Изобретение относится к машиностроению и может быть использовано в автоматических линиях для производства сетки из стержней, которая может быть использована в качестве арматурной сетки для бетона, кладочной сетки, ограждающей сетки и пр.
Известна линия для изготовления композитной сетки из стержней (RU 2548358 С2, 20.04.2015), содержащая барабаны с продольными стержнями, механизм подачи продольных стержней, по меньшей мере, один механизм подачи поперечных стержней, устройство соединения продольных и поперечных стержней и механизм пошагового перемещения сетки, устройство соединения продольных и поперечных стержней выполнено в виде инжекционного узла с формой, состоящей из двух частей механизма их смыкания.
Недостатком данной линии является ограниченность размеров сечения стержней из-за существующего способа подачи продольных стержней сматыванием с барабанов. Для металлических стержней согласно ГОСТ 5781-82 наибольший диаметр арматуры, поставляемой в бухтах - 12 мм; для АКП (арматуры композитной полимерной) согласно ГОСТ 31938-2012 наибольший диаметр, допускаемый поставлять арматуру в мотках или барабанах, - 8 мм.
Кроме того, поскольку в известной линии отсутствует система охлаждения, то возможно возникновение деструкции композиционного материала, созданного на термореактивном связующем, так как температура полимеризации материала скрепления узлов мест пересечения сетки превышает порог начала появления термодеструкции стержней.
При использовании в качестве материала скрепления продольных и поперечных стержней пластических масс необходимо свести к минимуму энергетическое воздействие повышенных температур.
Технический результат заявленного изобретения заключается в увеличении производительности автоматической линии для изготовления сетки с большим диапазоном диаметров стержней, при одновременном повышении прочности соединения мест пересечений продольных и поперечных стержней.
Технический результат достигается тем, что в автоматической линии для изготовления сетки, содержащей устройства с продольными и поперечными стержнями, устройство получения расплава термопластичного материала, устройство соединения продольных и поперечных стержней, пресс-форму, механизм смыкая пресс-формы, систему принудительного охлаждения и/или нагрева, механизм перемещения сетки, устройство пакетирования или намоточный механизм в виде барабана с устройством отрезки сетки мерной длины.
Механизм перемещения сетки совершает возвратно-поступательные движения по циклам и периодам, определяемым технологическими особенностями линии.
Устройства с продольными и поперечными стержнями могут быть выполнены в виде барабанов, или в виде механизмов накопления стержней, поступающих непосредственно с линий их производства, или в виде направляющих устройств с накопительными бункерами продольных и поперечных стержней мерной длины диаметром более 8 мм.
Устройство получения расплава термопластичного материала может быть выполнено в виде дозирующего материального цилиндра или в виде двухкамерного узла впрыска с подающим приспособлением формующего материала посредством шнека.
К устройству получения расплава термопластичного материала подведена система принудительного охлаждения и/или нагрева (в зависимости от технологических режимов линии, необходимых для оптимизации работы с определенными материалами), которая может располагаться в зоне загрузочного бункера для засыпки материла, охлаждая и/или нагревая предварительно исходный материал, и в зоне верхних и нижних полуформ, охлаждая и/или нагревая самупресс-форму.
Техническая сущность предлагаемого решения поясняется чертежами.
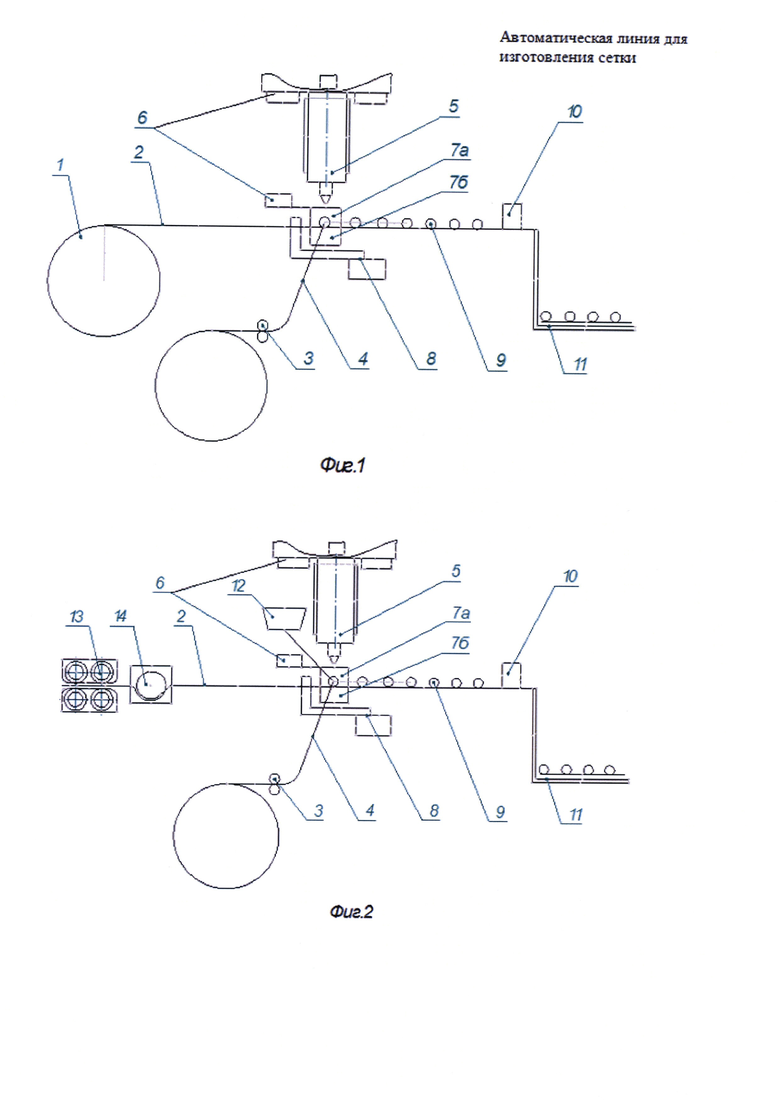
Фиг. 1 - вариант автоматической линии с подачей стержней с барабанов (вид сбоку);
Фиг. 2 - вариант автоматической линии с подачей стержней с линий их производства (вид сбоку);
Фиг. 3 - вариант автоматической линии для стержней диаметром более 8 мм. (вид сбоку);
Фиг. 4 - вариант устройства получения расплава термопластичного материала в виде двухкамерного узла впрыска с подающим приспособлением формующего материала посредством шнека;
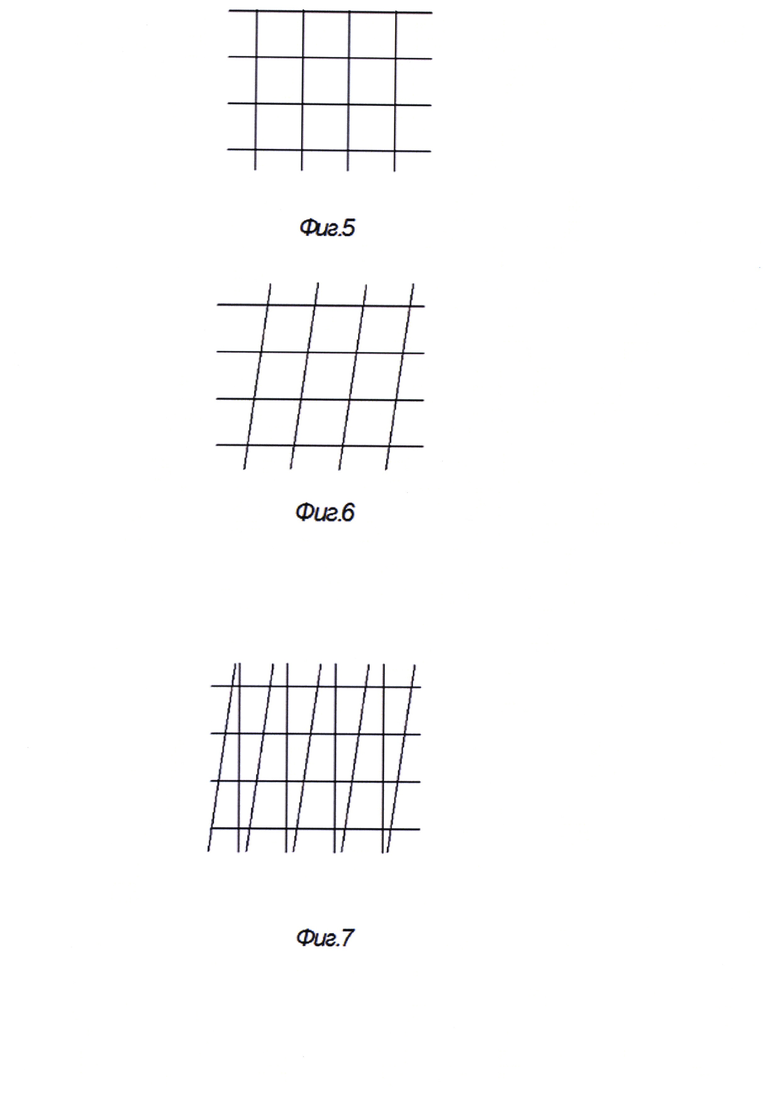
Фиг. 5 - сетка с квадратной ячейкой;
Фиг. 6 - сетка с ромбовидной ячейкой;
Фиг. 7 - объемная сетка.
Автоматическая линия для изготовления сетки из композитного материала (фиг. 1) содержит устройства с продольными (2) и поперечными (4) стержнями, выполненные в виде барабанов (1) и механизма подачи (3) поперечных стержней, устройство получения расплава термопластичного материала, выполненное в виде дозирующего материального цилиндра (5) получения расплава термопластичного материала, пресс-форму, содержащую верхнюю полуформу (7а) и нижнюю полуформу (7б), механизм смыкания пресс-формы (например, гидро- или пневмоцилиндр условно не показан), систему охлаждения и/или нагрева (6), механизм перемещения (8) сетки, устройство отрезки (10) сетки мерной длины и устройство (11) пакетирования или намоточный механизм в виде барабана.
Автоматическая линия для изготовления сетки (фиг. 2) позволяет использовать стержни непосредственно с линий их производства (13), минуя таким образом промежуточные операции по заполнению, установке, хранению сменных барабанов. Для этого вместо барабанов с продольными стержнями используется устройство накопления (14) и или механизм подачи поперечных стержней (3) (для стержней диаметром до 8 мм.) или направляющее устройство поперечных стержней (12) (для стержней диаметром более 8 мм.)
При использовании в автоматической линии стержней мерной длины (фиг. 3) место барабанов с продольными стержнями используются направляющее устройство (15), в которое продольные (2) стержни будут поступать из загрузочных бункеров, и направляющее устройство поперечных стержней (12). Направляющее устройство (15) выполнено в виде лотков, к каждому из которых подведен свой загрузочный бункер. Количество лотков равно количеству продольных стержней. Направляющее устройство (12) выполнено в виде промежуточного приемника со встроенными захватами, посредством которых с необходимой периодичностью поперечные (4) стержни подаются в рабочую зону формирования узла. В свою очередь поперечные (4) стержни в данный приемник поступают из накопительного бункера.
Количество барабанов (1), линий производства (13), или направляющих устройств (15) должно соответствовать количеству продольных стержней (2).
Продольные (2) и поперечные (4) стержни могут иметь в сечении круглую, эллипсоидную, прямоугольную, ромбическую и другую форму и могут быть выполнены как из одного (металл-металл, композит-композит) материала, так и разных (металл-композит) материалов, при этом стержни могут иметь в сечении различный размер. Кроме того, поверхность стержней может быть как гладкой, так и шероховатой (например, покрытой абразивным материалом), иметь ребра, выступы и прочее, что обеспечивает более надежное их соединение с термопластичным материалом.
На данной автоматической линии можно выпускать сетку, в которой пересечение продольных и поперечных стержней может происходить под углом 90 градусов (Фиг. 5) или под углом менее 90 градусов, например, 45 градусов (Фиг. 6). Возможно изготовление 3D сетки. В этом случае помимо механизмов подачи поперечных стержней, расположенных под углом 90 градусов по отношению к продольным стержням, автоматическая линия может включать дополнительные механизмы подачи поперечных стержней, расположенные в другой плоскости (выше или ниже) по отношению к продольным стержням (Фиг. 7). Тогда сетка получается объемной и более жесткой как при нагрузке на изгиб, так и по отношению к сдвиговым нагрузкам. Предпочтительная область применения подобных сеток - армирование колонн, бетонных конструкций.
Механизм передвижения сетки совершает возвратно-поступательные движения в процессе работы, что позволяет исключить использование механизма подачи продольных стержней. Принцип действия механизма передвижения заключен в следующем: на раме механизма закреплены упоры, которые в момент движения вперед соприкасаются с поперечным стержнем в рабочей зоне сразу после формирования узлов сцепления, толкают его на расстояние равное шагу сетки, тем самым перемещают уже сформированный участок сетки и вместе с тем осуществляют поступление продольных стержней в рабочую зону. В то время как механизм совершает обратное движение, в рабочей зоне происходит формирование следующих узлов сцепления между вновь поданным поперечным стержнем и передвинутыми продольными стержнями. Процесс повторяется непрерывно. При этом механизм сам осуществляет и передвижение сетки и обеспечивает подачу продольных стержней в рабочую зону, что позволяет исключить использование дополнительно механизма подачи продольных стержней. Все перечисленные особенности значительно расширяют функциональные возможности линии и позволяют изготавливать сетку диаметром стержней до 36 мм.
Устройство получения расплава термопластичного материала может быть выполнено в виде двухкамерного узла впрыска с дозирующей камерой (18), камерой впрыска (16) и подающего приспособления (17) термопластичного материала (Фиг. 4).
Система принудительного охлаждения и/или нагрева позволяет значительно расширить спектр материалов для создания узла соединения стержней и увеличить производительность линии за счет сокращения времени формирования узлов скрепления температурным воздействием, например, быстрой полимеризацией материала в рабочей зоне при охлаждении пресс-формы, либо ускорением получения расплава при предварительном нагреве исходного материала.
Автоматическая линия работает следующим образом:
Продольные стержни (2) подаются из устройства с продольными стержнями за счет возвратно-поступательных движений, совершаемых механизмом (8) перемещения сетки (9), и поступают в рабочую зону формирования узла, находящуюся между верхней (7а) и нижней (7б) полу формами. В эту зону посредством устройств с поперечными стержнями подаются поперечные стержни (4). Механизм смыкания соединяет полуформы (7а) и (7б). Устройство получения расплава термопластичного материала подает определенное количество (дозу) расплава в рабочую зону формирования узла скрепления сетки. После раскрытия полуформ узел скрепления сетки находится в отвержденном (полимеризованном) состоянии. Далее цикл работы линии повторяется. Механизм (8) перемещения сетки (9) совершает возвратно-поступательные движения и работает непрерывно по циклам и периодам, определяемым технологическими особенностями линии, и позволяет не останавливать сетку (9) в процессе смыкания полуформ (7а) и (7б) и обеспечивает гарантированный размер заданного шага сетки (9). Данный механизм перемещает готовую сетку (9) вприемное устройство (11) с последующей отрезкой сетки мерной длины на отрезном механизме (10). В процессе работы предусмотрена система принудительного охлаждения и или /нагрева (6) (в зависимости от технологических режимов линии, необходимых для оптимизации работы с определенными материалами), которая может располагаться в зоне загрузочного бункера для засыпки материла и в зоне верхних (7а) и нижних (7б) полуформ. Внутри системы происходит циркуляция теплоотводящей либо нагревательной жидкости.
Термопластичный материал может быть как твердым, так и эластичным (полимеры, резины и прочее). В качестве формующего материала выступают быстротвердеющие составы: расплавленные термопласты, реактопласты, жидкое стекло и так далее. В варианте использования расплавленных термопластов, материальные цилиндры должны быть разогреты до температуры переработки термопластичного материала. Остывая, термопластичный материал надежно фиксирует продольные (2) и поперечные стержни (4).
Количество рабочих зон формирования узла сетки и форм в автоматической линии определяется ее необходимой производительностью и шириной изготавливаемой сетки, находится в зависимости от количества продольных и одновременно подающихся поперечных стержней.
Проведенные испытания показали, что на автоматической линии можно изготавливать сеткус высокой производительностью с большим спектром материалов для создания узла соединения стержней и большим диапазоном диаметров стержней (до 36 мм.), выполненных из металлического или неметаллического материала с сохранением исходных характеристик стержней и с повышение прочности соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Способ инжекционного формования изделий с прессованием и устройство для его осуществления | 1990 |
|
SU1831427A3 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2014 |
|
RU2556921C1 |
| УСТРОЙСТВО ДЛЯ СМЫКАНИЯ ПРЕСС-ФОРМЫ | 2008 |
|
RU2390413C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТКИ ИЗ СТЕРЖНЕЙ | 2013 |
|
RU2548358C2 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2213660C1 |

Изобретение относится к машиностроению и может быть использовано в автоматических линиях для производства сетки из стержней. Автоматическая линия для изготовления сетки содержит устройства с продольными и поперечными стержнями, устройство соединения продольных и поперечных стержней, выполненное в виде устройства получения расплава термопластичного материала, пресс-форму, механизм смыкания пресс-формы, механизм перемещения сетки, систему принудительного охлаждения и/или нагрева и устройства пакетирования или намоточного механизма в виде барабана с устройством отрезки сетки мерной длины. Система принудительного охлаждения и/или нагрева расположена в зоне загрузочного бункера для засыпки материла и в зоне верхних и нижних полуформ. Механизм перемещения сетки совершает возвратно-поступательные движения и работает непрерывно по циклам и периодам и позволяет не останавливать сетку в процессе смыкания полуформ. Достигается увеличение производительности автоматической линии для изготовления сетки с большим диапазоном диаметров стержней при одновременном повышении прочности соединения мест пересечений продольных и поперечных стержней. 10 з.п. ф-лы, 7 ил.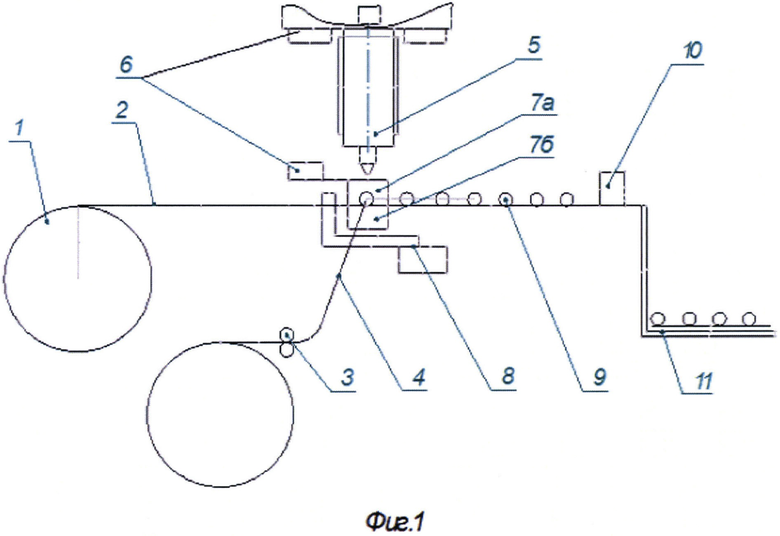
1. Автоматическая линия для изготовления сетки, содержащая устройства с продольными и поперечными стержнями, устройство соединения продольных и поперечных стержней, выполненное в виде устройства получения расплава термопластичного материала, пресс-форму, механизм смыкания пресс-формы, механизм перемещения сетки и приемное устройство, отличающаяся тем, что содержит систему принудительного охлаждения и/или нагрева, расположенную в зоне загрузочного бункера для засыпки материла и в зоне верхних и нижних полуформ, при этом механизм перемещения сетки совершает возвратно-поступательные движения и работает непрерывно по циклам и периодам и позволяет не останавливать сетку в процессе смыкания полуформ, устройство получения расплава термопластичного материала выполнено в виде двухкамерного узла впрыска с подающим приспособлением формующего материала посредством шнека, а приемное устройство выполнено в виде устройства пакетирования или намоточного механизма в виде барабана с устройством отрезки сетки мерной длины.
2. Автоматическая линия по п. 1, отличающаяся тем, что устройства с продольными и поперечными стержнями выполнены в виде барабанов с продольными стержнями и механизма подачи поперечных стержней.
3. Автоматическая линия по п. 1, отличающаяся тем, что устройства с продольными и поперечными стержнями выполнены в виде промежуточного накопителя, в который поступают продольные стержни с линии их изготовления.
4. Автоматическая линия по п. 1, отличающаяся тем, что устройства с продольными и поперечными стержнями выполнены в виде направляющих устройств продольных и поперечных стержней для больших диаметров стержней.
5. Автоматическая линия по п. 1, отличающаяся тем, что устройство получения расплава термопластичного материала выполнено в виде дозирующего цилиндра.
6. Автоматическая линия по п. 1, отличающаяся тем, что используются продольные и поперечные стержни из однородного материала.
7. Автоматическая линия по п. 1, отличающаяся тем, что используются продольные и поперечные стержни из разных материалов.
8. Автоматическая линия по п. 1, отличающаяся тем, что используются продольные и поперечные стержни с гладкой поверхностью.
9. Автоматическая линия по п. 1, отличающаяся тем, что используются продольные и поперечные стержни с шероховатой, рифленой поверхностью.
10. Автоматическая линия по п. 1, отличающаяся тем, что выполнена с возможностью образования мест пересечения продольных и поперечных стержней под разными углами.
11. Автоматическая линия по п. 1, отличающаяся тем, что продольные и поперечные стержни могут отличаться размерами и формой сечения стержней.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТКИ ИЗ СТЕРЖНЕЙ | 2013 |
|
RU2548358C2 |
| US 3340570 A, 12.09.1697 | |||
| RU 174291 U1, 10.10.2017 | |||
| Линия для изготовления арматурных изделий | 1987 |
|
SU1447605A1 |
| Устройство для пакетирования арматурных сеток | 1978 |
|
SU725978A1 |
| Устройстпо для сварки арматурных сеток | 1974 |
|
SU562359A1 |

