20
ф1/г.2
1
Изобретение относится к обработке металлов давлением, в частности к оборудованию для сварки и гибки арматурных сеток.
Цель изобретения - автоматизация процесса, расширение технологических возможностей путем -увеличения номенклатуры изготовляемых из- делш н повышение коэффициента использования линии за счет обеспечения возможности работы в двух.ре- жт-шк.
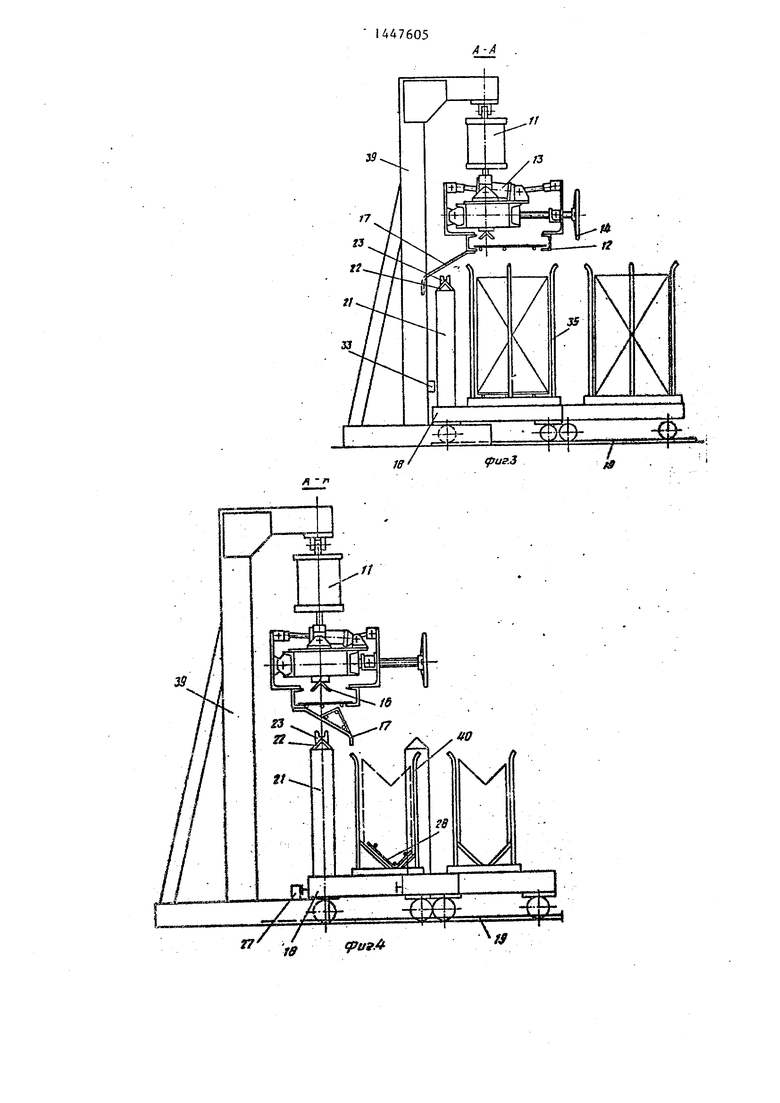
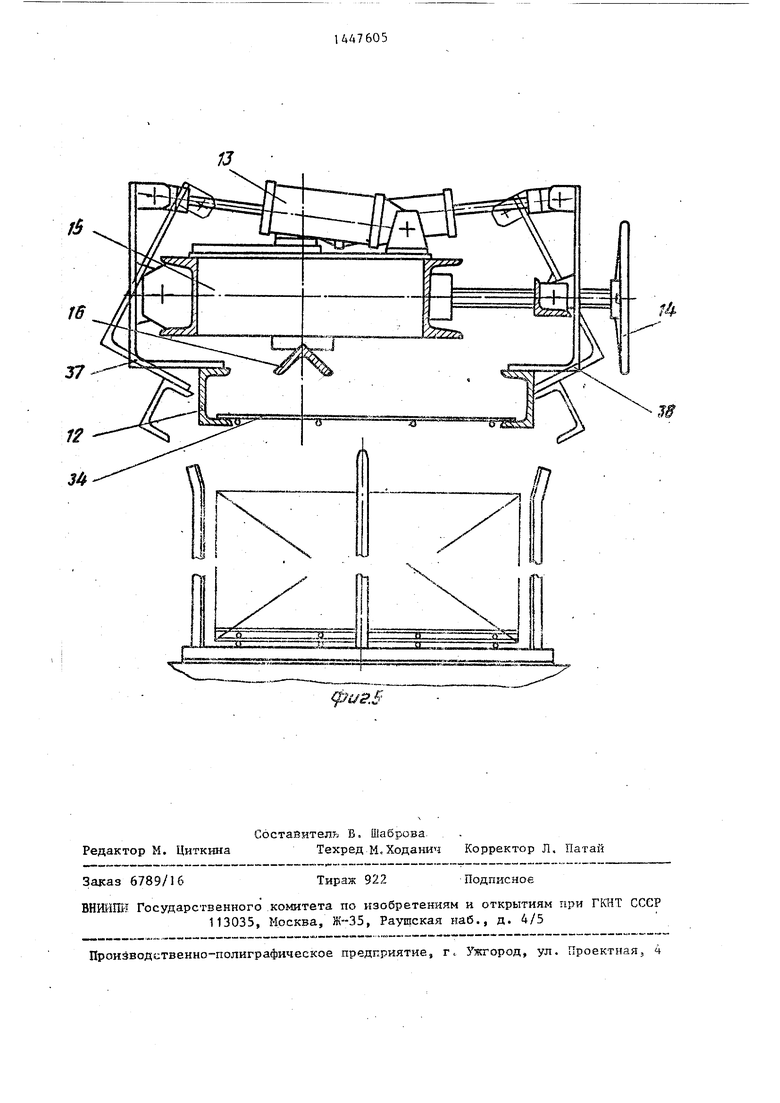
Иа фиг о 1 представлена схема линии, В1Щ сбоку; на фиг. 2 - то же вид сверху на фиг, 3 - сечение А-А иа фиг. 1 при работе линии в режи1 е изготовления плоских сеток на фиг, 4 то же,при работе лшиш в режиь е изготовления гнутых кар касоз; на фиг, 5 механизм раскрытия боковых направляющих гибочного устройства.
Предлагаемая линия содержит бух- тодержатели 1 для подачи продольной проволоки 2, устройство 3. для правки продольной проволоки 2, размоточное устройство 4 .для подачи поперечной проволоки 5, многоточеч- нуй сварочную машину 6 5гожмиЦы , дссылатйль 8 сеток 9, гибочное устройство 10 с пp raoдoм 11, па котором установлеиъ бокозь;е иапр авляк- щие 12,,, причем направляющие 12 снаб шарнирно закреплйннььчи на гибочном устройстве 1 О механизмом 13 IIX раскрьшання к механизмом 4 ш: раэдзнганип по ширине,
На раме 15 Г5 бочного устройства }() жестко закреплен пуансон 16 и тарнппНо смоитиронаны сбрасывающие рычаги 17 для сеток 9,
Предлагаемая линия снабжена те -- лежкой ISs перемещаемой по направляющим 19 от привода 20.
На телеккй 13 смонтированы сл ой кн 21 с матрицаыи 22 для.гибки сеток 9. Для удер-Лчакия сеток 9 при j-i гибка на ма-грицах 22 споено боковым ;1аправл,с ) 12 закреплены крон- штейнь 2J г. пр,;резкми в средней части, а на пуансоне 16 выполне11 ьг соответс твугащие прорези под кронштейны 23
Лшпгя снабжена системой автома тгтаеск го управления, вьтолнеиной
на з.пе.
;.гика-И, с прт-мене- кием ник фоцессориой техники с травлением от единого пульта 25
5
0
5
0
5
0
Г;
0
5
оснащенного программным устройством 25, позволяющиь с noMOEibro тумблера 26 переключать работу Л1шии на заданный режим работы, и системы датчиков : датчика 27 контроля положения тележки 18, несущей матрицу 22 с кронштейнами 23, при изготовлении гнутых каркасов 28, датчика 29 контроля длины отрезаемой сетки 9, датчика 30 контроля пакетирования сетки 9, датчика 31 контроля рабочего хода ножа 32 ножниц 7 , датчика 33 контроля положения тележки 18, при изготовлении плоских сеток 34, датчика 35 контроля наличия продольной арматуры 2, подаваемой в сварочн по машину 1 , датчика 36 контроля } аличия поперечной арматуры 5, подаваемой в сварочную машину 6.
Кроме того, механизм 13 раскрывания бокорьЕх: направляющих 12 выполнен- из двух С -образных направляющих 37 и 38, шарнирно закрепленных na-psbse 15 гибочного устройства 10, пр1г-:ем направляющая 37 закреплена на раме 15 - ибочного устройства 10 стационарно, а направляющая.38 - с .возмохшостью перемещения вдоль го- ризонтальной оси от механизма 14 раздвигания направляющ1-гх I 2 по ши- .
Вс узлы лннки установлены в тех- 1голог1гаеской последователькости из- готони;ения аукатурньк изделий,
Прйдлагаемая линия работает в двух режимах; ; / режиме изготовления г нутых каркасов 28 и в режрше изготовления тлоскг- Х сеток 34.
Весь процесс изготовления как гнутьж кч/рхасов, так и плоск гх, сеток пронэзодлт 3 автоматическом режиме, определяемом пгреключением тумблера 26 программного устройст- эа 25 на зздакньй ражкм работы
Работа предлагаемой линии в ре- гз:- отовлення каркасов 28 ячннае;тся с перякх.ючения иа пульте управления 24 тумблера 26 на заданньй режгтм работы линми, при этом включают в работу привод 20 передвюкання телелжи 1 по направля- ЮЩ1К-5 9 ,
Тележку 18 перемещают в рабочее, положение, а матрицу 22 устанавливают против нуансона 16. Достигнув рабочего пoлoжeния тележка 18 воздействует на датчик 27, установленный на вертикальной балке 39 гибочного устройства 10, который дает команду на откгаочение привода 20 тележки 18 и включения в работу сварочной машины б.
Приводом сварочной машины 6 с бух тодержателей 1 продольную арматуру 2, пропустив через правильное устройство 3, подают под электроды сварочной машины, а поперечную арматуру 5 подают (приводом сварочной машины) под электроды сварочной машины 6 с размоточного устройства 4, Происходит процесс сварки арматурной сетки 9.
Сваренную арматурную сетку 9 подают на столы ножниц 7 и досыпа- теля 8 и принимают направляющие 2 гибочного устройства 10. На направляющих 12, гибочного устройства 10 расположены два датчика 29 и 30. Датчик 29 контролирует длину свариваемой сетки 9. а датчик 30 определяет зону гиба и пакетирования готовых изделий.
Достигнув заданной длины, сваренная сетка 9 воздействует на первьй датчик 29, который дает ножницам 7 на отрезку сетки 9.
Нож 32 пожнш.; 7, отрезав сетку 9 заданной длины и возвратясь а исход- ноа положение, воздействуя на датчик 31, дает .команду досьшателю 8 на включение в работу для продвижения сетки 9 по боковым направляющим 12 гибочного устройства 10 до второго датч1жа 30, опредгляющего зону тиба сетки 9 в каркас 28.
- происходит так же, как и в режиме изготовления гнутых каркасов 28, до того момента, когда сетку 34 подают досылателем 8 в направляющие 12 гибочного устройства 10 до
Достигнув второго датчика 30, расположенного на направляющих 12 гибоч- до датчика 30, определяющего зону паке- ногб устройства 10, сетка 9 воздей- тирования сетки 34. Сетка 34, пере- ствуя на него, -дает команду на отклю- мещаясь по направляющим 12 гибочно- челие досылателя 8 к на включение в го устройства 1 О, воздействуя на дат- работу силово1 о привода П гибочного чик 30, дает команду на привод неустройства 10, которое своим подвиж- 45 манизма 13 раскрьшания направляющих
ным пуансоном 1 6 относительно неподвижной-матрицы 22 изгибает плоскую с-ет- ку 9 в каркас 28 заданного профиля; При этом сбрасьшающие рычаги 17 гибочного устройства 10 проходят в про- gQ рези.кронштейнов 23,
После гиба арматурной сетки в каркас 28 заданного трофиля гибочное устройство 10 с ььщержкой времени, определяемой реле времени программного у тройства 25 пульта управления 24; возвращается в„исходное положение, при зтом гибочное устройство IО своими рычагами 17 снимает арма12, Направляющие 12 разводят в сто™ роны вверх и арматурную сетку 34 па- катирзтот в инвентарный контейнер 40, установленный на передвижной тележке 18 (фиг, 5).
После сброса (пакетирования) сетки 34, в контейнер, 41 механизм 13 раскрьшания направляющих 12 с выдержкой gg времени, определяемой реле времени программного устройства 25 пульта управления 24, возвращает направляю щие 12 гибочного устройства в исходное положение.
-
47605
турный каркас 28 и пакетирует его . контейнер 40, установленный на тележке 18.
Далее процесс повторяется при не- прерьшной работе сварочной машины 6. В случае, когда в процессе работы линии продольная арматура на бухто- держателях 1 будет полностью израсjQ ходована, датчик 35 дает команду на остановку сварочной машины.
Если при работе линии израсходуется вся поперечная арматура 5, датчик 36 также дает команду на останов15 ку сварочной маштшы 6.
Работа линии в режиме изготовления плоских сеток 34(сетка 9 определенной длины) качинается с переключения на пульте управления 24 тумбле2Q ра 26 на заданный режим работы, при этом включают в работу привод 20 передвижения тележки 18.
Тележку 18 устанавливают в положение, когда матрица 22 отведена за
25 боковые направляющие 12. При этом - сбрасьшающие рычаги 17 вручную отводят 3 нерабочее положение (фиг.З) Переместившись в рабочее положение, тележка 18, воздействуя на датчик
30 33, установленный на вертикальной балке 39 гибочного устройства 10, дает .команду на включение в работу сварочной машины б.
Далее работа линии в данном ре- происходит так же, как и в режиме изготовления гнутых каркасов 28, до того момента, когда сетку 34 подают досылателем 8 в направляющие 12 гибочного устройства 10 до
- до датчика 30, определяющего зону паке- тирования сетки 34. Сетка 34, пере- - мещаясь по направляющим 12 гибочно- го устройства 1 О, воздействуя на дат- чик 30, дает команду на привод не45 манизма 13 раскрьшания направляющих
датчика 30, определяющего зону паке- тирования сетки 34. Сетка 34, пере- мещаясь по направляющим 12 гибочно- го устройства 1 О, воздействуя на дат- чик 30, дает команду на привод неманизма 13 раскрьшания направляющих
12, Направляющие 12 разводят в сто™ роны вверх и арматурную сетку 34 па- катирзтот в инвентарный контейнер 40, установленный на передвижной тележке 18 (фиг, 5).
После сброса (пакетирования) сетки 34, в контейнер, 41 механизм 13 раскрьшания направляющих 12 с выдержкой gg времени, определяемой реле времени программного устройства 25 пульта управления 24, возвращает направляю щие 12 гибочного устройства в исходное положение.
; ::|И 35
i
. if- /S
Фаё Л
39
1&

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления арматурных каркасов | 1983 |
|
SU1189624A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Устройство для подачи продольных стержней к машине для сварки сеток | 1982 |
|
SU1065066A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU533433A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАРКАСА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 2008 |
|
RU2388876C2 |
| АРМАТУРНЫЙ КАРКАС ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 2008 |
|
RU2388877C2 |
| Машина для контактной сварки арматурных сеток | 1960 |
|
SU144926A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для сварки и гибки арматурных сеток. Цель изобретения- - автоматизация процесса, расширение технологических возможностей путем увеличения нo feIiклaтypы нз- готовляемьЕ изделий и повышение ко- зф(|)ицкента HcnojrbsoBamjH линии-за счет обеспечения возможности работы в двух режимах. Линия содержит. бузгтодержатель 1 для продольной . арматуры, устройство 3 для ее по- дачп и правки, размоточно-перемоточ- ное устройство 4 для поперечной арматуры, сварочную машину 6, ножницы 7 для мерной резки проволоки, досы- латель для сеток, гибочное устройство, узел пакетирования. Все оборудование установлено в технологической последовательности изготовления арматурных изделий. Линия содержит систему автоматического управления работой в заданном режиме.- Устройство для гибки включает пуансон и матрицу, боковые направляющие с механизмами раскрытия и регулировочного перемещения в зависимости от ширины обрабатываемых сеток. Матрицы гибочного устройства смонтирована на тележке, перемещаемой по направляющим 19 от привода 20. На тележке установлены входящие в систему автоматического управления датчики, контролирующие ее положение при работе в разных режимах. Линия работает попеременно в режимах изготовления плоских сеток и гнутых арматурных каркасов. 2 з.п. ф-лы, 5 ил. iS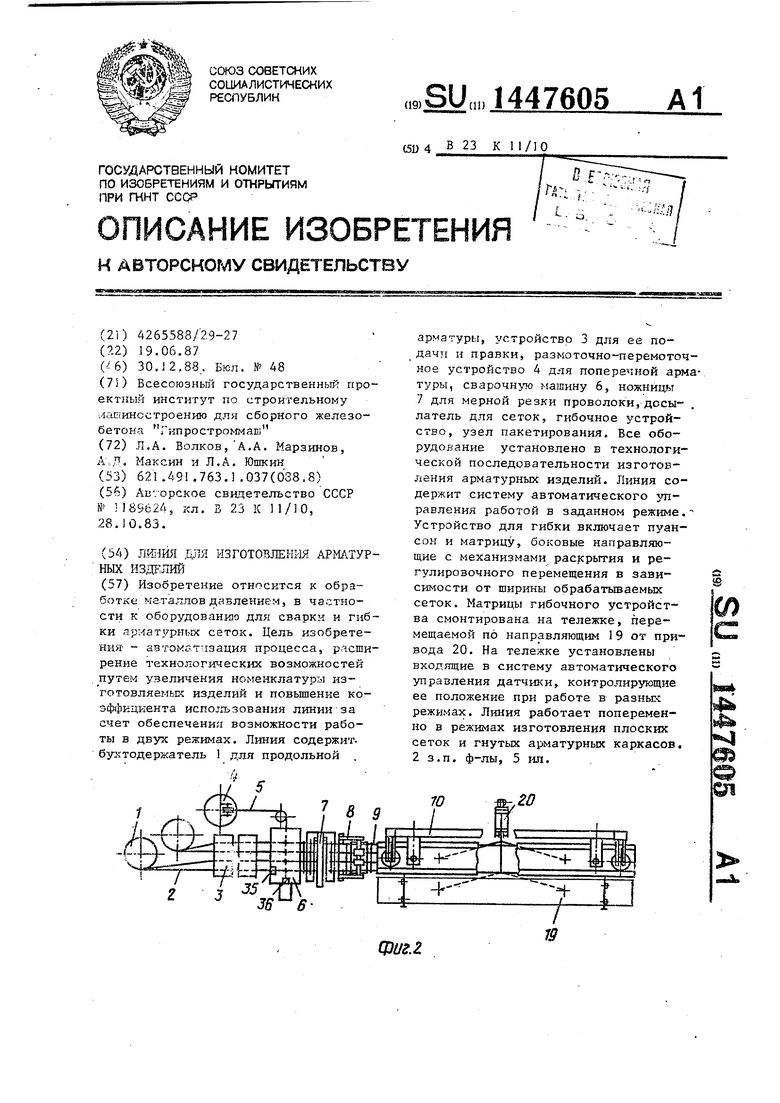
Составитель В. Шаброва, Редактор М. Циткина Техред М.Ходанич Корректор Л. Патай
Заказ 6789/16
Тираж 922
ВНИ.ИШ Государственного комитета по изобретениям и открытиям при ГКИТ СССР 113035, Москва, , Раушская наб., д. 4/5
Прои5водс:твенно-полиграфическое предприятие, г. Ужгород, ул. Проектная, ч
Подписное
| ПРЕОБРАЗОВАТЕЛЬ УГЛОВЫХ ПЕРЕМЕЩЕНИЙ В ЦИФРОВОЙ КОД | 0 |
|
SU189624A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
