уточним, что этот тип осаждения дает субстехиометрические слои. Содержание азота составляет примерно 40±5 ат.%. На практике эти покрытия CrN характеризуются твердостью по Виккерсу 1800±200 Hv. Предполагалось осаждение на две толщины, 1 мкм и 2 мкм, отсюда соответственно обозначения CrN1 и CrN2.
Нанесение покрытия из гидрированного аморфного углерода классически осуществляют методом химического осаждения в паровой фазе (Chemical Vapor Déposition, или CVD) в атмосфере аргона; предпочтительно метод осаждения является особой формой CVD, а именно CVD-осаждением с поддержкой плазмы (по-английски "Plasma assisted CVD", или "PACVD", или "Plasma Enhanced CVD", или "PECVD"=плазмохимическое осаждение в паровой фазе). Эти покрытия характеризуются твердостью 3000±400 Hv, что соответствует содержанию водорода, измеренному по АМДАО, 20±5 ат.%. Эти покрытия осаждают на толщину 2 микрона на нижний слой CrN, имеющий две возможные толщины, причем:
- двухслойное покрытие из 0,8 мкм CrN, затем 2,0 мкм гидрированного аморфного углерода обозначено здесь DLC1,
- двухслойное покрытие из 1,5 мкм CrN, затем 2,0 мкм гидрированного аморфного углерода обозначено здесь DLC2.
В качестве сравнительного варианта для DLC1 было образовано другое покрытие из гидрированного аморфного углерода, изменяя условия осаждения CrN, в частности, повышая полное давление аргона; это покрытие обозначено ниже DLC3.
Покрытие из негидрированного аморфного углерода было получено методом катодно-дугового осаждения. Измерение его твердости показало 4500 Hv. Было предусмотрено покрытие всего на одну толщину, а именно, на толщину один микрон; полученное покрытие далее обозначается DLC4. Покрытие из гидрированного аморфного углерода, DLC (или taC) было получено методом PVD (катодно-дуговое осаждение графита).
Наконец, нанесение гидрированного аморфного углерода, легированного вольфрамом, было осуществлено катодным магнетронным распылением мишени карбида вольфрама, в атмосфере с парциальным давлением углеводорода. Это покрытие характеризуется твердостью 1400Hv и содержанием W 10 ат.% (без учета водорода). Рассматриваемое здесь покрытие можно считать состоящим из нижнего слоя WC, покрытого углеродом (с постепенным повышением содержания углерода до 90%); его можно также считать состоящим из слоя WC толщиной 0,6 мкм (который постепенно обогащается углеродом) при полной толщине 2,5 мкм; это покрытие обозначено ниже как DLC5.
Важно напомнить (смотри выше), что упомянутые выше твердости являются твердостями покрытий, несмотря на их малые толщины, а не твердостями нижележащих материалов.
Покрытия из аморфного углерода являются заметно более твердыми, чем покрытия из CrN, особенно когда они не гидрированы (обычно состоящие на 100% из углерода, как в случае DLC), за исключением покрытия из гидрированного аморфного углерода, легированного вольфрамом; следовательно, покрытия из аморфного углерода (гидрированного или негидрированного, не легированного вольфрамом) обычно имеют более высокое сопротивление износу, в частности, в результате истирания, чем покрытия из CrN.
Наконец, эти покрытия подвергают или нет конечной стадии зачистки щеткой, более или менее интенсивной, способами, которые сами по себе известны.
Зачистку щеткой характеризовали двумя основными параметрами: опорным давлением щетки и числом проходов под щеткой, как это приведено в следующей таблице.
Такая зачистка щеткой позволяет удалить заусенцы, которые могли возникнуть в процессах осаждения покрытий и которые образуют острые концы, способные усилить износ противоположной детали по типу терки. Эти заусенцы имеют очень низкую механическую прочность, что позволяет удалить их самой легкой зачисткой щеткой. Более интенсивная зачистка щеткой оказывает эффект полировки поверхности покрытия.
На всех этих деталях измеряли шероховатость профилометром, а также определяли микрошероховатость, используя метод, называемый атомно-силовой микроскопией, "АСМ", делая снимки размерами 5х5 мкм. Другим словами, различные детали были объектом макроскопических (обычных) измерений шероховатости посредством профилометра (на масштабе десятой доли микрона) и нанометрических измерений методом АСМ (на масштабе десятка нанометров); как указано выше, эта шероховатость называется "микрошероховатостью", чтобы отличить от макроскопической шероховатости.
Наконец, все эти детали характеризовали в трибологическом плане, стремясь количественно определить износ детали с покрытием, а также износ противоположной детали, сделанной из металла, называемого здесь мягким (то есть с твердостью, составляющей не более двух третей от твердости обсуждаемого покрытия).
В следующих примерах мягкий металл находится в форме бронзового цилиндра диаметром 10 мм, шероховатость Ra которого, равная 0,3 мкм, является типичной для реальной детали. Эксперименты на трение проводили в конфигурации типа перекрестных осей: относительное перемещение производилось в направлении, параллельном полоскам на поршневом пальце, и место контакта смещалось по образующей бронзового пальца на расстояние 10 мм. Приложенная нагрузка составляла 11,6 Н. Средняя скорость скольжения была равна 100 мм/сек в возвратно-поступательном движении, задаваемом эксцентриковой системой. Перед экспериментами контакт смачивали каплей масла SAE5W30. Систему нагревали до 110°C.
По истечении 9000 циклов испытания определяли износ, измеряя размеры зоны трения. Для пальца из бронзы измерение проводили на ширину пути трения. Для детали с покрытием измерение износа осуществляли в направлении трения. Отметим, что начальная ширина контакта на бронзе составляла 320 мкм; следовательно, размеры пути трения на бронзе в диапазоне порядка 320-340 мкм означают слабый или нулевой износ бронзы. Аналогично, размер начальной зоны контакта на пальце с покрытием в направлении трения был 240 мкм; таким образом, размеры вплоть до 260 мкм указывают на слабый износ покрытия. Следует отметить, что, так как покрытия являются существенно более твердыми, чем противоположные детали, их износ не может соответствовать истиранию.
В следующей таблице сопоставляются различные характеристики покрытий. Результаты измерений износа могут соответствовать значениям, меньшим, чем указываемые ниже исходные измерения, в частности, из-за неточности измерений, действительно, образцы являются цилиндрами, шероховатость и геометрия которых не настолько идеальны, как характеристики, использованные для расчета размеров контакта; эффектом реальной геометрии и реальной топографии может быть то, что начальная зона, которая теоретически соответствует эллипсу, может быть чуть меньше 240 мкм.
Эти результаты представлены также визуально на графике с фигуры 1 (измерения шероховатости Ra на профилометре с наконечником радиусом 2 мкм) и на графике с фигуры 2 (микрошероховатость согласно АСМ, сокращенно обозначенная μRa):
- квадраты показывают износ (в микронах) детали из бронзы, обращенной к DLC-покрытию (левая шкала),
- ромбы показывают износ DLC-покрытий (правая шкала),
- треугольники показывают износ детали из бронзы, обращенной к покрытию из CrN (левая шкала), и
- кресты показывают износ покрытий из CrN (правая шкала).
Как можно предположить, эти две шкалы измерения шероховатости дают разную информацию: макроскопическая шероховатость является по большей части следствием механической обработки детали перед нанесением покрытия, тогда как микрошероховатость характеризует главным образом нарастание покрытия, при меньшем влиянии вышеуказанной обработки.
Из графика с фигуры 1 можно видеть результат, известный из уровня техники, а именно, что износ бронзы связан с шероховатостью противоположной детали, если она измеряется обычным способом. Уменьшение шероховатости детали с покрытием приводит, естественно, к уменьшению износа более мягкой противоположной детали.
График на фигуре 1 показывает, вопреки тому, что можно было бы предположить, что DLC-покрытия могут подвергаться значительному износу, хотя их природа не предрасположена к износу (они более твердые, чем детали из бронзы). Кроме того, износ покрытий не связан с их шероховатостью. Действительно, что касается покрытий из CrN, наблюдается износ, который, по-видимому, не зависит от шероховатости покрытия, тогда как, что касается DLC-покрытий, можно даже предполагать наличие отрицательной корреляции, то есть износ тем значительнее, чем меньше шероховатость.
Аналогичные комментарии можно привести в связи с графиком на фигуре 2, с тем уточнением, что износ деталей из бронзы почти пропорционален шероховатости по АСМ (средняя линия пересекает ось абсцисс при очень низком значении шероховатости по АСМ). Что касается износа деталей, покрытых аморфным углеродом, он, очевидно, остается умеренным, поскольку его шероховатость по АСМ превышает примерно 0,0050 микрон (что касается покрытий из CrN, их износ остается низким во всех случаях).
Другими словами, эти измерения шероховатости и микрошероховатости подтверждают, что существует обратно пропорциональная зависимость между шероховатостью и микрошероховатостью детали с покрытием и ее истиранием о противоположную деталь, гораздо менее твердую (или более мягкую), так как оказалось, что именно наиболее гладкие слои аморфного углерода имеют наиболее значительный износ.
Более точно, среди слоев гидрированного аморфного углерода (DLC1 - DLC3):
- износ противоположных деталей из бронзы почти не снижается, когда покрытия обрабатывают щетками (можно даже отметить, что с точностью до погрешностей измерения, нет заметной разницы между примерами 3 и 6),
- износ этих противоположных деталей из бронзы не снижается (и даже увеличивается) по мере усиления зачистки щеткой (смотри DLC1),
- шероховатость Ra покрытия снижается, когда производят зачистку щеткой, но продолжительность зачистки не обязательно оказывает благоприятный эффект на это снижение,
- напротив, микрошероховатость покрытия по АСМ снижается, когда производят зачистку щеткой и еще больше снижается по мере продолжения зачистки, при этом минимальная микрошероховатость наблюдается в случае DLC1 (с наиболее тонким нижним слоем CrN),
- зачистка щеткой не ведет к снижению износа покрытий DLC2, DLC3, хотя незначительное снижение установлено для DLC1, продолжительная зачистка щеткой даже способствует износу,
- за исключением покрытий DLC1, подвергавшихся продолжительной зачистке щеткой, износ покрытия остается умеренным (меньше 260 микрон),
-·увеличение толщины нижележащего слоя из CrN не оказывает благоприятного эффекта на износ деталей из бронзы; напротив, только покрытия DLC1, с толщиной нижележащего слоя всего 0,8 микрон, имеют умеренный износ в условиях без обработки или слабой обработки щеткой,
- повышение давления аргона при осаждении покрытия не оказывает видимого положительного эффекта (ср. DLC2 и DLC3).
Что касается негидрированного DLC (DLC4):
- зачистка покрытия щеткой кажется необходимой, чтобы удержать на разумном уровне износ противоположной детали из бронзы, но в ущерб износу покрытия,
- можно полагать, что умеренная зачистка щеткой может привести к приемлемому компромиссу.
Наконец, что касается DLC с вольфрамом (DLC5):
- зачистка щеткой, по-видимому, имеет положительный эффект на износ противоположной детали из бронзы, но этот износ остается умеренным даже при отсутствии такой зачистки,
- напротив, положительный эффект зачистки щеткой для противоположной детали проявляется в ущерб износу покрытия.
Можно отметить, что осуществление зачистки щеткой является операцией, предусматриваемой техническими требованиями производителей поршневых пальцев в целях подавления дефектов роста покрытия, однако, учитывая их осень низкую частоту (за исключением покрытий из негидрированного аморфного углерода, которые, вследствие особенностей способа их получения, могут иметь очень большое количество дефектов роста), кажется сомнительным, что эти дефекты могут иметь значительное влияние на указанные выше явления износа.
Можно отметить, что примеры 1 и 7-9 являются случаями, соответствующими ситуации, известной специалисту, а именно, значительный износ противоположных деталей из бронзы установлен на образцах с наиболее шероховатыми покрытиями (шероховатость Ra более 0,050±0,001 микрон), хотя реальной пропорциональности между шероховатостью и износом нет (пример 1 является более шероховатым, чем пример 7, а приводит к меньшему износу); действительно, шероховатость является не единственным влияющим параметром). Следует отметить, что микрошероховатости по АСМ, установленные для этих примеров, имеют одни из самых высоких установленных значений (более 0,0090).
Для примеров 5, 6, 10 и 12 можно отметить, что они соответствуют значительным величинам износа покрытий. Этот результат оказывается неожиданным для специалиста, так как покрытия на этих деталях не отличаются по механическим или химическим характеристикам от их более шероховатых слоев-гомологов. Хотя покрытия являются намного более твердыми, чем их противоположная деталь из бронзы (существенно более мягкая), наблюдается сильный износ. Исследование шероховатости методом АСМ выявило, что на масштабе нескольких квадратных микрон эти слои отличаются от других слоев своей особенно низкой Ra (ниже 0,004 мкм).
Можно отметить, что пример 11 соответствует износу детали из бронзы чуть выше указанного предела и может считаться ограничительным.
Это позволяет сделать вывод, что когда покрытие из аморфного углерода (с по меньшей мере 70 ат.% углерода) имеет шероховатость Ra меньше или равную 0,050 микрон, в комбинации с микрошероховатостью Ra по АСМ выше 0,004 микрон, но ниже 0,009 микрон, низкий износ покрытий сочетается с низким износом противоположной детали из бронзы (хотя она гораздо менее твердая, чем покрытие).
Действительно, только примеры, удовлетворяющие обоим указанным выше условиям, ведут к низким износам обеих деталей при обоюдном трении.
По-видимому, износ слабее, если шероховатость покрытия:
- измеренная обычным способом, меньше или равна 0,046 микрон
- и составляет от 0,004 до 0,0075 микрон при измерении по методу АСМ.
Следует подчеркнуть, что установленные таким образом хорошие примеры соответствуют не обрабатывавшимся или слабо обрабатывавшимся щеткой покрытиям из гидрированного аморфного углерода (предпочтительно содержащего водород), включающим тонкий нижележащий слой из CrN (вероятно, не более одного микрона), или из гидрированного аморфного углерода, легированного вольфрамом (вероятно, не толще одного микрона). Говоря о негидрированном аморфном углероде, представляется, что умеренная зачистка щеткой может привести к удовлетворению вышеуказанных условий и, таким образом, к умеренному обоюдному износу.
Кроме того, из изложенного выше следует, что определяющей является природа покрытия, так как примеры 1-12, содержащие твердый слой на основе аморфного углерода (более 70 ат.%, кроме водорода), ведут к заключениям, отличным от заключений для примеров 13-15, полученных с покрытием из CrN. В частности, как и для слоев из аморфного углерода, покрытия из CrN ведут к усиленному износу бронзы, когда шероховатость детали с покрытием увеличивается, тогда как слои CrN с низкой или очень низкой шероховатостью не истираются и не истирают противоположную деталь из бронзы. Эти результаты показывают, что процесс износа покрытий из аморфного углерод не является ни механическим, ни абразивным, так как эти слои более твердые, чем слои CrN или более чем в 1,5 раза более твердые, чем противоположная деталь. Таким образом, сильный износ слоев аморфного углерода с очень низкой шероховатостью представляет собой необычное явление, неизвестное специалисту. Так как рассматриваемые покрытия состоят в основном из углерода, можно представить, не связывая себя такой интерпретацией, что задействованный механизм является механизмом трибо-окислительного типа, поэтому он не чувствителен к твердости углеродных слоев.
Очень гладкий слой CrN выполняет ожидаемую функцию только с точки зрения стойкости к износу. Напротив, если стремиться к снижению трения, покрытия из аморфного углерода предпочтительны покрытиям из CrN, так как они позволяют получить более низкие коэффициенты трения. Установленные выше диапазоны шероховатости позволяют гарантировать приемлемые уровни износа.
Следует отметить, что в приведенной выше таблице между колонками Ra и μRa (АСМ) находится еще одна колонка, озаглавленная RPk, эта колонка описывает шероховатость, полученную согласно одному варианту измерения шероховатости. Следует отметить, что этот другой способ определения характеристик шероховатости позволяет сделать аналогичные выводы.
Сделанные выше выводы можно обобщить на другие пары материалов; так, более обобщенно, противоположная деталь (имеющая низкую твердость, определенную выше) может быть выполнена из любого медного сплава или из любого алюминиевого сплава; это может относиться, в частности, к поршневым пальцам. Это может быть также сплав олова, такой как AlSn (в частности, использующийся в некоторых подшипниках коленчатого вала или на уровне головки шатуна). Понятно, что такая противоположная деталь может быть выполнена из мягкого материала только на поверхности (и содержать центральную часть из другого материала).
Следует подчеркнуть, что специалист способен, зная шероховатость и микрошероховатость, которые требуется получить, подобрать условия нанесения покрытия. Действительно, в распоряжении специалиста имеются все рабочие параметры, чтобы менять морфологию покрытий и даже нижних слоев, осажденных путем PVD; PVD-слои растут обычно с образованием столбчатой структуры, размер которой увеличивается с толщиной, что влияет на шероховатость.
Изобретение относится к механической детали пары трения. Деталь пары трения снабжена покрытием из аморфного углерода с по меньшей мере 70 ат.% углерода, исключая содержание водорода, и предназначена для взаимодействия путем скольжения с противоположной деталью, твердость поверхности которой составляет не более двух третей от твердости этого покрытия. Указанное покрытие имеет измеренную профилометрией шероховатость Ra, которая меньше или равна 0,050 микрон, и измеренную методом атомно-силовой микроскопии микрошероховатость, которая больше или равна 0,004 микрон и не превышает 0,009 микрон. Пара трения деталей, взаимодействующих путем трения, содержит упомянутую деталь и противоположную деталь, твердость поверхности которой составляет не более двух третей от твердости покрытия. Обеспечивается возможность изготавливать и определять характеристики детали, снабженной покрытием из аморфного углерода, чтобы гарантировать, что в комбинации с противоположной деталью, значительно меньшей твердости, ни одна из этих двух деталей не будет иметь значительного износа в процессе эксплуатации. 2 н. и 11 з.п. ф-лы, 2 ил., 2 табл.
1. Механическая деталь пары трения, снабженная покрытием из аморфного углерода с по меньшей мере 70 ат.% углерода, исключая содержание водорода, и предназначенная для взаимодействия путем скольжения с противоположной деталью, твердость поверхности которой составляет не более двух третей от твердости этого покрытия, причем указанное покрытие имеет измеренную профилометрией шероховатость Ra, которая меньше или равна 0,050 микрон, и измеренную методом атомно-силовой микроскопии микрошероховатость, которая больше или равна 0,004 микрон и не превышающую 0,009 микрон.
2. Деталь по п. 1, шероховатость которой, измеренная профилометрией, меньше или равна 0,046 микрон, а микрошероховатость, измеренная методом атомно-силовой микроскопии, составляет от 0,004 до 0,0075 микрон.
3. Деталь по п. 1, шероховатость которой, измеренная профилометрией, превышает 0,025 микрон.
4. Деталь по любому из пп. 1-3, покрытие которой содержит 20±5 ат.% водорода, измеренного по методу анализа методом детектирования атомов отдачи (ERDA).
5. Деталь по любому из пп. 1-3, содержащая под покрытием из аморфного углерода, который является гидрированным, слой CrN не более одного микрона.
6. Деталь по любому из пп. 1-3, содержащая легирование вольфрамом на не более одного микрона от поверхности детали для пленки по меньшей мере в два микрона.
7. Деталь по п.2, шероховатость которой, измеренная профилометрией, превышает 0,025 микрон.
8. Деталь по п.4, содержащая под покрытием из аморфного углерода, который является гидрированным, слой CrN не более одного микрона.
9. Деталь по п.4, содержащая легирование вольфрамом на не более одного микрона от поверхности детали для пленки по меньшей мере в два микрона.
10. Пара трения деталей, взаимодействующих путем трения, содержащая деталь по любому из пп. 1-9 и противоположную деталь, твердость поверхности которой составляет не более двух третей от твердости покрытия.
11. Пара трения деталей по п.10, в которой противоположная деталь выполнена из сплава меди.
12. Пара трения деталей по п.10, в которой противоположная деталь выполнена из сплава алюминия.
13. Пара трения деталей по п.10, в которой противоположная деталь выполнена из сплава олова.
| Устройство для считывания информации | 1987 |
|
SU1479946A1 |
| Способ упрочнения деталей из алюминиевых сплавов | 1990 |
|
SU1824455A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПАР ТРЕНИЯ | 1998 |
|
RU2137580C1 |
| Способ получения износостойкой и задиростойкой поверхности | 1989 |
|
SU1700064A1 |
| DE 102011076410 A1, 29.11.2012. | |||

