Изобретение относится к области катализа и нефтепереработки, в частности, к составу и способу загрузки каталитической системы, представляющей собой совокупность цеолитсодержащих катализаторов, для процесса низкотемпературного риформинга бензиновых фракций, а также способу осуществления процесса низкотемпературного риформинга бензиновых фракций с использованием данной каталитической системы.
Среди основных целевых превращений процесса риформинга изомеризация н-алканов в изо-алканы является единственной реакцией, не приводящей к образованию ароматических углеводородов. В случае изомеризации увеличенная детонационная стойкость получаемого риформата обусловлена более высокими значениями октановых чисел образующихся разветвленных углеводородов (изо-алканы) по сравнению с углеводородами нормального строения (н-алканы), содержащимися в исходных бензиновых фракциях. Несмотря на несколько меньшую детонационную стойкость изо-алканов относительно углеводородов ароматического ряда, увеличение доли изомеризации среди целевых превращений в процессе риформинга имеет важное значение с точки зрения соблюдения действующих экологических стандартов, жестко регламентирующих необходимость уменьшения содержания ароматических углеводородов в бензинах.
В этой связи, создание каталитической системы, обеспечивающей высокую степень конверсии сырья, высокую селективность в целевых превращениях и повышенное отношение изо-алканы/арены в получаемом риформате при пониженных температурах, представляет собой одну из актуальных задач, стоящих перед дальнейшим развитием процесса риформинга.
Известен катализатор изомеризации на основе морденита общего состава Al2O3/Цеолит(59,0-60,0 мас.%)/Pt(0,1-1,0 мас.%)/Pd(0-1,0 мас.%) протестирован в процессе изомеризации н-гексана (310°С, 20 атм) (US 8349754 В2, 08.01.2013). Катализатор позволяет достичь 20,0-36,9 мас.% конверсии н-гексана при высокой селективности: суммарный выход изо-гексанов составил 19,8 мас.% при конверсии н-гексана 20,0 мас.% и 36,5 мас.% при конверсии н-гексана 36,9 мас.%. Необходимо отметить, что высокая селективность наблюдалась как при наличии палладия в составе катализатора, так и без использования палладия, однако, для увеличения конверсии н-гексана присутствие палладия являлось необходимым условием. Без использования палладия конверсия н-гексана не превышала 20,0 мас.%. Данный катализатор также использован в процессе гидроизомеризации (310°С, 20 атм) бензиновой фракции каталитического крекинга, имеющей ОЧИ=69 и содержащей 23,9 мас.% изо-парафинов. Катализатор Al2O3/Цеолит(59,8 мас.%)/Pt(0,3 мас.%) приводил к приросту содержания изо-парафинов - 13,3 мас.%, приросту ОЧИ - 6,5 пунктов; катализатор Al2O3/Цеолит(59,8 мас.%)/Pt(0,3 мас.%)/Pd(0,2 мас.%) заметно более выгодно обеспечивал прирост содержания изо-парафинов - 35,1 мас.% и прирост ОЧИ - 12,2 пунктов. Необходимость использования двух дорогостоящих металлов (платина и палладий) а также их нежелательно высокое суммарное содержание (0,5 мас.%) при сравнительно невысоком выходе (46,1 мас.%) целевого продукта (смеси изо-парафинов) представляют собой основные недостатки описанного катализатора.
Известен катализатор следующего состава цеолит β/Ce для процесса изомеризации н-парафинов (US 7119042 В2, 10.10.2006). Катализатор на основе цеолита β привлекателен с точки зрения низкой рабочей температуры (400°С) и отсутствия дорогостоящих металлов (платина, палладий и другие) в составе, однако характеризуется невысоким выходом изо-парафинов - не более 31,0 мас.% (400°С, 1 атм, сырье: н-гексан). Главным недостатком данного катализатора является быстрая дезактивация: отложение кокса составляет более 8,0 мас.% при продолжительности процесса 4,3 ч.
Описан и протестирован в процессе риформинга легкой нафты катализатор на основе модифицированного цеолита ZSM-5 состава Cs-Ge-ZSM-5/Pt(1,0 мас.%) (ЕР 2507195 А1, 10.10.2012). Данный катализатор позволет увеличить значение ОЧИ на 27 пунктов, достигнув значения 78 для получаемого риформата (525°С, 1 атм), однако селективность изомеризации была низкой. Прирост содержания 2-метилпентана составил всего 2,5 об %, 2,3-диметилбутана - 2,3 об % (по сравнению с сырьем). При этом велика доля нежелательного образования олефинов: прирост 2-метилзамещенных С6 изомерных олефинов составил 7,1 об %, прирост 3-метилзамещенных С6 изомерных олефинов превысил 13,0 об % (по сравнению с сырьем). Таким образом, основной вклад в увеличение ОЧИ риформата вносили образующиеся малоценные олефины, что, наряду с высокой (525°С) температурой проведения процесса, является существенным недостатком данного катализатора.
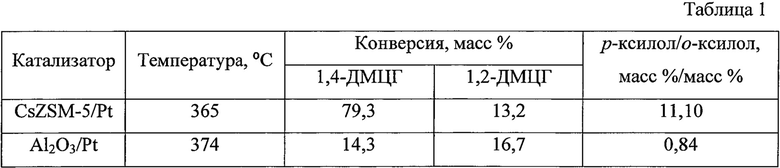
В тоже время, катализатор Cs-ZSM-5/Pt(1,7 мас.%) продемонстрировал заметно лучшие результаты по сравнению с Al2O3/Pt:(0,5 мас.%) в реакции дегидрирования с использованием эквимолярной модельной смеси 1,4-диметилциклогексана и 1,2-диметилциклогексана в качестве сырья (Таблица 1) (ЕР 0186479 А2, 02.07.1986). Цеолитсодержащий катализатор позволил достигнуть большей степени конверсии при меньшей температуре (Таблица 1), обладая при этом высокой селективностью по отношению к структуре исходных нафтенов. Катализатор на основе Cs-ZSM-5 приводил преимущественно к образованию p-ксилола, в то время как система Al2O3/Pt не обладала таким свойством, катализируя дегидрирование модельных нафтенов с образованием смеси изомерных ксилолов, близкой по составу к эквимолярной (Таблица 1). Следует, однако, отметить нежелательно высокое (1,7 мас.%) содержание платины в системе Cs-ZSM-5/Pt как главный недостаток данного катализатора. В таблице 1 показаны катализаторы Cs-ZSM-5/Pt(1,7 мас.%) и Al2O3/Pt(0,5 мас.%) для де-гидрирования нафтеновых углеводородов: конверсия 1,4-диметилциклогексана (1,4-ДМЦГ) и 1,2-диметилциклогексана (1,2-ДМЦГ) в p- и о-ксилол. Условия проведения процесса: температура приведена в таблице, давление 1 атм.
Выявлен синергетический эффект композитного катализатора дегидрирования нафтенов, состоящего из смеси Al2O3/Pt и цеолит β/Pt (Smirniotis P.G., Ruckenstein Е. Synergism of Pt/γ-Al2O3 and Pt/β Zeolite in the Reforming of Naphthenes. Ind. Eng. Chem. Res., 1994, v. 33, p. 493-503). Композитный катализатор состава Al2O3/Pt // цеолит β/Pt обеспечивает увеличение степени ароматизации сырья и меньший выход нежелательных С4- газов по сравнению с отдельно взятыми системами Al2O3/Pt и цеолит β/Pt (сырье: индивидуальные метилциклопентан и метилциклогексан). Этот эффект объясняется тем, что две системы взаимодополняют друг друга. Оксидная составляющая (Al2O3/Pt), обладая более высокой степенью дисперсности платины, обеспечивает интенсивное протекание дегидрирования, приводящего к смеси изомерных метилциклопентенов. Цеолитная составляющая (цеолит β/Pt), благодаря наличию бренстедовских кислотных центров, интенсифицирует изомеризацию метилциклопентенов в промежуточный продукт - циклогексен а также катализирует реакции алкилирования с участием легких С2-С5 олефинов и парафинов, образующихся в ходе побочных процессов крекинга. Циклогексен затем подвергается дальнейшему дегидрированию в целевой продукт - бензол, а параллельные реакции алкилирования приводят к получению С6+ ароматических углеводородов. В случае когда сырьем является метилциклогексан протекают аналогичные процессы дегидрирования и алкилирования с образованием толуола, С7+ ароматических углеводородов и бензола (как результат крекинга). Важно отметить, что реакции алкилирования позволяют снизить негативный эффект крекинга, минимизируя безвозвратные потери углерода на образование малоценных С4- газов. Однако, оптимальное содержание цеолита β в катализаторе значительным образом зависит от природы сырья. Так, в случае метилциклопентана, оптимальное содержание цеолита β, обеспечивающее максимальную степень ароматизации, составило 40 мас.%, а в случае метилциклогексана, максимальная степень ароматизации достигалась при значениях <30 мас.% цеолита β. Такая зависимость от природы дегидрируемого углеводорода, безусловно, является существенным недостатком, чрезвычайно усложняющим задачу при переходе от модельных испытаний к реальному сырью (бензиновые фракции), представляющему собой многокомпонентную смесь варьирующегося состава, в большой степени определяемого географическим расположением нефтяного месторождения.
Катализатор Zn-ZSM-5 успешно испытан в процессе ароматизации нафты, содержащей 11,4% масс нафтенов (US 6123834, 26.09.2000). Цинксодержащий катализатор оказался наиболее эффективным в ряду Zn-ZSM-5>Ga-ZSM-5>Ag-ZSM-5, продемонстрировав максимальный выход ароматических C6-C10 углеводородов и, вместе с этим, минимальную крекирующую активность. Zn-ZSM-5 отличается высокой дегидрирующей активностью: при температуре 500°С и давлении 1,2 атм конверсия нафтенов достигла 100%. Данный катализатор, обладая таким очевидным достоинством как отсутствие дорогостоящих металлов платиновой группы в своем составе, тем не менее, имеет два существенных недостатка - высокую рабочую температуру (500°С) и необходимость предварительной депарафинизации сырья. Несмотря на то, что крекирующая активность катализатора Zn-ZSM-5 ниже по сравнению с Ga-ZSM-5 и Ag-ZSM-5, в целом доля реакций крекинга значительна, в связи с чем, требуется предварительная депарафинизация сырья, позволяющая снизить нежелательное образование С4- газов в процессе ароматизации.
Обширный ряд примеров описывает методики приготовления и тестирование катализаторов на основе или с добавкой цеолита L для ароматизации алканов. Отдельное внимание уделено катализаторам, в основу состава которых положена комбинация KL/Pt (US 8461404 В2, 11.06.2013; US 8664145 В2, 04.03.2014).
Описан катализатор Mg-KL/Pt(0,4-0,8 мас.%), активность которого протестирована в процессе ароматизации с использованием смеси С6-С7 углеводородов нафты в качестве сырья (US 6740228 В1, 25.05.2004). Максимальная эффективность (степень ароматизации) данного катализатора отмечена при следующих параметрах: содержание платины 0,6 мас.%, температура 510°С, давление 9,3 атм, при которых достигался умеренно высокий суммарный выход (75-80 мас.%) ароматических углеводородов. Частными недостатками данного катализатора являются высокая рабочая температура процесса (510°С) и нежелательно высокое содержание платины (минимально необходимое значение превышает 0,4 мас.%, оптимальное составляет 0,6 мас.%).
Общим недостатком цеолита L, как компонента катализаторов процесса риформинга, является ограниченная применимость по отношению к сырью. Платиносодержащие катализаторы на основе цеолита L оптимальны для дегидроциклизации С6-С7 алканов, т.к. С8+ алканы в присутствии данных катализаторов вовлекаются в интенсивно протекающие побочные реакции гидрогенолиза, что неизбежно ведет к снижению выхода риформата (Jongpatiwuta S., Trakarnroek S., Rirksomboon Т., Osuwan S., Resasco D.E. n-Octane aromatization on Pt-containing non-acidic large pore zeolite catalysts. Catal. Lett., March 2005, v. 100, p. 7-15).
Несмотря на ряд успешных примеров цеолитсодержащих катализаторов, на сегодняшний день не реализован процесс риформинга с использованием универсальной каталитической системы, оптимальной в каждом из целевых превращений данного процесса. Настоящее изобретение является каталитической системой, оптимальной по составу и рабочим условиям (температура, время контакта) для каждого из основных типов целевых превращений (изомеризация н-алканов, дегидрирование нафтеновых углеводородов, дегидроциклизация алканов) процесса риформинга. Благодаря оптимизированному составу данная система высокоэффективна в процессе низкотемпературного риформинга бензиновых фракций и представляет собой совокупность цеолитсодержащих катализаторов, загружаемых в отдельный проточный реактор, реакторы соединяются последовательно в строго определенном порядке.
Техническая задача предлагаемого изобретения заключается в разработке каталитической системы, позволяющей эффективно, а именно, с выходом стабилизированного (не содержащего С4- углеводородов) риформата не менее 74,0 мас.%, соотношением изо-алканы/ароматические углеводороды в стабилизированном риформате не менее 0,30 мас.%/мас.%, реализовать процесс риформинга гидроочищенных бензиновых фракций при средней рабочей температуре около 420°С.
Технический результат от реализации заявленной группы изобретений заключается в снижении рабочей температуры процесса за счет использования каталитической системы, обеспечивающей выход стабилизированного риформата не менее 74,0 мас.%, соотношение изо-алканы/ароматические углеводороды в стабилизированном риформате не менее 0,30 мас.%/мас.% при средней рабочей температуре около 420°С.
Технический результат достигается тем, что каталитическая система включает три последовательно соединенных реактора с гранулированными катализаторами, первый из которых содержит катализатор, имеющий состав, мас.%:
а второй и третий реакторы содержат катализатор следующего состава, мас.%:
причем отношение объема катализаторов в реакторах, соответственно составляет: 1:1…2:1…4. Технический результат достигается также способом риформинга бензиновых фракций с применением указанной каталитической системы, который включает пропускание через каталитическую систему сырья с объемной скоростью 1,5…3,0 ч-1, при температуре в первом реакторе 350…380°С, а во втором и третьем реакторах - 460…500°С, при давлении 15…20 атм, а соотношение водород/сырье поддерживают в пределах 1200…1300:1 нл/л.
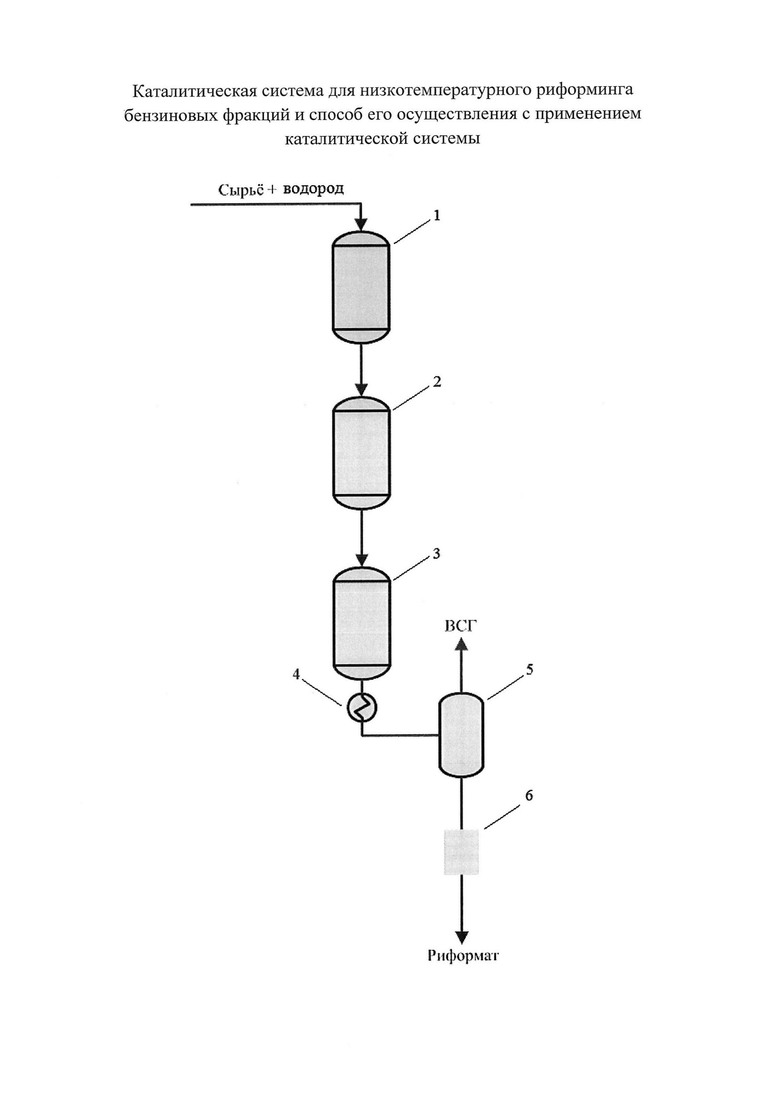
На фигуре представлена схема каталитической системы.
Каталитическая система состоит из реактора 1, загруженного катализатором на основе цеолита структуры AEL, реактора 2 и реактора 3, загруженных катализатором на основе цеолита структуры LTL. После реактора 3 последовательно установлены холодильник 4, сепаратор 5, емкость-пробосборник 6. ВСГ - водородсодержащий газ. Каталитическая система работает следующим образом. В реактор 1 подают сырье - гидроочищенную бензиновую фракцию, которое подвергается гидроизомеризации под действием катализатора на основе цеолита структуры AEL. Результирующая смесь с увеличенным содержанием изо-алканов из реактора 1 поступает в реактор 2, а затем в реактор 3. В этих реакторах под действием катализатора на основе цеолита структуры LTL протекают преимущественно реакции дегидрирования, дегидроциклизации и гидрокрекинга.
Использование реактора 1, работающего при температуре 350…380°С, является необходимым условием для интенсификации процесса гидроизомеризации н-алканов в изо-алканы, т.к. данный процесс селективно протекает в присутствии катализатора на основе цеолита структуры AEL только при относительно невысоких температурах (около 320…380°С). Применение катализатора на основе цеолита структуры AEL при температурах свыше 380°С, т.е. температурах, используемых в реакторах 2 и 3, невозможно по причине интенсификации деструктивного процесса - крекинга и, как следствие, снижения выхода риформата, а также ускорения дезактивации катализатора за счет увеличения количества коксовых отложений.
Использование двух реакторов (реактор 2 и реактор 3), загруженных катализатором на основе цеолита структуры LTL, обусловлено необходимостью устранения резкого перепада температур по высоте слоя катализатора. Резкий перепад температур приводит к перегреву нижних слоев катализатора и, как следствие, снижению выхода риформата по причине интенсификации деструктивных процессов (крекинг, гидрогенолиз), а также ускорению дезактивации катализатора за счет увеличения количества коксовых отложений. Использование двух реакторов (реактор 2 и реактор 3), загруженных катализатором на основе цеолита структуры LTL, является необходимым и достаточным условием для устранения резкого перепада температур по высоте слоя катализатора: одного реактора недостаточно; три и более реакторов не приводят к заметному улучшению показателя работы каталитической системы, а именно, увеличению выхода риформата.
В результате на выходе из реактора 3 получаем риформат с высоким (не менее 74,0% масс) выходом и увеличенным соотношением изо-алканы/ароматические углеводороды. Полученный риформат охлаждается в холодильнике 4, отделяется от водородсодержащего газа в сепараторе 5 и собирается в емкости-пробосборнике 6.
Для приготовления катализатора, загружаемого в первый реактор, синтезируют носитель, содержащий цеолит структуры AEL и оксид алюминия, на который наносят платину. Готовый катализатор содержит, мас.%: 0,1-0,3 платины, 10,0-60,0 цеолита структуры AEL в составе носителя, оксид алюминия - остальное.
Для приготовления катализатора, загружаемого во второй и третий реактор, синтезируют носитель, содержащий цеолит структуры LTL и оксид алюминия, на который последовательно наносят магний и платину. Готовый катализатор содержит, мас.%: 0,1-0,3 платины, 1,8-2,1 магния, 10,0-60,0 цеолита структуры LTL в составе носителя, оксид алюминия - остальное.
Изобретение иллюстрируется примерами приготовления катализаторов.
Пример 1
Приготовление катализаторов для каталитической системы состоит в приготовлении индивидуальных цеолитсодержащих катализаторов на основе цеолитов структуры AEL, LTL.
Приготовление катализатора на основе цеолита структуры AEL осуществляют посредством синтеза носителя, содержащего 60,0 мас.% цеолита и оксид алюминия, с последующим нанесением на носитель 0,3 мас.% платины методом пропитки из водного раствора гексахлорплатиновой кислоты.
Приготовление катализатора на основе цеолита структуры AEL включает следующие стадии:
1. Для приготовления 250,0 г носителя в фарфоровой ступке смешивают 159,0 г порошка силикоалюмофосфатного цеолита SAPO-11 и 132,0 г псевдобемита, растирая полученную смесь пестом до однородности.
2. К полученной смеси при постоянном перемешивании пестом в фарфоровой ступке небольшими порциями (20,0-25,0 мл) приливают 250,0 мл раствора, состоящего из 4,3 мл концентрированной (65,0 мас.%) азотной кислоты и 16,0 мл триэтиленгликоля (99,0 мас.%), остальное - дистиллированная вода. Перемешивание продолжают до достижения состояния однородной пасты.
3. Полученную пасту формуют с использованием поршневого экструдера с фильерой диаметром 1,5 мм.
4. Полученные экструдаты провяливают при комнатной температуре в течение 18 ч, высушивают в сушильном шкафу при ступенчатом подъеме температуры (60, 80, 110°С) и выдержке при каждой температуре в течение 3, 3 и 2 ч, соответственно. Высушенные экструдаты измельчают до гранул длиной 1,5-2,5 мм.
5. Полученные гранулы носителя постепенно в течение 10 ч нагревают в муфельной печи до температуры 550°С и прокаливают при данной температуре в течение 10 ч при постоянной подаче воздуха.
6. Для нанесения платины готовят пропиточный раствор посредством смешения 160,0 мл дистиллированной воды, 8,61 мл водного раствора гексахлорплатиновой кислоты с концентрацией 20,40 мг Pt/мл, 0,68 мл концентрированной (37,0 мас.%) соляной кислоты и 0,83 мл «ледяной» уксусной кислоты.
7. В плоскодонную колбу вместимостью 250 мл с пришлифованной пробкой помещают 64,8 г прокаленных при температуре 550°С гранул носителя, заливают гранулы приготовленным пропиточным раствором и выдерживают при комнатной температуре в течение 18 ч.
8. Раствор декантируют, влажные гранулы катализатора высушивают в сушильном шкафу при ступенчатом подъеме температуры (60, 80, 110°С) и выдержке при каждой температуре в течение 3, 3 и 2 ч, соответственно.
Приготовление катализатора на основе цеолита структуры LTL осуществляют посредством синтеза носителя, содержащего 60,0 мас.% цеолита и оксид алюминия, с последующим нанесением на носитель 2,0 мас.% магния и 0,3 мас.% платины методом пропитки из водного раствора гексахлорплатиновой кислоты.
Приготовление катализатора на основе цеолита структуры LTL включает следующие стадии:
1. Для приготовления 250,0 г носителя в фарфоровой ступке смешивают 167,0 г порошка цеолита KL (мольное отношение SiO2/Al2O3 составляет 6,0) и 132,0 г псевдобемита, растирая полученную смесь пестом до однородности.
2. К полученной смеси при постоянном перемешивании пестом в фарфоровой ступке небольшими порциями (20,0-25,0 мл) приливают 250,0 мл раствора, состоящего из 4,3 мл концентрированной (65,0 мас.%) азотной кислоты и 16,3 мл триэтиленгликоля (99,0 мас.%), остальное - дистиллированная вода. Перемешивание продолжают до достижения состояния однородной пасты.
3. Полученную пасту формуют с использованием поршневого экструдера с фильерой диаметром 1,5 мм.
4. Полученные экструдаты провяливают при комнатной температуре в течение 18 ч, высушивают в сушильном шкафу при ступенчатом подъеме температуры (60, 80, 110°С) и выдержке при каждой температуре в течение 3, 3 и 2 ч, соответственно. Высушенные экструдаты измельчают до гранул длиной 1,5-2,5 мм.
5. Полученные гранулы носителя постепенно в течение 10 ч нагревают в муфельной печи до температуры 550°С и прокаливают при данной температуре в течение 10 ч при постоянной подаче воздуха.
6. Растворяют 64,1 г гексагидрата динитрата магния в объеме дистиллированной воды, необходимом для получения 250,0 мл раствора.
7. В плоскодонную колбу вместимостью 500 мл помещают 32,0 г прокаленных при температуре 550°С гранул носителя, заливают гранулы приготовленным раствором гексагидрата динитрата магния. Колба снабжается холодильником Аллина с водяным охлаждением, помещается в термостатируемую баню с тосолом в качестве теплоносителя при температуре 95°С и выдерживается при данной температуре в течение 5 ч.
8. Раствор декантируют, гранулы промывают 750 мл воды, влажные гранулы модифицированного магнием носителя высушивают в сушильном шкафу при ступенчатом подъеме температуры (60, 80, 110°С) и выдержке при каждой температуре в течение 3, 3 и 2 ч, соответственно.
9. Высушенные гранулы модифицированного магнием носителя постепенно в течение 10 ч нагревают в муфельной печи до температуры 550°С и прокаливают при данной температуре в течение 10 ч при постоянной подаче воздуха.
10. Для нанесения платины готовят пропиточный раствор посредством смешения 89,5 мл дистиллированной воды, 5,83 мл водного раствора гексахлорплатиновой кислоты с концентрацией 15,30 мг Pt/мл, 0,32 мл концентрированной (37,0 мас.%) соляной кислоты и 0,39 мл «ледяной» уксусной кислоты.
11. В плоскодонную колбу вместимостью 250 мл с пришлифованной пробкой помещают 30,6 г прокаленных при температуре 550°С гранул модифицированного магнием носителя, заливают гранулы приготовленным пропиточным раствором и выдерживают при комнатной температуре в течение 1 ч. Колба снабжается холодильником Аллина с водяным охлаждением, помещается в термостатируемую баню с тосолом в качестве теплоносителя при температуре 95°С и выдерживается при данной температуре в течение 6 ч. Колбу извлекают из бани и оставляют при комнатной температуре на 18 ч.
12. Раствор декантируют, влажные гранулы катализатора высушивают в сушильном шкафу при ступенчатом подъеме температуры (60, 80, 110°С) и выдержке при каждой температуре в течение 3, 3 и 2 ч, соответственно.
Пример 2
Приготовление катализаторов для каталитической системы №2 осуществляют в соответствии с описанием в Примере 1, за исключением того, что содержание платины в катализаторе на основе цеолита структуры AEL составляет 0,1 мас.%.
Пример 3
Приготовление катализаторов для каталитической системы №3 осуществляют в соответствии с описанием в Примере 1, за исключением того, что содержание платины в катализаторе на основе цеолита структуры LTL, загружаемого в третий реактор, составляет 0,1 мас.%.
Пример 4
Приготовление катализаторов для каталитической системы №4 осуществляют в соответствии с описанием в Примере 1, за исключением того, что содержание цеолита структуры AEL в соответствующем катализаторе составляет 10 мас.%.
Пример 5
Приготовление катализаторов для каталитической системы №5 осуществляют в соответствии с описанием в Примере 1, за исключением того, что содержание цеолита структуры LTL в катализаторе, загружаемом во второй реактор, составляет 10 мас.%, содержание магния - 1,8 мас.%.
Пример 6
Приготовление катализаторов для каталитической системы №6 осуществляют в соответствии с описанием в Примере 1, за исключением того, что содержание магния в катализаторе, загружаемом в третий реактор, составляет 2,1 мас.%.
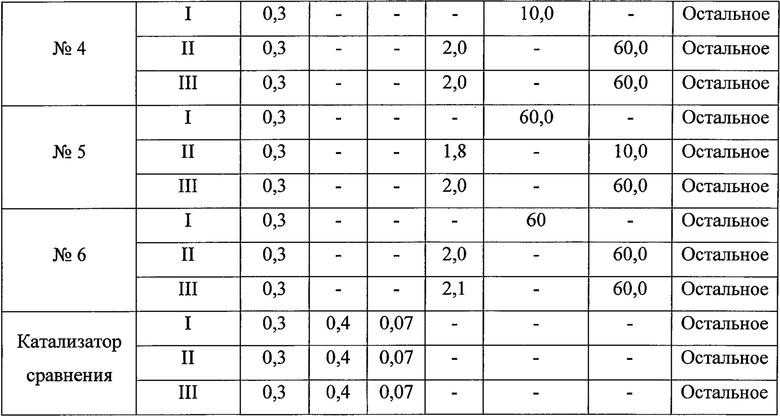
Состав катализаторов, приготовление которых описано в примерах 1-6, представлен в Таблице 2. Для проведения экспериментальной сравнительной оценки эффективности заявленной каталитической системы выбрана каталитическая система сравнения - загружаемый в проточные последовательно соединенные реакторы современный коммерчески доступный мультиметаллический катализатор риформинга, состав которого (катализатор сравнения) также представлен в Таблице 2.

Пример 7
Каталитические системы, с использованием катализаторов, приготовленных способом, описанным в примерах 1-6, и каталитическая система сравнения с использованием катализатора сравнения были испытаны в процессе низкотемпературного риформинга.
В ходе проведения испытаний подачу сырья осуществляют плунжерным насосом высокого давления из емкости, установленной на электронных весах. Точную массу расходуемого сырья регистрируют на основании показаний электронных весов. Подаваемое сырье смешивается с водородом, результирующая смесь поступает в первый реактор, выходящий поток первого реактора поступает во второй реактор, выходящий поток второго реактора поступает в третий реактор. Выходящий поток третьего реактора охлаждается в холодильнике посредством термостатируемого до -10°С тосола, непрерывно циркулирующего через «рубашку» аппарата, и подается в сепаратор. В сепараторе происходит отделение газовой фазы (водородсодержащего газа) от жидкого риформата. Жидкий риформат из сепаратора поступает в емкость-пробосборник, где также реализовано охлаждение посредством непрерывной циркуляции термостатируемого до -10°С тосола. Из емкости-пробосборника производят периодический отбор проб жидкого риформата для проведения количественного анализа состава. Использование двух реакторов (второго и третьего), загруженных катализатором, содержащим цеолит структуры LTL, обусловлено необходимостью устранения резкого перепада температур по высоте слоя катализатора, что невозможно при использовании одного реактора. Процесс риформинга проводят при следующих условиях: объем катализатора в первом реакторе 15 см3, объем катализатора во втором реакторе - 15 см3, объем катализатора в третьем реакторе - 15 см3, температура в первом реакторе 360°С, температура в втором и третьем реакторе - 480°С, давление 15 атм, объемная скорость подачи сырья 1,5 ч-1 (из расчета на суммарный объем катализаторов), соотношение водород/сырье = 1300:1 нл/л.
В качестве сырья были использованы две различные гидроочищенные бензиновые фракции с нижеприведенными характеристиками:
- Сырье 1:
- содержание С5+ н-алканов, мас.%: 25,6;
- содержание С5+ изо-алканов, мас.%: 33,4;
- содержание С5+ нафтеновых углеводородов, мас.%: 27,0;
- содержание С5+ ароматических углеводородов, мас.%: 12,0;
- ОЧИ (рассчитанное значение для смеси С5+ углеводородов в составе сырья): 62,5;
- Сырье 2:
- содержание С5+ н-алканов, мас.%: 19,6;
- содержание С5+ изо-алканов, мас.%: 29,1;
- содержание С5+ нафтеновых углеводородов, мас.%: 40,4;
- содержание С5+ ароматических углеводородов, мас.%: 9,2;
- ОЧИ (рассчитанное значение для смеси С5+ углеводородов в составе сырья): 63,8.
Мерой количественной сравнительной оценки эффективности каталитической системы в процессе низкотемпературного риформинга служат следующие два параметра, представленные в Таблицах 3, 4 и 5:
1) выход стабилизированного риформата, мас.%;
2) соотношение изо-алканы/ароматические углеводороды в стабилизированном риформате, мас.%/мас.%.
В полном соответствии с технической задачей, разработанная каталитическая система на основе цеолитсодержащих катализаторов, включающих цеолиты структуры AEL и LTL, позволяет эффективно (выход стабилизированного риформата не менее 74,0 мас.%, соотношение изо-алканы/ароматические углеводороды в стабилизированном риформате не менее 0,30 мас.%/мас.%) реализовать процесс низкотемпературного (средняя рабочая температура не более 460°С) риформинга гидроочищенных бензиновых фракций (Таблицы 3, 4 и 5). В таблице 3 показана эффективность заявленной каталитической системы на основе цеолитсодержащих катализаторов, включающих цеолиты структуры AEL и LTL, и каталитической системы сравнения в процессе низкотемпературного риформинга гидроочищенной бензиновой фракции (Сырье 1). Условия проведения процесса: температура приведена в таблице, давление 15 атм, объем катализатора в первом реакторе 15 см3, объем катализатора во втором реакторе - 15 см3, объем катализатора в третьем реакторе - 15 см3, объемная скорость подачи сырья 1,5 ч-1 (из расчета на суммарный объем катализаторов), соотношение водород/сырье = 1300:1 нл/л.

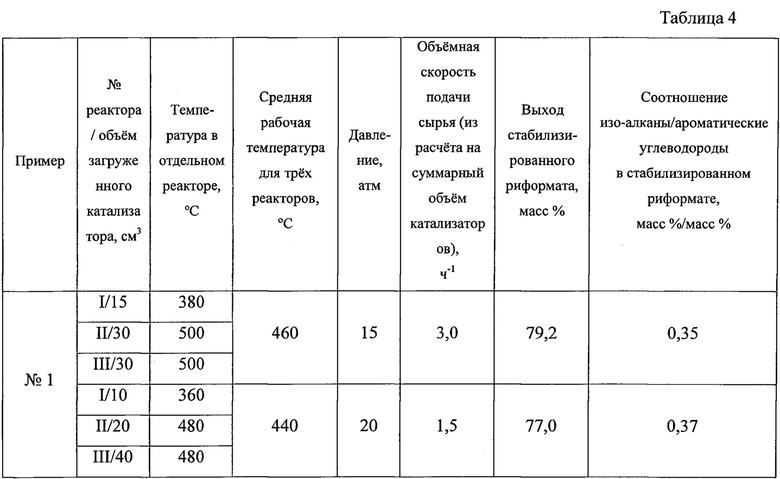
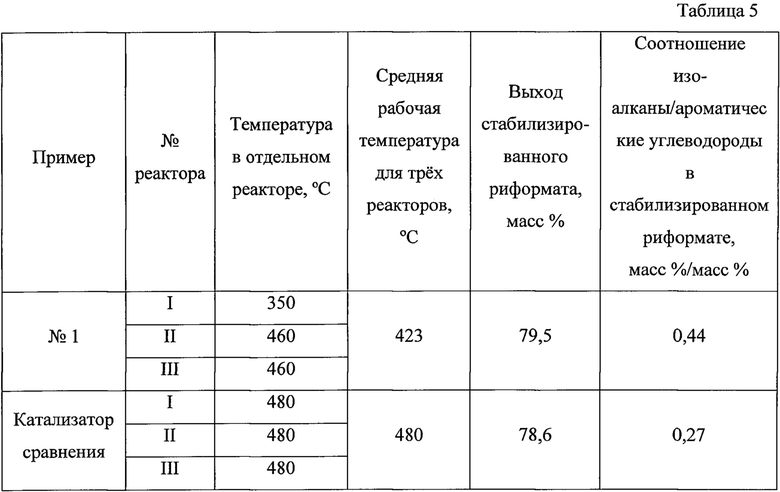
Заявленная каталитическая система на основе цеолитсодержащих катализаторов, включающих цеолиты структуры AEL и LTL, существенно эффективнее каталитической системы сравнения в рамках обоих вышеуказанных параметров (Таблицы 3 и 5), обеспечивая при этом ОЧИ (рассчитанное значение) стабилизированного риформата не менее 95 пунктов (№1, Таблица 3) для Сырья 1 и не менее 91 пункта (Таблица 5) для Сырья 2. Кроме того, для каталитической системы сравнения суммарное содержание дорогостоящих металлов (платина и рений), приходящееся на индивидуальный катализатор, составляет 0,7 мас.%, что более чем в 2 раза превышает соответствующее значение (не более 0,3 мас.% Pt) для заявленной каталитической системы (Таблица 2). В таблице 4 показана эффективность заявленной каталитической системы на основе цеолитсодержащих катализаторов, включающих цеолиты структуры AEL и LTL, в процессе низкотемпературного риформинга гидроочищенной бензиновой фракции (Сырье 1). Условия проведения процесса: температура, давление и объемная скорость подачи сырья приведены в таблице, объемы загруженных катализаторов приведены в таблице, соотношение водород/сырье = 1200:1 нл/л.
В таблице 5 показана эффективность заявленной каталитической системы на основе цеолитсодержащих катализаторов, включающих цеолиты структуры AEL и LTL, и каталитической системы сравнения в процессе низкотемпературного риформинга гидроочищенной бензиновой фракции (Сырье 2). Условия проведения процесса: температура приведена в таблице, давление 15 атм, объем катализатора в первом реакторе 15 см3, объем катализатора во втором реакторе - 15 см3, объем катализатора в третьем реакторе - 15 см3, объемная скорость подачи сырья 1,5 ч-1 (из расчета на суммарный объем катализаторов), соотношение водород/сырье = 1300:1 нл/л.
| название | год | авторы | номер документа |
|---|---|---|---|
| Катализатор изомеризации н-алканов в процессе риформинга гидроочищенных бензиновых фракций (варианты) | 2016 |
|
RU2626747C1 |
| Катализатор низкотемпературного дегидрирования нафтеновых углеводородов для процесса риформинга гидроочищенных бензиновых фракций и способ его получения | 2016 |
|
RU2623434C1 |
| КАТАЛИТИЧЕСКАЯ СИСТЕМА ДЛЯ НИЗКОТЕМПЕРАТУРНОГО РИФОРМИНГА БЕНЗИНОВОЙ ФРАКЦИИ, НЕ ПРОШЕДШЕЙ СЕРООЧИСТКУ | 2021 |
|
RU2776952C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО РИФОРМИНГА БЕНЗИНОВЫХ ФРАКЦИЙ | 2007 |
|
RU2352612C1 |
| КАТАЛИЗАТОР ИЗОДЕПАРАФИНИЗАЦИИ ДИЗЕЛЬНЫХ ФРАКЦИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2560157C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО РИФОРМИНГА БЕНЗИНОВЫХ ФРАКЦИЙ | 2020 |
|
RU2752382C1 |
| Способ риформинга бензиновых фракций | 2018 |
|
RU2672882C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО РИФОРМИНГА БЕНЗИНОВЫХ ФРАКЦИЙ | 2011 |
|
RU2471855C1 |
| КАТАЛИЗАТОР ЦИКЛИЗАЦИИ НОРМАЛЬНЫХ УГЛЕВОДОРОДОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2529680C1 |
| ПЛАТИНОВЫЙ КАТАЛИЗАТОР ПОЛУЧЕНИЯ АРЕНОВ ИЗ СИНТЕТИЧЕСКИХ УГЛЕВОДОРОДОВ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2014 |
|
RU2557063C1 |
Изобретение относится к каталитической системе для процесса низкотемпературного риформинга бензиновых фракций, включающей три последовательно соединенных реактора с гранулированными катализаторами, первый из которых содержит катализатор, имеющий состав, мас.%: платина - 0,1-0,3, цеолит структуры AEL - 10,0-60,0, оксид алюминия - остальное, а второй и третий реакторы содержат катализатор состава, мас.%: платина - 0,1-0,3, магний - 1,8-2,1, цеолит структуры LTL - 10,0-60,0, оксид алюминия - остальное, причем отношение объема катализаторов в реакторах соответственно составляет: 1:1 - 2:1 - 4. Изобретение также относится к способу риформинга бензиновых фракций с применением заявленной каталитической системы. Технический результат заключается в повышении выхода целевого продукта и улучшении его состава при более низкой температуре процесса. 2 н.п. ф-лы, 1 ил., 5 табл., 7 пр.
1. Каталитическая система для процесса низкотемпературного риформинга бензиновых фракций, включающая три последовательно соединенных реактора с гранулированными катализаторами, первый из которых содержит катализатор, имеющий состав, мас.%:
а второй и третий реакторы содержат катализатор состава, мас.%:
причем отношение объема катализаторов в реакторах, соответственно, составляет:
1:1 - 2:1 - 4.
2. Способ риформинга бензиновых фракций с применением каталитической системы по п. 1, включающий пропускание через каталитическую систему сырья с объемной скоростью 1,5 - 3,0 ч-1 (из расчета на суммарный объем катализаторов), при температуре в первом реакторе 350 - 380°С, а во втором и третьем реакторах – 460 - 500°С, при давлении 15 - 20 атм, а соотношение водород/сырье поддерживают в пределах 1200 - 1300:1 нл/л.
| US 6740228 B1, 25.05.2004 | |||
| US 20150165422 A1, 18.06.2015 | |||
| US 8349754 B2, 08.01.2013 | |||
| WO 2017019958 A1, 02.02.2017 | |||
| ТРОЙНОЙ КАТАЛИЗАТОР, СОДЕРЖАЩИЙ ЭКСТРУДИРОВАННУЮ ТВЕРДУЮ МАССУ | 2011 |
|
RU2574404C2 |

