ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Предмет настоящего изобретения относится к способу и к устройству для изготовления предварительно спеченных заготовок режущих пластин, которые затем спекаются в режущие пластины.
УРОВЕНЬ ТЕХНИКИ
Производство режущих пластин из спекаемых порошков, т.е. металлургических, металлокерамических или керамических порошков, включает в себя прессование спекаемого порошка, с или без нестойкого связующего вещества, в предварительно спеченную заготовку и последующее спекание заготовки с получением режущей пластины. Прессование происходит обычно при высоких давлениях, получаемых вследствие больших противоположно направленных сил, создаваемых системой пуансонов в матрице. Например, при помощи верхнего и нижнего пуансонов, поджатых к полости матрицы, образованной в матрице, содержащей спекаемый порошок, как хорошо известно в данной области техники. Несмотря на то что режущие пластины с поднутрениями можно, в общем, получать прессованием, эти поднутрения могут затруднять освобождение и последующее извлечение спрессованной заготовки из полости матрицы.
Задача настоящего изобретения состоит в том, чтобы обеспечить новое и улучшенное устройство и способ изготовления предварительно спеченных заготовок для режущих пластин.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
По первому аспекту предмета настоящей заявки предложен инструментальный набор, выполненный с возможностью прессования спекаемого порошка с образованием заготовки. Как правило, спекаемый порошок может содержать связующее вещество. Заготовкой может быть заготовка режущей пластины, и после прессования заготовка может подвергаться спеканию для получения режущей пластины.
Инструментальный набор имеет центральную ось, которая определяет исходное осевое направление. Радиальные направления определены перпендикулярно центральной оси. Инструментальный набор содержит основание со сквозным отверстием основания, множество радиально направленных каналов для пуансонов, множество радиально направленных каналов матрицы и крышку, выполненную с возможностью установки на основание. Крышка имеет сквозное отверстие крышки, и когда крышка установлена на основании, центральная ось проходит через сквозные отверстия основания и крышки.
Инструментальный набор содержит также верхний пуансон, противоположный нижний пуансон, множество боковых пуансонов и множество стержней матрицы. Верхний пуансон выполнен с возможностью перемещения в осевом направлении через сквозное отверстие крышки, а нижний пуансон выполнен с возможностью перемещения в осевом направлении через сквозное отверстие основания. Боковые пуансоны расположены в противоположных парах и выполнены с возможностью радиального перемещения в каналах для пуансонов. Стержни матрицы выполнены с возможностью радиального перемещения в каналах матрицы. Каждый стержень матрицы является общим для и расположен между двумя смежными боковыми пуансонами. Каждый стержень матрицы имеет переднюю формующую поверхность матрицы и две направляющие поверхности матрицы, по которым скользят два смежных боковых пуансона. Направляющие поверхности матрицы расходятся назад от формующей поверхности матрицы.
Согласно предмету настоящей заявки инструментальный набор выполнен с возможностью регулирования из первой конфигурации, до прессования спекаемого порошка, во вторую конфигурацию, после прессования спекаемого порошка. В первой конфигурации верхний, нижний и боковые пуансоны образуют исходную замкнутую полость. Исходная замкнутая полость может содержать неспрессованный спекаемый порошок. Во второй конфигурации верхний, нижний и боковые пуансоны и стержни матрицы образуют конечную замкнутую полость. Конечная замкнутая полость может содержать спрессованный спекаемый порошок.
Верхний, нижний и боковые пуансоны имеют соответственно поверхности верхнего, нижнего и боковых пуансонов, а конечная замкнутая полость может ограничиваться поверхностями верхнего, нижнего и боковых пуансонов и формующими поверхностями матрицы.
В первой конфигурации боковые пуансоны находятся в первом положении, удаленном от сквозного отверстия основания, а во второй конфигурации боковые пуансоны находятся во втором положении, смежном сквозному отверстию основания. Конструкция является такой, что и в первой, и во второй конфигурациях стержни матрицы расположены смежно сквозному отверстию основания.
В некоторых конфигурациях, по меньшей мере, один из верхнего пуансона и нижнего пуансона содержит центральный штифт для создания сквозного отверстия в заготовке.
В некоторых конфигурациях поверхность верхнего пуансона и поверхность нижнего пуансона повернуты относительно друг друга вокруг центральной оси на ненулевой угол.
Прессование спекаемого порошка с образованием заготовки может осуществляться посредством перемещения верхнего и нижнего пуансонов друг к другу и посредством перемещения боковых пуансонов из первого положения во второе положение, во время которого стержни матрицы остаются неподвижными смежно сквозному отверстию основания, а боковые пуансоны скользят по направляющим поверхностям матрицы. Преимущество этой конструкции состоит в том, что она гарантирует направление боковых пуансонов в точные положения с каждой стороны соответствующих стержней матрицы по завершению прессования спекаемого порошка.
Согласно аспектам предмета настоящей заявки формующие поверхности матрицы стержней матрицы образуют меньшие кромки заготовки. Формующая поверхность матрицы может иметь любую требуемую форму. Использование формующей поверхности матрицы обеспечивает большую степень свободы для форм кромок заготовок, которые могут быть изготовлены по сравнению с кромками заготовок, производимыми при помощи инструментальных наборов известного уровня техники.
В некоторых вариантах осуществления предмета настоящей заявки каждая меньшая кромка имеет нелинейную форму. Поскольку меньшая кромка образуется при помощи формующей поверхности матрицы, то в таких вариантах осуществления формующая поверхность матрицы тоже будет иметь нелинейную форму.
В некоторых вариантах осуществления предмета настоящей заявки каждая меньшая кромка содержит две меньшие режущие кромки, и на виде с торца на заготовку две меньшие режущие кромки не коллинеарны.
В одном конкретном варианте осуществления предмета настоящей заявки заготовка содержит две противоположные боковые поверхности и периферийную поверхность, продолжающуюся между двумя противоположными боковыми поверхностями. Периферийная поверхность может содержать четыре идентичные торцевые поверхности. Смежные торцевые поверхности могут пересекаться в меньшей кромке.
В еще одном конкретном аспекте предмета настоящей заявки каждый боковой пуансон может иметь выступающую поверхность бокового пуансона, а заготовка может иметь углубленные торцевые поверхности. Углубленные торцевые поверхности образуются выступающими поверхностями боковых пуансонов во время прессования спекаемого порошка.
Согласно другим аспектам предмета настоящей заявки верхний пуансон имеет поверхность верхнего пуансона, а нижний пуансон имеет поверхность нижнего пуансона, и поверхности верхнего и нижнего пуансонов образуют боковые поверхности заготовки во время прессования спекаемого порошка.
По другому аспекту предмета настоящей заявки предложен способ изготовления заготовки, включающий этапы, на которых: обеспечивают инструментальный набор согласно аспектам предмета настоящей заявки, как описано выше; устанавливают между верхним и нижним пуансонами, боковыми пуансонами и стержнями матрицы исходную замкнутую полость с заданным количеством спекаемого порошка, расположенным в исходной замкнутой полости; получают из исходной замкнутой полости конечную замкнутую полость посредством поджатия верхнего и нижнего пуансонов друг к другу и посредством поджатия боковых пуансонов противоположных пар боковых пуансонов друг к другу, при этом каждые два смежных боковых пуансона скользят по направляющим поверхностям матрицы общего стержня матрицы, поддерживая при этом стержни матрицы неподвижными относительно боковых пуансонов, тем самым спрессовывая спекаемый порошок с образованием заготовки. Для извлечения заготовки инструментальный набор приводится в конфигурацию для извлечения посредством удаления верхнего пуансона и крышки с основания, отведения стержней матрицы и боковых пуансонов в положение, удаленное от заготовки, и приведения нижнего пуансона в положение для извлечения нижнего пуансона, в котором нижний пуансон выступает из сквозного отверстия основания, позволяя тем самым извлечь заготовку.
В некоторых вариантах осуществления способ дополнительно включает этап, на котором выполняют сквозное отверстие в заготовке.
В некоторых вариантах осуществления способ включает еще этап, на котором спекают заготовку.
По еще одному аспекту предмета настоящей заявки предложена заготовка, изготовленная способом изготовления, описанным выше. Заготовка, изготовленная этим способом, может содержать две противоположные боковые поверхности и периферийную поверхность, продолжающуюся между двумя противоположными боковыми поверхностями. Периферийная поверхность может содержать четыре идентичные торцевые поверхности. Каждая торцевая поверхность может продолжаться между двумя смежными торцевыми поверхностями
По другим аспектам настоящей заявки каждая торцевая поверхность и каждая боковая поверхность могут пересекаться в большей кромке. По меньшей мере часть большей кромки может образовывать большую режущую кромку. Смежные торцевые поверхности могут пересекаться в меньшей кромке. Меньшая кромка может содержать две меньшие режущие кромки.
В конкретном варианте осуществления настоящей заявки торцевые поверхности могут быть углублены.
В другом конкретном варианте осуществления настоящей заявки две меньшие режущие кромки на виде с торца на заготовку могут быть не коллинеарны.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения и демонстрации того, как оно осуществляется на практике, будет сделана ссылка на прилагаемые чертежи, на которых:
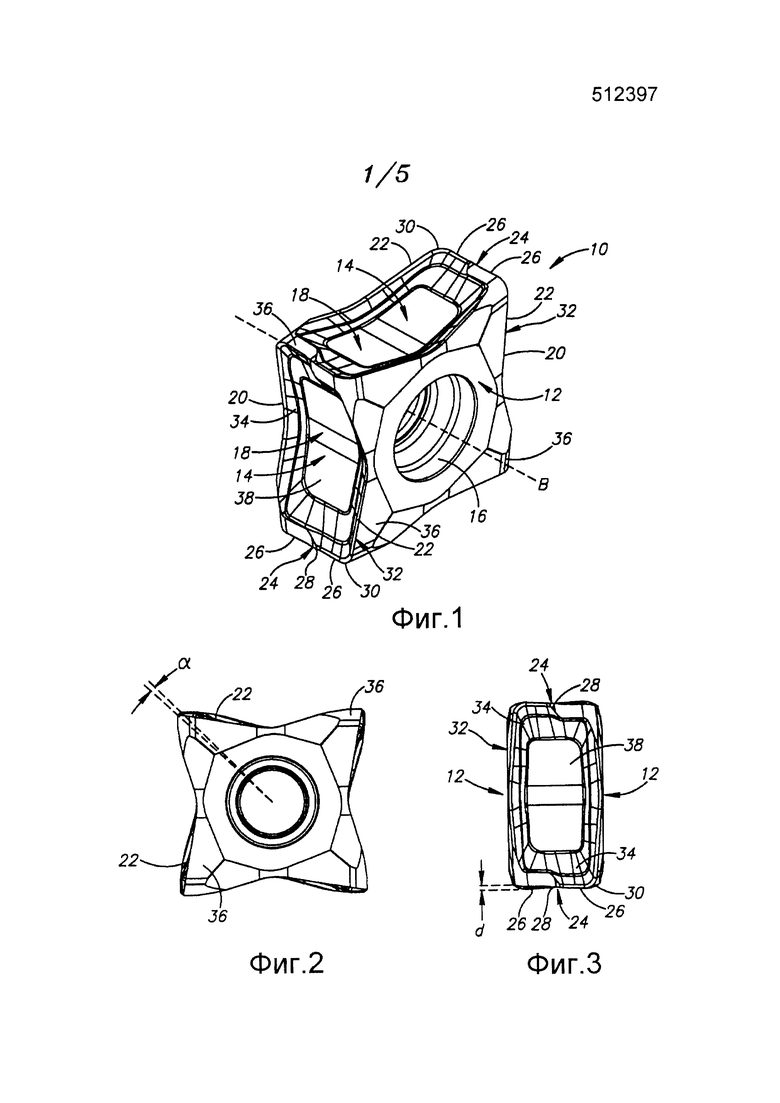
Фиг.1 - вид в перспективе заготовки, изготовленной согласно способу по настоящему изобретению;
Фиг.2 - вид сбоку заготовки, показанной на фиг.1;
Фиг.3 - вид с торца заготовки, показанной на фиг.1;
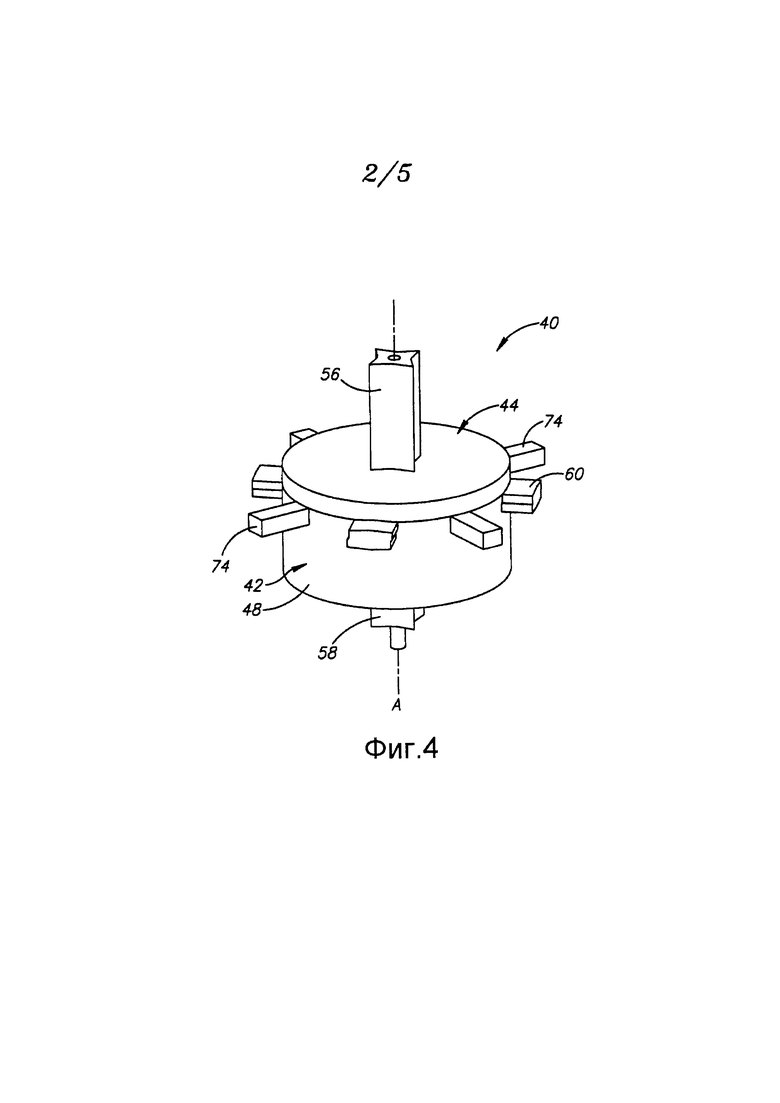
Фиг.4 - вид в перспективе инструментального набора согласно настоящему изобретению;
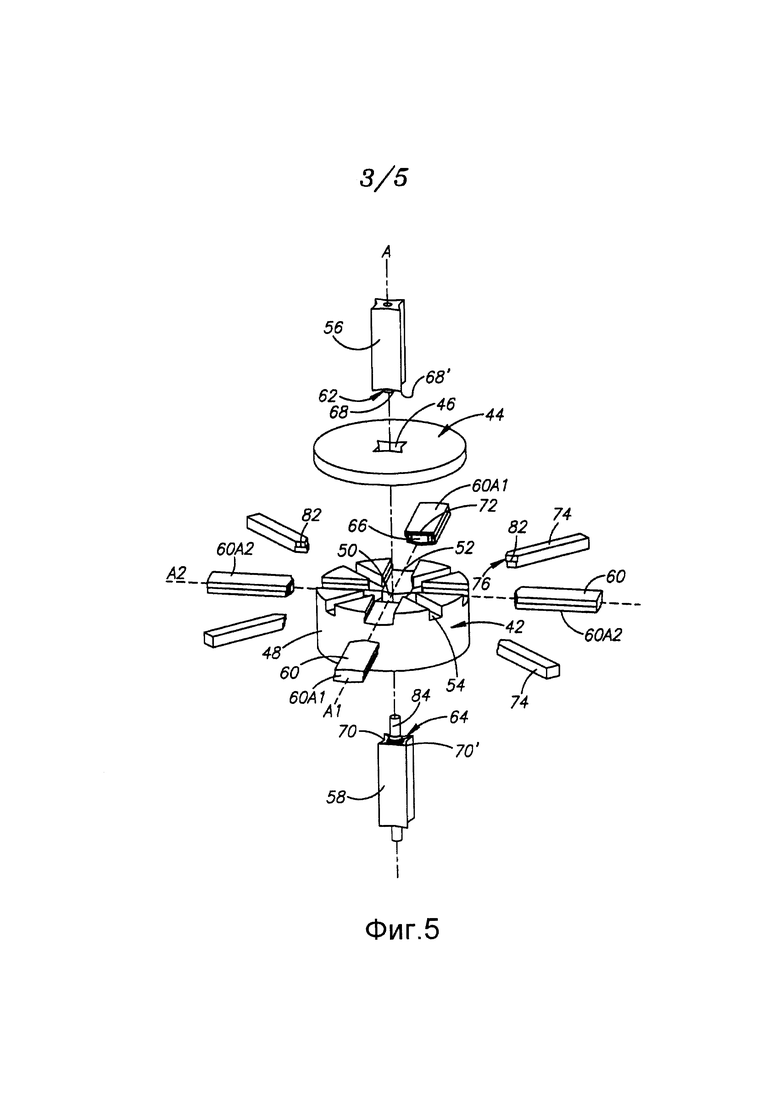
Фиг.5 - вид в перспективе с пространственным разнесением деталей инструментального набора по фиг.4;
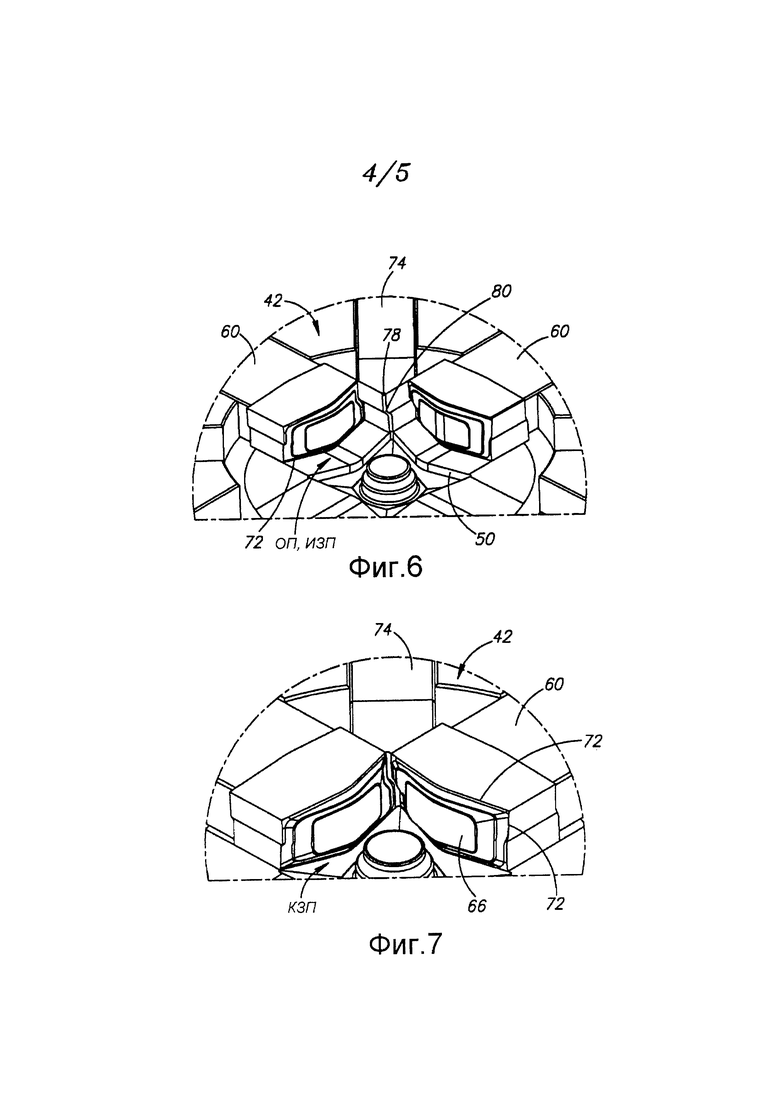
Фиг.6 - частичный вид инструментального набора в открытой конфигурации;
Фиг.7 - частичный вид инструментального набора в замкнытой конфигурации; и
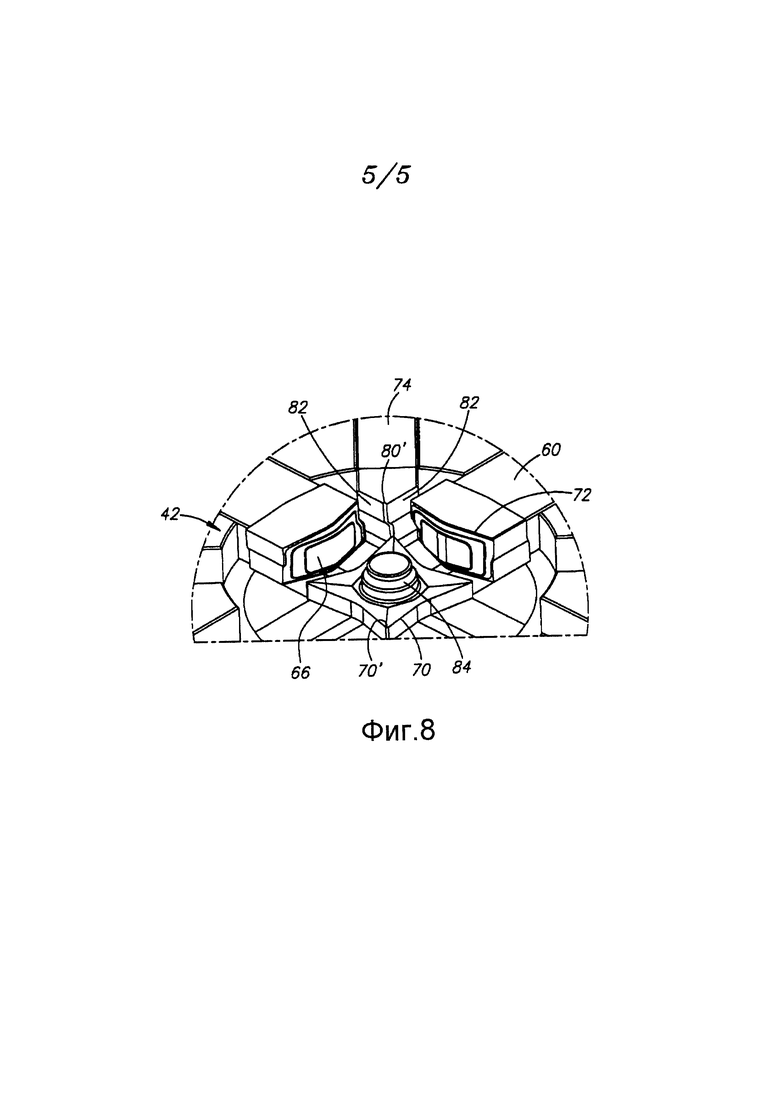
Фиг.8 - частичный вид инструментального набора в конфигурации для извлечения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В следующем далее описании будут описаны различные аспекты предмета настоящей заявки. В целях пояснения конкретные конфигурации и детали излагаются достаточно подробно, чтобы обеспечить полное понимание предмета настоящей заявки. Тем не менее, специалисту в данной области техники следует понимать, что предмет настоящей заявки может применяться на практике без конкретных подробностей, представленных в этой заявке.
На фиг.1-3 показан неограничивающий пример предварительно спеченной заготовки 10 режущей пластины, образованной прессованием спекаемого порошка согласно аспектам предмета настоящей заявки. Результатом спекания заготовки 10 является режущая пластина. Режущая пластина может использоваться в операциях резания металла. Спекаемым порошком может быть металлургический, керамический или металлокерамический порошок, смешанный со связующим. Заготовка 10 имеет две противоположные боковые поверхности 12 и периферийную поверхность 14, продолжающуюся между ними. Заготовка 10 может иметь сквозное отверстие 16. Сквозное отверстие 16 может продолжаться между боковыми поверхностями 12. Сквозное отверстие 16 имеет ось B отверстия, вокруг которой заготовка 10 может иметь вращательную симметрию в 90°. Периферийная поверхность 14 имеет четыре идентичные торцевые поверхности 18, которые обращены в четырех разных направлениях. Торцевые поверхности 18 могут быть углублены, задавая тем самым геометрию с поднутрением. Каждая торцевая поверхность 18 и каждая боковая поверхность 12 пересекаются в большей кромке 20. Каждая торцевая поверхность 18 имеет две большие кромки 20, а заготовка 10 имеет всего восемь больших кромок 20. По меньшей мере часть каждой большей кромки 20 образует большую режущую кромку 22. Каждая большая режущая кромка 22 может продолжаться более чем на половину длины большей кромки 20, на которой она образована.
Смежные торцевые поверхности 18 пересекаются в меньшей кромке 24. Меньшая кромка 24 включает в себя только две меньшие режущие кромки 26, соединенные промежуточной меньшей кромкой 28. Большие режущие кромки 22 длиннее, чем меньшие режущие кромки 26.
Каждая меньшая режущая кромка 26 имеет смежную большую режущую кромку 22. Смежные большая и меньшая режущие кромки 22 26 имеют соответствующую угловую режущую кромку 30, которая продолжается между смежными большей и меньшей режущими кромками 22, 26. Другими словами, смежные большая и меньшая режущие кромки 22, 26 соединяются в угловой режущей кромке 30. Каждая тройка, состоящая из смежных большей и меньшей режущих кромок 22, 26 и соответствующей угловой режущей кромки 30, образует режущую кромку 32 пластины.
Каждая режущая кромка 32 пластины образована на пересечении двух поверхностей, расположенных с каждой стороны режущей кромки 32. Одной поверхностью является передняя поверхность 34, расположенная на торцевой поверхности 18, а другой поверхностью является задняя поверхность 36. Задняя поверхность 36, связанная с большей режущей кромкой 22, расположена на боковой поверхности 12. Задняя поверхность 36, связанная с меньшей режущей кромкой 26, расположена на торцевой поверхности 18, а задняя поверхность 36, связанная с угловой режущей кромкой 30, расположена на угловой поверхности, расположенной между боковой поверхностью 12 и торцевой поверхностью 18. Таким образом, каждая тройка, состоящая из большей, меньшей и угловой режущих кромок 22, 26, 30 заданной режущей кромки 32 пластины, связана с конкретной передней поверхностью 34 и конкретной задней поверхностью 36, а именно передней поверхностью 34 и задней поверхностью 36, на пересечении которых образована режущая кромка 32 пластины. Передняя поверхность 34 может продолжаться от режущей кромки 32 пластины в направлении внутрь заготовки 10. Передняя поверхность 34 может продолжаться по направлению к внутренней торцевой поверхности 38 торцевой поверхности 18. В некоторых применениях передняя поверхность 34 продолжается до внутренней торцевой поверхности 38 торцевой поверхности 18. Одна из двух меньших режущих кромок 26 принадлежит одной из смежных торцевых поверхностей 18, а вторая из двух меньших режущих кромок 26 принадлежит второй из смежных торцевых поверхностей 18. Другими словами, одна из двух меньших режущих кромок 26 заданной меньшей кромки 24 связана с передней поверхностью 34 на одной торцевой поверхности, а другая меньшая режущая кромка 26 заданной меньшей кромки 24 связана с передней поверхностью 34 на смежной торцевой поверхности 18.
Как видно на фиг.2, на виде сбоку на заготовку 10 две боковые поверхности 12 не выровнены друг с другом, а повернуты друг относительно друга вокруг оси B отверстия на ненулевой угол α. Как видно на фиг.3 на виде с торца на заготовку 10, смежные меньшие режущие кромки 26, то есть меньшие режущие кромки 26, расположенные на общей меньшей кромке 24, находятся друг от друга на расстоянии d. Поэтому в некоторых вариантах осуществления на виде с торца на заготовку 10 две меньшие режущие кромки 26, образованные на общей меньшей кромке 24, не коллинеарны. Более того, не коллинеарны две меньшие режущие кромки 26 и промежуточная меньшая кромка 28, образованная на общей меньшей кромке 24. В общем, в некоторых вариантах осуществления меньшие кромки 24 могут иметь нелинейную форму.
На фиг.4-8 показан инструментальный набор 40. Инструментальный набор 40 может быть выполнен с возможностью прессования спекаемого порошка в заготовку 10, показанную на фиг.1-3. Инструментальный набор 40 имеет центральную ось A, которая определяет исходное осевое направление. Радиальные направления определены перпендикулярно центральной оси A. Инструментальный набор 40 может включать в себя основание 42, на которое может устанавливаться крышка 44. Крышка 44 может иметь форму плоской пластины, например, диска, и имеет сквозное отверстие 46 крышки, продолжающееся через нее. Основание 42 ограничено внешней периферийной поверхностью 48 основания и внутренним сквозным отверстием 50 основания. Когда крышка 44 установлена на основании 42, центральная ось A проходит через сквозные отверстия 46, 50 основания и крышки. Основание 42 может иметь множество радиально направленных каналов 52 для пуансонов и множество радиально направленных каналов 54 матрицы. Каналы 52 для пуансонов и каналы 54 матрицы расположены поочередно и продолжаются от периферийной поверхности 48 основания до сквозного отверстия 50 основания. Каналы 52, 54 для пуансонов и матрицы могут иметь удлиненную форму. В некоторых применениях основание 42 может иметь четыре радиально направленных канала 52 для пуансонов и четыре радиально направленных канала 54 матрицы.
Инструментальный набор 40 имеет верхний пуансон 56, противоположный нижний пуансон 58 и боковые пуансоны 60 для прессования спекаемого порошка в заготовку 10. Верхний и нижний пуансоны 56, 58 выполнены и имеют такие размеры, чтобы скользить в сквозном отверстии 46 крышки и сквозном отверстии 48 основания соответственно. Боковые пуансоны 60 выполнены и имеют такие размеры, чтобы скользить в соответствующих каналах 52 для пуансонов. В некоторых применениях может быть четыре боковых пуансона 60.
Верхний и нижний пуансоны 56, 58 и боковые пуансоны 60 могут иметь удлиненную стержнеобразную структуру, при этом каждый имеет на одном торце поверхность пуансона, выполненную с возможностью вступления в контакт и прессования спекаемого порошка в заготовку 10. Верхний пуансон 56 имеет поверхность 62 верхнего пуансона, нижний пуансон 58 имеет поверхность 64 нижнего пуансона, а каждый боковой пуансон 60 имеет поверхность 66 бокового пуансона. Поверхность 62 верхнего пуансона ограничена периферийной кромкой 68 верхнего пунсона, поверхность 64 нижнего пуансона ограничена периферийной кромкой 70 нижнего пуансона, а каждая поверхность 66 бокового пуансона ограничена периферийной кромкой 72 бокового пуансона. Каждая поверхность пуансона выполнена с возможностью образования поверхности заготовки 10. Периферийные кромки 68, 70 верхнего и нижнего пуансонов могут иметь на углах поверхностей 62, 58 верхнего и нижнего пуансонов периферийные угловые кромки 68', 70' верхнего и нижнего пуансонов.
Инструментальный набор 40 имеет также стержни 74 матрицы. Каждый стержень 74 матрицы имеет на одном торце переднюю поверхность 76 матрицы, содержащую переднюю формующую поверхность 78 матрицы, ограниченную периферийной кромкой 80 стержня матрицы и двумя направляющими поверхностями 82 матрицы, которые расходятся от формующей поверхности 78 матрицы назад. Периферийная кромка 80 стержня матрицы может иметь на углах формующей поверхности 78 матрицы периферийные угловые кромки 80' стержня матрицы. Формующая поверхность 78 матрицы каждого стержня 74 матрицы выполнена с возможностью образования кромки заготовки 10, а направляющие поверхности 82 матрицы выполнены с возможностью направления смежных боковых пуансонов 60 во время прессования спекаемого порошка. Стержни 74 матрицы выполнены с возможностью скольжения в соответствующих каналах 54 матрицы. Каждый боковой пуансон 60 расположен между двумя стержнями 74 матрицы, и, наоборот, каждый стержень 74 матрицы расположен между двумя боковыми пуансонами 60. Стержни 74 матрицы могут иметь удлиненную стержнеобразную структуру. В некоторых применениях может быть четыре стержня 74 матрицы.
В конкретном применении, в котором инструментальный набор 40 выполнен с возможностью образования предварительно спеченной заготовки 10 режущей пластины, показанной на фиг.1-3, поверхности 62, 64 верхнего и нижнего пуансонов обращены друг к другу и выполнены с возможностью образования боковых поверхностей 12 заготовки 10. Поверхности 66 боковых пуансонов выполнены с возможностью образования торцевых поверхностей 18 заготовки 10. Формующая поверхность 78 матрицы каждого стержня 74 матрицы выполнена с возможностью образования меньшей кромки 24 заготовки 10. Центральный штифт 84 может использоваться во время прессования заготовки 10 для создания сквозного отверстия 16. Центральный штифт 84 может располагаться на нижнем пуансоне 58 и может продолжаться в направлении к поверхности 62 верхнего пуансона.
Верхний и нижний пуансоны 56, 58 выполнены с возможностью перемещения в осевом направлении вдоль центральной оси A. Верхний пуансон 56 выполнен с возможностью перемещения в осевом направлении через сквозное отверстие 46 крышки, нижний пуансон выполнен с возможностью перемещения в осевом направлении через сквозное отверстие 50 основания, боковые пуансоны 60 выполнены с возможностью радиального перемещения в каналах 52 для пуансонов, а стержни 74 матрицы выполнены с возможностью радиального перемещения в каналах 64 матрицы. Боковые пуансоны 60 и стержни 74 матрицы смещены в радиальном направлении от центральной оси A и расположены в осевом направлении между верхним и нижним пуансонами 56, 58. Четыре боковых пуансона 60 могут быть расположены в двух противоположных парах, первой и второй противоположных парах 60A1, 60A2, при этом первая противоположная пара 60A1 выполнена с возможностью перемещения вдоль направленной в радиальном направлении первой боковой оси A1, а вторая противоположная пара 60A2 выполнена с возможностью перемещения вдоль направленной в радиальном направлении второй боковой оси A2. Первая ось A1 может быть перпендикулярна центральной оси A. Вторая ось A2 может быть перпендикулярна центральной оси A. Первая и вторая оси A1, A2 могут быть перпендикулярны друг другу.
Для изготовления заготовки 10 инструментальный набор 40 может проходить цикл из ряда конфигураций, которые могут включать в себя, например, открытую конфигурацию, конфигурацию для прессования, замкнутую конфигурацию и конфигурацию для извлечения. В открытой конфигурации инструментальный набор 40 может вмещать спекаемый порошок. В конфигурации для прессования инструментальный набор 40 может быть готов для прессования спекаемого порошка. Замкнутой конфигурацией является состояние инструментального набора 40 после прессования спекаемого порошка. В конфигурации инструментального набора 40 для извлечения заготовка 10 может быть извлечена из инструментального набора 40.
Этапы прессования во время производства заготовки 10 могут быть связаны с двумя конфигурациями инструментального набора 10. Первая конфигурация, до прессования, соответствует конфигурации для прессования, а вторая конфигурация, после прессования, соответствует замкнутой конфигурации.
На фиг.6 показан частичный вид инструментального набора 40 в открытой конфигурации. Вид на фиг.6 является частичным для ясности, чтобы были четко видны положения боковых пуансонов 60 (показаны только два) относительно стержней 74 матрицы (показан только один). В открытой конфигурации боковые пуансоны 60 расположены в каналах 52 для пуансонов, стержни 74 матрицы расположены в каналах 54 матрицы, а нижний пуансон 58 расположен в сквозном отверстии 50 основания. На фиг.6 не видны верхний пуансон 56 и крышка 44, которые в открытой конфигурации находятся на расстоянии от основания 42. Каждый стержень 74 матрицы находится в конечном положении стержня матрицы. В конечном положении стержня матрицы формующая поверхность 78 матрицы каждого стержня 74 матрицы расположена смежно сквозному отверстию 50 основания. Конечное положение стержня матрицы - это положение стержней 74 матрицы во время прессования спекаемого порошка. Нижний пуансон 58 находится в сквозном отверстии 50 основания, в исходном положении нижнего пуансона. В исходном положении нижнего пуансона нижний пуансон 58 расположен в сквозном отверстии 50 основания, но не заполняет сквозное отверстие 50 основания полностью. То есть сквозное отверстие 50 основания является частично свободным. Боковые пуансоны 60, стержни 74 матрицы и нижний пуансон 58 образуют открытую полость (ОП) инструментального набора 40. В открытой полости (ОП) может вмещаться спекаемый порошок.
В некоторых вариантах осуществления в открытой конфигурации каждый боковой пуансон 60 находится между двумя стержнями 74 матрицы в исходном положении бокового пуансона. В исходном положении бокового пуансона каждый боковой пуансон 60 может контактировать с направляющими поверхностями 82 матрицы смежных стержней 74 матрицы. В исходном положении бокового пуансона боковые пуансоны 60 смещены в радиальном направлении, или находятся на расстоянии, от сквозного отверстия 50 основания, а стержни 74 матрицы расположены смежно сквозному отверстию 50 основания. Исходное положение бокового пуансона будет также упоминаться в этой заявке как первое положение бокового пуансона 60.
Конфигурацию инструментального набора 40 для прессования можно получить из открытой конфигурации путем расположения крышки 44 на основании 42 с расположением верхнего пуансона 56 в сквозном отверстии 46 крышки, как показано на фиг.4. В конфигурации для прессования верхний пуансон 56 находится в исходном положении верхнего пуансона. В исходном положении верхнего пуансона верхний пуансон 56 расположен, по меньшей мере частично, в сквозном отверстии 46 крышки, при этом верхний пуансон 56 находится на расстоянии от боковых пуансонов 60. В конфигурации для прессования наличие крышки 44 и верхнего пуансона 56 превращает открытую полость (ОП) в исходную замкнутую полость (ИЗП). Поскольку конфигурацию для прессования можно получить из открытой конфигурации, то конструкция боковых пуансонов 60, стержней 74 матрицы и нижнего пуансона 58 в конфигурации для прессования такая, как показано на фиг 6. Расположение верхнего пуансона 56 является таким, как описано выше в этой заявке. Исходная замкнутая полость (ИЗП) указана на фиг.6, где верхний пуансон 56 не показан. Исходная замкнутая полость (ИЗП) образована стержнями 74 матрицы и верхним, нижним и боковыми пуансонами 56, 58, 60.
В вариантах осуществления, в которых инструментальный набор 40 выполнен с возможностью получения прессованием заготовки 10, как показано на фиг.1-3, верхний и нижний пуансоны 56, 58 повернуты друг относительно друга вокруг центральной оси A на угол α. Такая конструкция гарантирует, что поверхности 62, 64 верхнего и нижнего пуансонов повернуты друг относительно друга вокруг центральной оси A на угол α, так что две боковые поверхности 12 заготовки 10 будут повернуты друг относительно друга вокруг центральной оси B на угол α.
На фиг.7 показан частичный вид инструментального набора 40 в замкнутой конфигурации. Вид на фиг.7 является частичным для ясности. Верхний пуансон не показан, так что можно четко увидеть положения боковых пуансонов 60 (показаны только два) относительно стержней 74 матрицы (показан только один) и нижнего пуансона 58. В замкнутой конфигурации каждый стержень 74 матрицы находится в конечном положении стержня матрицы, а верхний, нижний и боковые пуансоны 56, 58 60 находятся соответственно в конечных положениях верхнего, нижнего и боковых пуансонов. Замкнутую конфигурацию можно получать из конфигурации для прессования, поджимая верхний и нижний пуансон 56, 58 друг к другу и поджимая противоположные пары боковых пуансонов 60A1, 60A2 друг к другу. По мере того как боковые пуансоны 60 перемещаются друг к другу, они скользят по смежным направляющим поверхностям 82 матрицы, которые направляют каждый боковой пуансон 60 к конечному положению бокового пуансона. Конечное положение бокового пуансона будет также упоминаться в этой заявке как второе положение бокового пуансона 60.
В замкнутой конфигурации стержни 74 матрицы и верхний, нижний и боковые пуансоны 56, 58, 60 образуют конечную замкнутую полость (КЗП). Конечная замкнутая полость (КЗП) ограничена поверхностями 62, 64, 66 верхнего, нижнего и боковых пуансонов и формующими поверхностями 78 матрицы. В замкнутой конфигурации периферийные кромки 72 боковых пуансонов контактируют со смежными периферийными кромками 80 стержней матрицы, а периферийные кромки 68, 70 верхнего и нижнего пуансонов контактируют со смежными периферийными кромками 72 боковых пуансонов. Периферийные угловые кромки 68', 70' верхнего и нижнего пуансонов контактируют с соответствующими периферийными угловыми кромками 80' стержней матрицы. Периферийные кромки 72, 80 боковых пуансонов и стержней матрицы, которые контактируют друг с другом, выполнены по форме такими, чтобы иметь ответную геометрию, так чтобы их можно подгонять друг к другу без зазора между ними. Аналогично, периферийные кромки 68, 70 верхнего и нижнего пуансонов и периферийные кромки 72 боковых пуансонов, которые контактируют друг с другом, тоже выполнены по форме такими, чтобы иметь ответную геометрию, так чтобы их можно подгонять друг к другу без зазора между ними.
В конечном положении боковых пуансонов боковые пуансоны расположены смежно сквозному отверстию 50 основания, причем периферийные кромки 72 боковых пуансонов контактируют со смежными периферийными кромками 80 стержней матрицы. В конечном положении нижнего пуансона нижний пуансон 58 находится в сквозном отверстии 50 основания, полностью заполняя сквозное отверстие 58 основания. То есть никакая часть сквозного отверстия 50 основания не является незанятой. Конечная замкнутая полость (КЗП) меньше исходной замкнутой полости (ИЗП). В конечной замкнутой полости (КЗП) создается форма заготовки 10. В замкнутой конфигурации формующие поверхности 78 матрицы поверхности 62, 64, 66 верхнего, нижнего и боковых пуансонов контактируют с соответствующими поверхностями заготовки 10.
Конфигурация для извлечения показана на фиг.8. Конфигурацию для извлечения можно получать из замкнутой конфигурации путем удаления верхнего пуансона 56 и крышки 44, отведения стержней 74 матрицы в положение стержней матрицы для извлечения и отведения боковых пуансонов 60 в положение боковых пуансонов для извлечения. В положениях для извлечения стержней матрицы и боковых пуансонов стержни 74 матрицы и боковые пуансоны 60 более не расположены смежно сквозному отверстию 50 основания и больше не удерживают заготовку 10. Другими словами, в конфигурации для извлечения стержни 74 матрицы и боковые пуансоны 60 находятся в удаленном от заготовки 10 положении. После приведения стержней 74 матрицы и боковых пуансонов 60 в положения для извлечения стержней матрицы и боковых пуансонов нижний пуансон 58 перемещают в положение для извлечения нижнего пуансона. В положении для извлечения нижнего пуансона нижний пуансон 58 выступает из сквозного отверстия 50 основания (см. фиг.8), и заготовку 10, которая расположена на поверхности 64 нижнего пуансона, можно легко извлечь из инструментального набора 40.
Способ изготовления заготовки, например заготовки 10, показанной на фиг.1-3, включает в себя ряд этапов, на которых конфигурацию инструментального набора 40 изменяют таким образом, чтобы спекаемый порошок можно было ввести в инструментальный набор 40, спрессовать его с получением заготовки 10, затем извлечь из инструментального набора 40. Например, один этап может включать в себя установление исходной замкнутой полости (ИЗП) между верхним и нижним пуансонами (56, 58), боковыми пуансонами (60) и стержнями (74) матрицы с заданным количеством спекаемого порошка, расположенным в исходной замкнутой полости (ИЗП). Другой этап может включать в себя получение конечной замкнутой полости (КЗП) из исходной замкнутой полости (ИЗП), поджимая верхний и нижний пуансоны (56, 58) друг к другу и поджимая боковые пуансоны (60) противоположных пар боковых пуансонов (60) друг к другу, при этом каждые два смежных боковых пуансона (60) скользят по направляющим поверхностям (82) матрицы общего стержня (74) матрицы, поддерживая при этом стержни (74) матрицы неподвижными относительно боковых пуансонов (60), тем самым спрессовывая спекаемый порошок с образованием заготовки (10). Конечный этап может включать в себя приведение инструментального набора (40) в конфигурацию для извлечения, извлекая верхний пуансон (56) и крышку (44) с основания (42), отводя стержни (74) матрицы и боковые пуансоны (60) в положение, удаленное от заготовки (10), и приводя нижний пуансон (58) в положение для извлечения нижнего пуансона, в котором нижний пуансон (58) выступает из сквозного отверстия (50) основания, позволяя тем самым извлечь заготовку (10).
Хотя настоящее изобретение было описано с некоторой степенью конкретности, следует понимать, что в него могут быть внесены различные изменения и дополнения, не выходящие за рамки объема, определенного приложенной формулой изобретения.
Изобретение относится к устройству и способу изготовления заготовок режущих пластин из спекаемого порошка. Устройство (40) для изготовления заготовки (10) режущей пластины прессованием спекаемого порошка, имеющее центральную ось (A), определяющую осевое и радиальное направления, содержит основание (42), имеющее сквозное отверстие (50), множество радиально направленных каналов (52) для пуансонов и множество радиально направленных каналов (54) матрицы, крышку (44), выполненную с возможностью установки на основании (42) и имеющую сквозное отверстие (46), причем центральная ось (A) проходит через сквозные отверстия (50, 46) основания и крышки при установке крышки (44) на основании (42), верхний пуансон (56) и противоположный нижний пуансон (58), причем верхний пуансон (56) выполнен с возможностью осевого перемещения через сквозное отверстие (46) крышки, а нижний пуансон (58) выполнен с возможностью осевого перемещения через сквозное отверстие (50) основания, множество боковых пуансонов (60), расположенных в противоположных парах, причем боковые пуансоны выполнены с возможностью радиального перемещения в каналах (52) для пуансонов, и множество стержней (74) матрицы, выполненных с возможностью радиального перемещения в каналах (54) матрицы, причем каждый стержень (74) матрицы является общим для двух смежных боковых пуансонов (60) и расположен между ними, при этом каждый стержень (74) матрицы имеет переднюю формующую поверхность (78) и две направляющие поверхности (82), при этом два смежных боковых пуансона (60) выполнены с возможностью скольжения по направляющим поверхностям (82) матрицы общего стержня (74). Боковые пуансоны скользят по стержням матрицы, при этом боковые пуансоны и стержни матрицы перемещаются в каналах основания, на котором установлена крышка, верхний и нижний пуансоны перемещаются в сквозных отверстиях в крышке и основании, а стержни матрицы являются неподвижными во время прессования спекаемого порошка, причем верхний, нижний и боковые пуансоны образуют поверхности заготовки, а стержни матрицы образуют кромки заготовки. Изобретение направлено на повышение качества получаемых заготовок. 3 н. и 8 з.п. ф-лы, 8 ил.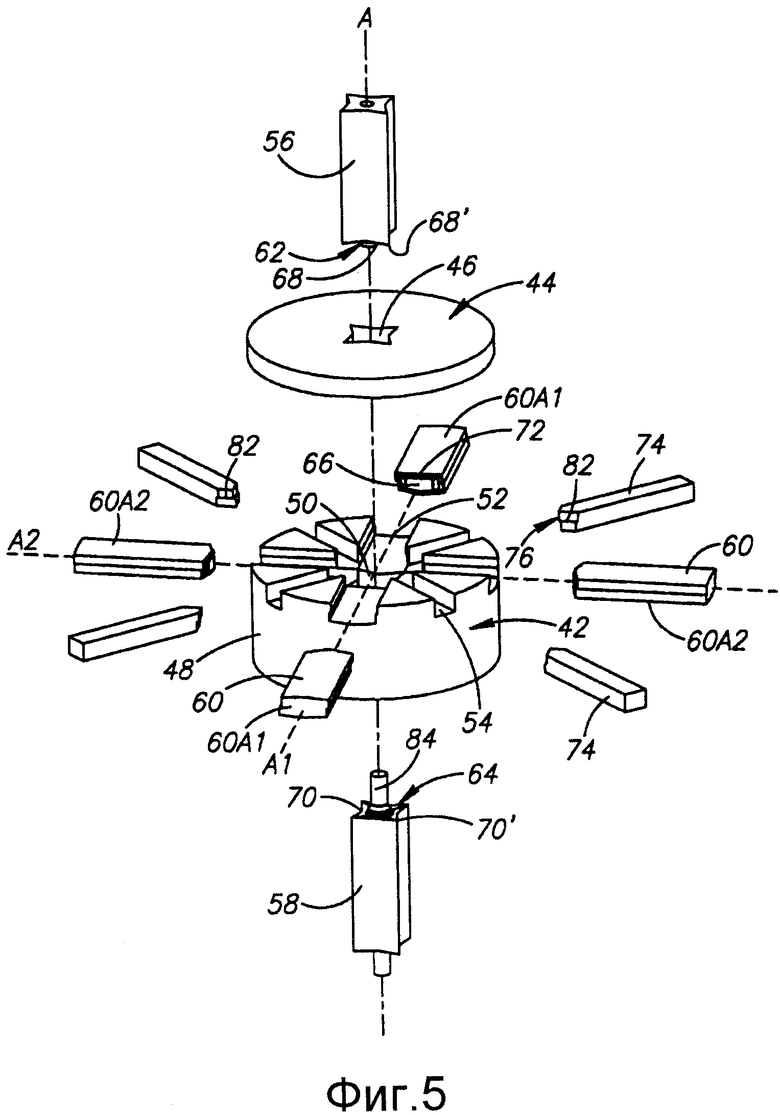
1. Устройство (40) для изготовления заготовки (10) режущей пластины прессованием спекаемого порошка, имеющее центральную ось (A), определяющую осевое и радиальное направления, содержащее:
основание (42), имеющее сквозное отверстие (50), множество радиально направленных каналов (52) для пуансонов и множество радиально направленных каналов (54) матрицы;
крышку (44), выполненную с возможностью установки на основании (42) и имеющую сквозное отверстие (46), и центральную ось (A), проходящую через сквозные отверстия (50, 46) основания и крышки при установке крышки (44) на основании (42);
верхний пуансон (56) и противоположный нижний пуансон (58), причем верхний пуансон (56) выполнен с возможностью осевого перемещения через сквозное отверстие (46) крышки, а нижний пуансон (58) выполнен с возможностью осевого перемещения через сквозное отверстие (50) основания;
множество боковых пуансонов (60), расположенных в противоположных парах, причем боковые пуансоны выполнены с возможностью радиального перемещения в каналах (52) для пуансонов; и
множество стержней (74) матрицы, выполненных с возможностью радиального перемещения в каналах (54) матрицы, причем каждый стержень (74) матрицы является общим для двух смежных боковых пуансонов (60) и расположен между ними, при этом каждый стержень (74) матрицы имеет переднюю формующую поверхность (78) матрицы и две направляющие поверхности (82) матрицы, расходящиеся назад от нее;
при этом
два смежных боковых пуансона (60) выполнены с возможностью скольжения по направляющим поверхностям (82) матрицы общего стержня (74) матрицы.
2. Устройство (40) по п. 1, которое выполнено с возможностью регулирования из первой конфигурации, до прессования спекаемого порошка, во вторую конфигурацию, после прессования спекаемого порошка, при этом в первой конфигурации верхний, нижний и боковые пуансоны (56, 58, 60) и стержни (74) матрицы образуют исходную замкнутую полость (ИЗП), а во второй конфигурации верхний, нижний и боковые пуансоны (56, 58, 60) и стержни (74) матрицы образуют конечную замкнутую полость (КЗП),
причем верхний, нижний и боковые пуансоны (56, 58, 60) имеют соответственно поверхности (62, 64, 66) верхнего, нижнего и боковых пуансонов, а конечная замкнутая полость (КЗП) ограничена поверхностями (62, 64, 66) верхнего, нижнего и боковых пуансонов и формующими поверхностями (78) стержней матрицы.
3. Устройство (40) по п. 1, которое выполнено с возможностью регулирования из первой конфигурации, до прессования спекаемого порошка, во вторую конфигурацию, после прессования спекаемого порошка, при этом в первой конфигурации боковые пуансоны (60) удалены от сквозного отверстия (50) основания, а во второй конфигурации боковые пуансоны (60) расположены смежно сквозному отверстию (50) основания, причем конструкция является такой, что стержни (74) матрицы расположены смежно сквозному отверстию (50) основания как в первой, так и во второй конфигурациях.
4. Устройство (40) по п. 1, в котором, по меньшей мере, один из верхнего пуансона и нижнего пуансона содержит центральный штифт (84) для создания сквозного отверстия (16) в заготовке (10).
5. Устройство (40) по п. 1, в котором поверхность (62) верхнего пуансона и поверхность (64) нижнего пуансона повернуты друг относительно друга вокруг центральной оси (A) на ненулевой угол (α).
6. Способ изготовления заготовки (10) режущей пластины, включающий этапы, на которых:
(i) обеспечивают устройство (40) по п. 1;
(ii) устанавливают исходную замкнутую полость (ИЗП) между верхним и нижним пуансонами (56, 58), боковыми пуансонами (60) и стержнями (74) матрицы с заданным количеством спекаемого порошка, расположенного в исходной замкнутой полости (ИЗП);
(iii) получают конечную замкнутую полость (КЗП) из исходной замкнутой полости (ИЗП) посредством поджатия верхнего и нижнего пуансонов (56, 58) друг к другу и посредством поджатия боковых пуансонов (60) противоположных пар боковых пуансонов (60) друг к другу, при этом каждые два смежных боковых пуансона (60) скользят по направляющим поверхностям (82) матрицы общего стержня (74) матрицы, поддерживая при этом стержни (74) матрицы неподвижными относительно боковых пуансонов (60), тем самым спрессовывая спекаемый порошок с образованием заготовки (10); и
(iv) приводят устройство (40) в конфигурацию для извлечения, извлекая верхний пуансон (56) и крышку (44) с основания (42), отводя стержни (74) матрицы и боковые пуансоны (60) в положение, удаленное от заготовки (10), и приводя нижний пуансон (58) в положение для извлечения нижнего пуансона, в котором нижний пуансон (58) выступает из сквозного отверстия (50) основания, тем самым позволяя извлечь заготовку (10).
7. Способ изготовления заготовки (10) по п. 6, который дополнительно включает этап, на котором выполняют сквозное отверстие (16) в заготовке (10).
8. Способ изготовления заготовки (10) по п. 6 или 7, который дополнительно включает этап, на котором спекают заготовку (10).
9. Заготовка (10) режущей пластины, изготовленная способом по п. 6 и содержащая:
две противоположные боковые поверхности (12) и периферийную поверхность (14), продолжающуюся между ними, причем периферийная поверхность (14) содержит четыре идентичные торцевые поверхности (18), каждая из которых продолжается между двумя смежными торцевыми поверхностями (18);
при этом каждая торцевая поверхность (18) и каждая боковая поверхность (12) пересекаются в большей кромке (20), причем по меньшей мере часть большей кромки (20) является большей режущей кромкой (22); а
смежные торцевые поверхности (18) пересекаются в меньшей кромке (24), причем меньшая кромка (24) содержит две меньшие режущие кромки (26).
10. Заготовка (10) по п. 9, в которой торцевые поверхности (18) выполнены углубленными.
11. Заготовка (10) по п. 9 или 10, в которой на виде с торца на заготовку (10) две меньшие режущие кромки (26) выполнены неколлинеарными.
| Устройство для прессования изделий из порошка | 1990 |
|
SU1748939A1 |
| US 20090136776 A1, 28.05.2009 | |||
| WO 2007149242 A2, 27.12.2007 | |||
| US 20090155004 A1, 18.06.2009. | |||

