[001] Настоящее раскрытие относится к способу и устройству для изготовления твердосплавной прессованной заготовки, а также к твердосплавной прессованной заготовке. Кроме того, настоящее раскрытие относится к изготовлению заготовок для спекания деталей из твердых сплавов, в частности режущих инструментов. Режущие инструменты могут включать, например, режущие вставки, неперетачиваемые режущие пластины и тому подобное.
[002] Обычно режущие инструменты из твердых сплавов спекаются при высоких температурах. Для изготовления точных по форме промежуточных продуктов, также называемых прессованными заготовками, заготовками или полуфабрикатами, известно два основных способа. Один способ относится к изготовлению путем пластического формообразования при помощи литья под давлением. Другой подход касается изготовления прессованных заготовок посредством прессования. В настоящем раскрытии в первую очередь рассматривается прессование порошка твердого сплава под высоким давлением с изготовлением прессованных заготовок для производства методом порошковой металлургии режущих инструментов и аналогичных изделий.
[003] Из WO 2013/024473 А1 известна пресс-форма для изготовления твердосплавной прессованной заготовки, причем пресс-форма имеет центральную ось, определяющую осевое и радиальное направление, основу со сквозным отверстием, радиально ориентированными каналами пуансона и радиально ориентированными каналами матрицы, верхний пуансон и расположенный напротив нижний пуансон, множество боковых пуансонов, расположенных попарно с возможностью перемещения в каналах пуансона в радиальном направлении, и множество стержней матрицы, выполненных с возможностью перемещения в радиальном направлении в каналах матрицы, причем каждый стержень матрицы связан с двумя соседними боковыми пуансонами, причем каждый стержень матрицы имеет переднюю формообразующую поверхность матрицы, ограниченную боковой кромкой стержня матрицы, и две направляющие поверхности матрицы, расходящиеся от нее назад, и оба соседних боковых пуансона выполнены с возможностью скольжения по направляющим поверхностям общего стержня матрицы.
[004] При помощи этой пресс-формы могут быть сформированы сложные контуры, пригодные для режущих инструментов. Однако такая пресс-форма имеет сложную конструкцию, а ее эксплуатация требует больших расходов. В частности, с высокими расходами связано параллельное управление основными пуансонами (верхние пуансоны и нижние пуансоны) и вспомогательными пуансонами (боковые пуансоны).
[005] Недостаток этой концепции пресс-формы состоит в том, что описанная конструкция пресс-формы, например, не позволяет изготавливать способом прессования режущую пластину, упомянутую в качестве примера в рамках этого раскрытия, не создавая режущие кромки, не подверженные отрицательному влиянию линий разъема пресс-формы или заусенцев, в частности, пересекающиеся. То же относится и к другим аналогично выполненным прессованным заготовкам.
[006] Из DE 102013204370 A1, DE 102010048183 А1 и WO 2015/120496 А1 известны аналогичные концепции пресс-формы. В каждом из указанных документов рассматриваются пресс-формы, в которых оси основного пуансона образуются верхним пуансоном и нижним пуансоном. Если боковые пуансоны и предусмотрены, то они образуют не основной, а лишь вспомогательный пуансон. Твердосплавные прессованные заготовки, изготовленные таким образом, имеют определенное распределение структуры, определенное главным направлением прессования.
[007] Примером режущей вставки является так называемая неперетачиваемая режущая пластина. Такая неперетачиваемая режущая пластина описана в DE 102012108752 В фирмы-заявителя. Преимущество такой неперетачиваемой режущей пластины состоит в наличии четырех лезвий, причем режущая вставка состоит из по существу идентичных, смещенных на 180° относительно друг друга подтел, каждое из которых образует два лезвия. Другими словами, режущая вставка может быть повернута вокруг центральной оси на 180°, благодаря чему могут использоваться два лезвия. Кроме того, режущая вставка в целом может быть повернута на 180° вокруг оси, расположенной перпендикулярно центральной оси, в результате (после соответствующей выравнивания этой повернутой ориентации относительно центральной оси) могут использоваться два других лезвия.
[008] Заготовки для таких деталей регулярно производятся литьем под давлением и подвергаются довольно значительной дополнительной обработке.
[009] Режущие вставки названного типа, имеющие также специальное название "тангенциальные режущие пластины", чаще всего применяются в металлообработке, в частности при фрезеровании или токарной обработке. Данные режущие вставки используются главным образом для так называемого плоского фрезерования или, соответственно, для торцевого фрезерования. Фрезерные инструменты, в которых применяются такие режущие вставки, как правило, содержат вращательно-симметричную державку, на которой по периферии с возможность отсоединения закреплена по меньшей мере одна, однако чаще всего множество таких режущих вставок.
[0010] Снятие материала с заготовки в процессе фрезерования обеспечивается с помощью высокоточных лезвий или, соответственно, режущих кромок, образованных в режущих вставках. Для того чтобы сохранить как можно меньший износ, выдержать очень большие силы резания, возникающие при обработке, и обеспечить как можно более высокую точность, чаще всего эти режущие вставки изготавливаются из твердого сплава. Однако из-за высокого напряжения материала с течением времени режущие кромки изнашиваются. Поэтому особенно при фрезеровании, требующем высокой точности, по истечении некоторого времени режущие вставки необходимо заменять.
[0011] Чтобы избежать необходимости, после износа лезвий каждый раз заменять сравнительно дорогие режущие вставки в целом, были разработаны многосторонние режущие вставки, имеющие множество лезвий, расположенных симметрично друг другу.
[0012] Кроме того, при конструировании матриц для производства методом порошковой металлургии твердосплавных прессованных заготовок обращается внимание на то, чтобы не предусматривать линии разъема формы, проходящей через режущие кромки или, соответственно, поперек режущих кромок. Тем не менее, режущие кромки предпочтительно лежат в плоскости разъема. Это может привести к тому, что заготовки определенных режущих инструментов не могут быть изготовлены посредством прессования без дополнительной обработки или с небольшой дополнительной обработкой.
[0013] Еще одна проблема при расчете пресс-форм для изготовления прессованных заготовок для твердосплавных инструментов касается извлечения из формы скошенных, заостренных фасок или, соответственно, тангенциальных переходов, оканчивающихся плоскостью разъема. Часто это приводит к тому, что детали матрицы или, соответственно, части пресса, отражающие форму прессованной заготовки, по меньшей мере на некоторых участках могут быть выполнены с очень тонкими стенками или с заостренной формой. Это увеличивает износ и опасность разрушения и, таким образом, предпочтительно предотвращается.
[0014] Прессование твердосплавных прессованных заготовок происходит при очень высоких давлениях, значения которых могут лежать в пределах от приблизительно 2000 до приблизительно 4000 бар (от 0,2 до 0,4 ГПа). Прессование порошков твердого сплава трудно сравнить или даже приравнять к прессованию металлического порошка или других порошкообразных материалов. Причина заключается в так называемом упругом деформировании твердосплавных прессованных заготовок. В отличие от прессованных заготовок на основе металлического порошка, они в значительной степени состоят из пластификаторов (например, парафины, воски) и являются пористыми, т.е. содержат воздушные включения или, соответственно, полости. Упругое деформирование, например, может проявиться в виде увеличения объема после прессования, которое может составить приблизительно 3% исходного объема.
[0015] Прессовальные устройства для прессования твердых сплавов обычно не имеют дополнительных пуансонов, кроме основных пуансонов, связанных с главной осью прессования. Как описано выше, в случае основных пуансонов обычно речь идет о верхнем пуансоне и нижнем пуансоне, которые могут перемещаться в вертикальном направлении и, в частности, могут перемещаться друг к другу, чтобы изготовить прессованную заготовку.
[0016] В области порошковой металлургии для изготовления изделий из твердых сплавов эти основные пуансоны не могут быть просто дополнены дополнительными (боковыми) пуансонами, выполненными приблизительно аналогично боковым толкателям при литье под давлением, но действующими в качестве пуансонов. Во-первых, это обусловлено, высокими давлениями в процессе прессования. Кроме того, такие (боковые) пуансоны могли бы негативно повлиять на распределение плотности прессовки прессованной заготовки. В рамках данного раскрытия распределение плотности прессовки также называется распределением структуры прессованного изделия.
[0017] Вышеописанное ограничение не исключает того, что иногда могут использоваться вспомогательные пуансоны, перемещаемые вдоль плоскости, наклоненной относительно вертикали. Однако такие вспомогательные пуансоны обычно используются только для создания второстепенных контуров, например сквозных отверстий, боковых канавок и т.п. Эффективная площадь действия такого вспомогательного пуансона на прессованную заготовку обычно значительно меньше, чем площадь соответствующей стороны стенки матрицы, охватывающей прессованную заготовку.
[0018] Чтобы создать как можно более предпочтительную структуру детали, в частности обеспечить достаточно однородную плотность прессовки, обычно основные пуансоны стремятся рассчитать так, чтобы, если смотреть в вертикальном направлении, они полностью покрывали силуэт или, соответственно, контур прессованной заготовки. В противном случае, т.е., если бы основной пуансон был бы меньше силуэта прессованной заготовки, при прессовании дело бы дошло до неблагоприятных распределений напряжений или, соответственно, распределений давлений, так как не все поперечное сечение прессованной заготовки непосредственно подвергалось бы давлению прессования, создаваемому (преимущественно) основным пуансоном.
[0019] Кроме пуансонов, матрица обычно имеет дополнительные элементы формы для прессования заготовок для изготовления твердосплавных режущих инструментов, но указанные элементы участвуют в процессе прессования не активно (как пуансон с приводом). В принципе, такие элементы формы могут быть подвижными, и в этом случае они, например, называются толкателями. Несмотря на это, возможны и неподвижные элементы формы. Как правило, во время самого процесса прессования элементы формы не перемещаются. Подвижные элементы формы, например толкатели и т.п., перемещаются для процесса извлечения из пресс-формы, чтобы извлечь из нее прессованную заготовку.
[0020] На этом фоне в основе настоящего раскрытия лежит задача, предложить способ и устройство для изготовления твердосплавных прессованных заготовок, имеющих форму, приблизительно соответствующую окончательному контуру, в частности для изготовления спеченных заготовок для режущих инструментов, обеспечивающие высокую степень свободы выбора при принятии конструктивных решений в отношении геометрии инструмента и изготовление с предпочтительным распределением структуры прессованного изделия или, соответственно, с предпочтительным распределением плотности прессовки. В частности, должно быть упрощено изготовление твердосплавных прессованных заготовок, имеющих несколько симметричных форм. Это может относиться к прессованным заготовкам, лезвия которых вращательно-симметричны относительно оси, например, центральной оси, причем, кроме того, предусмотрено вращательно-симметричное исполнение относительно средней плоскости. Таким образом, получающийся режущий инструмент может вращаться вокруг двух пространственных осей, так что в определенное положение может быть установлено каждое из четырех лезвий.
[0021] Это в частности касается и прессованных заготовок для режущих инструментов, имеющих режущие кромки, ориентированные в противоположном направлении и обращенные в противоположную друг от друга сторону. Кроме того, по возможности следует описать изготовление твердосплавных прессованных заготовок, делающих возможным изготовление режущих кромок, не подверженных отрицательному влиянию линий разъема пресс-формы или заусенцев, в частности, пересекающихся. Наконец, следует предложить способ и устройство, обеспечивающие использование пуансонов особенно прочной конструкции и предпочтительно также элементов формы, в частности не имеющих слишком тонких и заостренных участков.
[0022] Что касается способа, то поставленная задача решается благодаря способу изготовления твердосплавных прессованных заготовок, имеющих форму, приблизительно соответствующую окончательному контуру, в частности для изготовления спеченных заготовок для режущих инструментов, включающему следующие этапы:
- предоставление составной матрицы, содержащей множество боковых элементов формы, определяющих боковые поверхности полости для прессованной заготовки,
причем по меньшей мере один боковой элемент формы, кроме того, задает участок верхней стороны указанной полости,
- подвод боковых элементов формы,
- подвод по меньшей мере двух боковых элементов пуансона, причем по меньшей мере два боковых элемента формы имеют направляющую выемку для бокового элемента пуансона,
- подвод наполняющего модуля через отверстие полости и заполнение полости порошком твердого сплава,
- подвод по меньшей мере одной верхней части формы, задающей участок верхней стороны указанной полости,
- удерживание боковых элементов формы и верхней части формы,
- уплотнение порошка указанными по меньшей мере двумя боковыми элементами пуансона и
- открытие боковых элементов формы, верхней части формы и элементов пуансона для извлечения прессованной заготовки из формы.
[0023] Таким образом полностью решается задача изобретения.
[0024] Предлагаемый способ позволяет изготавливать прессованные заготовки, которые до сих пор могли изготавливаться только с высокими расходами на дополнительную обработку. Кроме того, этот способ может по меньшей мере частично заменить или по меньшей мере дополнить изготовление спеченных заготовок для режущих инструментов посредством литья под давлением. Благодаря конфигурации боковых элементов формы и боковых элементов пуансона возможна большая свобода выбора при принятии конструктивных решений. В частности, можно прессовать и извлекать из пресс-формы заготовки, которые обычными способами прессования можно было изготовить лишь с трудом.
[0025] Преимущество изготовления по данному способу состоит в том, что без чрезмерного уменьшения толщины стенок могут быть выполнены прочные используемые элементы формы и пуансона. Кроме того, благодаря расположению элементов формы и пуансона предлагаемый способ при прессовании делает возможным предпочтительное распределение структуры или, соответственно, давления. Изготовленные таким образом прессованные заготовки имеют высокую однородность.
[0026] В рамках предлагаемого способа изготовления могут быть изготовлены прессованные заготовки для деталей, режущие кромки которых в необработанном после спекания состоянии с точки зрения срока службы и износостойкости превосходят шлифованные режущие кромки. Непосредственно при прессовании режущие кромки могут быть изготовлены так, чтобы их форма приблизительно или даже точно соответствовала окончательному контуру без необходимости значительной дополнительной обработки посредством шлифовки.
[0027] Предпочтительно, когда верхняя часть формы удалена с полости, верхняя часть формы освобождает отверстие полости для заполнения полости порошком твердого сплава.
[0028] В примерном варианте осуществления по меньшей мере один боковой элемент формы образует участок верхней стороны полости. Верхняя часть формы образует еще один (другой) участок верхней стороны полости. Еще в одном примерном варианте осуществления тот же или другой элемент формы образует участок нижней стороны полости. При использовании нижней части формы она образует еще один (другой) участок нижней стороны полости.
[0029] Предпочтительно способ подходит для изготовления прессованных заготовок, на основе которых изготавливаются режущие инструменты или режущие вставки, имеющие по существу симметричные (но повернутые относительно друг друга) верхние стороны и нижние стороны, между которыми проходит периферийная область, в которой образованы передние поверхности или стружечные канавки лезвий. При этом задние поверхности лезвий предпочтительно связаны с верхней или, соответственно, нижней стороной. Лезвия связаны частично с верхней, а частично - с нижней стороной.
[0030] Удерживание элементов формы может регулироваться по усилию и/или перемещению. Целью удерживания является обеспечение определенного положения. Соответственно, удерживание может быть выполнено посредством геометрического замыкания, силового замыкания или в соответствующей комбинации. Удерживание также можно назвать стопорением или фиксацией, причем даже тогда, когда определенное положение обеспечивается в основном путем прикладывания удерживающей силы соответствующей величины.
[0031] Является предпочтительным, чтобы в дополнение к боковым элементам пуансона не предусматривались другие, особенно вертикальные, элементы пуансона. Основные пуансоны представляют собой боковые элементы пуансона. В соответствии с примерными вариантами осуществления используются только боковые элементы пуансона. Другими словами, предлагаемый способ изготовления является отходом от обычных процессов прессования, при которых прессованные заготовки для твердосплавных инструментов уплотняются, прежде всего, вертикальными пуансонами, задающими главную ось прессования.
[0032] Согласно примерному варианту осуществления предлагаемый способ, кроме того, включает следующие этапы:
- предоставление по меньшей мере одного бокового элемента формы, кроме того, задающего участок нижней стороны полости,
- подвод по меньшей мере одной нижней части формы, задающей участок нижней стороны полости, и
- удерживание нижней части формы вместе с удерживанием боковых элементов формы и верхней части формы.
[0033] Таким образом, пуансон не предусмотрен ни на верхней стороне полости, через которую полость наполняется порошком твердого сплава, ни на нижней стороне полости. Требуемая форма прессованной заготовки на верхней стороне и на нижней стороне может определяться нижней частью формы и верхней частью формы. Кроме того, (боковыми) элементами формы в частности могут определяться переходы, например закругления, фаски и т.п., между верхней/нижней основными поверхностями прессованной заготовки и периферийной областью. Преимущество такого варианта осуществления состоит в том, что боковые элементы формы в этой области могут иметь толстые стенки. Это повышает прочность и срок службы матрицы.
[0034] Согласно еще одному примерному варианту осуществления предусмотрен по меньшей мере один боковой элемент формы, который кроме по меньшей мере одной боковой поверхности полости также образует участок верхней стороны и участок нижней стороны полости.
[0035] В соответствии с другим предпочтительным вариантом осуществления во время уплотнения боковые элементы формы, верхняя часть формы и нижняя часть формы стопорятся или, соответственно, удерживаются, причем боковые элементы пуансона перемещаются для уплотнения порошка. Кроме боковых элементов пуансона предпочтительно других элементов пуансона не имеется. Тем не менее, согласно по меньшей мере некоторым примерам осуществления полностью наличие вспомогательных пуансонов и т.п.не исключено. Несмотря на это, является предпочтительным, если боковые элементы пуансона задают оси основного пуансона или главные оси прессования.
[0036] Во время уплотнения или процесса прессования боковые элементы формы, верхняя часть формы и нижняя часть формы предпочтительно зафиксированы. Уплотнение происходит при помощи элементов пуансона.
[0037] Согласно еще одному примерному варианту осуществления уплотнение включает боковое уплотнение элементами пуансона, причем каждое направление перемещения элементов пуансона ориентировано параллельно плоскости, ориентированной под углом, в частности перпендикулярно, к направлению подвода верхней части формы.
[0038] Следовательно, основные направления прессования ориентированы, например, параллельно, а не перпендикулярно горизонтальной плоскости. Предпочтительно предусмотрено множество элементов пуансона, расположенных вокруг полости приблизительно в форме звезды. Таким образом, могут быть получены множество осей прессования, так что в целом может быть достигнута однородная микроструктура.
[0039] Согласно еще одному примерному варианту осуществления боковые элементы формы и элементы пуансона могут перемещаться параллельно первой плоскости, в частности горизонтальной плоскости, причем верхняя часть формы, в частности также нижняя часть формы, могут перемещаться параллельно второй плоскости, в частности вертикальной плоскости. Другими словами, элементы формы могут перемещаться предпочтительно перпендикулярно направлению перемещения верхней части формы или, соответственно, нижней части формы. Каждый элемент пуансона может перемещаться в поперечном направлении относительно полости.
[0040] Согласно еще одному примерному варианту осуществления верхняя часть формы связана с вертикальным толкателем, образующим в прессованной заготовке выемку, в частности выемку, проходящую через прессованную заготовку в вертикальном направлении, причем вертикальный толкатель может перемещаться параллельно верхней части формы, а, нижняя часть формы, в частности, также связана с соответствующим вертикальным толкателем.
[0041] Возможны альтернативные варианты осуществления, при которых вертикальные толкатели интегрированы в верхнюю и/или нижнюю часть формы. Согласно еще одному варианту осуществления верхняя часть формы и связанный с ней толкатель, а также нижняя часть формы и связанный с ней толкатель могут перемещаться относительно друг друга.
[0042] Предпочтительно верхняя часть формы имеет направляющую выемку для вертикального толкателя. Предпочтительно нижняя часть формы имеет направляющую выемку для вертикального толкателя. В соответствии с этим может быть осуществлена компактная конструкция матрицы. Поскольку могут использоваться два вертикальных толкателя - верхний вертикальный толкатель и нижний вертикальный толкатель, в прессованной заготовке может быть образована выемка или сквозное отверстие, совершенно или почти симметричное относительно горизонтальной средней плоскости прессованной заготовки.
[0043] В соответствии еще с одним вариантом осуществления этап подвода боковых элементов формы включает в себя подвод трех или больше боковых элементов формы, выполненных с возможностью перемещения друг к другу и друг от друга, чтобы открыть или закрыть полость.
[0044] Согласно по меньшей мере некоторым примерным вариантам осуществления полость образуется исключительно подвижными элементами формы и пуансоном. Соответственно полость образуется не неподвижными элементами матрицы. Три или больше боковых элементов формы распределены вокруг центра полости приблизительно по кругу и/или по периферии и могут перемещаться в направлении центра полости.
[0045] В соответствии с примерным усовершенствованным вариантом этой конструкции вместе боковые элементы формы определяют горизонтальное ограничение для прессованной заготовки. Другими словами, периферийная область прессованной заготовки, проходящая между верхней основной поверхностью и нижней основной поверхностью, образуется не посредством фиксированных/неподвижных элементов матрицы. Если полость со стороны матрицы образуется исключительно или почти полностью посредством подвижных элементов формы, то свобода выбора при принятии конструктивных решений повышается в еще большей степени.
[0046] Согласно еще одному варианту осуществления полость и получающаяся форма прессованной заготовки полностью определяются подвижными элементами матрицы и элементами пуансона.
[0047] В соответствии еще с одним примерным вариантом осуществления с каждым боковым элементом формы связан элемент пуансона, расположенный в направляющей выемке, причем направление перемещения указанного элемента пуансона проходит параллельно направлению перемещения бокового элемента формы. Таким образом, может быть изготовлена прессованная заготовка, на основе которой может быть изготовлена режущая вставка, имеющая множество лезвий.
[0048] В соответствии еще с одним примерным вариантом осуществления по меньшей мере два элемента пуансона, в частности две пары элементов пуансона, смещены относительно друг друга по вертикали. Преимущество этого заключается в возможности получения особенно однородного и предпочтительного распределения структуры. Таким образом, прессованная заготовка уплотняется не только в одном направлении, но и в двух или даже более направлениях. Преимущество такого исполнения также заключается в том, что оно увеличивает свободу выбора конструктивных решений в отношении элементов формы матрицы, так как посредством элементов пуансона под давление могут быть поставлены дополнительные участки получающейся полости.
[0049] Согласно еще одному примерному варианту осуществления элементы пуансона образуют участки формы прессованной заготовки, которые не могут быть извлечены из пресс-формы в вертикальном направлении. При этом речь в частности может идти о передних поверхностях, выполненных в виде желоба. В частности, тогда, когда прессованная заготовка имеет три, четыре или больше лезвий, например, расположенных с распределением по периферийной области прессованной заготовки, извлечь передние поверхности из формы в соответствии с обычным способом нелегко.
[0050] Согласно еще одному примерному варианту осуществления боковые элементы формы образуют переход между периферийной областью и по меньшей мере одной верхней или нижней основной поверхностью прессованной заготовки, причем указанный переход в частности содержит закругление или фаску.
[0051] Без затруднений образовать такой участок посредством верхней и/или нижней части формы невозможно. В случае вертикально перемещаемых элементов формы это привело бы к значительному уменьшению толщины стенки. Боковые элементы формы предпочтительно выполнить с возможностью перемещения, так как таким образом могут быть образованы соответствующие переходы на верхней стороне и нижней стороне прессованной заготовки. Все же, если элементы формы могут перемещаться, извлечение прессованной заготовки из формы затруднений не вызывает.
[0052] В соответствии еще с одним примерным вариантом осуществления по меньшей мере одна верхняя или нижняя основная поверхность, предпочтительно обе основные поверхности, прессованной заготовки создаются в полости без пуансона. Другими словами, изготовление без пуансона верхней и/или нижней основной поверхности делает возможным такое распределение структуры, которое в основном определяется боковыми пуансонами.
[0053] Согласно еще одному примерному варианту осуществления для образования прессованной заготовки для неперетачиваемой режущей пластины ромбической формы предусмотрено четыре боковых элемента формы, которые по меньшей мере на некоторых участках задают четыре стороны прессованной заготовки и связаны с четырьмя боковыми элементами пуансона, задающими четыре передние поверхности на четырех периферийных сторонах прессованной заготовки, причем предусмотрена верхняя часть формы для образования верхней основной поверхности и нижняя часть формы для образования нижней основной поверхности, которые связаны с верхним вертикальным толкателем и нижним вертикальным толкателем, контактирующими друг с другом, причем вместе верхний вертикальный толкатель и нижний вертикальный толкатель образуют на прессованной заготовке сквозное отверстие.
[0054] Такая прессованная заготовка в частности подходит для изготовления неперетачиваемой режущей пластины, например, имеющей четыре лезвия, разделенные на две пары. Каждая пара лезвий связана с верхней стороной прессованной заготовки и нижней стороной прессованной заготовки. Лезвия пары на верхней стороне расположены друг против друга. Лезвия пары на нижней стороне расположены друг против друга. Пары верхней стороны и нижней стороны ориентированы поперек друг друга. Такая неперетачиваемая режущая пластина описывается, например, в DE 102012108752 В3.
[0055] Ромбическую форму также можно назвать ромбовидной формой. В случае передней поверхности, она представляет собой стружечную канавку с одной стороны периферийной области прессованной заготовки.
[0056] Кроме того, предметом настоящего раскрытия является способ изготовления твердосплавных режущих инструментов, в частности режущих вставок, включающий:
- изготовление прессованной заготовки соответственно одному из вариантов описанного здесь способа,
- манипулирование деталями почти без дополнительной обработки или без дополнительной обработки, в частности транспортировку с прессовой установки на агломерационную установку, и
- спекание прессованных заготовок.
[0057] Под манипулированием деталями в частности следует понимать манипуляции с деталями, например, включающие перемещение прессованных заготовок с прессовой установки на агломерационную установку. При необходимости в это время может осуществляться временное хранение. Тем не менее, также могут быть осуществлены определенные этапы обработки прессованной заготовки, например, автоматизированное снятие заусенцев. Удаление заусенцев может быть осуществлено, например, посредством очистки щетками или продувки, обычно оно касается неспрессованных элементов на прессованной заготовке.
[0058] Изготовление прессованной заготовки согласно одному из вариантов осуществления описанного здесь способа позволяет значительно снизить расходы на дополнительную обработку.
[0059] Что касается устройства, то задача изобретения решается благодаря устройству для изготовления твердосплавных прессованных заготовок, имеющих форму, приблизительно соответствующую окончательному контуру, в частности для изготовления спеченных заготовок для режущих инструментов, которое имеет основание, составную матрицу для образования полости для прессованной заготовки, заключающую в себе множество боковых элементов формы, задающих боковые поверхности полости, причем по меньшей мере один боковой элемент формы, кроме того, задает участок верхней стороны полости, верхнюю часть формы, задающую участок верхней стороны полости, узел пуансона, имеющий по меньшей мере два боковых элемента пуансона, причем предусмотрено по меньшей мере два боковых элемента формы с направляющей выемкой для соответствующего бокового элемента пуансона, и наполняющий модуль с загрузочным башмаком, выполненным с возможностью подвода к отверстию полости, чтобы заполнить полость порошком твердого сплава, причем боковые элементы формы и верхняя часть формы могут перемещаться между открытым положением и закрытым положением, причем боковые элементы формы и верхняя часть формы в закрытом положении задают поверхности прессованной заготовки, причем боковые элементы пуансона могут перемещаться вдоль направляющих выемок в боковых элементах формы, чтобы уплотнить порошок, и направление перемещения элементов пуансона ориентировано параллельно плоскости, ориентированной под углом, в частности перпендикулярно, к направлению подвода верхней части формы.
[0060] Согласно примерному варианту осуществления указанное устройство имеет нижнюю часть формы, задающую участок нижней стороны полости, причем по меньшей мере один боковой элемент формы, кроме того, задает участок нижней стороны полости, и боковые элементы формы, верхняя часть формы и нижняя часть формы в закрытом положении могут быть застопорены или, соответственно, зафиксированы.
[0061] Согласно еще одному примерному варианту осуществления боковые элементы формы и боковые элементы пуансона могут перемещаться параллельно первой плоскости, в частности горизонтальной плоскости, а верхняя часть формы, в частности также нижняя часть формы, могут перемещаться параллельно второй плоскости, в частности вертикальной плоскости.
[0062] Согласно еще одному примерному варианту осуществления устройство также содержит удерживающий или фиксирующий узел, фиксирующий в закрытом положении боковые элементы формы, верхнюю часть формы и нижнюю часть формы, чтобы образовать периферийную область прессованной заготовки.
[0063] Согласно еще одному примерному варианту осуществления верхняя часть формы связана с вертикальным толкателем, образующим в прессованной заготовке выемку, в частности выемку, проходящую через прессованную заготовку в вертикальном направлении, причем вертикальный толкатель может перемещаться параллельно верхней части формы, причем в частности нижняя часть формы также связана с соответствующим вертикальным толкателем.
[0064] В соответствии еще с одним вариантом осуществления уплотнение порошка происходит в основном, предпочтительно исключительно, боковыми элементами пуансона.
[0065] Согласно еще одному примерному варианту осуществления боковые элементы формы образуют переход между периферийной областью и по меньшей мере одной верхней или нижней основной поверхностью прессованной заготовки, причем указанный переход в частности содержит закругление или фаску.
[0066] Согласно другому аспекту настоящее раскрытие относится к твердосплавной прессованной заготовке, в частности к прессованной заготовке для неперетачиваемого инструмента, изготовленной почти без дополнительной обработки или без дополнительной обработки, которая имеет две основные поверхности, расположенные друг против друга, периферийную область, проходящую между указанными двумя основными поверхностями, и множество лезвий, определенных линией разъема составной матрицы, причем по меньшей мере одно лезвие связано с первой основной поверхностью, и по меньшей мере одно лезвие связано со второй основной поверхностью, причем с указанным лезвиями в периферийной области связаны передние поверхности желобчатой формы, выполненные неизвлекаемыми из формы перпендикулярно основным поверхностям, причем указанные лезвия и передние поверхности по меньшей мере частично определены элементами пуансона, подводимыми поперек нормали основных поверхностей и вызывающими соответствующим образом ориентированное распределение структуры, и основные поверхности определяются без пуансона посредством элементов формы, подводимых поперек нормалей основных поверхностей, и элементов формы, подводимых параллельно нормалям основных поверхностей.
[0067] Таким образом, также полностью решается задача изобретения. Такая прессованная заготовка может быть изготовлена в соответствии с одним из вариантов описанного здесь способа. Предпочтительно прессованная заготовка изготавливается посредством одного из вариантов описанного здесь устройства.
[0068] Прессованная заготовка представляет собой твердосплавную режущую вставку, имеющую четыре лезвия (А, В, С, D), каждая пара из которых (А, В и С, D) вращательно-симметрична относительно центральной оси. Кроме того, существует симметрия между верхней стороной (включающей лезвия А и В) и нижней стороной (включающей лезвия С и D) режущей вставки. Предпочтительно прессованная заготовка не имеет заусенцев, обусловленных матрицей прессовального устройства и пересекающих режущие кромки лезвий.
[0069] Если режущий инструмент изготовлен на основе прессованной заготовки, изготовленной почти без дополнительной обработки или без дополнительной обработки, то по нему можно увидеть, был ли он изготовлен в соответствии с одним из вариантов осуществления описанного здесь способа и/или посредством описанного здесь устройства. В частности, сделать соответствующее заключение можно на основании прохождения заусенцев, прохождения плоскости разъема и прочих элементов конфигурации, например, охватывающих области, которые не могут без затруднений быть извлечены из формы при помощи (боковых) толкателей.
[0070] В частности, на прессованной заготовке почти без дополнительной обработки или без дополнительной обработки могут быть изготовлены: режущие кромки, тангенциальные переходы, стружечные канавки, задние поверхности или задние углы, сужения и т.п.
[0071] Настоящее раскрытие такими режущими вставками не ограничено, в частности оно не ограничено исключительно вышеописанными режущими пластинами, имеющими четыре специфически расположенные и ориентированные лезвия. Тем не менее, в целях иллюстрации приводятся режущие вставки указанного типа.
[0072] Разумеется, не выходя за рамки настоящего изобретения, вышеназванные признаки и признаки настоящего раскрытия, которые будут пояснены ниже, могут применяться не только в соответствующей указанной комбинации, но и в других комбинациях, или отдельно.
[0073] Дополнительные признаки и преимущества вытекают из следующего ссылающегося на чертежи описания предпочтительных примеров осуществления. На чертежах:
ФИГ. 1 представляет собой перспективный вид твердосплавного режущего инструмента, который может быть изготовлен согласно по меньшей мере некоторым аспектам настоящего раскрытия;
ФИГ. 2 представляет собой вид сверху устройства согласно ФИГ. 1;
ФИГ. 3 представляет собой первый вид сбоку устройства согласно ФИГ. 2;
ФИГ. 4 представляет собой второй вид сбоку устройства согласно ФИГ. 2;
ФИГ. 5 представляет собой перспективный детальный вид головки инструмента, который может быть оснащен твердосплавными неперетачиваемыми режущими пластинами;
ФИГ. 6 представляет собой схематичный перспективный вид с разделением деталей прессовального устройства для твердосплавных прессованных заготовок;
ФИГ. 7 представляет собой перспективный вид устройства согласно ФИГ. 6 в закрытом состоянии;
ФИГ. 8 представляет собой вид сверху устройства согласно ФИГ. 7;
ФИГ. 9 представляет собой вид в разрезе вдоль линии IX-IX устройства согласно ФИГ. 8;
ФИГ. 10 представляет собой вид в разрезе вдоль линии Х-Х устройства согласно ФИГ. 8;
ФИГ. 11 представляет собой еще один перспективный вид устройства согласно ФИГ. 6, ориентированного в соответствии с ФИГ. 7, причем устройство находится во втором положении;
ФИГ. 12 представляет собой вид сверху устройства согласно ФИГ. 11;
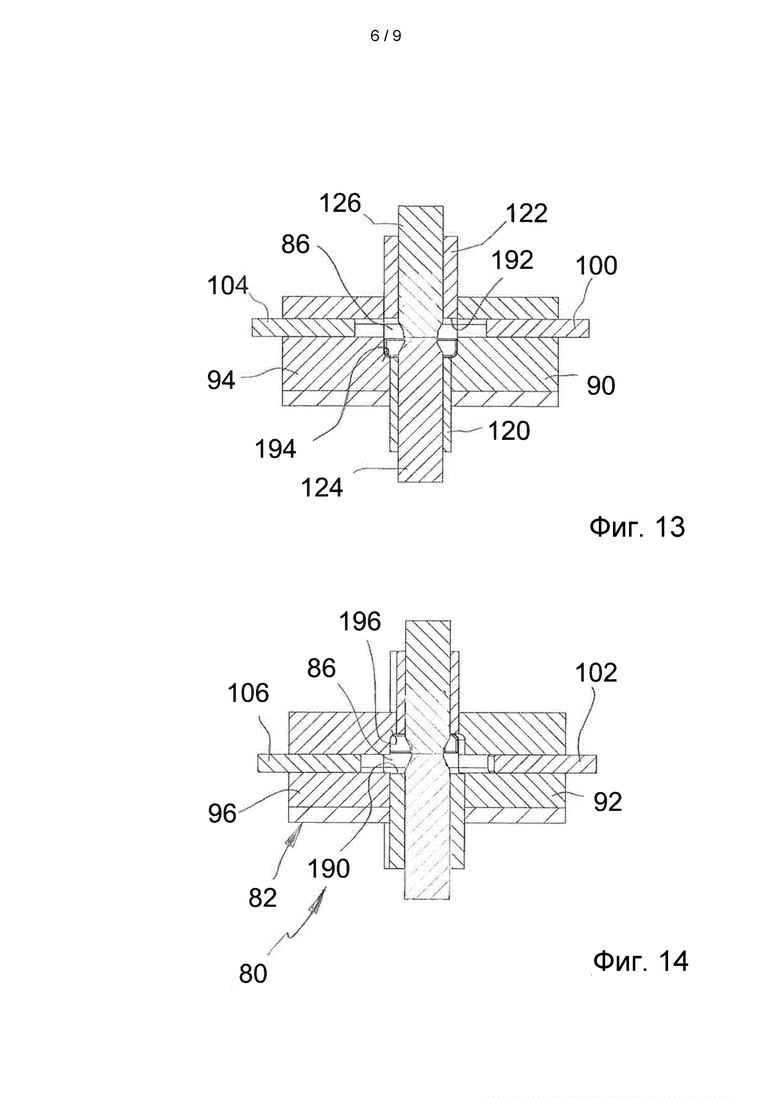
ФИГ. 13 представляет собой вид в разрезе вдоль линии ХIII-ХIII устройства согласно ФИГ. 12;
ФИГ. 14 представляет собой вид в разрезе вдоль линии XIV-XIV устройства согласно ФИГ. 12;
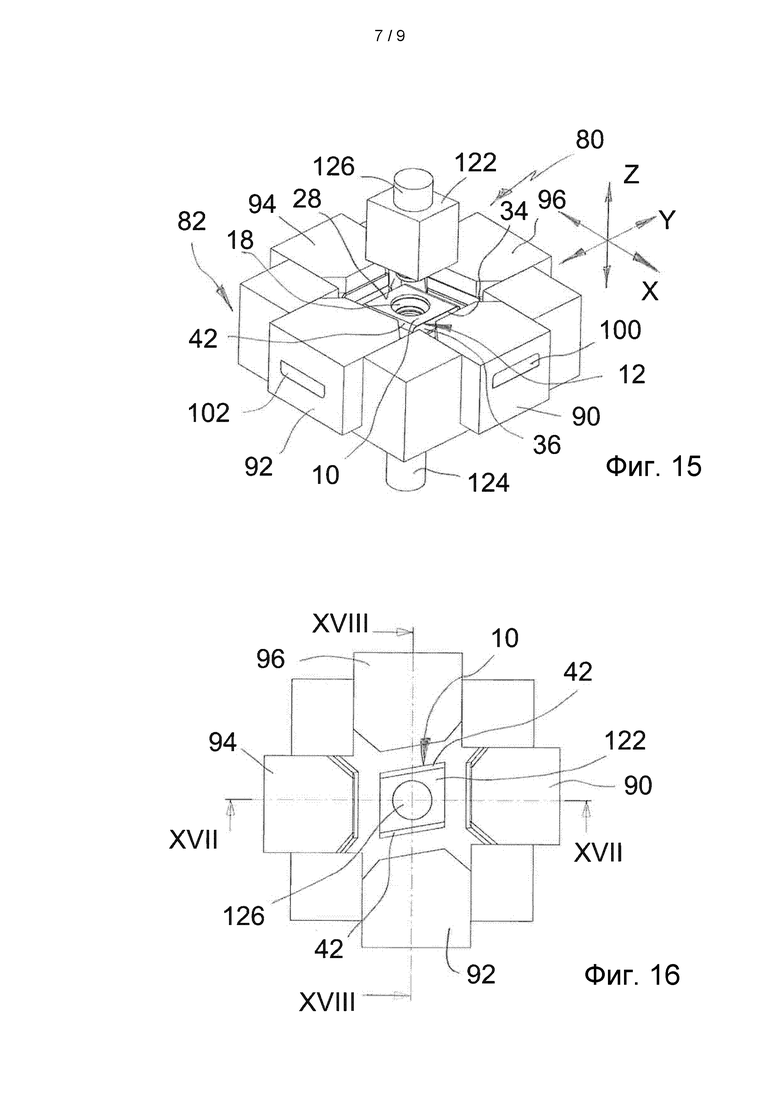
ФИГ. 15 представляет собой еще один перспективный вид устройства согласно ФИГ. 6, ориентированного в соответствии с ФИГ. 7, причем это устройство находится в третьем положении;
ФИГ. 16 представляет собой вид сверху устройства согласно ФИГ. 15;
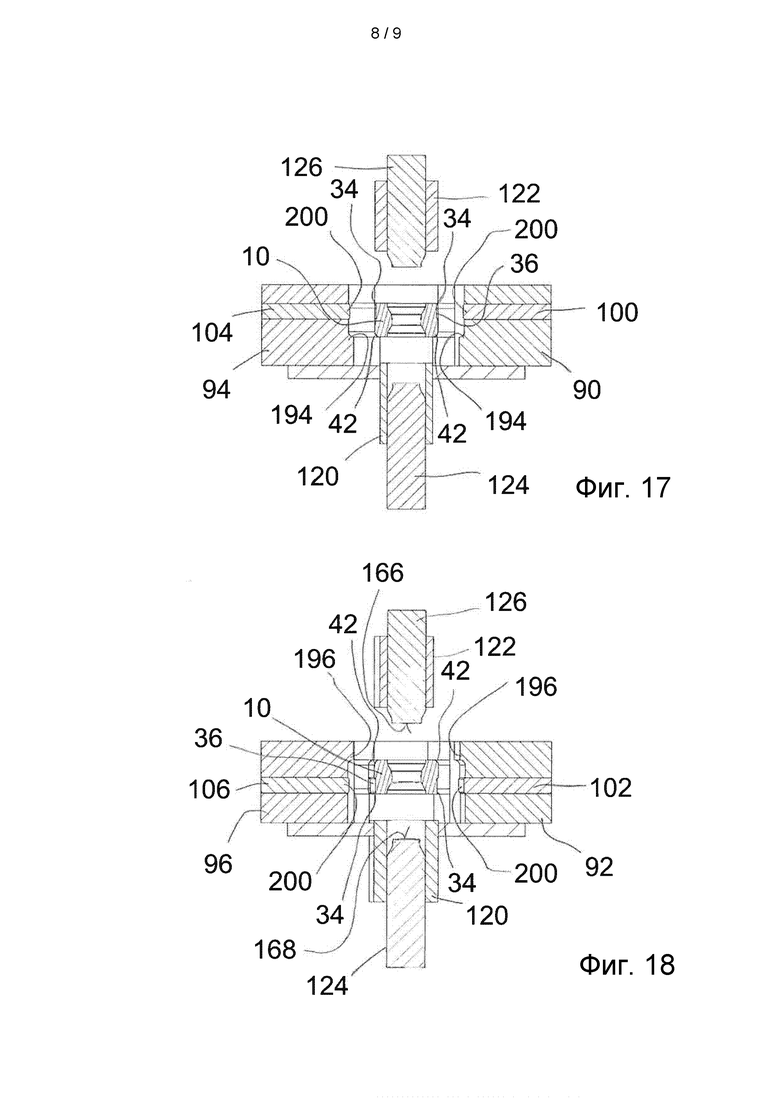
ФИГ. 17 представляет собой вид в разрезе вдоль линии XVII-XVII устройства согласно ФИГ. 16;
ФИГ. 18 представляет собой вид в разрезе вдоль линии XVIII-XVIII устройства согласно ФИГ. 16;
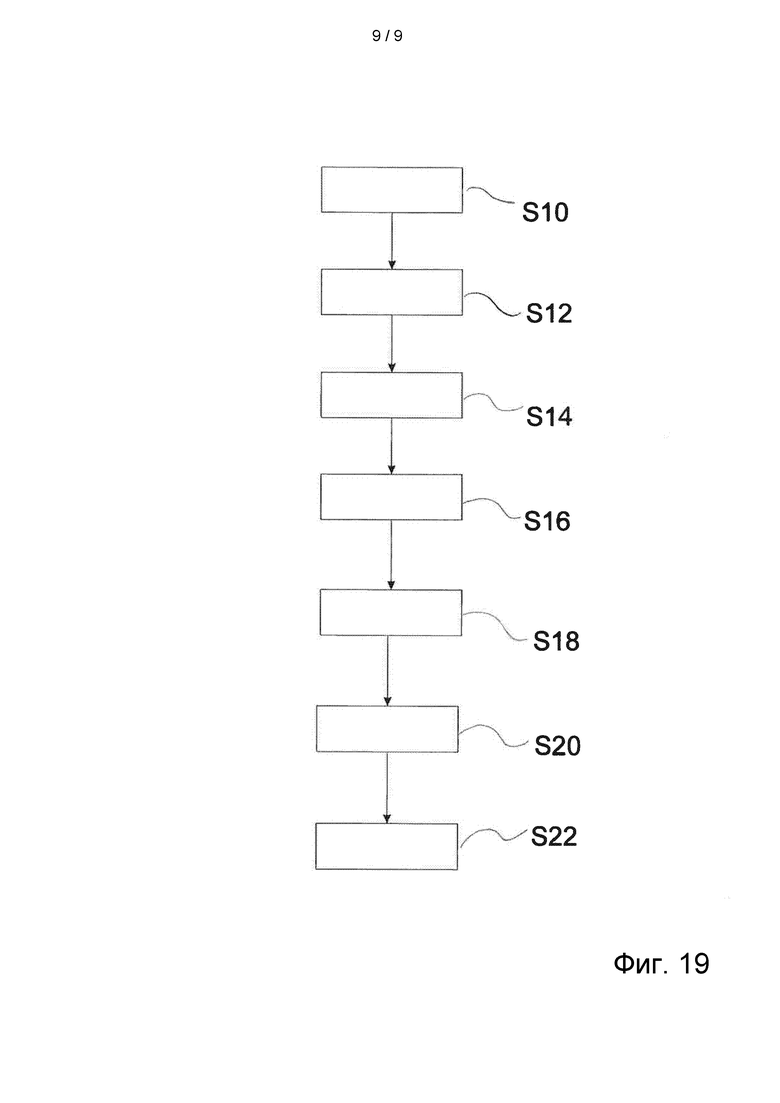
ФИГ. 19 представляет собой блок-схему, иллюстрирующую примерный вариант осуществления способа изготовления твердосплавных прессованных заготовок.
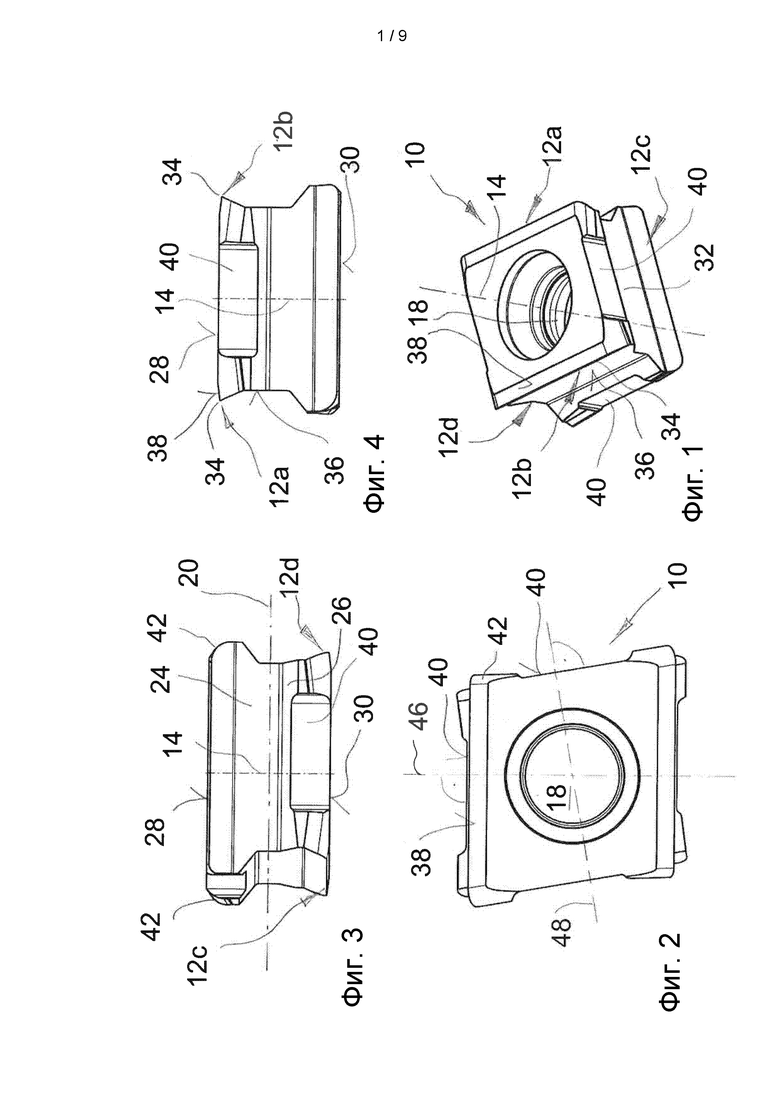
[0074] На ФИГ. 1, 2, 3 и 4 показан примерный вариант осуществления прессованной заготовки 10, которая может быть использована для изготовления методом порошковой металлургии твердосплавного инструмента, в частности режущей вставки. Предпочтительно прессованная заготовка 10 в соответствии с по меньшей мере некоторыми вариантам осуществления настоящего раскрытия может быть изготовлена посредством прессования порошков без дополнительной обработки или с небольшой дополнительной обработкой. Однако для этого требуется специальная конструкция устройства или, соответственно, специальный способ изготовления прессованной заготовки 10.
[0075] По меньшей мере аналогично выполненные режущие вставки известны из DE 102012108752 В3. Однако до настоящего времени для изготовления таких режущих инструментов требовалось изготовление спеченных заготовок посредством литья под давлением и значительной дополнительной обработки. В соответствии с настоящим раскрытием прессованная заготовка 10 может быть изготовлена почти без дополнительной обработки или без дополнительной обработки, а именно способом прессования. Другими словами, изготовление спеченной заготовки, основанное на литье под давлением, может быть заменено способом прессования, обеспечивающим по меньшей мере форму, почти соответствующую окончательному контуру.
[0076] Разумеется, прессованная заготовка 10 в первую очередь служит наглядным примером широкого разнообразия и множества других прессованных заготовок, изготовление которых может быть реализовано в соответствии с описанными здесь аспектами и примерами осуществления с использованием описанного устройства и/или описанного способа.
[0077] Из сравнительного рассмотрения ФИГ. 1, 2, 3 и 4 видно, что прессованная заготовка 10 в целом имеет четыре лезвия 12, на ФИГ. 1 имеющие обозначения 12а, 12b, 12с и 12d (на ФИГ. 1 закрыто). Кроме того, прессованная заготовка 10 имеет центральную ось 14, определенную выемкой 18. Кроме того, центральная ось 14 является осью симметрии некоторых элементов конструкции. Выемка 18 предназначена для крепления на инструменте режущей вставки, изготовленной на основе прессованной заготовки 10.
[0078] Если режущая вставка, основанная на прессованной заготовке 10, поворачивается на 180° вокруг центральной оси 14, то друг за другом могут использоваться первое лезвие 12а и второе лезвие 12b. Однако в целом прессованная заготовка 10 имеет четыре контура, определяющие лезвия 12а, 12b, 12с и 12.
[0079] Чтобы можно было использовать и другие лезвия 12с и 12d, прессованная заготовка 10 выполнена не только вращательно-симметричной при вращении на 180° вокруг центральной оси 14. Кроме того, предусмотрена средняя плоскость или плоскость 20 симметрии, см. ФИГ. 3. Другими словами, с одной стороны средней плоскости 20 расположены лезвия 12а, 12b, а с другой, противоположной стороны средней плоскости 20 - лезвия 12с и 12d. Соответственно режущий инструмент, основанный на прессованной заготовке 10, может быть повернут, чтобы, исходя из одной стороны средней плоскости 20, сделать используемой другую сторону. Другими словами, режущая вставка, основанная на прессованной заготовке 10, может вращаться или, соответственно, поворачиваться вокруг центральной оси 14 и/или другой оси, лежащей в средней плоскости 20, чтобы сделать используемой одно из четырех лезвий 12а, 12b, 12с и 12d.
[0080] Средняя плоскость 20 разделяет прессованную заготовку 10 на первое подтело 24 и второе подтело 26, которые в принципе выполнены аналогично, предпочтительно идентично, и имеют относительно друг друга определенное угловое положение.
[0081] На прессованной заготовке 10 выполнены основные поверхности 28, 30. Основную поверхность 28 также можно назвать верхней основной поверхностью. Основную поверхность 30 также можно назвать нижней основной поверхностью. Основные поверхности 28, 30 проходят по существу параллельно средней плоскости 20.
[0082] Между основными поверхностями 28, 30 выполнена периферийная область 32. Например, в целом периферийная область 32 включает четыре (боковые) стороны, с которыми связано соответствующее лезвие 12а, 12b, 12с, 12d.
[0083] Каждое из лезвий 12а, 12b, 12с, 12d содержит режущую кромку 34, проходящую между передней поверхностью 36 и задней поверхностью 38. Переднюю поверхность 36 также можно назвать стружечной канавкой. Задняя поверхность 38 связана с одной из основных поверхностей 28, 30. В частности, из изображения, показанного на ФИГ. 4, можно сделать вывод, что задняя поверхность 38 немного наклонена относительно основной поверхности 28, 30 или, соответственно, средней плоскости 20.
[0084] Кроме того, в целом прессованная заготовка 10 имеет четыре опорные поверхности 40, каждая их которых связана с соответствующей стороной периферийной области 32. Опорные поверхности 40 выполнены для ориентации прессованной заготовки 10 при ее расположении на обрабатывающем инструменте 60 (см. ФИГ. 5).
[0085] На каждой из четырех сторон периферийной области 32 каждое лезвие 12 связано с одной из двух основных поверхностей 28, 30, а опорные поверхности 40 связаны с другой основными поверхностями 28, 30. Противоположные стороны периферийной области 32 выполнены вращательно-симметричными при вращении на 180° относительно центральной оси 14. Смежные стороны периферийной области 32 имеют попеременное соотнесение с лезвиями 12, опорной поверхностью 40 и основными поверхностями 28, 30, снова см. ФИГ. 1-4.
[0086] Из ФИГ. 2 видно, что прессованная заготовка 10 имеет ромбоидальную форму, т.е. она имеет небольшое смещение. На ФИГ. 2 ссылочными знаками 46, 48 обозначены поперечные направления, каждое из которых определено, как нормаль к опорной поверхности 40. Отсюда видно, что направления 46, 48 ориентированы не точно перпендикулярно друг другу.
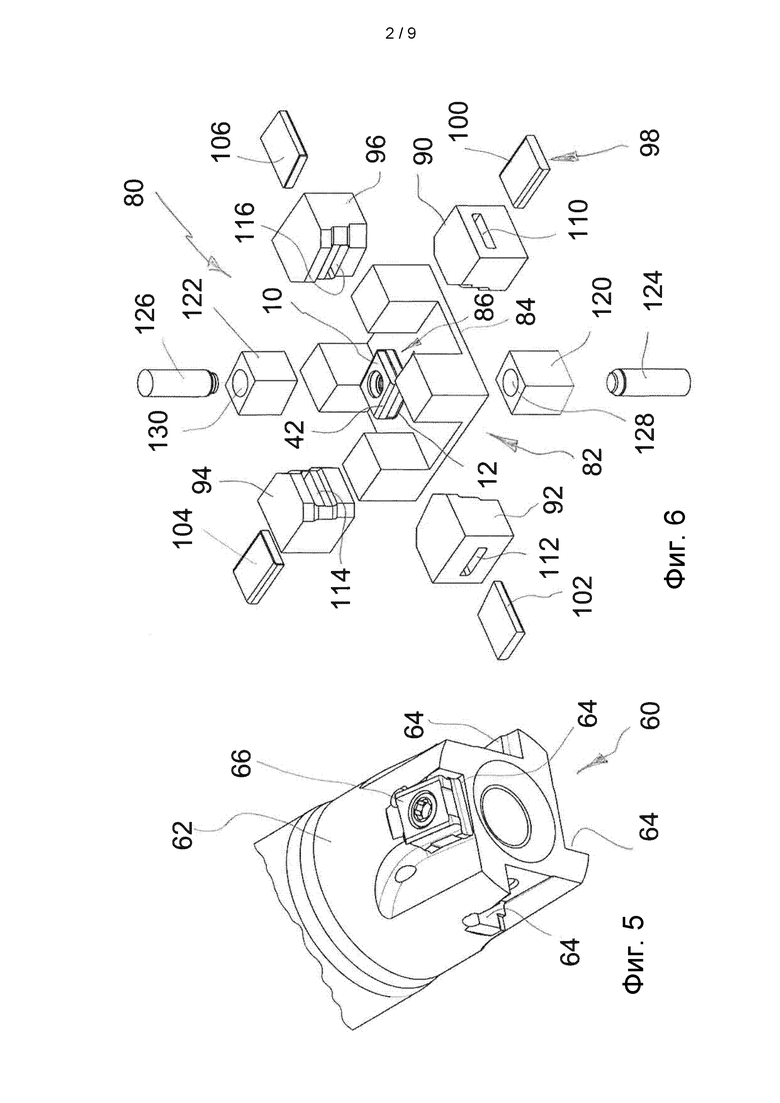
[0087] На ФИГ. 5 при помощи детального вида обрабатывающего инструмента 60 показано возможное использование режущей вставки 66, которая может быть изготовлена на основе прессованной заготовки 10. Режущую вставку 66 также можно назвать режущей пластиной. В частности, режущая вставка 66 выполнена в виде неперетачиваемой режущей пластины, имеющей четыре лезвия.
[0088] Показанный в качестве примера обрабатывающий инструмент 60 представляет собой концевую фрезу, имеющую хвостовик 62. На обрабатывающем конце хвостовика 62 выполнено четыре гнезда 64, имеющих соответствующие выемки, чтобы в каждое из этих гнезд можно было поместить режущую вставку 66. При этом определенное положение и ориентация режущих вставок 66 обеспечивается посредством опорных поверхностей 40 и основных поверхностей 28, 30, см. снова ФИГ. 1, 2, 3 и 4. Обычно крепление режущей вставки 66 осуществляют винтом или аналогичной крепежной деталью, проходящей через выемку 18. Режущую вставку 66 также можно назвать тангенциальной режущей пластиной.
[0089] Вариант осуществления прессованной заготовки 10 и основанной на ней режущей вставки 66, представленный при помощи ФИГ. 1-5, показывает, что изготовление путем пластического формообразования соответствующей спеченной заготовки зависит от определенных граничных условий.
[0090] Во-первых, в периферийной области 32 прессованной заготовки 10 в целом выполнено четыре лезвия 12а, 12b, 12с и 12d. Другими словами, это означает, что для выполнения соответствующих контуров на всех четырех сторонах периферийной области 32 нельзя использовать обычную пресс-форму, имеющую верхний пуансон и нижний пуансон, определяющие главную ось прессования,.
[0091] Однако предпочтительно прессованная заготовка 10 должна быть расположена так, чтобы основные поверхности 28, 30 в полости пресс-формы были связаны с соответствующей верхней и нижней стороной. Другими словами, должны быть предусмотрены боковые формообразующие участки для формования периферийной области 32. Со ссылкой на ФИГ. 4 видно, что переднюю поверхность 36, выполненную в виде желоба, без труда извлечь из формы "сверху" или "снизу", то есть параллельно центральной оси 14, невозможно. В частности, в области режущей кромки 34, на переходе от задней поверхности 38 к передней поверхности 36, получается тонкий, заостренный контур. В этой области без затруднений использовать пуансон "сверху" или "снизу" для уплотнения порошка твердого справа невозможно. В этом случае в области режущих кромок 34 существовала бы угроза поломок и т.п.
[0092] Однако поскольку область задней поверхности 38 и передней поверхности 36 образуется исключительно посредством неподвижных элементов матрицы, создать достаточно высокое давление прессования в этой заостренной области кромки невозможно. Другими словами, как раз в сильно нагружаемых позже областях прессованной заготовки 10 могли бы возникнуть области, в которых достаточное уплотнение не произошло.
[0093] Еще одно граничное условие относится к требуемому распределению структуры или, соответственно, к требуемой микроструктуре лезвий 12а, 12b, 12с и 12d. При эксплуатации каждое из четырех лезвий 12а, 12b, 12с, 12d по возможности должно иметь аналогичные или даже идентичные свойства, сроки службы, прочность и т.п. На этом основании прессованная заготовка 10 также не может быть изготовлена с помощью пресс-формы, имеющей, например, верхний пуансон и нижний пуансон, действующие в качестве основных пуансонов, взаимодействующих с (боковыми) вспомогательными пуансонами. В результате такого исполнения достичь без затруднений требуемой однородности в отношении лезвий 12а, 12b, 12с, 12d было бы невозможно.
[0094] Поэтому одна из возможностей изготовления спеченной заготовки, выполненной согласно ФИГ. 1, 2, 3 и 4, заключается в литье под давлением. Однако это по-прежнему требует значительной дополнительной обработки. Кроме того, при литье под давлением порошок твердого сплава распределить так равномерно, как при прессовании согласно настоящему раскрытию, невозможно, что приводит к значительным различиям в размерах между 4-мя лезвиями спеченной детали, полученной литьем под давлением.
[0095] Является предпочтительным, если прохождение режущих кромок 34 соответствующих лезвий 12 определено линией разъема или, соответственно, плоскостями разъема в пресс-форме. Еще одним граничным условием является то, чтобы, насколько это возможно, не имелось возникающих при разъеме заусенцев, проходящих поперек прохождения режущих кромок 34.
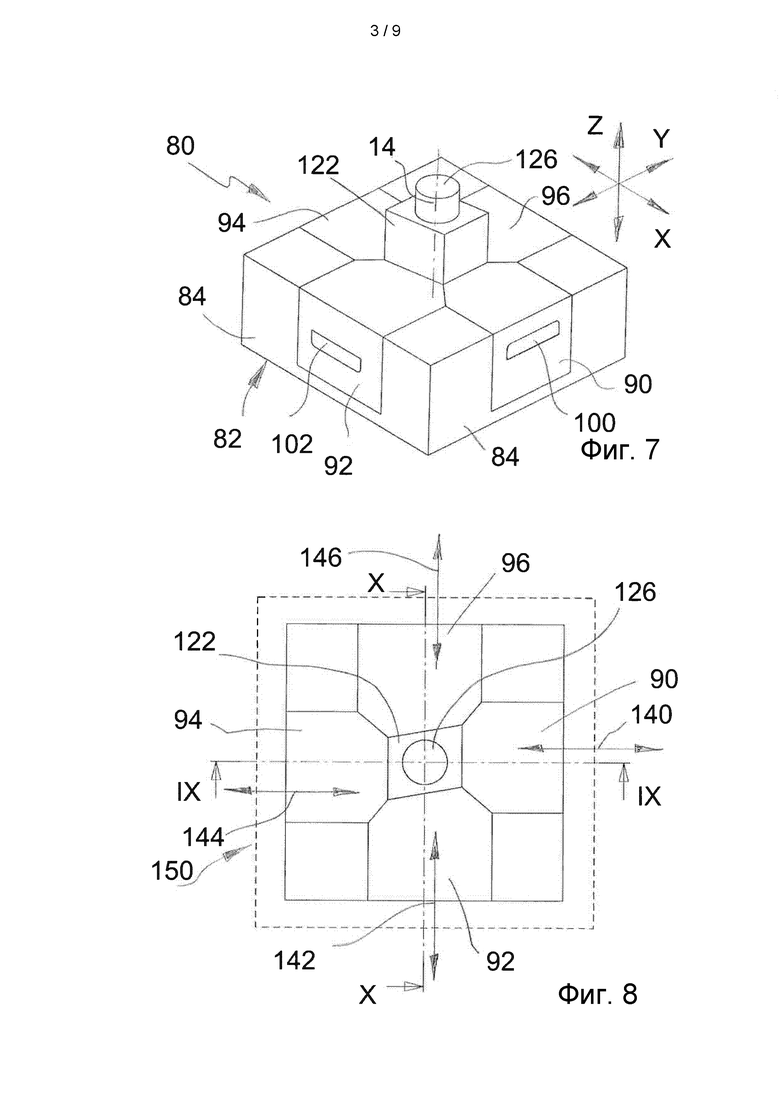
[0096] Со ссылкой на ФИГ. 6-18 ниже в качестве примера показываются аспекты или варианты осуществления устройства и способа для изготовления твердосплавных прессованных заготовок, имеющих форму, почти соответствующую окончательному контуру. Устройство в целом обозначено ссылочным знаком 80. Согласно по меньшей мере одному примеру осуществления устройство 80 выполнено с возможностью изготовления на основе порошка твердого сплава твердосплавных прессованных заготовок, конфигурация которых по меньшей мере подобна форме прессованной заготовки 10, показанной на ФИГ. 1-4.
[0097] На ФИГ. 6-18 для наглядности показаны упрощенные изображения прессованной заготовки 10 и компонентов устройства 80. Ориентация прессованной заготовки 10 и устройства 80 показана в системе координат X, Y, Z, представленной на ФИГ. 7, 11 и 15. В показанных примерах осуществления ось Z обозначает направление высоты или вертикальное направление. Каждую плоскость, расположенную параллельно оси Z, можно назвать вертикальной плоскостью. Ось X обозначает продольное направление. Ось Y обозначает поперечное направление. Унифицировано ось X и ось Y также можно назвать боковыми осями. Вместе ось X и ось Y определяют горизонтальную плоскость, перпендикулярную оси Z и вертикальной плоскости.
[0098] Разумеется, могут использоваться другие соответствия и обозначения. Специалист сможет без труда понять необходимые абстрактные преобразования и соответствия. То же самое относится и к обозначениям положения и направления, например, вверху, внизу, сбоку, поперек, спереди, сзади и т.п.Ниже для наглядного представления неоднократно даются ссылки на систему координат X, Y, Z.
[0099] Устройство 80 содержит матрицу 82, выполненную в виде составной матрицы. Матрица 82 связана с основанием 84 или, соответственно, помещена на основании 84. Основание 84 также можно назвать станиной или рамой. Матрица 82 образует полость 86, которая может заполняться порошком твердого справа, чтобы посредством приложения давления сформовать прессованную заготовку 10.
[00100] Матрица 82 содержит боковые элементы 90, 92, 94, 96 формы. Элементы 90, 92, 94, 96 формы могут перемещаться параллельно горизонтальной плоскости. Другими словами, элементы 90, 92, 94, 96 формы могут перемещаться между открытым положением и закрытым положением. Например, элементы 90, 94 формы могут перемещаться вдоль направления X. Соответственно элементы 92, 96 формы могут перемещаться вдоль направления Y. Элементы 90, 92, 94, 96 формы могут перемещаться друг к другу и друг от друга. Элементы 90, 92, 94, 96 формы расположены по кругу вокруг центральной оси 14 изготавливаемой прессованной заготовки 10. Центральная ось 14 параллельна направлению Z.
[00101] Кроме того, устройство 80 содержит узел 98 пуансона, например, содержащий пуансоны 100, 102, 104, 106. Вместе с элементами 90, 92, 94, 96 формы пуансоны 100, 102, 104, 106 образуют в полости 86 по меньшей мере одну периферийную область (ссылочный знак 32 на ФИГ. 1) прессованной заготовки 10.
[00102] В частности, пуансоны 100, 102, 104, 106 также можно назвать боковыми пуансонами или боковыми элементами пуансона. Другими словами, пуансоны 100, 102, 104, 106 предназначены не, как обычно, для перемещения параллельно или, соответственно, вдоль оси Z, чтобы действовать "сверху" или "снизу" на расположенный в полости 86 порошок. Вместо этого пуансоны 100, 102, 104, 106, как и элементы 90, 92, 94, 96 формы, предназначены для перемещения параллельно горизонтальной плоскости, определенной осью X и осью Y, чтобы поставить под давление и уплотнить расположенный в полости 86 порошок.
[00103] Предпочтительно пуансоны 100, 102, 104, 106 могут перемещаться параллельно элементам 90, 92, 94, 96 формы. Таким образом, элементы 90, 92, 94, 96 формы по меньшей мере на некоторых участках могут служить в качестве направляющей для пуансонов 100, 102, 104, 106.
[00104] Пуансон 100 связан с элементом 90 формы. Пуансон 102 связан с элементом 92 формы. Пуансон 104 связан с элементом 94 формы. Пуансон 106 связан с элементом 96 формы.
[00105] В элементе 90 формы выполнена направляющая выемка 110 для пуансона 100. В элементе 92 формы выполнена направляющая выемка 112 для пуансона 102. В элементе 94 формы выполнена направляющая выемка 114 для пуансона 104. В элементе 96 формы выполнена направляющая выемка 116 для пуансона 106.
[00106] По меньшей мере в соответствии с примерными вариантами осуществления является предпочтительным, если кроме пуансонов 100, 102, 104, 106, выполненных в виде боковых пуансонов, других, в частности вертикальных, пуансонов не имеется. Другими словами, был создан отход от известных принципов, заключающийся в том, что теперь, чтобы образовать прессованную заготовку 10, пуансоны могут подводиться к полости 86 в основном в боковом направлении.
[00107] Кроме того, полость имеет нижнюю часть 120 формы и верхнюю часть 122 формы. Кроме того, для образования выемки 18 предусмотрены толкатели 124, 126. Толкатель 124 связан с нижней частью 120 формы. Толкатель 126 связан с верхней частью 122 формы. Толкатели 124, 126 также могут быть названы вертикальными толкателями. Когда полость 86 закрыта, толкатели 124, 126 контактируют друг с другом. Таким образом, в полости 86 блокируется область, позже образующая в прессованной заготовке 10 выемку 18.
[00108] В нижней части 120 формы имеется направляющая выемка 128 для толкателя 124. В верхней части 122 формы имеется направляющая выемка 130 для толкателя 126.
[00109] На ФИГ. 8 стрелками, имеющими обозначения 140, 142, 144, 146, показаны направления перемещения элементов 90, 92, 94, 96 формы и пуансонов 100, 102, 104, 106. Спаренные элементы формы и пуансоны 90, 100; 92, 102; 94, 104 и 96, 106 в каждом случае могут перемещаться параллельно друг другу, но по меньшей мере частично независимо друг от друга, чтобы определить полость 86, чтобы уплотнить расположенный в полости 86 металлический порошок, и освободить получающуюся прессованную заготовку 10.
[00110] Кроме того, на ФИГ. 8 ссылочным знаком 150 обозначен схематично и очень упрощенно показанный удерживающий узел 150, связанный с элементами 90, 92, 94, 96 формы. Кроме того, удерживающий узел 150 также связан с нижней частью 120 формы, верхней частью 122 формы и, при их наличии, с вертикальными толкателями 124, 126. Во время процесса прессования элементы 90, 92, 94, 96 формы, нижняя часть 120 формы, верхняя часть 122 формы и толкатели 124, 126 стопорятся или, соответственно, удерживаются с большой силой. Другими словами, указанные компоненты служат не в качестве пуансонов.
[00111] Для элементов 90, 92, 94, 96 формы устройство 80 имеет четыре оси стопорения или, соответственно, удерживания. Кроме того, ось стопорения или, соответственно, удерживания предусмотрена для каждой нижней части 120 и верхней части 122 формы. При необходимости также предусмотрены отдельные оси стопорения или, соответственно, удерживания для вертикальных толкателей 124, 126. Также является возможным, посредством соответствующей одной оси стопорения или, соответственно, удерживания управлять нижней частью 120 формы и связанным с ней толкателем 124, а также верхней частью 122 формы и связанным с ней толкателем 126.
[00112] Кроме того, узел 98 пуансона устройства 80 имеет четыре оси пуансона для пуансонов 100, 102, 104, 106, действующих сбоку на металлический порошок, расположенный в полости 86.
[00113] На ФИГ. 9 в схематичном, сильно упрощенном виде показан наполняющий модуль 152. Наполняющий модуль 152 содержит загрузочный башмак 154, который может быть подведен к отверстию полости 86, чтобы заполнить полость 86 порошком твердого сплава. На ФИГ. 9 примерное направление подвода загрузочного башмака 154 имеет обозначение 156. Например, верхняя часть 122 формы и/или толкатель 126, связанный с верхней частью 122 формы, сначала могут быть отодвинуты от полости 86, чтобы можно было подвести загрузочный башмак 154 наполняющего модуля 152. Сразу же после введения в полость 86 требуемого количества порошка твердого сплава загрузочный башмак 154 может быть извлечен. Затем верхняя часть 122 формы и/или толкатель 126 могут быть перемещены в свое закрытое положение, после чего полость 86 будет закрыта и готова к процессу прессования.
[00114] Кроме того, на ФИГ. 9 двунаправленной стрелкой, имеющей обозначение 160, показано направление перемещения нижней части 120 формы или, соответственно, нижнего вертикального толкателя 124. Кроме того, двунаправленной стрелкой, имеющей обозначение 162, показано направление перемещения верхней части 122 формы или, соответственно, верхнего вертикального толкателя 126.
[00115] На ФИГ. 9 и 10 и с дополнительной ссылкой на ФИГ. 17 и 18 наглядно показывается взаимодействие вертикальных толкателей 124, 126. Вертикальный толкатель 126 имеет торец 166. Вертикальный толкатель 124 имеет торец 168. В качестве примера каждый из торцов 166, 168 выполнен плоским. Чтобы образовать выемку 18, торцы 166, 168 могут плотно контактировать друг с другом, так что между вертикальными толкателями 124, 126 в полости 86 получается хорошее уплотнение.
[00116] Сравнение ФИГ. 9 и 10 показывает, что пуансоны 100, 104 расположены не на том же уровне по вертикали, что и пуансоны 102, 106. Другими словами, согласно примерному исполнению, показанному при помощи ФИГ. 9 и 10, пуансоны 100, 104 расположены выше, чем пуансоны 102, 106. Для пояснения еще раз обратимся к показанной на ФИГ. 1-4 прессованной заготовке 10, снабженной множеством лезвий 12а, 12b, 12с, 12d, причем относительно средней плоскости 20 лезвия 12а и 12b повернуты в противоположную от лезвий 12c, 12d сторону. Однако, поскольку, как сказано выше, в частности режущие кромки 34 лезвий 12а, 12b, 12 с, 12d предпочтительно определены плоскостью разъема матрицы 82, каждый из пуансонов 100, 102, 104, 106 соответствует вертикальному положению режущей кромки 12а, 12b, 12с, 12d, для формования которого он предназначен.
[00117] Вышеупомянутые ФИГ. 7-10 показывают прессовальное устройство 80 в первом состоянии. В состоянии, показанном на ФИГ. 7-10, прессовальное устройство 80 полностью закрыто. Это означает, что элементы 90, 92, 94, 96 формы, нижняя часть 120 формы, верхняя часть 122 формы и вертикальные толкатели 124, 126 расположены в своем закрытом положении. Кроме того, пуансоны 100, 102, 104, 106 находятся в крайнем положении (в положении прессования), в котором может быть достигнута требуемая форма и уплотнение металлического порошка, расположенного в полости 86.
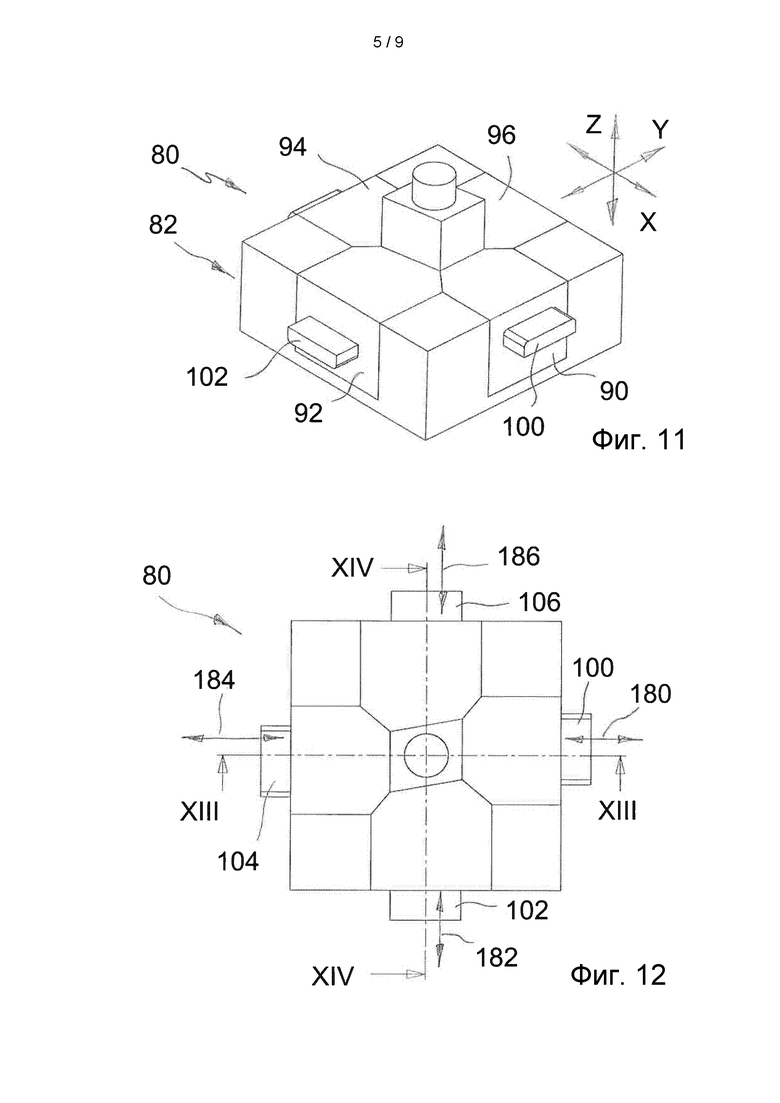
[00118] Каждая из ФИГ. 11-14 и ФИГ. 15-18 показывает прессовальное устройство 80 в еще одном рабочем состоянии. Ориентация вида на ФИГ. 11 и 15 соответствует ориентации на ФИГ. 7. Ориентация вида на ФИГ. 12 и 16 соответствует ориентации на ФИГ. 8. Ориентация вида на ФИГ. 13 и 17 соответствует ориентации на ФИГ. 9. Ориентация вида на ФИГ. 14 и 18 соответствует ориентации на ФИГ. 10.
[00119] На ФИГ. 11-14 показано состояние, в котором элементы матрицы, т.е. в сущности, элементы формы, расположены в своем закрытом положении. В случае элементов формы речь идет о тех элементах, которые не служат в качестве элементов пуансона. Элементы формы содержат боковые элементы 90, 92, 94, 96 формы, нижнюю часть 120 формы, верхнюю часть 122 формы и, при их наличии, вертикальные толкатели 124, 126.
[00120] Элементы формы определяют ту часть полости 86, которая во время самого процесса прессования не перемещается. Таким образом, в частности виды в разрезе, представленные на ФИГ. 13 и 14, показывают полость в положении наполнения для приема неспрессованного металлического порошка, причем на этих чертежах для наглядности металлический порошок не показан. На ФИГ. 13 вид ориентирован по линии ХШ-ХШ ФИГ. 12. На ФИГ. 14 вид ориентирован по линии ХШ-ХШ ФИГ. 12.
[00121] На ФИГ. 12 каждая из двунаправленных стрелок, имеющих обозначение 180, 182, 184, 186, показывает направление прессования или ось прессования пуансонов 100, 102, 104, 106. Пуансоны 100, 104 могут перемещаться параллельно оси X. Пуансоны 102, 106 могут перемещаться параллельно оси Y. Уплотнение порошка твердого сплава, вводимого в полость 86 с помощью наполняющего модуля 152 (ФИГ. 9), соответствующим образом уплотняется и формуется посредством перемещения пуансонов 100, 102, 104, 106.
[00122] Опять же со ссылкой на ФИГ. 13 и 14 более подробно показывается конфигурация полости 86. Нижняя сторона 190 (ФИГ. 14) полости 86 по меньшей мере частично образуется благодаря нижней части 120 формы и, при наличии, вертикальному толкателю 124. Верхняя сторона 192 (ФИГ. 13) по меньшей мере частично определяется верхней частью 122 формы и, при наличии, толкателем 126.
[00123] На прессованной заготовке 10 нижняя сторона 190 и верхняя сторона 192 по существу соответствуют нижней основной поверхности 30 и верхней основной поверхности 28.
[00124] Как сказано выше, на прессованной заготовке 10 между основными поверхностями 28, 30 и периферийной областью 32 образованы переходы 42. Каждый из переходов 42 на (четырех) сторонах периферийной области 32 связан с основной поверхностью 28, 30, с которой не связано лезвие 12. Переходы 42 по меньшей мере частично имеют закругления и/или фаски. В частности, фаски, закругления с тангенциальным концом и аналогичные контуры на прессованной заготовке 10 предпочтительно определяются в матрице 82 элементами формы, которые с этой целью не должны иметь чрезмерной конусности.
[00125] В этой связи делается ссылка на нижний выступ элемента 94 формы на ФИГ. 13, обозначенный ссылочным знаком 194, и на верхний выступ элемента 96 формы на ФИГ. 14, обозначенный ссылочным знаком 196.
[00126] Каждый из выступов 194, 196 образует участок на краю нижней стороны 190 или, соответственно, верхней стороны 192 полости 86. Таким образом, благодаря выступам 194, 196 на прессованной заготовке 10 возможны переходы 42 с закруглениями, фасками, тангенциальными прохождениями и т.п.
[00127] В этой связи следует заметить, что с боковыми элементами 90, 92, 94, 96 формы, имеющими соответствующие выступы 194, 196 для образования переходов 42, предпочтительно не связан ни один вертикально действующий пуансон. Например, если бы нижняя часть 120 формы и/или верхняя часть 122 формы в исполнении, показанном на ФИГ. 13 и 14, были выполнены в виде активных пуансонов, то при прессовании получилось бы неблагоприятное распределение давления или, соответственно, структуры. Те области полости 86, которые определены выступами 194, 196, были бы расположены вне зоны действия таких вертикальных пуансонов. Это привело бы к тому, что как раз переходы 42 на прессованной заготовке 10 не имели бы достаточной прочности. В прессованной заготовке 10 получилось бы неблагоприятное или, соответственно, нестабильное распределение структуры.
[00128] В этой связи следует заметить, что является предпочтительным, чтобы пуансоны 100, 104 и 102, 106 были расположены на разных (по вертикали) уровнях. Вертикальное смещение между каждой расположенной друг против друга парой 100, 104 и 102, 106 пуансонов делает возможным равномерное уплотнение порошка твердого сплава. Другими словами, порошок, расположенный в полости 86 в районе нижних выступов 194 элементов 90, 94 формы, уплотняется пуансонами 102, 106. Кроме того, порошок, расположенный в районе верхних выступов 196 элементов 92, 96 формы, уплотняется пуансонами 100, 104. Пуансоны 100, 104 и 102, 106 образуют перекрещивающиеся, но расположенные на расстоянии друг от друга пары 180, 184 и 182, 186 осей прессования.
[00129] Кроме того, следует указать на состояние прессующего устройства 80, показанного на ФИГ. 15-18. На ФИГ. 15-18 полость 86 открыта, так что прессованная заготовка 10 может быть извлечена. Для наглядности на ФИГ. 15-18 прессованная заготовка 10 показана во "взвешенном" состоянии, т.е. с положением и ориентацией, первоначально определенными полостью 86 в закрытом состоянии.
[00130] Показанный на ФИГ. 15 перспективный вид в качестве примера показывает лезвие 12 прессованной заготовки 10, связанное с (верхней) основной поверхностью 28, причем лезвие 12 по меньшей мере частично образуется посредством пуансона 100, взаимодействующего с элементом 90 формы. Кроме того, на ФИГ. 15 ссылочным знаком 42 обозначен переход между основной поверхностью 28 и периферийной областью 32 прессованной заготовки 10, создаваемый благодаря выступу 196 в элементе 92 формы, см. ФИГ. 18.
[00131] Из показанного на ФИГ. 16 вида сверху видно, что верхний элемент 122 формы, со стороны наблюдателя расположенный перед прессованной заготовкой 10, закрывает прессованную заготовку 10 не полностью. Из-под верхней части 122 формы виднеются именно переходы 42, образованные не верхней частью 122 формы.
[00132] Из ФИГ. 7-18 видно, что в показанном примерном варианте осуществления полость 86 полностью образуется благодаря подвижным элементам, причем речь идет об элементах пуансона и элементах формы.
[00133] На ФИГ. 17 и 18 показаны фронтальные формообразующие участки 200 пуансонов 100, 102, 104, 106, каждый из которых связан с лезвием 12 прессованной заготовки 10. Формообразующие участки 200 выполнены в виде проекции или выступа на соответствующем фронтальном конце пуансона 100, 102, 104, 106, обращенном к центру полости 86. Каждый из формообразующих участков 200 образует желобчатую переднюю поверхность 36 лезвия 12. На переходе между формообразующими участками 200 пуансонов 100, 102, 104, 106 и связанными с ними элементами 90, 92, 94, 96 формы в возникающей прессованной заготовке 10 формуется соответствующая режущая кромка 34.
[00134] Представленный на ФИГ. 17 поперечный разрез показывает верхние режущие кромки 34, связанные с верхней основной поверхностью 28 прессованной заготовки. Представленный на ФИГ. 18 разрез показывает нижние режущие кромки 34, связанные с нижней основной поверхностью 30 прессованной заготовки 10. Задние поверхности 38, связанные с соответствующими лезвиями 12 (см. опять ФИГ. 1-4) могут определяться нижней частью 120 формы и верхней частью 122 формы. Как правило, задние поверхности 38 имеют лишь незначительный наклон относительно горизонтальной плоскости, так что соответствующая конфигурация нижней части 120 формы и верхней части 122 формы может быть осуществлена без чрезмерного уменьшения толщины стенок или, соответственно, без чрезмерно заостренных концов.
[00135] Важным для изготовления прессованной заготовки 10 в прессовальном устройстве 80 является то, что при этом не используются вертикальные оси прессования. Главными осями прессования являются боковые или, соответственно, горизонтальные оси 180, 182, 184, 186 прессования, см. ФИГ. 12. Таким образом, посредством прессования твердого сплава может быть изготовлена специальная симметричная форма прессованной заготовки 10, по меньшей мере почти соответствующая окончательному контуру. Это позволяет значительно уменьшить расходы на дополнительную обработку.
[00136] Концепция, показанная при помощи ФИГ. 6-18, делает возможной большую свободу выбора при принятии конструктивных решений и позволяет в соответствии с использованием рассчитывать форму прессованных заготовок 10 и основанных на ней режущих вставок 66 (ФИГ. 5).
[00137] На ФИГ. 19 при помощи схематичной структурной схемы показан примерный вариант осуществления способа изготовления твердосплавных прессованных заготовок. Изготавливаемые по этому способу прессованные заготовки могут использоваться для изготовления режущих вставок, в частности для изготовления неперетачиваемых режущих пластин сложной геометрии. Предпочтительно рассматриваемый способ делает возможным изготовление прессованных заготовок с небольшими затратами на дополнительную обработку, в частности с небольшими затратами на обработку резанием.
[00138] Способ включает первый этап S10, включающий предоставление составной матрицы. Затем следует этап с обозначением S12, включающий по меньшей мере частичное формирование полости в матрице. Предпочтительно полость образуется посредством множества подвижных элементов формы. В частности, этап S12 может включает подвод множества элементов формы и при необходимости нижней части формы. По окончании этапа S12 полость закрыта еще не полностью.
[00139] Затем следует этап S14, включающий наполнение полости порошком твердого сплава. Это может осуществляться, например, с помощью загрузочного башмака, подводимого сверху к отверстию полости. Таким образом, порошок твердого сплава с поддержкой со стороны силы тяжести может сыпаться в полость. После достаточного заполнения полости загрузочный башмак отодвигается от отверстия полости.
[00140] Следует этап S16, включающий закрытие полости путем подвода верхней части формы. Может быть предпочтительным, чтобы, когда полость закрывается верхней частью формы, боковые пуансоны немного перемещались наружу. Таким образом, поддерживается наполнение полости в направлении боковых (горизонтальных) частей полости. Отодвигание боковых пуансонов может вызвать пониженное давление, приводящее к эффекту всасывания или, соответственно, к эффекту подсасывания.
[00141] Верхней частью формы, нижней частью формы и боковыми элементами формы определяется большая часть полости. Этапы S12 и S16 также могут включать подвод толкателей, в частности вертикальных толкателей. Предпочтительно толкатели связаны с нижней и/или верхней частью формы. Толкатели могут использоваться для определения в получающейся прессованной заготовке отверстий или, соответственно, выемок.
[00142] Следующий этап S18 включает удерживание подвижных элементов матрицы. В частности, элементы формы, нижняя часть формы, верхняя часть формы и, при их наличии, толкатели могут стопориться с геометрическим и/или силовым замыканием, чтобы выдерживать давление прессования и изготавливать прессованную заготовку с требуемой точностью.
[00143] Этап, имеющий обозначение S20, описывает собственно процесс прессования. Уплотнение порошка твердого сплава происходит, прежде всего, благодаря боковым пуансонам. Боковые пуансоны могут подводиться к полости сбоку, чтобы уплотнить порошок. Предпочтительно боковые пуансоны связаны с боковыми элементами формы. Это может включать, например, общие направляющие поверхности или, соответственно, направляющие выемки. Другими словами, например, по меньшей мере некоторые из боковых элементов формы могут обеспечивать направляющую для соответствующего бокового толкателя. Таким образом, матрица может иметь особенно компактную конструкцию.
[00144] За этапом S20 прессования следует этап S22, включающий открытие полости. Боковые пуансоны и подвижные элементы матрицы, при необходимости включая вертикально перемещаемые элементы формы (например, верхняя часть формы или, соответственно, нижняя часть формы с толкателями), перемещаются в открытое положение, чтобы сделать возможным извлечение прессованной заготовки.
[00145] Могут последовать дополнительные этапы, в частности этап дополнительной обработки и/или этап манипулирования. Таким образом, прессованной заготовке может быть придана требуемая форма. Прессованная заготовка может быть подана в агломерационную установку, чтобы на основе прессованной заготовки посредством спекания изготовить режущий инструмент, в частности режущую вставку или режущую пластину.

Изобретение относится к области металлургии и может быть использовано при изготовлении твердосплавных прессованных заготовок из порошка. Используют составную матрицу (82), содержащую боковые элементы (90, 92, 94, 96) формы. Производят подвод боковых элементов (90, 92, 94, 96) формы и подвод по меньшей мере двух боковых элементов (100, 102, 104, 106) пуансона. Причем по меньшей мере два боковых элемента (90, 92, 94, 96) формы имеют направляющую выемку (110, 112, 114, 116) для бокового элемента (100, 102, 104, 106) пуансона. Осуществляют подвод наполняющего модуля (152) через отверстие полости (86) и заполнение ее порошком твердого сплава, подвод по меньшей мере одной верхней части (122) формы, определяющей участок верхней стороны (192) полости (86). Удерживают боковые элементы (90, 92, 94, 96) формы и верхнюю часть (122) формы и производят уплотнение порошка по меньшей мере двумя боковыми элементами (100, 102, 104, 106) пуансона. Затем перемещают боковые элементы (90, 92, 94, 96) формы, верхнюю часть (122) формы и элементы (100, 102, 104, 106) пуансона для извлечения прессованной заготовки (10). В результате обеспечивается получение однородной прессованной заготовки, не требующей значительной дополнительной обработки. 4 н. и 20 з.п. ф-лы, 19 ил.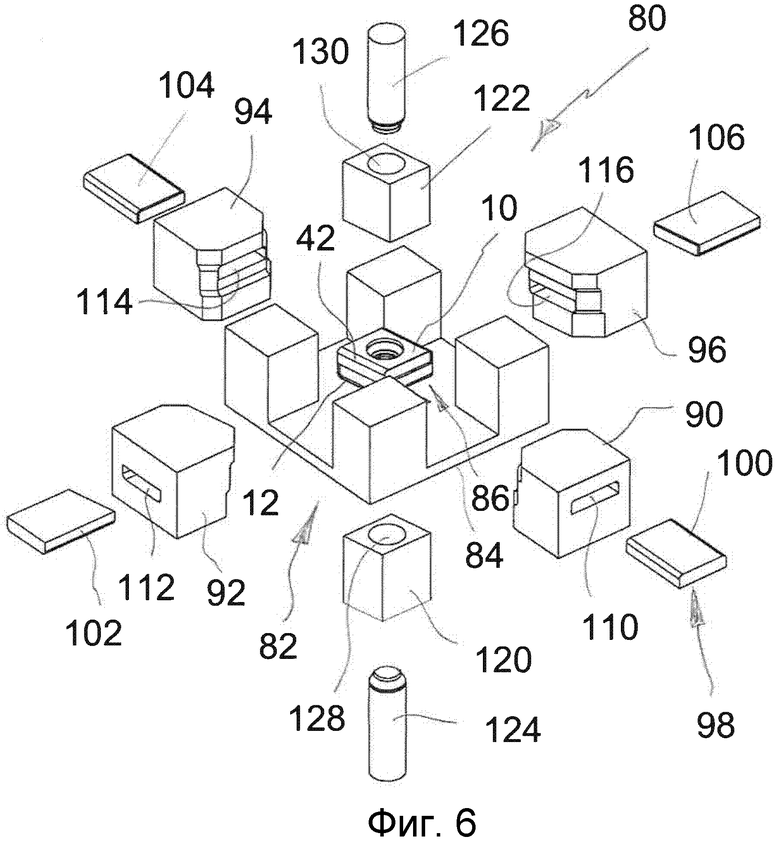
1. Способ изготовления твердосплавной прессованной заготовки, предназначенной для изготовления спеченной заготовки для режущего инструмента (66), включающий следующие этапы:
- предоставление составной матрицы (82), содержащей множество боковых элементов (90, 92, 94, 96) формы, задающих боковые поверхности полости (86) для прессованной заготовки (10),
причем по меньшей мере один боковой элемент (90, 92, 94, 96) формы также задает участок верхней стороны (192) полости (86),
- подвод боковых элементов (90, 92, 94, 96) формы,
- подвод по меньшей мере двух боковых элементов (100, 102, 104, 106) пуансона,
причем по меньшей мере два боковых элемента (90, 92, 94, 96) формы имеют направляющую выемку (110, 112, 114, 116) для бокового элемента (100, 102, 104, 106) пуансона,
- подвод наполняющего модуля (152) над отверстием полости (86) и заполнение полости (86) порошком твердого сплава,
- подвод по меньшей мере одной верхней части (122) формы, задающей участок верхней стороны (192) полости (86),
- удерживание боковых элементов (90, 92, 94, 96) формы и верхней части (122) формы,
- уплотнение порошка указанными по меньшей мере двумя боковыми элементами (100, 102, 104, 106) пуансона и
- открытие боковых элементов (90, 92, 94, 96) формы, верхней части (122) формы и элементов (100, 102, 104, 106) пуансона для извлечения прессованной заготовки (10) из формы.
2. Способ по п. 1, включающий:
- предоставление по меньшей мере одного бокового элемента (90, 92, 94, 96) формы, также задающего участок нижней стороны (190) полости (86),
- подвод по меньшей мере одной нижней части (120) формы, задающей участок нижней стороны (190) полости (86), и
- удерживание нижней части (120) формы вместе с удерживанием боковых элементов (90, 92, 94, 96) формы и верхней части (122) формы.
3. Способ по п. 1 или 2, согласно которому во время уплотнения боковые элементы (90, 92, 94, 96) формы, верхнюю часть (122) формы и нижнюю часть (120) формы фиксируют, а боковые элементы (100, 102, 104, 106) пуансона перемещают для уплотнения порошка.
4. Способ по любому из пп.1-3, согласно которому уплотнение включает боковое уплотнение элементами (100, 102, 104, 106) пуансона,
причем каждое направление перемещения элементов (100, 102, 104, 106) пуансона ориентировано параллельно плоскости, ориентированной под углом, в частности перпендикулярно, к направлению подвода верхней части (122) формы.
5. Способ по одному из пп.1-4, согласно которому боковые элементы (90, 92, 94, 96) формы и элементы (100, 102, 104, 106) пуансона выполнены с возможностью перемещения параллельно первой плоскости, в частности горизонтальной плоскости, а верхняя часть (122) формы, в частности также нижняя часть (120) формы, выполнены с возможностью перемещения параллельно второй плоскости, в частности вертикальной плоскости.
6. Способ по одному из пп. 1-5, согласно которому верхняя часть (122) формы связана с вертикальным толкателем (126), образующим в прессованной заготовке (10) выемку (18), в частности выемку, проходящую через прессованную заготовку (10) в вертикальном направлении,
причем вертикальный толкатель (126) выполнен с возможностью перемещения параллельно верхней части (122) формы, а нижняя часть (120) формы, в частности, также связана с соответствующим вертикальным толкателем (124).
7. Способ по одному из пп.1-6, согласно которому этап подвода боковых элементов (90, 92, 94, 96) формы включает подвод трех или больше боковых элементов (90, 92, 94, 96) формы, выполненных с возможностью перемещения друг к другу и друг от друга для открытия или закрытия полости (86).
8. Способ по п. 7, согласно которому вместе боковые элементы (90, 92, 94, 96) формы задают горизонтальное ограничение для прессованной заготовки (10).
9. Способ по одному из пп. 1-8, согласно которому полость (86) и получающуюся форму прессованной заготовки (10) полностью задают подвижными элементами (90, 92, 94, 96, 120, 122, 124, 126) матрицы и элементами (100, 102, 104, 106) пуансона.
10. Способ по одному из пп.1-9, согласно которому с каждым боковым элементом (90, 92, 94, 96) формы связан элемент (100, 102, 104, 106) пуансона, расположенный в направляющей выемке (110, 112, 114, 116), а направление перемещения элемента (100, 102, 104, 106) пуансона проходит параллельно направлению перемещения бокового элемента (90, 92, 94, 96) формы.
11. Способ по одному из пп.1-10, согласно которому по меньшей мере два элемента (100, 102, 104, 106) пуансона, в частности две пары элементов (100, 102, 104, 106) пуансона, смещены относительно друг друга по вертикали.
12. Способ по одному из пп.1-11, согласно которому элементы (100, 102, 104, 106) пуансона образуют участки формы прессованной заготовки (10), которые не могут быть извлечены из пресс-формы в вертикальном направлении.
13. Способ по одному из пп. 1-12, согласно которому боковые элементы (90, 92, 94, 96) формы образуют переход (42) между периферийной областью (32) и по меньшей мере одной верхней или нижней основной поверхностью (28, 30) прессованной заготовки (10), а переход (42), в частности, имеет закругление или фаску.
14. Способ по одному из пп. 1-13, согласно которому по меньшей мере одну верхнюю или нижнюю основную поверхность (28, 30), предпочтительно обе основные поверхности (28, 30), прессованной заготовки (10) создают в полости (86) без пуансона.
15. Способ по одному из пп. 1-14, согласно которому
для образования прессованной заготовки (10) для неперетачиваемой режущей пластины (66) ромбической формы предусмотрено четыре боковых элемента (90, 92, 94, 96) формы, которые по меньшей мере на некоторых участках задают четыре стороны прессованной заготовки (10) и связаны с четырьмя боковыми элементами (100, 102, 104, 106) пуансона, задающими четыре передние поверхности (36) на четырех периферийных сторонах прессованной заготовки (10),
причем предусмотрена верхняя часть (122) формы для образования верхней основной поверхности (28) и нижняя часть (120) формы для образования нижней основной поверхности (30), которые связаны с верхним вертикальным толкателем (126) и нижним вертикальным толкателем (124), контактирующими друг с другом, и
вместе верхний вертикальный толкатель (126) и нижний вертикальный толкатель (124) образуют на прессованной заготовке (10) сквозное отверстие (18).
16. Способ изготовления твердосплавных режущих инструментов, в частности режущих вставок, включающий:
- изготовление твердосплавной прессованной заготовки (10) согласно способу по одному из пп. 1-15,
- транспортировку твердосплавной прессованной заготовки (10) из устройства (80) для ее изготовления в агломерационную установку и
- спекание прессованной заготовки (10).
17. Устройство (80) для изготовления твердосплавной прессованной заготовки (10) для изготовления спеченной заготовки для режущего инструмента (66), содержащее:
- основание (84),
- составную матрицу (82) для образования полости (86) для прессованной заготовки (10), содержащую множество боковых элементов (90, 92, 94, 96) формы, задающих боковые поверхности полости (86), причем по меньшей мере один боковой элемент (90, 92, 94, 96) формы также задает участок верхней стороны (192) полости (86),
- верхнюю часть (122) формы, задающую участок верхней стороны (192) полости (86),
- узел (98) пуансона, имеющий по меньшей мере два боковых элемента (100, 102, 104, 106) пуансона, причем предусмотрено по меньшей мере два боковых элемента (90, 92, 94, 96) формы с направляющей выемкой (110, 112, 114, 116) для соответствующего бокового элемента (100, 102, 104, 106) пуансона, и
- наполняющий модуль (152) с загрузочным башмаком (154), выполненным с возможностью подвода к отверстию полости (86) для заполнения полости (86) порошком твердого сплава,
причем
боковые элементы (90, 92, 94, 96) формы и верхняя часть (122) формы выполнены с возможностью перемещения между открытым положением и закрытым положением,
боковые элементы (90, 92, 94, 96) формы и верхняя часть (122) формы в закрытом положении задают поверхности прессованной заготовки (10),
боковые элементы (100, 102, 104, 106) пуансона выполнены с возможностью перемещения вдоль направляющих выемок (110, 112, 114, 116) в боковых элементах (90, 92, 94, 96) формы для уплотнения порошка, и
направление перемещения элементов (100, 102, 104, 106) пуансона ориентировано параллельно плоскости, ориентированной под углом, в частности перпендикулярно, к направлению подвода верхней части (122) формы.
18. Устройство по п. 17, которое имеет нижнюю часть (120) формы, задающую участок нижней стороны полости (86),
причем по меньшей мере один боковой элемент (90, 92, 94, 96) формы также задает участок нижней стороны (190) полости (86), а боковые элементы (90, 92, 94, 96) формы, верхняя часть формы (122) и нижняя часть (120) формы в закрытом положении выполнены фиксируемыми.
19. Устройство по п. 17 или 18, в котором
боковые элементы (90, 92, 94, 96) формы и боковые элементы (100, 102, 104, 106) пуансона выполнены с возможностью перемещения параллельно первой плоскости, в частности горизонтальной плоскости, а
верхняя часть (122) формы, в частности также нижняя часть (120) формы, выполнены с возможностью перемещения параллельно второй плоскости, в частности вертикальной плоскости.
20. Устройство по одному из пп. 17-19, также содержащее удерживающий узел (150), фиксирующий в закрытом положении боковые элементы (90, 92, 94, 96) формы, верхнюю часть (122) формы и нижнюю часть (120) формы для образования периферийной области (32) прессованной заготовки (10).
21. Устройство по одному из пп. 17-20, в котором верхняя часть формы (122) связана с вертикальным толкателем (126), образующим в прессованной заготовке (10) выемку (18), в частности выемку (18), проходящую через прессованную заготовку (10) в вертикальном направлении,
причем вертикальный толкатель (126) выполнен с возможностью перемещения параллельно верхней части (122) формы, а нижняя часть (120) формы, в частности, также связана с соответствующим вертикальным толкателем (124).
22. Устройство по одному из пп. 17-21, в котором уплотнение порошка обеспечено в основном, предпочтительно исключительно, боковыми элементами (100, 102, 104, 106) пуансона.
23. Устройство по одному из пп. 17-22, в котором боковые элементы (90, 92, 94, 96) формы образуют переход (42) между периферийной областью (32) и по меньшей мере одной верхней или нижней основными поверхностями (28, 30) прессованной заготовки (10), причем переход (42), в частности, содержит закругление или фаску.
24. Твердосплавная прессованная заготовка (10) для неперетачиваемой режущей вставки (66), которая имеет две основные поверхности (28, 30), расположенные друг против друга, периферийную область (32), проходящую между указанными основными поверхностями (28, 30), и множество лезвий (12), из которых
по меньшей мере одно лезвие (12) связано с первой основной поверхностью (28) и по меньшей мере одно лезвие (12) связано со второй основной поверхностью (30), и
передние поверхности (36) желобчатой формы, связанные с лезвиями (12) в периферийной области (32),
причем прессованная заготовка (10) изготовлена способом по одному из пп. 1-15.
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН | 2006 |
|
RU2402407C2 |
| Устройство для заполнения пресс-формы порошком | 1987 |
|
SU1423279A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2008 |
|
RU2373025C1 |
| Способ измерения плотности конденсата балансовых установок | 1958 |
|
SU120028A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

