Изобретение относится к области машиностроения и может быть использовано при мелкосерийном и единичном изготовлении точных профилей со сложной геометрией, например эвольвентных зубьев, шлицов в отверстиях с односторонним подводом инструмента в зону обработки.
Известен [Машиностроение. Энциклопедия. TIV / Под редакцией Б.И. Черпакова // М. Машиностроение, 1999-863 с., стр. 488] способ обработки внутренних зубьев долбяками, позволяющий получить требуемый профиль при одностороннем подходе в зону резания.
Недостатками способа является необходимость в дорогостоящем инструменте, который окупается только при серийном изготовлении зубчатых колес и шлицев, а так же невозможность обработки профиля зуба в закаленных и твердосплавных заготовках. При обработке профиля зуба стальных деталей до закалки требуется последующая термическая обработка, вызывающая нарушение точности профиля и необходимость в последующей дорогостоящей чистовой обработке профиля зуба.
Известен [Машиностроение. Энциклопедия. TIV / Под редакцией Б.И. Черпакова // М.: Машиностроение, 1999-863 с., стр. 505] способ получения внутренних профилей зубопротяжкой, который применим только для каналов со сквозным отверстием, а частное применение зубопротяжки - прошивка требует дорогостоящего инструмента с невысоким ресурсом и пригодно только для изготовления внутренних поверхностей в закрытых каналах деталей изготовленных из незакаленных сталей, что требует дорогостоящей чистовой обработки после закалки, увеличивающей цикл изготовления детали.
Известен [Коптев А.И. Разработка технологии изготовления индивидуального зуборезного инструмента для мелкомодульных зубчатых колес. Автореферат диссертации на соискание ученой степени кандидата технических наук. - Воронеж: ВГТУ, 2012 - 17 с., стр. 8] способ изготовления в твердосплавных инструментах эвольвентных профилей непрофилированным электродом-инструментом в форме проволоки.
Недостатком способа является невозможность изготовления эвольвентных профилей в отверстиях с односторонним подходом электрода-инструмента.
Известен [Смоленцев В.П. Изготовление инструмента непрофилированным электродом. - М.: Машиностроение, 1967 - 160 с., стр.131] способ изготовления проволочным электродом-инструментом в каналах закаленных, стальных и твердосплавных деталей с односторонним подходом инструмента для радиального разрезания стенки.
Недостатком способа является необходимость изготовления до разрезания продольных пазов для выхода проволоки, что снижает прочность деталей с полузакрытыми каналами.
Известно [Смоленцев В.П. Изготовление инструмента непрофилированным электродом. - М.: Машиностроение, 1967 - 160 с., стр. 131] устройство для подачи электрода-проволоки, содержащее металлическую трубку для подачи через нее электрода-проволоки с наружным диэлектрическим покрытием и выходом электрода-проволоки через торец проволоки.
Недостатком устройства является отсутствие возможности выхода проволоки через отверстие в трубке и устранения уклона стенки паза детали относительно электрода-проволоки, которая неравномерно изнашивается по длине в зоне обработки стенки паза детали, что нарушает точность размеров внутренних профилей по их высоте, а так же вызывает быстрый износ торца металлической трубки перематываемой электродом-проволокой, что не позволяет обеспечить точность геометрии стенок в процессе изготовления деталей с большой длинной контура типа эвольвентных профилей зубчатых колес.
Наиболее близким к предлагаемому изобретению является способ и устройство [Смоленцев В.П. Изготовление инструмента непрофилированным электродом. - М.: Машиностроение, 1967 - 160 с. 3, стр. 131].
Предлагаемое изобретение направлено на расширение технологических возможностей изготовления проволочным электродом-инструментом, повышение точности изготовления профилей в полузакрытых каналах, снижение трудоемкости изготовления инструмента и операций изготовления профилей. Это достигается тем, что способ изготовления профиля в полузакрытом канале детали проволочным электродом-инструментом включает перемещение детали относительно проволочного электрода-инструмента, пропускаемого через пустотелую вставку, размещенную в полузакрытом канале детали, при этом используют вставку из диэлектрического материала, внутри которой для натяжения проволочного электрода-инструмента установлена поворотная диэлектрическая серьга, имеющая узел закрепления ее углового положения, и в торце пустотелой вставки со стороны размещения серьги выполнен продольный паз с шириной не менее ширины серьги и глубиной, достаточной для размещения серьги при ее перпендикулярном положении относительно оси проволочного электрода-инструмента, при этом перед началом изготовления профиля проволочный электрод-инструмент выводят из пустотелой вставки через поворотную серьгу в состоянии ее наименьшего раскрытия, затем вводят пустотелую вставку в отверстие канала на глубину не менее длины изготавливаемого профиля, поворачивают серьгу до касания электродом-инструментом стенок канала, закрепляют в этом положении серьгу, включают подачу через вставку рабочей среды с повышением давления подачи до достижения устойчивого электроэрозионного процесса обработки и осуществляют перемещение детали в направлении, обеспечивающем получение в канале требуемого профиля.
Устройство для изготовления профиля в полузакрытом канале детали проволочным электродом-инструментом содержит пустотелую вставку, выполненную с возможностью размещения в полузакрытом канале детали, устанавливаемой в электроэрозионном станке с возможностью перемещения относительно проволочного электрода-инструмента, при этом оно снабжено блоком управления поворотом детали, при этом использована пустотелая вставка, выполненная из диэлектрического материала, внутри которой для натяжения проволочного электрода-инструмента установлена поворотная диэлектрическая серьга, имеющая узел закрепления ее углового положениям в торце пустотелой вставки со стороны размещения серьги выполнен продольный паз с шириной не менее ширины серьги и глубиной, достаточной для размещения серьги при ее перпендикулярном положении относительно оси проволочного электрода-инструмента, при этом серьга связана с блоком управления поворотом детали через указатель окружного положения детали.
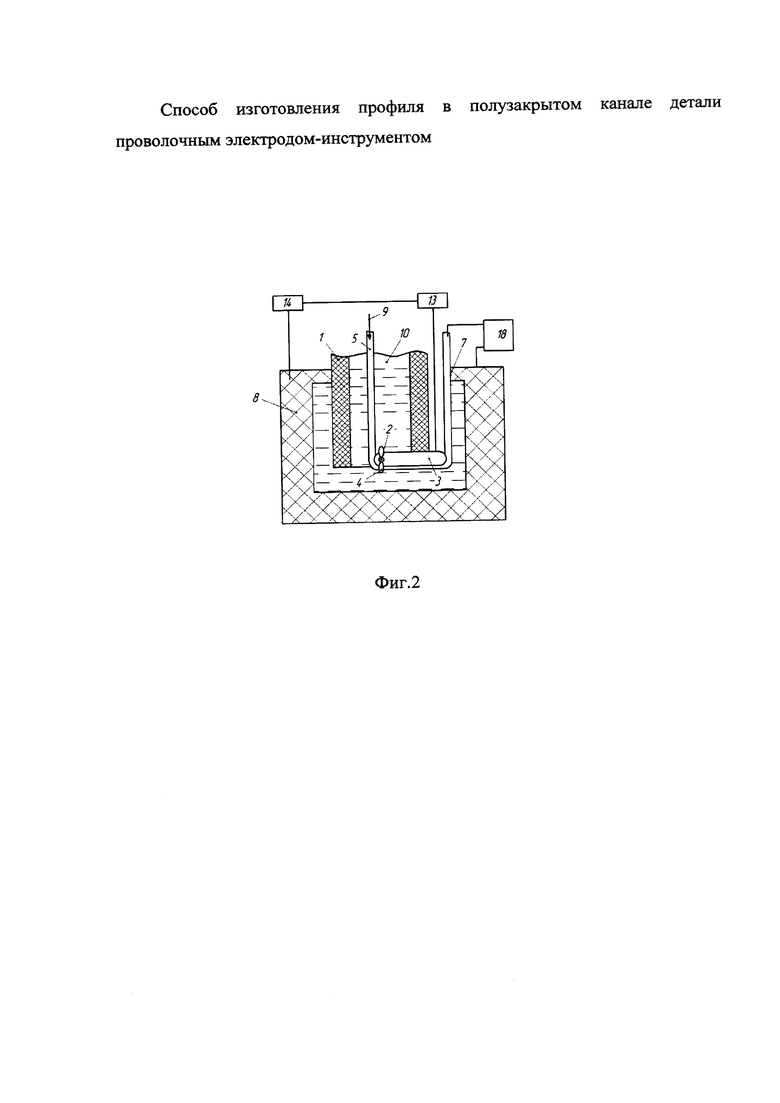
Сущность способа и устройства поясняется фиг. 1, 2, 3. На фиг. 1 показано устройство перед началом изготовления профиля в полузакрытом канале. На фиг. 2 показана сущность способа и работа устройства во время изготовления профиля. На фиг. 3 приведено управление положением детали и устранения на детали уклонов вследствие износа по высоте детали при всех положениях проволочного электрода-инструмента.
Устройство (фиг. 1) включает в себя пустотелую диэлектрическую вставку 1. Внутри вставки 1 на узле поворота 2 установлена поворотная диэлектрическая серьга 3 с узлом 4 закрепления углового положения серьги 3. Серьгу 3 огибает проволочный электрод-инструмент 5, один конец которого проходит внутри вставки 1, а второй снаружи вставки 1 в плоскости контура серьги 3. Во вставке 1 со стороны размещения серьги 3 выполнен односторонний паз 6.
Устройство на фиг. 1 размещают в полузакрытый канал 7 детали 8 (фиг. 2), поворачивают серьгу 3 до углового положения, при котором проволочный электрод-инструмент 5 касается стенки канала 7 детали 8. Проволочный электрод-инструмент 5 натягивают относительно серьги 3, перематывают в направлении 9 (фиг. 2), подают внутрь вставки 1 жидкую рабочую среду 10, ток на электрод-инструмент 5 (катод) и на деталь 8 (анод). Деталь 8 перемещают относительно электрода-инструмента 5 в направлении 11 и с поворотом 12 (фиг. 3).Угловое положение детали 8 во время обработки контролируется указателем 13 (фиг. 2) окружного положения детали 8. По команде указателя 13 блок поворота 14 детали 8 совместно с перемещением детали 8 в направлении 11 (фиг. 3) обеспечивает обработку в канале 7 (фиг. 2) требуемого профиля. В процессе обработки профиля в канале 7 проволочный электрод-инструмент 5 изнашивается от начального диаметра 15 (фиг. 3) до размера 16, образуя участок 17 с уклоном а, что нарушает точность получения профиля по высоте канала. Для устранения уклона профиля относительно оси электрода-инструмента 5 положение вертикальной оси детали 8 относительно оси проволочного электрода-инструмента 5 изменяют на величину а (рис. 3), равную уклону на участке 17 электрода-инструмента 5.Для выравнивания профиля по высоте канала 7 установлен узел 18 (фиг. 2) поддержания обрабатываемого участка профиля детали 8 в положении, параллельном оси проволочного электрода-инструмента 5.
Способ осуществляют следующим образом: Серьгу 3 (фиг. 1) на узле поворота 2 поворачивают в положение, при котором она не выходит за наружный размер вставки. Фиксируют в этом положении серьгу 3 узлом 4. Пропускают внутри вставки 1 проволочный электрод-инструмент 5 и выводят его снаружи вдоль вставки. Вводят вставку 1 в деталь 8 (фиг. 2) со стороны обрабатываемого участка канала 7, поворачивают серьгу 3 (например, проволочным электродом-инструментом 5) до касания электродом-инструментом 5 канала 7 (момент касания определяется по началу прохождения тока между электродом-инструментом 5 и деталью 8). Узлом 4 закрепляют в этом положении серьгу 3. Предельное положение поворота серьги 3 ограничивается пазом 6 (фиг. 1) с размерами, которые не менее размеров сечения серьги 3. При этом может осуществляться наибольший вылет проволочного электрода-инструмента 5 относительно наружной поверхности вставки 1. Это ограничивает наибольшую глубину получения профиля в канале 7 детали 8 (фиг. 2). Натягивают электрод-инструмент 5 до величины, рекомендуемой, например, в [Смоленцев В.П. Изготовление инструмента непрофилированным электродом. - М.: Машиностроение, 1967 - 160 с., стр. 131], устанавливают величину перемотки в направлении 9 проволочного электрода-инструмента 5, прокачку через внутреннюю часть вставки 1 жидкой рабочей среды 10, например, деионизированной воды, подключают от генератора импульсов (на фиг. 2 не показан) ток на электрод-инструмент 5 (катод) и деталь 8 (анод). Включают указатель 13, блок поворота 14, узел 18 и начинают обработку профиля (например, эвольвентного) в канале 7 детали 8. В начале процесса обработки регулируют давление прокачки через вставку 1 и канал 7 рабочей среды 10 по нижней границе установившегося электроэрозионного процесса (например по осциллографу). Режимы фиксируют для дальнейшего использования. Обработка профиля выполняется от управляющей системы станка по перемещению детали в направлениях 11, 12 и поддержании угла уклона а (фиг. 3), который рассчитывают по размерам проволочного электрода-инструмента 5 на участках 15, 16, 17. Это осуществляется управляющей координатой станка путем поворота детали 8 относительно оси проволочного электрода-инструмента 5 или по рекомендациям, например [Смоленцев В.П. Изготовление инструмента непрофилированным электродом. - М.: Машиностроение, 1967 - 160 с., стр.36].
Пример осуществления способа. Необходимо изготовить из закаленной стали Х12М для ремонта оборудования зубчатое колесо с модулем 3 мм и количеством зубьев 36. Высота зуба 30 мм. Зубья расположены внутри торцевого глухого канала глубиной 100 мм и диаметром 180 мм. Способ осуществляют на элетроэрозионном станке фирмы AGI с координатой автоматического поддержания угла уклона по длине зуба. Из [Смоленцев В.П. Изготовление инструмента непрофилированным электродом - М.: Машиностроение, 1967 - 160 с., стр. 36] для назначенных режимов выбираем угол α=1,5° и устанавливаем его в блок управления станка. Используем латунную проволоку с покрытием диаметром 0,25 мм. Используем в качестве рабочей среды деионизированную воду, подаваемую в зону обработки под давлением 1,5 МПа. Измерения показали, что после вырезания эвольвентного профиля в полузакрытом канале его погрешность не превышала 5 мкм, в том числе по высоте зуба - 3 мкм. Время изготовления зубчатого колеса 1 час. Чистовая обработка профиля не требуется. Трудоемкость изготовления с учетом времени подготовки производства снизилась в 5-6 раз, а получение кондиционной детали позволило использовать метод для изготовления зубчатых передач в мелкосерийном (в том числе гибкоструктурном) и ремонтном производствах машиностроительного предприятия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2010 |
|
RU2492032C2 |
| СПОСОБ ЭРОЗИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2466835C2 |
| Электрод для изготовления конфузорного участка в отверстии форсунки | 2015 |
|
RU2621511C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО ЭЛЕКТРОДА-ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 2013 |
|
RU2555266C2 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| Электрод-инструмент и способ электроабразивной обработки внутренней поверхности полузакрытой полости детали | 2022 |
|
RU2809681C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ УГЛУБЛЕНИЙ, ОБРАЗУЮЩИХ ТУРБУЛИЗАТОРЫ НА РЕБРАХ И В ДОННОЙ ЧАСТИ ОХЛАЖДАЮЩИХ КАНАЛОВ ТЕПЛОНАПРЯЖЕННЫХ МАШИН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573465C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ЭЛЕКТРОДОМ-ПРОВОЛОКОЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С АНИЗОТРОПНЫМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2639747C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОД УПРУГИМ ДИЭЛЕКТРИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2012 |
|
RU2542216C2 |


Изобретение относится к изготовлению профиля в полузакрытом канале детали. Деталь перемещают относительно проволочного электрода-инструмента, пропускаемого через размещенную в канале пустотелую вставку из диэлектрического материала, внутри которой для натяжения проволочного электрода-инструмента установлена поворотная диэлектрическая серьга, имеющая узел закрепления ее углового положения, а в торце вставки со стороны серьги выполнен продольный паз с шириной не менее ширины серьги и глубиной, достаточной для размещения серьги при ее перпендикулярном положении относительно оси проволочного электрода-инструмента. Проволочный электрод-инструмент выводят из вставки через поворотную серьгу в состоянии ее наименьшего раскрытия, затем вводят вставку в отверстие канала на глубину не менее длины изготавливаемого профиля, поворачивают серьгу до касания электродом-инструментом стенок канала, закрепляют серьгу, подают через вставку рабочую среду с повышением давления подачи до достижения устойчивой электроэрозионной обработки и перемещают деталь в направлении, обеспечивающем получение в канале требуемого профиля. Предложено устройство для осуществления способа. Изобретение направлено на повышение точности изготовления профилей в полузакрытых каналах, снижение трудоемкости изготовления инструмента и операций изготовления профилей. 2 н.п. ф-лы, 3 ил., 1 пр.
1. Способ изготовления профиля в полузакрытом канале детали проволочным электродом-инструментом, включающий перемещение детали относительно проволочного электрода-инструмента, пропускаемого через пустотелую вставку, размещенную в полузакрытом канале детали, отличающийся тем, что используют вставку из диэлектрического материала, внутри которой для натяжения проволочного электрода-инструмента установлена поворотная диэлектрическая серьга, имеющая узел закрепления ее углового положения, и в торце пустотелой вставки со стороны размещения серьги выполнен продольный паз с шириной не менее ширины серьги и глубиной, достаточной для размещения серьги при ее перпендикулярном положении относительно оси проволочного электрода-инструмента, при этом перед началом изготовления профиля проволочный электрод-инструмент выводят из пустотелой вставки через поворотную серьгу в состоянии ее наименьшего раскрытия, затем вводят пустотелую вставку в отверстие канала на глубину не менее длины изготавливаемого профиля, поворачивают серьгу до касания электродом-инструментом стенок канала, закрепляют в этом положении серьгу, включают подачу через вставку рабочей среды с повышением давления подачи до достижения устойчивого электроэрозионного процесса обработки и осуществляют перемещение детали в направлении, обеспечивающем получение в канале требуемого профиля.
2. Устройство для изготовления профиля в полузакрытом канале детали проволочным электродом-инструментом, содержащее пустотелую вставку, выполненную с возможностью размещения в полузакрытом канале детали, устанавливаемой в электроэрозионном станке с возможностью перемещения относительно проволочного электрода-инструмента, отличающееся тем, что оно снабжено блоком управления поворотом детали, при этом использована пустотелая вставка, выполненная из диэлектрического материала, внутри которой для натяжения проволочного электрода-инструмента установлена поворотная диэлектрическая серьга, имеющая узел закрепления ее углового положения, и в торце пустотелой вставки со стороны размещения серьги выполнен продольный паз с шириной не менее ширины серьги и глубиной, достаточной для размещения серьги при ее перпендикулярном положении относительно оси проволочного электрода-инструмента, при этом серьга связана с блоком управления поворотом детали через указатель окружного положения детали.
| Смоленцев В.П | |||
| Изготовление инструмента непрофилированным электродом | |||
| М.: Машиностроение, 1967, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
| Направляющее устройство для электроэрозионного станка | 1988 |
|
SU1763116A1 |
| Устройство для направления проволочного электрода при электроэрозионной прорезке пазов | 1980 |
|
SU965695A1 |
| JPH 03281150 A, 11.12.1991. | |||

