ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу анализа поверхности разрыва или трещины металлической детали турбомашины, в частности, детали из металлического сплава на основе TiAl.
УРОВЕНЬ ТЕХНИКИ
Во время разработки или в ходе эксплуатации детали турбомашины могут растрескиваться или разрываться. В этом случае в лаборатории осуществляют анализ плоскости разрыва или трещины (фрактография), называемой «поверхностью». Эта поверхность соответствует плоскости разрыва детали или плоскости трещинообразования перед открытием в лаборатории для треснувшей, но не разорванной детали. Анализ поверхности позволяет объяснить, как и почему произошел разрыв или трещина детали. Основными целями этого анализа являются локализация зоны начала трещины или разрыва, идентификация возможных металлургических или геометрических особенностей детали, определение типа трещины или разрыва (внезапный, вибрационный или циклический), характера воздействия (изгиб, кручение или растяжение) на деталь, которое привело к разрыву или трещине, и т.д.
Поверхности разрыва или трещины деталей турбомашины из металлического сплава на основе никеля хорошо просматриваются, и вышеупомянутый анализ осуществляют без каких-либо затруднений, так как эти поверхности являются относительно гладкими, и зоны начала разрыва или трещины можно определить на основании формы и ориентации усталостных макро- и микробороздок, видимых на поверхности.
Новые металлические сплавы, в частности, сплавы на основе TiAl, применяют для изготовления деталей турбомашины, причем эти новые сплавы являются такими же прочными, как и сплавы на основе никеля, но к тому же являются более легкими. Необходимо исследовать поведение этих новых сплавов при разрыве или трещинообразовании.
Библиографические исследования, а также лабораторные испытания (растяжение, многоцикловая усталость, малоцикловая усталость, ползучесть и т.д.) показали, что эти новые сплавы по-другому реагируют на трещинообразование или разрыв, что значительно затрудняет локализацию места начала разрыва или трещины, определение направления распространения разрыва или трещины, а также дифференцирование между постепенным усталостным трещинообразованием и внезапным разрывом.
В частном случае наблюдения поверхности разрыва турбинной лопатки из сплава на основе TiAl (такого как Ti48-2-2) установили, что эта поверхность является однородной и что очень трудно локализовать зону начала разрыва, фронт распространения этого разрыва и тип разрыва.
Поэтому существует реальная потребность в методологии анализа поверхности деталей, выполненных из этих новых сплавов, которая является простой, эффективной, экономичной и которую можно применять в области экспертизы и анализа аварий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретением предложен способ анализа поверхности разрыва или трещины металлической детали турбомашины, в частности, из исключительно хрупкого на разрыв материала, такого как сплав на основе TiAl, при этом указанная поверхность соответствует плоскости разрыва или плоскости трещинообразования перед открытием в лаборатории для треснувшей, но не разорванной детали, отличающийся тем, что содержит по меньшей мере один из следующих этапов, на которых:
а) определяют на поверхности положение и ориентацию граней спайности, чтобы идентифицировать зону начала разрыва или трещины и определить направление распространения этого разрыва или трещины,
b) исследуют поверхность и выявляют зоны присутствия равноосных зерен и/или пластинчатых зерен, чтобы оценить температуру, при которой произошел разрыв или трещина, и
с) сравнивают цвет или цвета побежалости поверхности с цветами образцов из альбома цветов побежалости, причем эти образцы выполнены из такого же материала, что и деталь, и были подвергнуты окисляющим термическим обработкам при заранее определенных температурах и в течение заранее определенного времени, чтобы оценить скорость распространения разрыва или трещины.
Чем больше этапов содержит способ в соответствии с изобретением, тем полнее анализ поверхности. Способ может содержать только этап а), только этап b), только этап с), этапы а) и b), этапы b) и с) или этапы а), b) и с).
Этапы а), b) и/или с) можно осуществлять в любом порядке, но предпочтительно их осуществляют в вышеуказанном порядке.
Способ в соответствии с изобретением позволяет точно локализовать зону начала разрыва или трещины (этап а)), определить температуру, при которой происходит разрыв или трещина (этап b)), и/или определить, идет ли речь о внезапном разрыве или о постепенном усталостном трещинообразовании (этап с)).
В настоящей заявке под исключительно хрупким на разрыв материалом следует понимать материал, разрыв которого не оставляет никакого обычного следа, который можно анализировать для определения причины этого разрыва.
Этап а) основан на анализе положения и ориентации граней спайности поверхности. Хрупкие кристаллы материала детали раскалываются вдоль некоторых из этих граней. Как правило, все эти грани ориентированы радиально наружу по отношению к центральной точке, находящейся на уровне фронта распространения разрыва или трещины. Они распределены по существу на всей площади поверхности, где произошел разрыв или трещина. Как правило, зона конечного разрыва находится противоположно зоне начала. Таким образом, грани спайности позволяют определить направление распространения разрыва или трещины.
Этап а) осуществляют, например, при помощи бинокулярной лупы и/или при помощи системы формирования изображений с использованием сканирующего электронного микроскопа (СЭМ). Этап а) может состоять в том, что обнаруживают и отмечают непосредственно на видеоизображении поверхности положение и ориентацию граней спайности.
Кроме того, этап а) может дополнительно состоять в том, что определяют по меньшей мере один геометрический (царапина, вмятина и т.д.) или металлургический (пористость, включение и т.д.) дефект, который может объяснить появление трещины или разрыва.
Поверхность трещины или разрыва меняется в зависимости от температуры, при которой произошел разрыв или трещина. Материал детали может содержать равноосные зерна и/или пластинчатые зерна, просматриваемые на поверхности. Равноосные зерна не имеют приоритетной ориентации (симметричные и изотропные кристаллы) и, как правило, появляются, когда на материал действует температура, превышающая или равная 500°С. Присутствие или отсутствие этих зерен на поверхности разрыва позволяет, таким образом, оценить температуру, при которой произошел разрыв или трещина. Таким образом, способ может также состоять, на этапе b), в том, что определяют, произошел разрыв или трещина при температуре выше или ниже 500°С. Кроме того, этап b) может дополнительно состоять в том, что определяют, произошел разрыв или трещина в горячем состоянии во время эксплуатации или в холодном состоянии при изготовлении.
Этап b) осуществляют, например, при помощи бинокулярной лупы и/или системы формирования изображений с использованием сканирующего электронного микроскопа (СЭМ).
Этап b) способа может состоять в оценке температуру, при которой произошел разрыв или трещина, путем оценки плотности равноосных зерен на поверхности. Действительно, автор изобретения установил, что плотность этих зерен повышается вместе с температурой.
Способ может дополнительно состоять, на этапе b), в том, что исследуют поверхность и выявляют зоны присутствия пластичных чашечек. Сплав TiAl является относительно хрупким до температуры 800°С, так как он имеет удлинение при разрыве 1-3%. Это удлинение значительно увеличивается, начиная от 800°С, и составляет 20% при температуре около 900°С. Начиная от 800°С, на поверхности появляются пластичные чашечки, которые можно легко идентифицировать, например, на изображении, полученном при помощи микроскопа СЭМ. Присутствие таких чашечек на поверхности свидетельствует о том, что деталь подвергалась перегреву, так как этот сплав обычно не используют при температуре свыше 800°С в турбомашине, поскольку он теряет механические свойства. Обнаружение пластичных чашечек на поверхности позволяет, таким образом, оценить температуру, действию которой подверглась деталь.
Этап с) позволяет определить тип разрыва детали путем сравнения цвета или цветов побежалости поверхности с цветами образца из предварительно составленного альбома или из таблицы, как описано в известной заявке FR-А1-2 968 759, поданной заявителем. Если плоскость поверхности разрыва имеет однородную окраску, это свидетельствует о внезапном разрыве. Если же плоскость разрыва имеет изменение окраски, это значит, что разрыв происходил постепенно и, как правило, связан с вибрационной или малоцикловой усталостью. Этот тип усталости можно определить посредством датировки фаз распространения разрыва через градиенты цвета побежалости поверхности.
На этапе с) перед осуществлением термических обработок образцов в каждом образце можно сделать надрез, к которому затем прикладывают напряжения для образования трещины или разрыва на уровне этого надреза.
Этапе с) может дополнительно состоять в том, что сравнивают цвета побежалости поверхности детали с цветами побежалости вышеупомянутых образцов, чтобы оценить уровень температуры, достигнутый деталью.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение, его другие подробности, отличительные признаки и преимущества будут более очевидны из нижеследующего описания, представленного в качестве не ограничительного примера, со ссылками на прилагаемые чертежи, на которых:
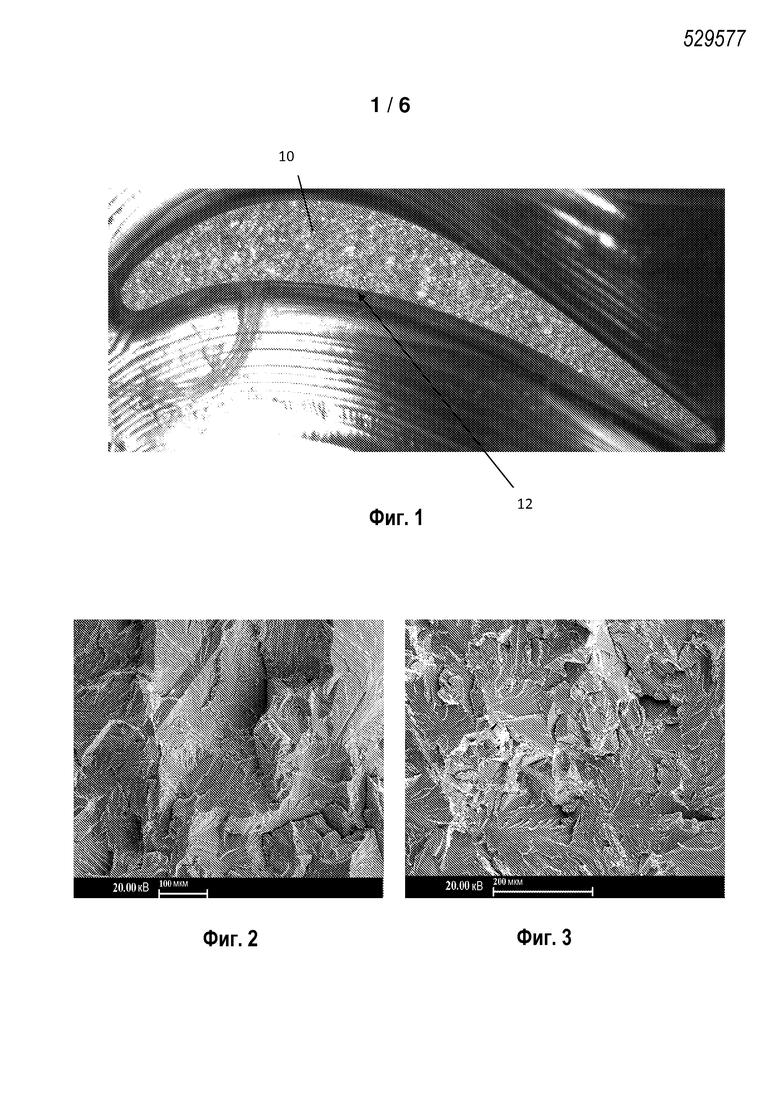
Фиг.1 - изображение через бинокулярную лупу поверхности разрыва лопатки из TiAl турбомашины;
Фиг. 2 и 3 - изображения, полученные при помощи СЭМ, поверхности разрыва лопатки, показанной на Фиг.1;
Фиг.4 - изображение через бинокулярную лупу другой поверхности разрыва лопатки из TiAl;
Фиг.5 - изображение, полученное при помощи СЭМ, части поверхности, показанной на Фиг.4;
Фиг.6 - частичное изображение, полученное при помощи СЭМ, другой поверхности разрыва лопатки из TiAl;
Фиг.7 - схематичный вид в разрезе лопатки из TiAl, иллюстрирующий прохождение трещины через зернистые зоны детали;
Фиг.8 - частичное изображение, полученное при помощи СЭМ, другой поверхности разрыва лопатки из TiAl с показом равноосных зерен и пластинчатых зерен;
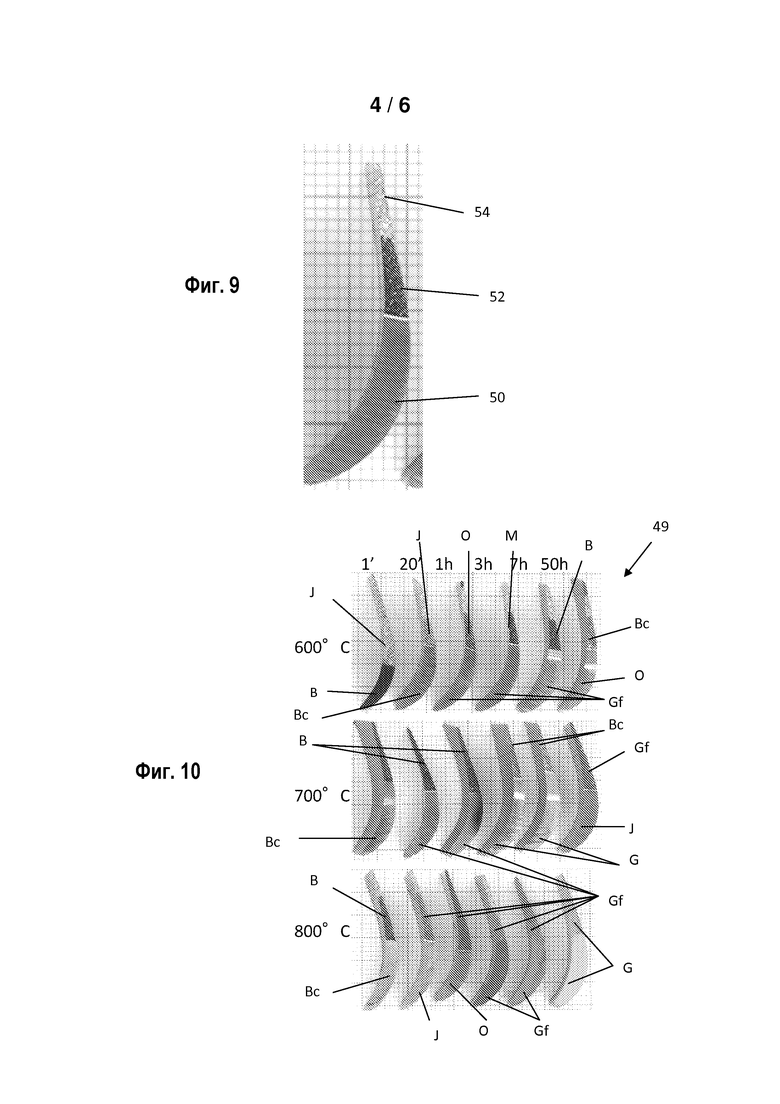
Фиг.9 - видеоизображение поверхности лопатки из TiAl, подвергнутой термической обработке окисления;
Фиг.10 - видеоизображение альбома цветов побежалости;
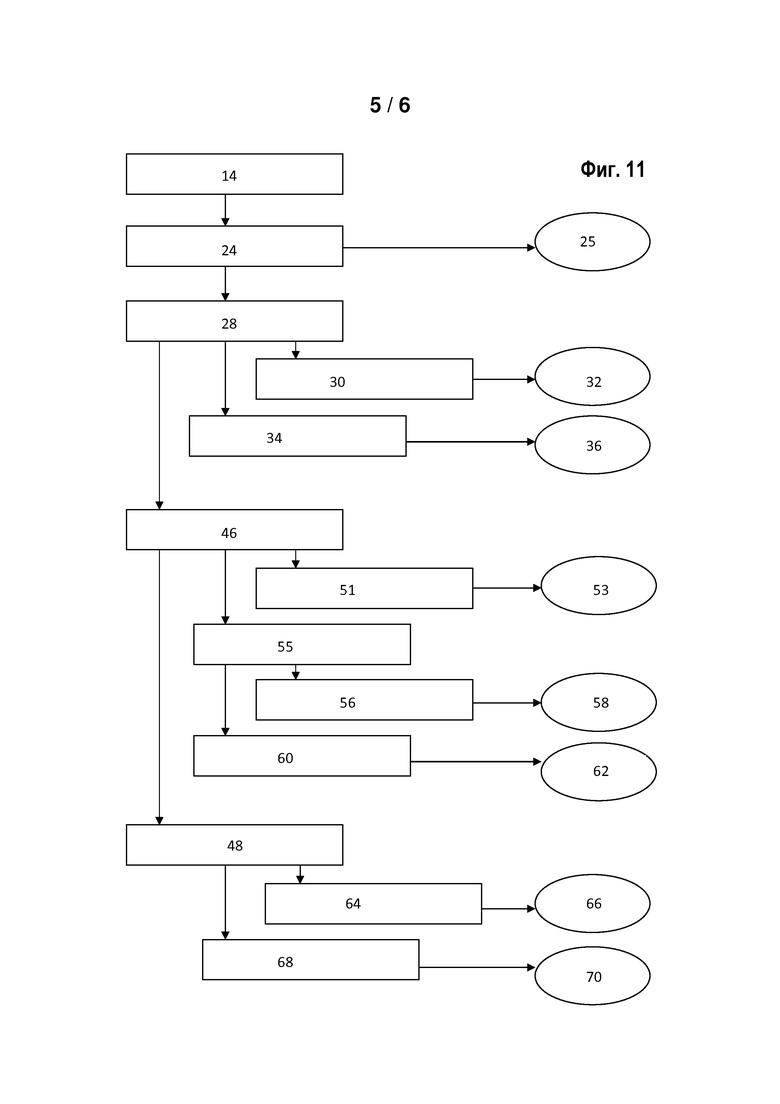
Фиг.11 - блок-схема различных этапов варианта осуществления способа в соответствии с изобретением;
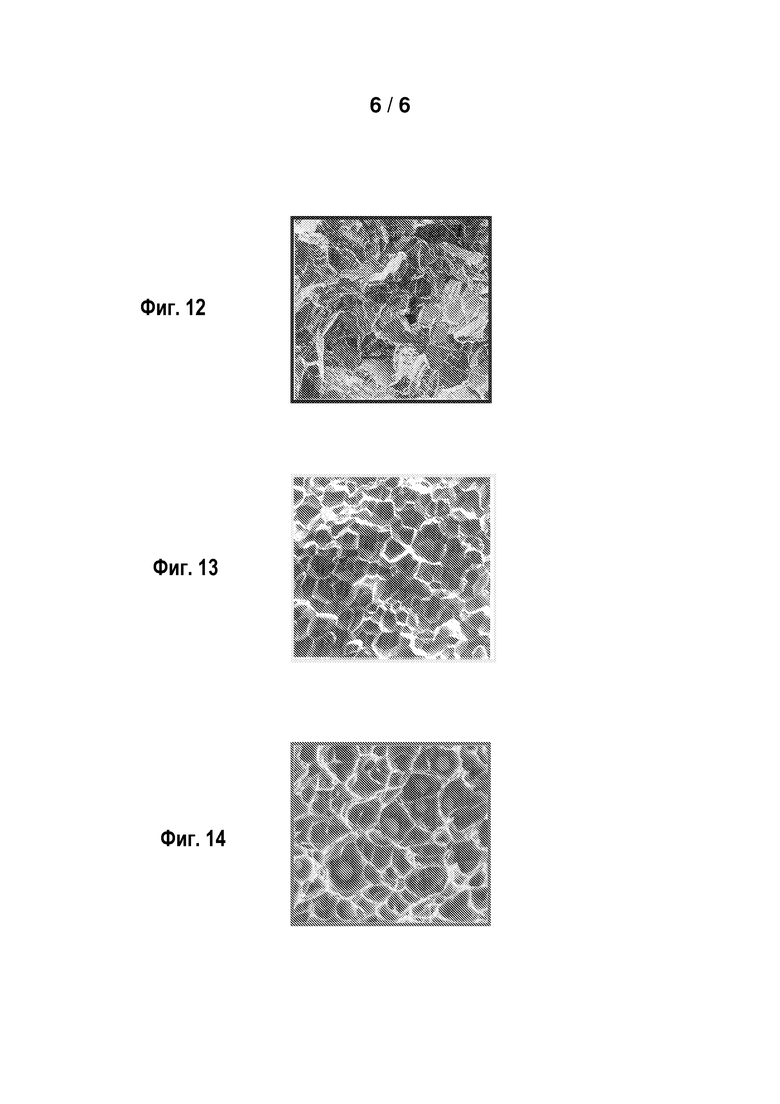
Фиг.12-14 - видеоизображения поверхности разрыва с показом соответственно граней спайности, равноосных зерен и пластичных чашечек.
ПОДРОБНОЕ ОПИСАНИЕ
На Фиг.1 представлено изобретение, полученное через бинокулярную лупу, поверхности разрыва 10 лопатки 12 из TiAl турбины турбомашины. Поверхность разрыва 10 расположена в плоскости, которая является поперечной к перу лопатки.
Как было указано выше, отмечается, что морфология разрыва этой поверхности является относительно однородной и что технологии анализа поверхности разрыва деталей турбомашины, используемые в настоящее время, для этой поверхности разрыва не подходят.
На Фиг.2 и 3 представлены СЭМ-изображения поверхности разрыва турбинной лопатки из TiAl, причем разрывы были получены целенаправленно путем создания усталостных напряжений. Поверхность, показанная на Фиг.2, является поверхностью трещины при вибрационной или многоцикловой усталости (HCF), а на Фиг.3 показана поверхность статичной трещины. Отмечается отсутствие разницы в фрактологической морфологии между этими поверхностями, и аналогичный вывод был сделан при малоцикловой усталости (LCF) или ползучести.
Настоящим изобретением предложен способ анализа поверхности разрыва или трещины металлической детали турбомашины, в частности, из TiAl, и вариант осуществления этого способа схематично представлен в виде блок-схемы на Фиг.11.
На первом этапе 14 способа, показанного на Фиг.11, при помощи бинокулярной лупы составляют картографию граней спайности на поверхности разрыва 10, т.е. на этой поверхности определяют положение и ориентацию граней спайности. Эти грани спайности представляют собой поверхности разрыва хрупких зерен материала.
На Фиг.4 показано изображение, полученное при помощи бинокулярной лупы и подвергнутое компьютерной обработке для нанесения на него стрелок, отображающих положение и ориентацию граней спайности 16. На Фиг.5 показано полученное при помощи микроскопа СЭМ более увеличенное изображение части Фиг.4. Разрыв лопатки, показанной на Фиг.4, был получен с выполнением надреза 18 в задней кромке лопатки, после чего лопатку подвергли испытанию на внезапный разрыв в лаборатории посредством изгиба лопатки в направлении от корытца к спинке.
Ориентация граней спайности 16 соответствует направлению разрыва лопатки при изгибе. На втором этапе 24 способа, показанного на Фиг.11, идентифицируют зону начала разрыва и определяют направление разрыва (конечная зона разрыва находится противоположно зоне начала). Этот этап позволяет также определить геометрический (царапина или вмятина - позиция 25 на Фиг.11) или металлургический (пористость или включение) дефект, который является причиной разрыва.
В примере, представленном на Фиг.4, грани спайности 16 по существу направлены от дна надреза 18 (точнее напротив острого угла 20 на дне надреза 18) и передней кромки 22 лопатки. Это позволяет локализовать начало разрыва на уровне этого острого угла 20, а также сделать вывод, что этот острый угол представляет собой геометрический фактор появления разрыва (по причине концентрации напряжений на уровне этого острого угла).
На Фиг.6 показано СЭМ-изображение другой поверхности разрыва лопатки из TiAl, причем разрыв был вызван посредством испытания на усталость HCF при окружающей температуре. Положение и ориентация граней спайности 16 позволяют локализовать зону начала 26 разрыва на уровне передней кромки лопатки.
TiAl является сплавом, который представляет особый интерес для использования в температурном диапазоне от 600 до 800°С. В случае турбин турбомашины его используют в ступенях низкого давления при средних температурах 750°С. Способ в соответствии с изобретением использует свойства кристаллографического изменения материала в зависимости от действующей на него температуры.
На Фиг.7 представлен схематичный вид в разрезе детали из TiAl, в которой образовалась трещина, путь прохождения которой показан позицией 38. Эта трещина образовалась при испытании на растяжение (стрелки 40) в плоскости разреза чертежа. На этом схематичном чертеже каждая зона, ограниченная сплошной линией, образует зону, в которой присутствует особый тип зерен. Серые зоны содержат равноосные зерна γ, а заштрихованные зоны содержат пластинчатые зерна γ+α2. Таким образом, деталь имеет дуплексную микроструктуру. Кроме того, цифра «1» показывает, что трещина огибает пластинчатые зерна, что выражается присутствием межкристаллитных рисунков на поверхности трещины, цифра «2» показывает, что трещина проходит через равноосные или пластинчатые зерна, что выражается присутствием рисунков спайности на поверхности (трещина распространяется параллельно пластинкам в случае пластинчатых зерен), и цифра «3» показывает, что трещина проходит в пластинчатых зернах в направлении, не параллельном пластинкам. Распространение трещины через равноосные или пластинчатые зерна (позиции 2 и 3) приводит к появлению граней спайности на поверхности разрыва. Эти же результаты были получены при испытании детали на вибрационную усталость при высокой частоте (HCF) или на малоцикловую усталость при низкой частоте (LCF). Вместе с тем, можно получить другие результаты в зависимости от температуры термической обработки детали. Если деталь не подвергли термической обработке, то на плоскостях разрыва равноосные зерна отсутствуют. Эти зерна начинают появляться, начиная от 500°С, и их плотность повышается по мере повышения температуры обработки. Деталь, подвергнутая термической обработке при 700°С и разорвавшаяся при этой температуре, содержит в два-три раза больше равноосных зерен, чем разорвавшаяся деталь, подвергнутая термической обработке при 500°С. Таким образом, анализ плотности равноосных зерен на поверхности разрыва или трещины тоже позволяет оценить температуру, которая действовала на деталь.
На третьем этапе 28 способа, показанного на Фиг.11, СЭМ-изображение исследуют в начале, в середине и в конце разрыва. В случае, если исследование показывает наличие межкристаллитных рисунков (равноосные зерна - позиция 30 на Фиг.11), это значит, что трещина или разрыв появились в горячем состоянии (т.е. во время эксплуатации - позиция 32 на Фиг.11), т.к. эти рисунки появляются, только если на материал действует температура сверх 500°С. В случае, когда исследование показывает отсутствие таких рисунков (позиция 34 на Фиг.11), это значит, что трещина или разрыв появились в холодном состоянии (позиция 36 на Фиг.11), т.е. во время изготовления детали.
С учетом появления равноосных зерен, начиная от 500°С, присутствие или отсутствие этих зерен на поверхности разрыва или трещины позволяет определить уровень температуры, при которой происходит трещинообразование или разрыв. Следовательно, можно определить, на какой стадии появляются трещины, т.е. либо при изготовлении (например, в случае механической обработки детали при окружающей температуре - в этом случае в плоскости разрыва равноосных зерен нет, и есть только спайные зерна), либо во время работы в турбине (в горячем состоянии - в этом случае относительно легко дифференцировать различные зерна).
Последние этапы 46, 48 способа, показанного на Фиг.11, позволяют, с одной стороны, определить уровень температуры, достигнутый деталью, и, с другой стороны, оценить скорость распространения разрыва или трещины.
На Фиг.9 показана поверхность трещины лопатки, подвергнутой термической обработке окисления. В пере лопатки был выполнен надрез 50, который затем превратился в трещину во время испытания на усталость. Зона 52 поверхности является частью трещины, а зона 54 является частью, отрезанной после термической обработки окисления для исследования поверхности. Окрашены только надрезанная часть 50 и зона трещины, т.к. окислению подверглись только эти части. Это окисление привело к образованию слоя оксида в зонах 50, 52, что выражается в поверхностных цветах побежалости этих зон, причем эти цвета зависят от температуры и от продолжительности термической обработки.
Был составлен альбом цветов побежалости материала лопатки с использованием в этом альбоме образцов, подвергнутых термическим обработкам, в зависимости от температуры и от продолжительности термической обработки.
Для этого из материала, идентичного материалу лопатки, были выполнены несколько образцов (с надрезами и трещинами), которые подвергли термической обработке, как было указано выше со ссылками на Фиг.9. В примере, представленном на Фиг.10, были подготовлены три партии образцов, при этом каждая партия содержит шесть образцом, т.е. всего восемнадцать образцов.
Эти образцы подвергли различным термическим обработкам окисления, при этом термическая обработка каждого образца отличается от термических обработок других образцов своей температурой и/или продолжительности обработки. Эти термические обработки можно осуществлять в печи, в которую помещают образцы, на каждом из которых закрепляют термопару, связанную с соответствующими средствами измерения температуры обработки. В печь подают окружающий воздух. Три партии образцов подвергли действию температур обработки 600, 700 и 800°С соответственно, и образцы каждой партии проходили обработку в течение 1 мин., 20 мин, 1 часа, 3 часов, 7 часов и 50 часов соответственно.
Поверхностные цвета побежалости появляются по меньшей мере на части образцов. Эти цвета являются более или менее выраженными и могут быть желтым (J), охровым (О), коричневым (М), синим (В), голубым (Вс), серым (G) или темно-серым (Gf). Эти цвета зависят, в частности, от природы и толщины слоя оксида, который образуется на образцах во время термической обработки.
На Фиг.10 показан альбом 48, содержащий вышеупомянутые восемнадцать образцов, т.е. три партии по шесть образцов. Образцы закреплены на подложке для получения таблицы, в которой каждая строка соответствует температуре обработки, и каждый столбец соответствует продолжительности обработки. Температуры обработки показаны сверху вниз в порядке возрастания, и продолжительность обработки показана слева направо в порядке возрастания.
Поверхностные цвета побежалости образцов схематично представлены буквами J, O, M, B, Bc, G и Gf, которые соответственно обозначают желтый, охровый, коричневый, синий, голубой, серый или темно-серый цвета. Если два образца имеют подобную окраску, уровень матовости или блеска этих образцов может быть разным, что позволяет различать образцы. Кроме того, на поверхности образцов могут появиться чешуйки. Из альбома видно, что изменение поверхностного цвета побежалости детали зависит от достигнутого температурного уровня и от времени выдержки при этой температуре. Предпочтительно цвета побежалости детали сравнивают непосредственно с образцами альбома, а не с фотографиями этого альбома, так как цвета образцов могут на этих фотографиях отличаться.
Этот альбом позволяет, с одной стороны, определять на основании поверхностного цвета побежалости лопатки уровень температуры, достигнутый лопаткой, посредством сравнения этого цвета с образцами альбома (этап 46).
Сначала (этап 51) цвет побежалости корытца или спинки пера лопатки можно сравнить с образцами из альбома, чтобы оценить уровень температуры 53, достигнутый лопаткой.
Затем (этап 55) цвет побежалости поверхности разрыва можно сравнить с образцами из альбома. В случае, если этот цвет является однородным 56, можно сделать вывод, что разрыв был внезапным 58. В противном случае, если поверхность разрыва имеет изменение цвета 60, можно сделать вывод, что разрыв был постепенным 62 и связан с усталостным воздействием.
С другой стороны, альбом позволяет оценить скорость распространения разрыва или трещины через градиенты цвета побежалости поверхности (этап 48). Действительно, в вышеупомянутом случае, когда поверхность имеет изменение или градиент цвета, сравнение этих цветов побежалости с цветами образцов альбома позволяет определить, было ли изменение распространения быстрым 64 или медленным 68. Быстрая скорость распространения 64 свидетельствует о том, что разрыв связан с вибрационной усталостью (HCF - 66), а медленная скорость распространения 68 свидетельствует о том, что он связан с малоцикловой усталостью (LCF - 70).
На Фиг. 12-14 представлены изображения поверхности разрыва, полученные при помощи микроскопа СЭМ, на которых соответственно показаны грани спайности, равноосные зерна и пластичные чашечки. При этом можно легко идентифицировать описанные выше грани спайности (Фиг.12) и равноосные зерна (Фиг.13 - появляются, начиная от 500°С). Пластичные чашечки (Фиг.14) тоже можно легко идентифицировать. Теоретически они не должны появляться на поверхностях разрыва деталей турбомашины из TiAl, так как эти чашечки появляются только, начиная от температуры 800°С, а детали из TiAl, как правило, при температурах сверх 800°С не используются. Однако в случае, когда эти чашечки все же появляются на поверхности разрыва или трещины детали турбомашины, это значит, что деталь подвергалась ненормальному перегреву (сверх 800°С). Анализ присутствия этих пластичных чашечек на поверхности разрыва или трещины является, таким образом, частью оценки температуры, действующей на деталь во время работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИДА ТИТАНА И ИЗДЕЛИЕ С ПОВЕРХНОСТЬЮ ИЗ АЛЮМИНИДА ТИТАНА | 2012 |
|
RU2619419C2 |
| ЭЛЕМЕНТ ИЗ TiAl СПЛАВА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ КОВКИ ЭЛЕМЕНТА ИЗ TiAl СПЛАВА | 2018 |
|
RU2752616C1 |
| Способ термомеханической обработки литых (γ+α2)- интерметаллидных сплавов на основе алюминида титана γ-TiAl | 2015 |
|
RU2606685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ТУРБОМАШИНЫ | 2013 |
|
RU2659520C2 |
| Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов | 2019 |
|
RU2707006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ TiAl | 2016 |
|
RU2706933C2 |
| Способ изготовления компонентов турбомашины, заготовка и готовый компонент | 2016 |
|
RU2712203C2 |
| СВАРОЧНЫЙ ПРИСАДОЧНЫЙ МАТЕРИАЛ, ПРИМЕНЕНИЕ СВАРОЧНОГО ПРИСАДОЧНОГО МАТЕРИАЛА И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2009 |
|
RU2505616C2 |
| Сплав на основе титана и способ изготовления заготовки для изделий, испытывающих циклические нагрузки | 2017 |
|
RU2691690C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И ДЕТАЛЬ ТУРБОМАШИНЫ | 2007 |
|
RU2433197C2 |


Изобретение относится к анализу поверхности разрыва или трещины металлической детали турбомашины. Представлен способ анализа поверхности разрыва или трещины металлической детали турбомашины, при котором указанная поверхность соответствует плоскости разрыва или плоскости трещинообразования перед открытием в лаборатории для треснувшей, но не разорванной детали, включающий по меньшей мере один из следующих этапов, на которых: а) определяют на поверхности положение и ориентацию граней спайности, чтобы идентифицировать зону начала разрыва или трещины и определить направление распространения этого разрыва или трещины, b) исследуют поверхность и выявляют зоны присутствия равноосных зерен и/или пластинчатых зерен, чтобы оценить температуру, при которой произошел разрыв или трещина, и с) сравнивают цвет или цвета побежалости поверхности с цветами побежалости образцов из альбома цветов побежалости, причем эти образцы выполнены из такого же материала, что и деталь, и были подвергнуты окисляющим термическим обработкам при заранее определенных температурах и в течение заранее определенного времени, чтобы оценить скорость распространения разрыва или трещины, при этом этапы а), b) и/или с) осуществляют в любом порядке. Достигается простота, эффективность и экономичность анализа. 10 з.п. ф-лы, 14 ил.
1. Способ анализа поверхности разрыва или трещины металлической детали (12) турбомашины, при этом указанная поверхность соответствует плоскости разрыва или плоскости трещинообразования перед открытием в лаборатории для треснувшей, но не разорванной детали, отличающийся тем, что содержит по меньшей мере один из следующих этапов, на которых:
а) определяют на поверхности положение и ориентацию граней спайности (16), чтобы идентифицировать зону начала (26) разрыва или трещины и определить направление распространения этого разрыва или трещины,
b) исследуют поверхность и выявляют зоны присутствия равноосных зерен (42) и/или пластинчатых зерен (44), чтобы оценить температуру, при которой произошел разрыв или трещина, и
с) сравнивают цвет или цвета побежалости поверхности с цветами побежалости образцов из альбома (49) цветов побежалости, причем эти образцы выполнены из такого же материала, что и деталь, и были подвергнуты окисляющим термическим обработкам при заранее определенных температурах и в течение заранее определенного времени, чтобы оценить скорость распространения разрыва или трещины,
при этом этапы а), b) и/или с) осуществляют в любом порядке.
2. Способ по п. 1, отличающийся тем, что этап а) дополнительно состоит в том, что определяют по меньшей мере один геометрический или металлургический дефект (25), который может объяснить появление трещины или разрыва.
3. Способ по п. 1, отличающийся тем, что он состоит, на этапе а), в том, что обнаруживают и отмечают непосредственно на видеоизображении поверхности положение и ориентацию граней спайности (16).
4. Способ по п. 1, отличающийся тем, что по меньшей мере один из этапов а) и b) осуществляют при помощи бинокулярной лупы и/или при помощи системы формирования изображений с использованием сканирующего электронного микроскопа.
5. Способ по п. 1, отличающийся тем, что этап b) дополнительно состоит в том, что определяют, произошел разрыв или трещина в горячем состоянии во время эксплуатации или в холодном состоянии при изготовлении.
6. Способ по п. 1, отличающийся тем, что он состоит, на этапе b), в том, что определяют, произошел разрыв или трещина при температуре выше или ниже 500°С.
7. Способ по п. 1, отличающийся тем, что он состоит, на этапе b), в том, что оценивают температуру путем оценки плотности равноосных зерен на поверхности.
8. Способ по п. 1, отличающийся тем, что он дополнительно состоит, на этапе b), в том, что исследуют поверхность и выявляют зоны присутствия пластичных чашечек.
9. Способ по п. 1, отличающийся тем, что на этапе с) перед осуществлением термических обработок образцов в каждом образце (50) делают надрез, к которому затем прикладывают напряжения для образования трещины или разрыва на уровне этого надреза.
10. Способ по одному из предыдущих пунктов, отличающийся тем, что этап с) дополнительно состоит в том, что сравнивают цвета побежалости поверхности детали с цветами побежалости вышеуказанных образцов, чтобы оценить уровень температуры, достигнутый деталью.
11. Способ по п. 1, отличающийся тем, что металлическая деталь (12) турбомашины выполнена из исключительно хрупкого на разрыв материала, такого как сплав на основе TiAl.
| JP 2010223939 A, 07.10.2010 | |||
| Способ оценки сопротивления конструкционных материалов развитию трещин | 1990 |
|
SU1805319A1 |
| Способ диагностики усталостного разрушения детали | 1990 |
|
SU1744583A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОЛГОВЕЧНОСТИ ИЗДЕЛИЯ ИЗ ХРУПКОГО МАТЕРИАЛА | 2006 |
|
RU2359244C2 |
| US 5358686 A, 25.10.1994 | |||
| JPH 04364461 A, 16.12.1992. | |||

