ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления режущей пластины в соответствии с ограничительной частью пункта 1 формулы изобретения. Настоящее изобретение также относится к устройству для изготовления режущей пластины в соответствии с ограничительной частью пункта 11 формулы изобретения.
УРОВЕНЬ ТЕХНИКИ
Режущие пластины являются металлорежущими инструментами для обработки металла фрезерованием, сверлением или точением или похожими способами формирования стружки. Режущие пластины производятся методами порошковой металлургии из металлического порошка, например, смеси, включающей карбид вольфрама и кобальт такой, как твердосплавный порошок, или из керамического порошка, например, смеси, включающей оксид алюминия, нитрид кремния и карбид кремния. Режущие пластины также могут быть изготовлены из керметов, например, из смеси, включающей карбид титана и никель, или других материалов таких, как, например, сBN материалы. Порошок компактируется в заготовку режущей пластины посредством противолежащих первого и второго пуансонов в полости матрицы. После компактирования заготовка режущей пластины удаляется из полости матрицы и подвергается спеканию в определенную режущую пластину.
Как правило, режущие пластины выполняются со сквозным отверстием, посредством которого режущая пластина может быть прикреплена к держателю инструмента посредством винта или штифта.
При изготовлении определенных типов режущих пластин, так называемых «тангенциальных пластин» или «пластин с поперечным отверстием», сквозное отверстие образуется посредством центрового стержня, который вставляется в полость матрицы в направлении, которое не параллельно главному направлению прессования.
Проблема, относящаяся к изготовлению тангенциальных пластин, состоит в том, что непараллельное расположение центрового стержня по отношению к главному направлению прессования вызывает изменение в распределении плотности в заготовке режущей пластины вокруг сквозного отверстия. Когда заготовка режущей пластины усаживается в процессе спекания, неравномерное распределение плотности вызывает деформацию сквозного отверстия.
Различные попытки были предприняты в прошлом для решения этой проблемы.
В WO 2009/085002 описан способ, который использует центровой стержень, разделенный на отдельные охватываемую и охватывающую части, чтобы образовать сквозное отверстие. В процессе этапа компактирования охватываемая и охватывающая части центрового стержня вдавливаются одна в другую, чтобы увеличить плотность порошка вокруг сквозного отверстия. Хотя способ по WO 2009/085002 признан успешным в некоторых пределах, он оставляет место для дальнейших улучшений в размерной точности сквозного отверстия. Способ по WO 2009/085002 включает также использование центрового стерня сложной конструкции и много осевого прессового оборудования.
В US 6986866 B2 для образования сквозного отверстия используется центровой стержень некруглого поперечного сечения, чтобы компенсировать деформацию сквозного отверстия в процессе спекания. Однако, вследствие сложностей в предварительном определении и согласовании деформации сквозного отверстия с формой центрового стержня, способ по US 6986866 B2 не обеспечивает получения сквозных отверстий с высокой размерной точностью в спеченной режущей пластине.
Таким образом, задача настоящего изобретения состоит в создании способа, который позволяет изготавливать режущие пластины со сквозным отверстием с улучшенной размерной точностью. Задачей изобретения является также создание простого и мало затратного способа изготовления режущих пластин со сквозным отверстием с улучшенной размерной точностью. Задачей настоящего изобретения является также создание устройства, которое позволяет изготавливать режущие пластины, имеющие сквозное отверстие, с высокой размерной точностью.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с первым объектом изобретения по меньшей мере одна из указанных выше задач осуществляется посредством способа изготовления режущей пластины, имеющей сквозное отверстие, путем использования пресс-формы, содержащей матрицу, имеющую полость, продолжающуюся в ней вдоль первой оси прессования, первый пуансон и второй пуансон, которые подвижны в направлении к и от друг друга вдоль упомянутой первой оси прессования, и центровой стержень, который выполнен с возможностью размещения в полости матрицы в направлении, которое непараллельно первой оси прессования, при этом упомянутый способ включает этапы:
перемещения первого и второго пуансонов к положению заполнения матрицы;
введения центрового стержня в полость матрицы;
заполнения полости матрицы порошком;
перемещения первого и второго пуансонов в полости матрицы в направлении друг к другу вдоль первой оси прессования для компактирования порошка вокруг центрового стержня в заготовку режущей пластины;
перемещения центрового стержня и первого и второго пуансона в положение эжектирования, чтобы позволить удаление заготовки режущей пластины из матрицы;
спекания заготовки режущей пластины;
характеризующийся тем, что во время, по меньшей мере, части этапа компактирования центровой стержень поворачивают на заданный угол в изменяемом направлении вокруг его продольной оси.
Смещение и перераспределение порошка вблизи центрового стержня при повороте центрового стержня в изменяемом направлении вокруг его продольной оси в процессе этапа компактирования вызывает наиболее равномерное распределение плотности порошка вокруг сквозного отверстия заготовки режущей пластины. Низкая вариация плотности приводит к минимальным деформационным изменениям сквозного отверстия, когда заготовка режущей пластины усаживается в процессе спекания.
Другим преимуществом предложенного способа согласно изобретению является то, что режущие пластины произведенные по этому способу имеют наиболее низкую пористость по сравнению с режущими пластинами, изготовленными с помощью известных способов. Это позволяет получить в результате более прочные режущие пластины с длительной стойкостью.
Изобретение также относится к устройству для изготовления режущей пластины, имеющей сквозное отверстие, содержащему:
пресс-форму, содержащую матрицу, имеющую в ней полость, продолжающуюся через матрицу вдоль первой оси прессования, первый пуансон и второй пуансон, которые являются подвижными к и от друг друга и вдоль упомянутой первой оси прессования, и центровой стержень, который выполнен с возможностью введения в полость матрицы в направлении, которое непараллельно первой оси прессования, характеризующееся тем, что упомянутое устройство дополнительно включает приводное устройство, предназначенное для поворота центрового стержня на заданный угол в изменяемом направлении вокруг его продольной оси.
Другие модификации и варианты настоящего изобретения раскрыты в зависимых пунктах формулы изобретения и последующем подробном описании.
ОПРЕДЕЛЕНИЯ
«Изменяемое направление» означает, что центровой стержень поворачивается с чередованием в направлении по часовой стрелке и против часовой стрелки или в направлении против часовой стрелки/по часовой стрелке вокруг его продольной оси.
«Этап компактирования» означает период в процессе изготовления режущей пластины, в котором противолежащие пуансоны находятся в контакте с порошком, пуансоны движутся навстречу друг другу в полости матрицы и плотность порошка в ней увеличивается. «Этап компактирования» начинается, когда противолежащие пуансоны находятся в некомпактирующем контакте с порошком. «Этап компактирования» заканчивается, когда противолежащие пуансоны перемещены в направлении друг к другу в полости матрицы в положение, которое определяется конечными требуемыми размерами заготовки режущей пластины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1: схематичный чертеж, показывающий устройство для изготовления режущей пластины в соответствии с первым вариантом изобретения.
Фиг. 2а и 2b: схематические чертежи, показывающие центровой стержень в соответствии с модификацией изобретения.
Фиг. 3а-3f: схематические чертежи, показывающие этапы способа изготовления режущей пластины в соответствии с изобретением.
Фиг. 4: схематический чертеж, показывающий распределение порошка в процессе изготовления режущей пластины в соответствии с предложенным способом.
Фиг. 5: схематический чертеж, показывающий режущую пластину, изготовленную посредством предложенного способа.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг. 1 показывает устройство 100, используемое для осуществления предложенного способа. Устройство включает пресс-форму 20, которая содержит матрицу 11, которая образует периферийную стенку 17 вокруг полости 12 матрицы, проходящей через матрицу 11. Полость матрицы является сквозной, т.е. открытой с обоих концов. Пресс-форма 20 содержит также первый пуансон 13 и второй пуансон 14. Пуансоны 13 и 14 расположены противоположно друг другу и являются подвижными в направлении друг к другу и друг от друга вдоль первой оси А прессования, которая проходит через центр полости 12 матрицы и центр первого и второго пуансонов 13, 14. Пуансоны 13, 14 расположены так, что они могут двигаться друг к другу в полости 12 матрицы для компактирования порошка в заготовку режущей пластины. При этом первый, верхний, пуансон 13 расположен так, что он может быть вынут из полости 12 матрицы, чтобы позволить заполнение порошком полости матрицы или чтобы позволить удаление заготовки режущей пластины из полости матрицы. Второй, нижний, пуансон 14 расположен так, что он может быть вдвинут в полость 12 матрицы, чтобы вытолкнуть из неё заготовку режущей пластины. Это также возможно, если первый пуансон и/или второй пуансон состоят из двух или более концентрично расположенных пуансонов, которые могут быть независимо передвинуты вдоль первой оси А прессования (не показано на фиг. 1). Возможно также, что пресс-форма содержит третий и четвертый пуансон, которые являются подвижными вдоль второй оси прессования, продолжающейся в направлении непараллельном первой оси А прессования (не показаны на фиг. 1).
Пресс-форма 20 включает также центровой стержень 15 для образования сквозного отверстия в заготовке режущей пластины во время компактирования.
Центровой стержень 15 выполнен с возможностью введения в полость 12 матрицы через отверстие 16, которое продолжается через периферийную стенку 17 матрицы 11. Отверстие 16 в периферийной стенке 17 расположено так, что центровой стержень 15 вставляется в полость матрицы в направлении, которое непараллельно первой оси А прессования. Следовательно, отверстие 16 расположено в периферийной стенке 17 так, что, когда центровой стержень 15 введен в отверстие 16, продольная ось В, проходящая через центр центрового стержня 15 (и центр отверстия 16) пересекает первую ось А прессования, проходящую через центр полости 12 матрицы. На фиг. 1 отверстие 16 расположено так, что продольная ось В через центр центрового стержня 15 перпендикулярна первой оси А прессования. Однако, возможно расположение оси 16 так, что продольная ось В центрового стержня 15 пересекает первую ось А прессования под любым другим углом.
Центровой стержень 15 может иметь круглое поперечное сечение или некруглое поперечное сечение, т.е. овальное или эллиптическое поперечное сечение.
Центровые стержни с круглым поперечным сечением имеют преимущество, поскольку они могут быть изготовлены с низкой стоимостью и в соответствии с предложенным способом выполняют сквозные отверстия с приемлемой размерной точностью. Однако, в определенных случаях, где требования к размерной точности сквозных отверстий являются очень высокими, может быть необходимо обеспечить некруглое сквозное отверстие в заготовке режущей пластины и, следовательно, центровой стержень с некруглым поперечным сечением может быть использован в предложенном способе. В процессе спекания некруглое сквозное отверстие деформируется в круглое сквозное отверстие посредством деформационных изменений, вызванных усадкой заготовки режущей пластины.
В соответствии с модификацией предложенного устройства, см. фиг. 2а и 2b, центровой стержень 15 включает первую секцию 15а и вторую секцию 15b, которые введены с противоположных направлениях в полость 12 матрицы так, что передние участки 18а и 18b секций 15а, 15b центрового стержня контактируют друг с другом в полости 12 матрицы для образования непрерывного центрового стержня. Секции 15а, 15b центрового стержня введены через соответствующие отверстия 16а и 16b в периферийной стенке 17 матрицы 11. Это дает возможность образовать нецилиндрические сквозные отверстия в режущей пластине. На фиг. 2а и 2b секции 15а, 15b центрового стержня приспособлены для выполнения нецилиндрического сквозного отверстия в заготовке режущей пластины.
На фиг. 2а и 2b передний участок 18а имеет охватываемую форму, а передний участок 18b имеет охватывающую форму так, что передний участок 18а может быть введен в передний участок 18b для образования непрерывного центрового стержня. Однако, очевидно, что передние участки секций центрового стержня могут иметь другие формы. Например, оба передних участка 18а и 18b могут иметь охватываемую форму и контактировать друг с другом в полости матрицы для образования непрерывного центрового стержня (не показан).
Пресс-форма 20 может быть приспособлена для приобретаемого на коммерческих условиях пресса такого, как CA-SP 160 Electric, который поставляется на коммерческих условиях компанией Osterwalder AG.
В соответствии с изобретением устройство 100 включает также приводные средства 30 для поворота центрового стержня 15 в изменяемом направлении вокруг его продольной оси В, см. фиг. 1. Приводные средства могут быть, например, электрическим, гидравлическим или пневматическим двигателем, который соединен с центровым стержнем 15. Зубчатое устройство и контроллер (не показаны) могут также быть расположены между приводными средствами 30 и центровым стержнем 15, чтобы контролировать перемещение центрового стержня. Во время этапа компактирования приводные средства 30 поворачивают центровой стержень на заранее заданный угол в первом направлении, например, по часовой стрелке вокруг его продольной оси и затем - на заранее заданный угол в противоположном направлении, например против часовой стрелки. Приводные средства 30 могут быть приспособлены для повторяющегося поворота центрового стержня 15 в изменяемых направлениях. Датчик, который измеряет угол поворота такой, как преобразователь углового положения, может быть использован, чтобы гарантировать, что центровой стержень повернут на заранее заданный угол.
Устройство 100 может также включать печь 60 для спекания заготовок режущей пластины, которые изготовлены в пресс-форме 20.
В дальнейшем предложенный способ будет описан с отсылкой к фиг. 3а-3f.
Предложенный способ осуществляется устройством 100, содержащим пресс-форму 20 и приводные средства 30, как описано выше.
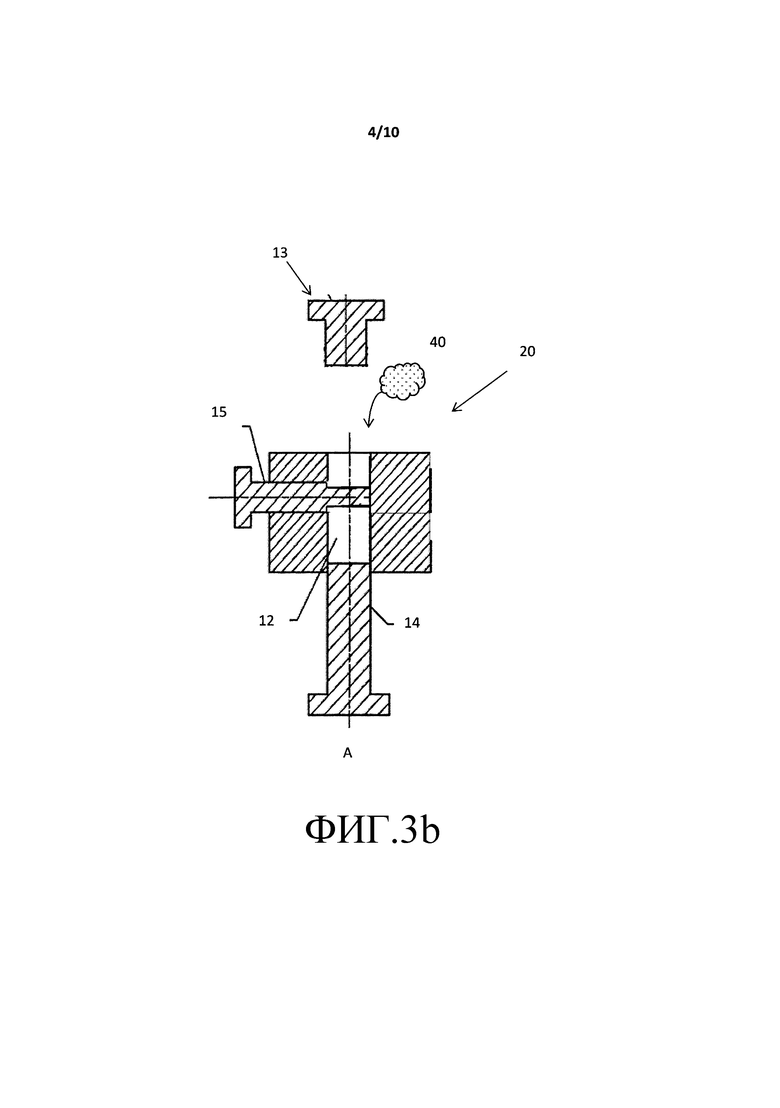
На первом этапе, см. фиг. 3а, центровой стержень 15 и первый и второй пуансоны 13, 14 перемещают в положение заполнения матрицы, чтобы дать возможность заполнить полость 12 матрицы заранее заданным количеством порошка. При этом первый пуансон 13 перемещается от полости 12 матрицы, а второй пуансон 14 перемещается в полость матрицы к положению ниже отверстия 16 для центрового стержня 15.
На втором этапе, см. фиг. 3b, центровой стержень 15 вставляют в полость 12 матрицы через отверстие 16. На фиг. 3а-f центровой стержень 15 является одним единственным непрерывным центровым стержнем. Однако, как описано выше с отсылкой на фиг. 2а и 2b, возможно, что центровой стержень содержит две секции, которые вставляют с противоположных направлений в полость матрицы.
На третьем этапе, см. фиг. 3b, полость 12 матрицы заполняют требуемым количеством порошка 40, например, посредством так называемого «заполняющего башмака» (не показан). Порошок имеет состав, который подходит для изготовления режущих пластин. Например, порошок включает смесь твердых частиц таких, как карбид фольфрама и частиц связки таких, как кобальт. Количество и тип порошка зависит от типа изготавливаемой режущей пластины.
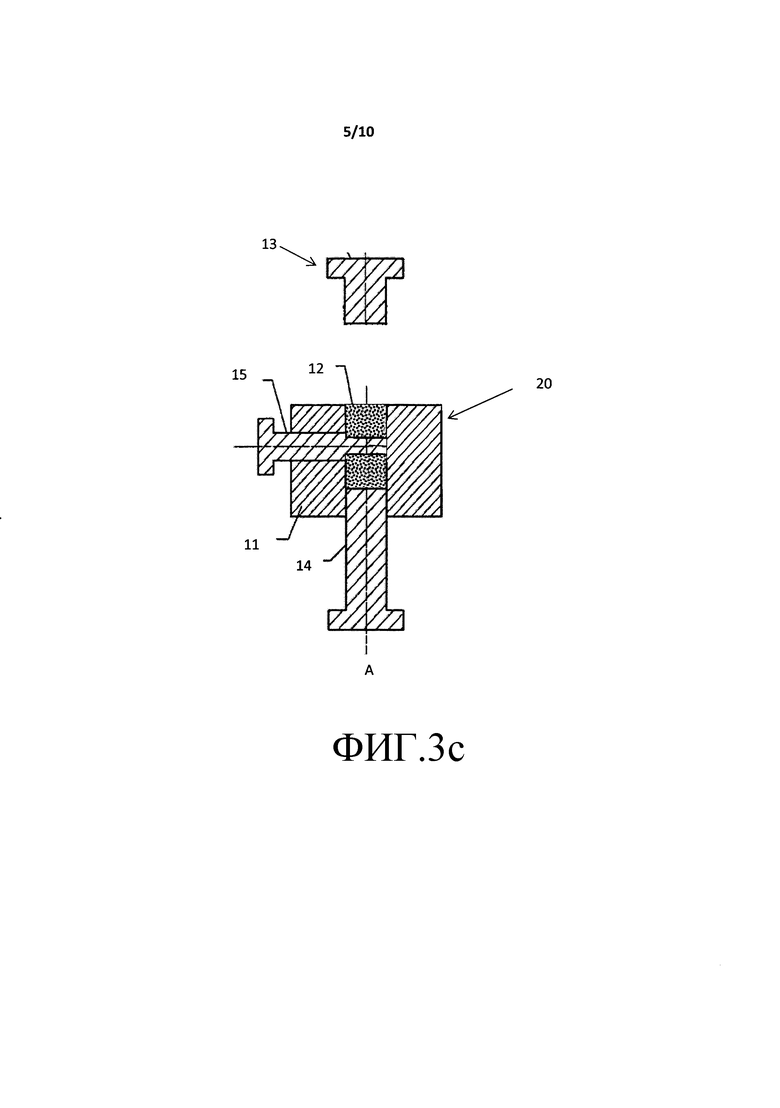
После заполнения полости 12 матрицы второй, нижний пуансон 14 может быть вдвинут в полость 12 матрицы для равномерного распределения порошка вокруг центрового стержня 15, см. фиг. 3с. Перемещение второго пуансона 14 также может быть выполнено с этой целью в процессе заполнения полости матрицы.
На четвертом этапе, этапе компактирования первый и второй пуансоны двигают навстречу друг другу в полости матрицы вдоль главной оси А прессования для компактирования порошка в заготовку режущей пластины. Этап компактирования начинается, когда оба противолежащий пуансона находятся в некомпактирующем контакте с порошком в полости матрицы, и заканчивается, когда пуансоны перемещены друг к другу в полость матрицы в положение, которое определяется конечными размерами изготавливаемой заготовки режущей пластины.
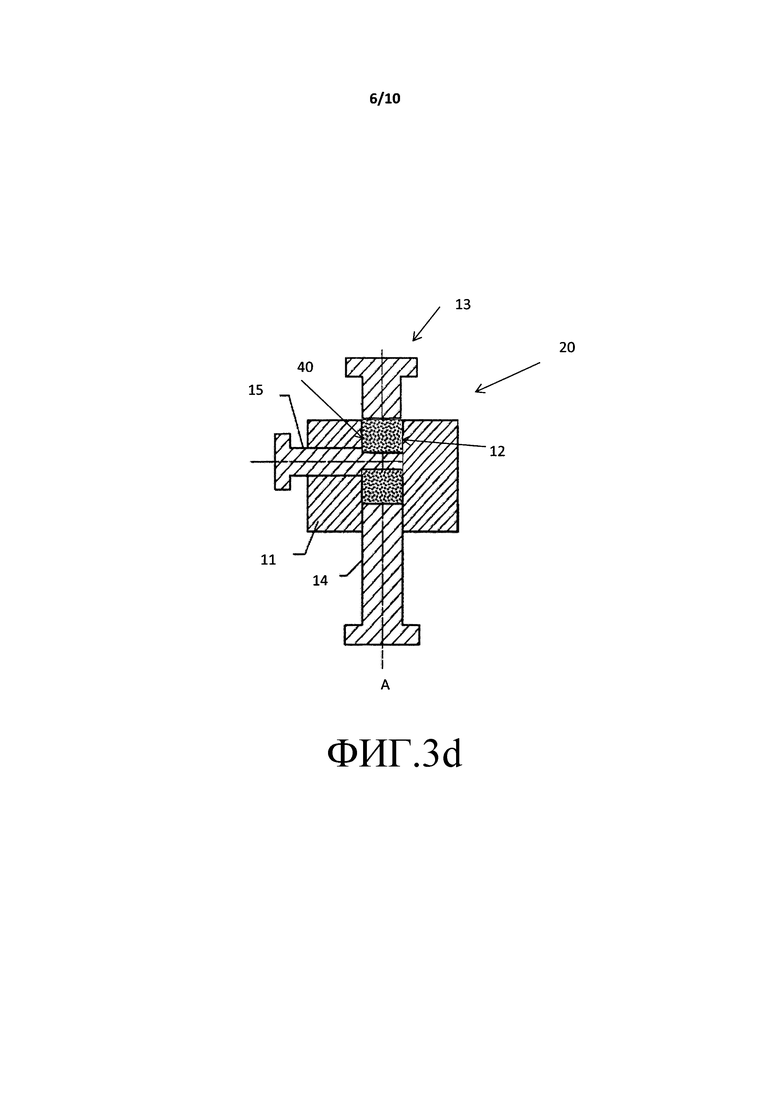
Фиг. 3d показывает положение первого и второго пуансонов 13, 14 вначале этапа компактирования, т.е. первый верхний пуансон 13 и второй нижний пуансон 14 находятся в некомпактирующем контакте с порошком 40 в полости 12 матрицы. Очевидно, что перед этапом компактирования верхний первый пуансон 13 может быть перемещен от положения над полостью матрицы (см. фиг. 3с) в положение, показанное на фиг. 3d. Это перемещение и этап компактирования могут быть выполнены за один непрерывный ход.
Фиг. 3е показывает пресс-форму 20 в процессе этапа компактирования. Первый верхний пуансон 13 и второй нижний пуансон 14 при этом перемещаются навстречу друг другу в полости 12 матрицы для компактирования порошка 40 вокруг центрового стержня 15. В процессе этапа копмактирования сила (F), которая приложена к первому пуансону и второму пуансону, может быть измерена и использована для контроля компактирования порошка.
Этап компактирования заканчивается, когда противолежащие пуансоны перемещены друг к другу в полости матрицы в положение, которое определяется конечными размерами изготавливаемой заготовки режущей пластины (не показана на фиг.).
После завершения этапа компактирования, см. фиг. 3f, центровой стержень 15 и первый и второй пуансоны 13 и 14 перемещают в положение эжектирования, чтобы позволить удаление режущей пластины из полости матрицы. При этом центровой стержень 15 отводится из полости матрицы через отверстие 16 в стенке 17 матрицы 11. Второй, нижний пуансон 14 перемещают затем в полость 12 матрицы и посредством этого выталкивают заготовку 50 режущей пластины из полости 12 матрицы и одновременно первый, верхний пуансон 13 двигают наружу и от полости 12 матрицы.
Затем заготовка режущей пластины спекается на этапе спекания в режущую пластину. Спекание выполняют путем помещения заготовки режущей пластины в печь для спекания, которая нагревается до заранее определенной температуры выше точки плавления частиц связки, но ниже точки плавления твердых частиц. Заданная температура, как правило, составляет 1250°С-1950°С в зависимости от типа материала связки. Во время этого процесса объем режущей пластины, как правило, уменьшается на 35-55% вследствие того, что частицы связки расплавляются и пористость уменьшается. Затем спеченная режущая пластина может быть подвергнута завершающей обработке такой, как шлифование и покрытие.
В соответствии с изобретением центровой стержень 15 поворачивают во время, по меньшей мере, части этапа компактирования на заданный угол в изменяемом направлении вокруг его продольной оси. Более конкретно, центровой стержень 15 сначала поворачивают на заданный угол в первом направлении вокруг его продольной оси В (например, в направлении по часовой стрелке). Затем, центровой стержень поворачивают на заданный угол в противоположном направлении вокруг его продольной оси В (т.е. в направлении против часовой стрелки). Фиг. 3е показывает схематично посредством стрелки 70 поворот центрового стержня 15 в изменяемом направлении вокруг его продольной оси В.
Очевидно, что поворот центрового стержня может быть начат как в направлении по часовой стрелке, так и в направлении против часовой стрелки. Также очевидно, что каждый раз центровой стержень 15 может быть повернут на один и тот же или различные углы. Например, центровой стержень 15 может быть повернут на 30° в направлении по часовой стрелке. Затем центровой стержень 15 может быть повернут на 30° в направлении против часовой стрелки, после этого на 30° в направлении по часовой стрелке и затем на 30° в направлении против часовой стрелки и.т.д. В соответствии с другим примером центровой стержень 15 может быть сначала повернут на 10° в направлении по часовой стрелке. Затем центровой стержень 15 может быть повернут на 20° в направлении против часовой стрелки, после этого на 15° в направлении по часовой стрелке, затем на 40° в направлении против часовой стрелки и.т.д.
Установлено, что поворот центрового стержня во время этапа компактирования приводит к наиболее равномерному распределению плотности в порошке вокруг сквозного отверстия в заготовке режущей пластины. Это будет объяснено далее с отсылкой к фиг. 4.
Фиг. 4 схематически показывает увеличенный вид спереди на участок пресс-формы во время этапа компактирования. Порошок 40 распределен вокруг центрового стержня 15 и сжат между первым и вторым пуансонами 13, 14. Вследствие расположения по одной линии по оси первого и второго пуансонов 13, 14 и расположения центрового стержня 15 в полости матрицы, порошок будет скомпактирован с различной плотностью в различных секциях заготовки режущей пластины. Фиг. 4 схематически показывает центральную секцию (i), периферийную секцию (ii) и среднюю секцию (iii) заготовки режущей пластины. Различные секции схематически выделены на фиг. 4 пунктирными линиями, однако, следует понимать, что реальное распределение плотности в заготовке режущей пластины является более сложным. Наибольшая плотность достигается в центральных секциях (i) вследствие короткого расстояния между пуансоном и центровым стержнем. Наименьшая плотность достигается в средних секциях (iii) вследствие относительно длинного расстояния между первым и вторым пуансоном.
Когда центровой стержень поворачивается в изменяемом направлении вокруг его продольной оси во время компактирования порошка, трение между центровым стержнем и окружающим порошком вызывает сдвиг порошка в области R ближней к центровому стержню. Без ограничения какой-либо теорией установлено, что сдвиг порошка выравнивает различие в его плотности в области вокруг центрового стержня. Точный механизм, лежащий в основе этого, полностью не известен, однако установлено, что, по меньшей мере, на некотором протяжении это может быть вследствие перераспределения порошка от центральных секций заготовки режущей пластины к её периферийным и центральным секциям (см. стрелки на фиг. 4).
Общим эффектом является наиболее равномерное распределение плотности вокруг сквозного отверстия в заготовке режущей пластины, которое в свою очередь приводит к минимуму деформации сквозного отверстия при усадке заготовки режущей пластины во время спекания. Другой положительный эффект состоит в том, что выравнивание плотности в заготовке режущей пластины вызывает общее уменьшение пористости в заготовке режущей пластины. Этот эффект особенно высок в средней секции (iii) заготовки режущей пластины.
Для выравнивания плотности вокруг сквозного отверстия заготовки режущей пластины необходимо повернуть центровой стержень на угол больше, чем 0°. Плотность порошка в средней и периферийной секциях заготовки режущей пластины увеличивается с увеличением угла поворота и, следовательно, большие углы являются предпочтительными. Однако, заданный угол не должен превышать 180°, поскольку это вызовет несимметричное распределение плотности.
Предпочтительно, заданный угол должен быть 90° или менее. Установлено, что равномерное распределение плотности посредством этого достигается вокруг сквозного отверстия за счет перераспределения порошка от плотной центральной секции (i) заготовки режущей пластины к менее плотной средней секции (iii).
Установлено также, что большие углы поворота способствуют образованию трещины и, следовательно, угол поворота должен быть малым. Предпочтительно, заданный угол составляет 5-40°, более предпочтительно 10-30°, более предпочтительно 5-20°, более предпочтительно 10-20°. Установлено, что оптимальный сдвиг и хорошее перераспределение порошка посредством этого достигается вокруг центрового стержня. Это минимизирует риск образования трещин в заготовке режущей пластины.
Поворот центрового стержня может быть начат с самого начала этапа компактирования или во время или перед опусканием первого пуансона от положения над полостью матрицы. Поворот центрового стержня также может быть начат после начала этапа компактирования. Однако, во время этапа компактирования общая плотность в заготовке режущей пластины увеличивается и, когда плотность становится высокой, поворот центрового стержня может вызвать трещины в заготовке режущей пластины. С другой стороны установлено, что поворот центрового стержня в конце этапа компактирования вызывает более эффективное выравнивание плотности вокруг сквозного отверстия. Это, как установлено, вызвано более высокой скоростью сдвига и/или увеличенным перераспределением порошка вследствие высокого трения между центровым стержнем и порошком в конце этапа компактирования.
Принимая во внимание изложенное выше, предпочтительно поворачивать центровой стержень на большие углы такие, как 30-180°, вначале этапа компактирования таком, как ее первые 75% или 50% или 35%, и с меньшими углами такими, как 5-40°, ближе к концу этапа компактирования такому, как его последние 10% или 15% или 25% или 35%.
Однако, вследствие риска образования трещины, центровой стержень следует поворачивать только во время первой части этапа компактирования и оставлять неподвижным во время финальной части. Например, центровой стержень поворачивают во время начальных 90-95% этапа компактирования (т.е. 0-95% или 0-90% от нее) и оставляют неподвижным во время последних 5-10% этапа компактирования. Предпочтительно, поворот выполняют во время первых 75% этапа компактирования, более предпочтительно во время первых 50% этапа компактирования и оставляют неподвижным во время последних 25% этапа компактирования, более предпочтительно последних 50% от нее.
Например, центровой стержень может быть повернут на углы ≤90° в первые 50% этапа компактирования и на углы ≤45° от 50% до 85% этапа компактирования и на углы ≤5-10° от 85-95% этапа компактирования. Во время последних 5-15% этапа компактирования центровой стержень является неподвижным.
Возможно конечно поворачивать центровой стержень только во время конечного периода этапа компактирования, например, во время ее 50%-95%. Это, как установлено приводит к эффективному перераспределению порошка в заготовке режущей пластины.
Возможно, также начинать поворот центрового стержня с большого угла такого, как 180°, вначале этапа компактирования и постепенно уменьшать угол поворота до 0° к концу этапа компактирования.
Количество поворотов центрового стержня во время этапа компактирования является важным, поскольку установлено, что перераспределение порошка вокруг центрового стержня увеличивается с увеличением количества поворотов. Однако, слишком большое количество поворотов может вызвать трещины в заготовке режущей пластины. Следовательно, предпочтительно, поворачивать центровой стержень 20-100 раз во время этапа контактирования, более предпочтительно 30-70, наиболее предпочтительно 40-60 раз.
Этап компактирования является коротким и, как правило, длится только 0,3-1 секунду. Для того, чтобы иметь возможность поворота центрового стержня существенное количество раз, возможно, следует контролировать скорость противолежащих пуансонов во время этапа компактирования. Это может быть, например, достигнуто путем уменьшения скорости пуансонов или остановки перемещения пуансонов один или более раз во время этапа компактирования. Чтобы избежать слишком длительных этапов компактирования с уменьшением в результате производительности, количество поворотов следует поддерживать низким, например 30-70 поворотов.
Один поворот означает, что центровой стержень повернут на заданный угол в направлении как по часовой стрелке так и против часовой стрелки.
Следует учитывать, что риск трещин и распределение плотности в режущей пластине зависит от типа используемого порошка и конструкции режущей пластины. Следовательно, приведенные выше условия должны определяться для каждого индивидуального случая.
Фиг. 5 схематически показывает один пример тангенциальной режущей пластины 1, изготовленной предложенным способом. Режущая пластина является режущей пластиной с поперечным отверстием, т.е. она имеет сквозное поперечное отверстие 9. Режущая пластина имеет верхнюю и нижнюю передние поверхности 2 и 3, каждая из которых включает периферийную режущую кромку 4. В центре каждой передней поверхности образована стружечная поверхность 10 для дробления стружки. На фиг. 5 видна только верхняя передняя поверхность 2, однако верхняя и нижняя передние поверхности идентичны. Во время изготовления передние поверхности 2 и 3 образуются верхним и нижним пуансонами. Режущая пластина 1 также включает противолежащие фронтальные поверхности 5 и 6 и противолежащие боковые поверхности 7 и 8, которые продолжаются между верхней и нижней передними поверхностями 2 и 3. Во время изготовления фронтальные и боковые поверхности образуются стенками полости 12 матрицы. Поперечное отверстие 9 для закрепления режущей пластины в державке инструмента (не показана) продолжается вдоль оси между передними поверхностями 2 и 3 и через противолежащие фронтальные поверхности 5 и 6. Следовательно, поперечное отверстие 9 продолжается не параллельно, а перпендикулярно направлению прессования во время изготовления пластины.
Хотя частные варианты раскрыты детально, это сделано только с целью иллюстрации и не предназначено для ограничения. В частности это предполагает, что различные замещения, изменения и модификации могут быть выполнены в объеме прилагаемой формулы изобретения.
Например, во время этапа компактирования сила F, которая прикладывается противолежащими пуансонами может быть измерена и использована для контроля угла и количества поворотов центрового стержня 15 (см. фиг. 3е). Приложенная сила F соответствует общей плотности заготовки режущей пластины и, следовательно, трению между центровым стержнем и порошком и, следовательно, является удобной, чтобы использовать для оптимизации угла и количества поворотов центрового стержня, чтобы избежать образования трещин.
Возможно, также измерять крутящий момент, который приложен к центровому стержню, и использовать это значение для контроля угла поворота и количества поворотов центрового стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН | 2012 |
|
RU2602310C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН | 2006 |
|
RU2402407C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНОЙ ПРЕССОВАННОЙ ЗАГОТОВКИ, А ТАКЖЕ ТВЕРДОСПЛАВНАЯ ПРЕССОВАННАЯ ЗАГОТОВКА | 2017 |
|
RU2727467C1 |
| Установка формования заготовок для режущих пластин | 2021 |
|
RU2764451C1 |
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2557844C1 |
| Вертикальная пресс-форма для изделий типа колец из порошковых материалов | 1991 |
|
SU1810225A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННОЙ ПОРОШКОВОЙ ЗАГОТОВКИ | 2003 |
|
RU2304036C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ РЕЖУЩЕЙ ПЛАСТИНЫ | 2014 |
|
RU2670825C9 |
| КОМПОЗИЦИОННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2429944C2 |







Группа изобретений относится к изготовлению режущей пластины, имеющей сквозное отверстие, которое продолжается в направлении, которое не параллельно главному направлению прессования. Способ включает перемещение первого и второго пуансонов в полости матрицы в направлении друг к другу вдоль первой оси прессования для компактирования порошка вокруг центрового стержня в заготовку режущей пластины, причем во время, по меньшей мере, части этапа компактирования центровой стержень поворачивают на заданный угол в изменяемом направлении вокруг его продольной оси. Предложено также устройство для изготовления режущей пластины. Обеспечивается изготовление режущей пластины с улучшенной размерной точностью. 2 н. и 13 з.п. ф-лы, 11 ил.
1. Способ изготовления режущей пластины (1), имеющей сквозное отверстие (9), посредством использования пресс-формы (20), содержащей матрицу (11), имеющую полость (12), продолжающуюся через матрицу (11) вдоль первой оси (А) прессования, первый пуансон (13) и второй пуансон (14), которые подвижны в направлении к и от друг друга и вдоль упомянутой первой оси (А) прессования, и центровой стержень (15), выполненный с возможностью введения в полость (12) матрицы в направлении, которое не параллельно первой оси (А) прессования, при этом упомянутый способ включает этапы:
перемещения первого и второго пуансонов (13, 14) к положению заполнения матрицы;
введения центрового стержня (15) в полость (12) матрицы;
заполнения полости (12) матрицы порошком;
перемещения первого и второго пуансонов (13, 14) в полость (12) матрицы друг к другу вдоль первой оси (А) прессования для компактирования порошка вокруг центрового стержня (15) в заготовку режущей пластины;
перемещения центрового стержня (15) и первого и второго пуансонов (13, 14) в эжекционное положение, чтобы позволить удаление заготовки режущей пластины из матрицы (11);
спекания заготовки режущей пластины;
отличающийся тем, что во время, по меньшей мере, части этапа компактирования центровой стержень (15) поворачивают на заданный угол в изменяемом направлении вокруг его продольной оси (В).
2. Способ по п. 1, в котором центровой стержень (15) поворачивают на один и тот же заданный угол вокруг его продольной оси (В).
3. Способ по п. 1 или 2, в котором центровой стержень (15) поворачивают на различные заданные углы вокруг его продольной оси (В).
4. Способ по п. 1, в котором заданный угол составляет ≤ 180º, предпочтительно ≤ 90º.
5. Способ по п.4, в котором заданный угол составляет 5-40°, более предпочтительно 10-30°, более предпочтительно 5-20°, более предпочтительно 10-20°.
6. Способ по п. 1, в котором центровой стержень (15) поворачивают во время 50-95% этапа компактирования.
7. Способ по п. 1, в котором центровой стержень (15) выполнен с возможностью введения в полость (12) матрицы в направлении, которое перпендикулярно первой оси (А) прессования.
8. Способ по п. 1, в котором центровой стержень (15) поворачивают заданное количество раз во время упомянутого этапа компактирования.
9. Способ по п. 8, в котором скорость пуансонов (13, 14) контролируют во время этапа компактирования в зависимости от заданного количества поворотов центрового стержня.
10. Способ по п. 1, в котором измеряют силу (F), приложенную к противолежащим пуансонам (13, 14) во время этапа компактирования, и используют для контроля угла поворота и/или количества поворотов центрового стержня.
11. Устройство (100) для изготовления режущей пластины (1), имеющей сквозное отверстие (9), содержащее:
пресс-форму (20), содержащую матрицу (11), имеющую полость (12), продолжающуюся через неё вдоль первой оси (А) прессования, первый пуансон (13) и второй пуансон (14), которые подвижны в направлении к и от друг друга и вдоль упомянутой первой оси (А) прессования, и центровой стержень (15), выполненный с возможностью введения в полость (12) матрицы в направлении, которое не параллельно первой оси (А) прессования,
отличающееся тем, что оно содержит приводные средства (30), предназначенные для поворота центрового стержня (15) на заданный угол в изменяемом направлении вокруг его продольной оси (В).
12. Устройство по п. 11, в котором центровой стержень (15) имеет круглое поперечное сечение.
13. Устройство по п. 11, в котором центровой стержень (15) имеет некруглое поперечное сечение.
14. Устройство по любому из пп. 11-13, в котором центровой стержень (15) содержит первую секцию (15а) и вторую секцию (15b), которые выполнены с возможностью введения с противоположных направлений в полость (12) матрицы так, что передние участки (18а, 18b) каждой секции (15а, 15b) центрового стержня контактируют друг с другом в полости (12).
15. Устройство по п. 11, содержащее печь (60) для спекания заготовки режущей пластины.
| WO 2009085002 A1, 09.07.2009 | |||
| JP 2009125796 A, 11.06.2009 | |||
| Устройство для прессования изделий с осевым отверстием | 1977 |
|
SU622575A1 |

