Область техники, к которой относится изобретение
Изобретение в целом относится к производству торцевых крышек контейнеров. В частности, изобретение относится к способу и устройству высокоскоростного ориентирования и фиксации множества полуфабрикатов металлических торцевых крышек на основе направления проката перед преобразованием указанных полуфабрикатов торцевых крышек в торцевые крышки на конверсионном прессе.
Уровень техники
Металлические контейнеры благодаря, множеству преимуществ, приобрели широкую популярность у дистрибьюторов и покупателей. Металлический корпус контейнера оптимально защищает содержимое контейнера. Конкретнее говоря, металлический корпус контейнера надежно предотвращает высвобождение СО2, не допускает проникновения внутрь контейнера ультрафиолетовых лучей, способных воздействовать на содержащиеся в контейнере фармацевтические препараты, напитки, пищевые продукты и любые чувствительные к ультрафиолетовому излучению композиции, точнее говоря, способных оказывать отрицательное влияние на эффективность ингредиентов, а также на вкус, запах, внешний вид или цвет продукта, нанося, таким образом, вред здоровью потребителя. Металлические контейнеры, к тому же, создают непроницаемый барьер для света, водяного пара, масел и жиров, кислорода и микроорганизмов, защищая, таким образом, содержимое контейнера от внешних воздействий и сохраняя свежим в течение длительного срока хранения. Поверхность металлических контейнеров прекрасно подходит для размещения фирменных эмблем, нанесения логотипов, рисунков, информации о продуктах и/или всевозможных отличительных признаков для идентификации, либо предпочтительных качеств как металлического контейнера, так и его содержимого с рекламной и маркетинговой целью. В связи с вышесказанным, металлические контейнеры дают возможность дистрибьюторам и розничным торговцам эффектно и выгодно представить свой товар в пункте продажи.
В большинстве своем потребители отдают предпочтение металлическим, а не стеклянным или пластиковым контейнерам. Это объясняется тем, что металлические контейнеры удобны и практичны в обращении. Безусловно, тонкостенная металлическая тара имеет вес меньше, чем стеклянная, следовательно, легче в переноске. Металлические контейнеры превосходят стеклянные контейнеры по прочности, поэтому являются более подходящими для использования в общественных местах и на открытом воздухе. Кроме того, многие из потребителей предпочитают металлические контейнеры, отвергая пластиковые из опасений, что пластик способен выщелачивать химические вещества из продуктов, содержащихся в контейнере.
В связи с перечисленными и другими преимуществами в 2014 году во всем мире было продано металлических контейнеров примерно на 53 миллиарда долларов. Большую часть представленных на рынке металлических контейнеров составляют металлические контейнеры для напитков. По отчетным данным 2012 года было выпущено около 290 миллиардов металлических контейнеров для напитков. Как известно, в 2014 году одна из торговых фирм США поставила на рынок 126 миллиардов металлических контейнеров.
Металлические контейнеры имеют разнообразную форму и размеры. Как правило, металлический контейнер, по меньшей мере, с одного конца герметично закрыт торцевой крышкой. Торцевые крышки изготавливают из полуфабрикатов торцевых крышек отдельно от корпуса контейнера. После заполнения контейнера напитком или другим продуктом присоединяют торцевую крышку, которую посредством одинарного или «двойного закаточного шва» закрепляют на горловине контейнера. Для изготовления торцевых крышек требуется ряд этапов обработки, которые в совокупности называются конверсионным процессом. Примеры известных конверсионных процессов, в общем, продемонстрированы и описаны в материале «How Ball Makes Beverage Ends», который может быть найден по адресу http://www.ball.eom/Ball/media/Ball/Global/Downloads/How_Ball_Makes_Beverage_Ends.pdf (последнее посещение 11 ноября, 2016) и в патентном документе US №6533518.
Следует отметить, что технологические линии по производству металлических контейнеров оснащены современным высокопроизводительным и высокоскоростным оборудованием, обеспечивающим изготовление металлических контейнеров с требуемыми характеристиками. Технологический процесс изготовления торцевых крышек для металлических контейнеров является высокоскоростным автоматизированным процессом, хотя технологии или процессы, осуществляемые в других отраслях промышленности, или процессы изготовления торцевых крышек из других материалов, не обязательно являются такими же высокоскоростными, как те, которые осуществляют технологические линии по производству металлических торцевых крышек. Ряд операций, необходимых для формирования торцевых крышек, выполняется на специальном оборудовании. Производственное оборудование также должно быть надежным и легким в обслуживании, чтобы избежать простоев высокоскоростных технологических линий, используемых для изготовления торцевых металлических крышек.
На фиг. 1 представлена блок-схема известного конверсионного процесса 2 изготовления торцевых крышек 14 из свернутой алюминиевой ленты. Согласно фиг. 1, исходным материалом является металлическая лента, намотанная на катушку 3. Для специалистов в данной области техники является очевидным, что структура исходного металла, используемого для изготовления металлической ленты, является зернистой. Зерна металлической структуры, выравниваясь в процессе горячей прокатки и холодной прокатки исходного металла для получения металлического листа, приобретают кристаллографическую ориентацию. Поскольку прокатка выполняется неоднократно в одном и том же направлении, зерна металлического материала, приобретая кристаллографическую ориентацию, формируют полосчатую структуру. Посредством методов оптической микроскопии невозможно обнаружить кристаллографическую ориентацию зерен, поэтому требуется применение методов рентгеноструктурного анализа. Следует отметить, что кристаллографическая ориентация практически коррелирует с направлением прокатки. Для изготовления металлического листа широко используется холодная прокатка, при проведении последней операции которой на поверхности металлического листа зачастую образуются следы 4 от прокатных валков. Следы 4 от прокатных валков могут быть обнаружены в видимом свете (без использования рентгеновских лучей), имеют ориентацию 5 и представляют собой прямые, обычно параллельные штрихи. Поскольку следы от прокатных валков, как правило, продолжаются параллельно направлению проката, они могут служить показателем направления проката. Хотя следы 4 от прокатных валков хорошо различимы невооруженным глазом, их влияние на качество выпускаемых металлических контейнеров и торцевых крышек для напитков проявляется на микроскопическом уровне.
Металлический лист является более прочным и обладает лучшими металлургическими свойствами, в частности имеет лучшие прочностные характеристики, а именно, наилучшее сопротивление прогибу и наилучшую устойчивость к деформации, когда ориентирован перпендикулярно направлению проката (или перпендикулярно кристаллографической ориентации зерна). Соответственно, металлический лист имеет менее предпочтительные металлургические свойства в направлении, параллельном направлению проката (или параллельном кристаллографической ориентации зерна).
Катушка 3 с исходным металлическим материалом загружается на разматыватель 6, обеспечивающий размотку исходного материала. Разматываемый исходный материал подается на заготовочный пресс 7. Заготовочный пресс 7 снабжен прецизионной оснасткой для вырубки из металлического материала заготовок и формирования из заготовок полуфабрикатов 8 торцевых крышек. Как правило, заготовки имеют круглую форму. Из заготовочного пресса 7 выпускаются полуфабрикаты 8 торцевых крышек, которые при осуществлении конверсионного процесса 2 последовательно транспортируются от станции 9 до станции 13, причем направление 5 проката при транспортировке полуфабрикатов 8 торцевых крышек является случайным.
Полуфабрикаты подаются на подвивочный станок 9, обеспечивающий формирование завитка вдоль периферийного края полуфабрикатов 8 торцевых крышек. Далее полуфабрикаты подаются на устройство 10 для нанесения герметизирующих компаундов на полуфабрикаты торцевых крышек. Если требуется, герметизирующие компаунды отверждают в печи 11. Затем полуфабрикаты торцевых крышек подаются в балансировочное устройство 12, где накапливаются. Балансировочное устройство обеспечивает непрерывный поток полуфабрикатов торцевых крышек, подлежащих обработке на конверсионном прессе 13.
Из балансировочного устройства 12 полуфабрикаты торцевых крышек поступают на конверсионный пресс 13. При подаче полуфабрикатов 8 торцевых крышек на конверсионный пресс 13 направление 5 проката является случайным, поскольку при проведении конверсионного процесса 2 согласно известному уровню техники не обеспечивается требуемая ориентация полуфабрикатов торцевых крышек.
Конверсионный пресс 13 преобразует полуфабрикаты торцевых крышек в торцевые крышки 14. Примеры конверсионных прессов известного уровня техники приведены в патентных документах US №9,321,097 и US №9,393,610. Может быть задана любая конфигурация торцевых крышек 14 согласно форме и размеру герметизируемого металлического контейнера. Конверсионный пресс 13 может чеканить, разрезать, вырезать, изгибать и выполнять формоизменение металла полуфабриката 8 торцевой крышки в зависимости от типа формируемой торцевой крышки 14. Например, когда в конверсионном прессе 13 изготавливаются торцевые крышки 14 контейнеров для напитков, применяется несколько наборов прогрессивных штампов, обеспечивающих, в частности, формирование заклепки, которая обычно центрируется на закрытой торцевой стенке торцевой крышки. Формируется разрывная бороздка 15, ограничивающая отрывной участок 16, который в открытом положении образует выходное отверстие для продукта. Наконец, конверсионный пресс 13 соединяет открывающее ушко 17 с заклепкой. На торцевых крышках 14 могут выполняться другие операции 18, такие как декорирование. Затем торцевые крышки 14 упаковываются в пакетики, укладываются в стопки и сохраняются до тех пор, пока не потребуется герметизация заполненного корпуса контейнера.
При проектировании и изготовлении металлических торцевых крышек 14 обязательным условием является соблюдение баланса между требованиями, предъявляемыми к исходному материалу (в частности, касательно применения относительно тонколистового металла) и требованиями, предъявляемыми к торцевой крышке 14, например, относительно способности сохранять целостность и/или форму под ударным воздействием при погрузке и транспортировке, или при падении контейнеров для напитков, то есть при проблемах, возникающих при доставке. Кроме того, готовая металлическая торцевая крышка 14 должна обладать способностью сохранять целостность и/или форму, оказывая противостояние воздействию высокого внутреннего давления, создаваемого газированным напитком, либо иным газосодержащим продуктом, и/или связанного с повышением температуры внутри контейнера, в том числе, при температуре пастеризации.
Следует отметить, что в результате осуществления конверсионного процесса 2 согласно известному уровню техники формируются торцевые крышки 14, в которых направление проката является случайным относительно разрывных бороздок 15 и других характерных признаков, как показано на фиг. 1. Когда полуфабрикаты 8 торцевых крышек поступают на конверсионный пресс 13, направление проката в полуфабрикатах неизвестно, в связи с этим предполагается, что относительно показателей прочности полуфабрикат имеет наихудшую ориентацию. Исходя из вышесказанного, конверсионный пресс 13 спроектирован, с учетом того, что прочность подаваемых полуфабрикатов 8 относительно оснастки конверсионного пресса 13 является наименьшей в связи с кристаллографической ориентацией зерна в металле полуфабрикатов 8 торцевых крышек. Полуфабрикаты 8 торцевых крышек 14, поступающие на конверсионный пресс 13 для любой обработки, а именно для чеканки, резки, тиснения, нарезки, изгиба, формоизменения или других операций, имеют разную ориентацию, при этом направление 5 проката в полуфабрикатах 8 торцевых крышек 14 может быть неблагоприятным относительно оснастки пресса. Разумеется, чтобы не допустить ослабления (или разрушения) полуфабрикатов 8 торцевых крышек, имеющих наихудшую ориентацию, при осуществлении процесса преобразования в торцевые крышки 14 на конверсионном прессе 13 должна применяться специально сконструированная оснастка. Таким образом, конструкция оснастки конверсионного пресса 13 не может быть оптимизирована, поскольку технические и конструктивные параметры выбраны исходя из наихудшей ориентации полуфабриката торцевой крышки. Следует отметить, что некоторые элементы торцевых крышек 14, такие как разрывные бороздки, могут иметь высокую прочность и повышенное сопротивление разрушению, если сформированы при благоприятном направлении проката, что невозможно обеспечить при случайном направлении 5 проката в связи с риском разрушения торцевой крышки. Кроме того, поскольку предполагается, что полуфабрикаты 8 торцевых крышек имеют наихудшую ориентацию, приходится использовать более толстые калиброванные материалы, что по своей сути увеличивает затраты на материал для металлических торцевых крышек 14.
Из вышесказанного следует, что имеется потребность в системах и способах высокоскоростного выравнивания и фиксации множества полуфабрикатов металлических торцевых крышек на основе направления проката перед преобразованием полуфабрикатов торцевых крышек в торцевые крышки на конверсионном прессе производственной линии по изготовлению торцевых крышек контейнера без снижения эффективности или повышения затрат на существующие в настоящее время процессы изготовления крышек для контейнеров.
Раскрытие изобретения
В настоящем изобретении предлагается экономически эффективный, быстрый и надежный способ, а также соответствующее устройство ориентирования полуфабрикатов торцевых крышек, чтобы направление проката было выровнено с направлением базовой оси. После осуществления требуемого выравнивания направления проката полуфабрикаты торцевых крышек могут быть преобразованы в торцевые крышки на конверсионном прессе.
Одним из объектов настоящего изобретения является устройство ориентирования, способное быстро определять направление проката в полуфабрикатах металлических торцевых крышек и эффективно ориентировать на основе направления проката полуфабрикаты металлических торцевых крышек в высокоскоростном процессе производства торцевых крышек. Согласно одному из вариантов осуществления настоящего изобретения, устройство ориентирования способно идентифицировать направление проката и поворачивать полуфабрикат торцевой крышки. Если требуется, устройство ориентирования изменяет положение полуфабриката торцевой крышки, обеспечивая его поворот за счет механического контакта с одним из участков полуфабриката торцевой крышки, либо посредством поворота опоры, удерживающей полуфабрикат торцевой крышки. Согласно одному из вариантов осуществления изобретения, для поворота полуфабриката торцевой крышки устройство ориентирования вступает в контакт с одним из участков наружной поверхности полуфабриката торцевой крышки.
Согласно одному из вариантов осуществления изобретения, устройство ориентирования содержит оптический датчик или датчик иного типа для идентификации следов от прокатных валков на полуфабрикатах торцевых крышек. Согласно другому варианту осуществления изобретения, устройство ориентирования способно обеспечить выравнивание множества полуфабрикатов торцевых крышек со скоростью не менее 750 циклов в минуту. Согласно другому варианту осуществления настоящего изобретения, ориентирующее устройство функционирует со скоростью до 800 циклов в минуту.
Другим объектом настоящего изобретения является система ориентирования, способная до проведения обработки металла давлением обеспечить выравнивание металлических заготовок на основе направления проката заготовок. Таким образом, оснастка, используемая для обработки металла давлением, может быть оптимизирована для повышения прочности и сопротивления деформации изделия, полученного из металлических заготовок посредством дальнейших операций обработки металла давлением. Согласно одному из вариантов осуществления изобретения, благодаря выравниванию заготовок, обеспечивающему требуемое направление проката относительно оснастки перед выполнением дальнейших операций обработки металла давлением, могут использоваться металлические заготовки из более тонкого исходного металлического материала. Согласно одному из вариантов осуществления изобретения металлические заготовки являются полуфабрикатами металлических торцевых крышек. Согласно еще одному варианту осуществления изобретения, дальнейшие операции по обработке металла давлением выполняются на конверсионном прессе, который преобразует металлические заготовки в металлические торцевые крышки.
Другим объектом настоящего изобретения является система для определения направления проката в полуфабрикате торцевой крышки и последующего выравнивания полуфабриката металлической торцевой крышки, чтобы направление проката соответствовало предпочтительному направлению. Система приспособлена одновременно выравнивать несколько полуфабрикатов металлических торцевых крышек. Система обычно содержит, но не ограничивается этим: (1) балансировочное устройство, приспособленное принимать полуфабрикаты металлических торцевых крышек и размещать полуфабрикаты металлических торцевых крышек на транспортере системы; (2) транспортер, способный перемещать полуфабрикаты металлических торцевых крышек и избирательно предотвращать поворот полуфабрикатов металлических торцевых крышек; (3) систему ориентирования, приспособленную принимать полуфабрикаты металлических торцевых крышек и поворачивать полуфабрикаты металлических торцевых крышек настолько, чтобы величина угла между направлением проката в полуфабрикатах металлических торцевых крышек и базовой осью системы находилась в заданных пределах; и (4) конверсионный пресс, обеспечивающий преобразование полуфабрикатов металлических торцевых крышек в металлические торцевые крышки, предназначенные для герметизации контейнеров заданного размера и формы. Согласно одному из вариантов осуществления изобретения, полуфабрикаты металлических торцевых крышек обычно содержат открытый край, участок закрытой торцевой стенки и участок боковой стенки, проходящий между ними. Если требуется, на участке боковой стенки вблизи открытого края может быть сформирован завиток.
Согласно одному из вариантов осуществления настоящего изобретения, система ориентирования содержит датчики и исполнительные механизмы, взаимосвязанные с сервоприводом. Транспортер перемещает полуфабрикаты металлических торцевых крышек в первую индексированную позицию системы ориентирования. Датчики первой группы датчиков, установленные на индексированной позиции, определяют ориентацию следов от прокатных валков на каждом из полуфабрикатов металлических торцевых крышек. Следы от прокатных валков, как правило, параллельны направлению проката и используются для определения направления проката в каждом из полуфабрикатов металлических торцевых крышек. По истечении заданного времени паузы транспортер перемещает полуфабрикаты металлических торцевых крышек во вторую индексированную позицию. После того, как транспортер переместил полуфабрикаты металлических торцевых крышек во вторую индексированную позицию, сервоприводы активизируют исполнительные механизмы, которые осуществляют осевой поворот неправильно ориентированных полуфабрикатов металлических торцевых крышек, чтобы обеспечить выравнивание относительно базовой оси направления следов от прокатных валков и, соответственно, направления проката в полуфабрикатах. Согласно одному из вариантов осуществления изобретения, исполнительные механизмы, установленные во второй индексированной позиции, за счет поворота способны обеспечить выравнивание полуфабрикатов металлических торцевых крышек, чтобы величина угла между направлением проката и базовой осью находилась в пределах плюс или минус 12° и, предпочтительнее, примерно в пределах плюс или минус 10°. Согласно другому варианту осуществления изобретения, могут применяться световые датчики. Согласно одному из вариантов осуществления изобретения, все датчики являются световыми.
Если требуется, транспортер перемещает полуфабрикаты металлических торцевых крышек в третью индексированную позицию, связанную с датчиками второй группы датчиков. Вторые датчики предназначены определять вторую ориентацию следов от прокатных валков каждого из перемещенных полуфабрикатов металлических торцевых крышек. Если требуется, в качестве вторых датчиков можно применить световые датчики. Затем транспортер может переместить полуфабрикаты металлических торцевых крышек в четвертую индексированную позицию. Вблизи четвертой индексированной позиции может быть установлена вторая группа исполнительных механизмов, которые, если требуется, осуществляют поворот полуфабрикатов металлических торцевых крышек в осевом направлении для дальнейшего выравнивания направления проката с базовой осью. Согласно одному из вариантов осуществления изобретения, каждый из исполнительных механизмов второй группы исполнительных механизмов способен осуществить поворот полуфабрикатов металлических торцевых крышек, чтобы величина угла между направлением проката и базовой осью находилась в пределах примерно плюс или минус 3° и, предпочтительнее, в пределах примерно плюс или минус 1° относительно базовой оси. Согласно другому варианту осуществления изобретения, исполнительные механизмы первой и второй групп исполнительных механизмов во время паузы в работе транспортера способны осуществить поворот полуфабрикатов металлических торцевых крышек вплоть до примерно 45°. Согласно одному из вариантов осуществления изобретения, продолжительность паузы в работе транспортера составляет менее 60 мс.
Система ориентирования может дополнительно содержать датчики третьей группы датчиков, связанные с конечной индексированной позицией системы. Каждый из третьих датчиков может определять окончательную ориентацию следов от прокатных валков каждого из полуфабрикатов металлических торцевых крышек. Третьи датчики могут являться световыми датчиками. Если после окончательного ориентирования, величина угла между направлением проката и базовой осью не находится в заданных пределах, неправильно ориентированные полуфабрикаты могут быть удалены из системы до проведения обработки на конверсионном прессе.
Согласно одному из вариантов осуществления изобретения, система содержит выталкиватель. Выталкиватель удаляет из транспортера полуфабрикаты металлических торцевых крышек, если величина угла между направлением проката и базовой осью не находится в заданных пределах. Согласно одному из вариантов осуществления изобретения, для удаления из транспортера неправильно ориентированных полуфабрикатов металлических торцевых крышек выталкиватель использует струю сжатого газа, в частности, струю воздуха. Согласно другому варианту осуществления изобретения, выталкиватель вступает в контакт с полуфабрикатами металлических торцевых крышек, которые неправильно ориентированы, прикладывая к ним механическое усилие. Под действием указанного усилия полуфабрикаты металлических торцевых крышек удаляются из транспортера.
Согласно одному из вариантов осуществления изобретения, датчики первой, второй и третьей групп датчиков оснащены камерами. Камеры получают изображение полуфабрикатов металлических торцевых крышек для обнаружения следов от прокатных валков на каждом из полуфабрикатов металлических торцевых крышек и определения их ориентации. Как вариант, камеры могут получать изображение полуфабрикатов металлических торцевых крышек с достаточным разрешением для идентификации следов от прокатных валков на полуфабрикатах металлических торцевых крышек. Камеры могут быть приспособлены направлять на блок 70 управления информацию относительно направления следов от прокатных валков на каждом из полуфабрикатов металлических торцевых крышек. Альтернативно, камеры могут быть приспособлены пересылать на блок управления изображение каждого из полуфабрикатов металлических торцевых крышек. Блок управления приспособлен проводить анализ полученного изображения для определения ориентации следов от прокатных валков на каждом из полуфабрикатов металлических торцевых крышек. Блок управления способен определять величину осевого поворота каждого из полуфабрикатов металлических торцевых крышек, который требуется для выравнивания направления проката с направлением базовой оси. После определения величины осевого поворота каждого из полуфабрикатов металлических торцевых крышек блок управления направляет исполнительным механизмам командный сигнал на осуществление поворота неправильно ориентированных полуфабрикатов металлических торцевых крышек с целью выравнивания направления проката, по существу, с направлением базовой оси.
Согласно одному из вариантов осуществления изобретения, блок управления идентифицирует следы от прокатных валков на полуфабрикатах (в том числе полосчатость) методом сравнения каждого изображения, полученного от датчиков, с изображениями полуфабрикатов в известном справочном материале, например, в базе данных (или методом сравнения других данных). Известный справочный материал может включать изображение следов от прокатных валков, которые согласуются с базовой осью. Опять же в качестве примера, блок управления может быть приспособлен идентифицировать следы от прокатных валков на полуфабрикатах металлических торцевых крышек и определять соответствует или нет направление следов от прокатных валков на указанных полуфабрикатах металлических торцевых крышек требуемому направлению методом сравнения с изображением следов от прокатных валков в известном справочном материале.
Согласно одному из вариантов осуществления изобретения, исполнительные механизмы вступают в контакт с заданным участком полуфабриката металлической торцевой крышки и выполняют осевой поворот полуфабриката металлической торцевой крышки на заданный угол. Исполнительные механизмы способны выполнять поворот полуфабрикатов по часовой стрелке, либо против часовой стрелки. Согласно одному из вариантов осуществления изобретения, исполнительные механизмы приспособлены вступать в контакт, по меньшей мере, с одним из участков закрытой торцевой стенки полуфабриката металлической торцевой крышки. Согласно другому варианту осуществления изобретения, исполнительные механизмы приспособлены вступать в контакт с одним из участков боковой стенки полуфабриката металлической торцевой крышки или, альтернативно, с одним из участков закрытой торцевой стенки полуфабриката металлической торцевой крышки. Согласно еще одному из вариантов осуществления изобретения, исполнительные механизмы приспособлены осуществлять поворот опорного элемента, несущего полуфабрикат металлической торцевой крышки.
Согласно другому варианту осуществления изобретения, система приспособлена идентифицировать направление следов от прокатных валков на полуфабрикатах металлических торцевых крышек, и затем ориентировать от 1 до 8 полуфабрикатов металлических торцевых крышек, по существу, одновременно. Согласно более предпочтительному варианту осуществления изобретения, система приспособлена одновременно ориентировать 4 полуфабриката металлических торцевых крышек.
Согласно одному из вариантов осуществления изобретения, величина заданного угла между направлением проката и базовой осью составляет от около 0° до около 7°. Согласно более предпочтительному варианту осуществления изобретения, величина заданного угла составляет менее чем примерно 5°. Согласно наиболее предпочтительному варианту осуществления изобретения, величина заданного угла составляет менее чем примерно 2°.
Согласно одному из вариантов осуществления изобретения, после того, как система ориентирования выполнила поворот полуфабрикатов металлических торцевых крышек в требуемое положение, выполняется этап преобразования полуфабрикатов металлических торцевых крышек в металлические торцевые крышки, содержащие периферийный завиток и центральную панель. Точнее говоря, из полуфабрикатов металлических торцевых крышек формируют металлические торцевые крышки контейнеров для напитков. Сформированные металлические торцевые крышки обычно содержат периферийный завиток, зажимную стенку, продолжающуюся вниз от периферийного завитка, коническую фаску, соединенную с нижним концом зажимной стенки, центральную панель, соединенную с конической фаской, отрывной участок на центральной панели, и открывающее ушко, функционально связанное с наружной поверхностью центральной панели.
Согласно другому варианту осуществления изобретения, система ориентирования съемно встраивается в технологическую линию производства торцевых металлических крышек. В связи с этим указанная встраиваемая система ориентирования может быть расположена выше по ходу конверсионного пресса.
Согласно одному из вариантов осуществления изобретения, транспортер содержит устройство, предназначенное для предотвращения непредусмотренного или случайного перемещения любого из полуфабрикатов металлических торцевых крышек. Согласно одному из вариантов осуществления изобретения, устройство представляет собой зажим, который прикладывает давление к полуфабрикату металлической торцевой крышки для удерживания полуфабриката металлической торцевой крышки в заданном положении. Согласно другому варианту осуществления изобретения, устройство содержит вакуумный зажим, который присасывается к заданному участку полуфабриката металлической торцевой крышки для удерживания его в заданном положении.
0033] Если требуется, система ориентирования может дополнительно содержать блок управления. Блок управления от датчиков системы ориентирования получает информацию, относительно следов от прокатных валков на полуфабрикатах металлических торцевых крышек. На основании полученной информации относительно следов от прокатных валков на полуфабрикатах металлических торцевых крышек блок управления определяет, находится или нет величина угла между направлением проката и базовой осью в заданных пределах. Если направление проката в полуфабрикате металлической торцевой крышки не соответствует требуемому направлению, блок управления определяет величину необходимого осевого поворота неправильно ориентированного полуфабриката, чтобы величина угла между направлением проката в указанном полуфабрикате и базовой осью находилась в заданных пределах. Затем блок управления направляет командный сигнал на сервопривод, взаимосвязанный с исполнительным механизмом, для осуществления поворота неправильно ориентированного полуфабриката металлической торцевой крышки. Блок управления, кроме того, взаимосвязан с выталкивателем и конверсионным прессом. Блок управления приспособлен направлять командный сигнал выталкивателю для удаления из транспортера неправильно ориентированных полуфабрикатов металлических торцевых крышек.
Другим объектом настоящего изобретения является система ориентирования, которая, являясь съемно встраиваемой в технологическую линию по обработке металла давлением, способна определять направление проката в металлической заготовке и ориентировать металлические заготовки. Система ориентирования, как правило, включает, но не ограничивается этим: (1) первый датчик, установленный на первой индексированной позиции, предназначенный распознавать следы от прокатных валков, которые используются для определения первоначального направления проката в металлической заготовке; и (2) первый исполнительный механизм, установленный на второй индексированной позиции, предназначенный осуществлять осевой поворот полуфабриката торцевой крышки, занимающего вторую индексированную позицию, с целью выравнивания направления проката, по существу, с направлением базовой оси. Согласно одному из вариантов осуществления изобретения, система ориентирования приспособлена функционировать со скоростью до 800 циклов в минуту. Согласно одному из вариантов осуществления изобретения, процесс обработки металла давлением представляет собой процесс изготовления металлической торцевой крышки контейнера, а заготовка представляет собой полуфабрикат металлической торцевой крышки. Согласно другому варианту осуществления изобретения, система ориентирования способна одновременно выравнивать от 1 до 8 металлических заготовок, чтобы направление проката в заготовках, по существу, совпадало с направлением базовой оси.
Согласно одному из вариантов осуществления изобретения, первый исполнительный механизм способен выполнять осевой поворот, по меньшей мере, в одном из направлений, а именно, по часовой стрелке или против часовой стрелки. Согласно другому варианту осуществления изобретения, первый исполнительный механизм приспособлен вступать в контакт с заданным участком заготовки, создавая силу трения. Согласно другому варианту осуществления изобретения, первый исполнительный механизм соединен с сервоприводом. Сервопривод взаимосвязан с контроллером системы, который определяет величину осевого поворота полуфабрикатов, необходимого для выравнивания направления проката полуфабрикатов, по существу, с направлением базовой оси. Согласно одному из вариантов осуществления изобретения, первый исполнительный механизм способен выравнивать относительно базовой оси полуфабрикаты торцевых крышек, чтобы величина угла между направлением проката в полуфабрикатах торцевых крышек и базовой осью находилась в пределах примерно плюс или минус 12° и, предпочтительнее, в пределах примерно плюс или минус 10°. Согласно другому варианту осуществления изобретения, первый исполнительный механизм способен осуществить поворот заготовки настолько, чтобы величина угла между направлением проката в полуфабрикатах торцевых крышек и базовой осью находилась в пределах примерно 3°. Если требуется, первый исполнительный механизм способен менее чем примерно за 60 мс осуществить поворот заготовки, чтобы направление проката в заготовке, по существу, соответствовало направлению базовой оси. Согласно другому варианту осуществления изобретения, первый исполнительный механизм способен менее чем за 60 мс осуществить поворот заготовки, по меньшей мере, на 45°.
Если требуется, система ориентирования может содержать второй датчик, установленный в третьей индексированной позиции. Второй датчик предназначен распознавать следы от прокатных валков на металлической заготовке, которые используются для определения направления проката после второго ориентирования металлической заготовки.
Согласно одному из вариантов осуществления изобретения, система ориентирования содержит выталкиватель. Выталкиватель предназначен удалять заготовку до проведения процесса обработки металла давлением, если второй датчик выявляет, что вторая величина угла между направлением проката в заготовке и базовой осью не находится в заданных пределах. Согласно одному из вариантов осуществления изобретения, выталкиватель способен удалять заготовку, не вступая в контакт с заготовкой. В качестве примера, выталкиватель, не вступая в контакт с заготовкой, может удалять заготовку посредством всасывающего действия или при помощи воздушной струи. Кроме того, или альтернативно, выталкиватель может содержать магнит, который может притягивать или отталкивать заготовку без контакта с ней. Согласно другому варианту осуществления изобретения, выталкиватель, вступая в контакт с заготовкой, способен приложить механическое усилие к заготовке для ее удаления до проведения процесса обработки металла давлением.
Согласно другому варианту осуществления изобретения, система ориентирования может содержать второй исполнительный механизм, установленный на четвертой индексированной позиции. Второй исполнительный механизм предназначен осуществлять поворот заготовки в осевом направлении, если второй датчик выявляет, что величина угла между вторым направлением проката в заготовке и базовой осью не находится в заданных пределах. Согласно одному из вариантов осуществления изобретения, второй исполнительный механизм способен выравнивать полуфабрикаты торцевых крышек относительно базовой оси, чтобы величина угла между направлением проката и базовой осью находилась в пределах плюс или минус 3° и, предпочтительнее, в пределах примерно плюс или минус 1°. Если требуется, второй исполнительный механизм может иметь те же или аналогичные рабочие характеристики и возможности, что и первый исполнительный механизм.
Если требуется, система ориентирования может содержать блок управления. Блок управления может быть взаимосвязан с датчиками, сервоприводами, взаимодействующими с первым и вторым исполнительными механизмами, и выталкивателем. Если следы от прокатных валков на заготовке, выявленные датчиками, свидетельствуют о том, что величина угла между направлением проката и базовой осью не находится в требуемых пределах, блок управления может направить командный сигнал на один из сервоприводов. Сигнал может включать величину и направление поворота, необходимого для требуемого выравнивания заготовки, чтобы величина угла между направлением проката и базовой осью не находится в требуемых пределах. Если требуется, блок управления может направить командный сигнал выталкивателю на удаление неправильно выровненной до проведения процесса обработки металла давлением. Блок управления также может быть соединен с оборудованием, расположенным ниже по ходу системы. Например, согласно одному из вариантов осуществления изобретения, блок управления соединен с конверсионным прессом с целью обмена информацией.
Еще одним объектом настоящего изобретения является усовершенствованный способ ориентирования полуфабрикатов торцевых крышек на основе направления проката при осуществлении высокоскоростного процесса производства металлических торцевых крышек. Способ обычно включает, но не ограничивается этим, нижеперечисленные этапы: (1) подача в систему ориентирования множества разноориентированных полуфабрикатов торцевых крышек; (2) определение направления проката в каждом из полуфабрикатов торцевых крышек; (3) определение величины осевого поворота, необходимого для правильной ориентации полуфабриката торцевой крышки, направление проката которого не соответствует требуемому направлению; (4) осевой поворот полуфабриката металлической торцевой крышки на заданную величину, чтобы направление проката в полуфабрикате торцевой крышки соответствовало требуемому направлению. Согласно одному из вариантов осуществления изобретения, полуфабрикаты торцевых крышек затем подаются на конверсионный пресс, преобразующий их в торцевые крышки, приспособленные для соединения с горлышком контейнера. Согласно одному из вариантов осуществления изобретения, торцевые крышки содержат один или несколько периферийных завитков, зажимную стенку, продолжающуюся вниз от них, коническую фаску, соединенную с зажимной стенкой, центральную панель, соединенную с конической фаской, и открывающее ушко, функционально связанное с центральной панелью.
Согласно одному из вариантов осуществления изобретения, система ориентирования содержит датчики и исполнительные механизмы, соединенные с сервоприводами. Датчики предназначены распознавать следы от прокатных валков на полуфабрикатах металлических торцевых крышек, используемые для определения направления проката в каждом из полуфабрикатов торцевых крышек. Согласно одному из вариантов осуществления изобретения, датчики содержат камеры для получения изображения полуфабрикатов торцевых крышек. Изображения, полученные камерами, имеют достаточно большое разрешение и четкость для идентификации следов от прокатных валков, на каждом из полуфабрикатов металлических торцевых крышек, причем следы от прокатных валков свидетельствуют о направлении проката металлического листа, из которого сформирован каждый из полуфабрикатов торцевых крышек.
Сервоприводы активизируют исполнительные механизмы для поворота полуфабрикатов торцевых крышек, которые ориентированы неправильно. Говоря конкретнее, исполнительные механизмы обеспечивают осевой поворот полуфабрикатов торцевых крышек, чтобы направление проката, по существу, соответствовало требуемому направлению. Исполнительные механизмы способны обеспечить поворот полуфабрикатов по часовой стрелке, либо против часовой стрелки. Согласно одному из вариантов осуществления изобретения, исполнительные механизмы способны вступать в контакт, по меньшей мере, с одним из участков закрытой торцевой стенки полуфабрикатов торцевых крышек. Согласно другому варианту осуществления изобретения, исполнительные механизмы способны вступать в контакт с одним из участков боковой стенки полуфабрикатов торцевых крышек или, альтернативно, вступать в контакт с одним из участков закрытой торцевой стенки полуфабрикатов торцевых крышек. Согласно еще одному варианту осуществления изобретения, исполнительные механизмы способны обеспечить поворот неправильно ориентированных полуфабрикатов торцевых крышек, не вступая в контакт с полуфабрикатами торцевых крышек. Например, исполнительные механизмы способны обеспечить поворот опорного элемента, несущего полуфабрикат торцевой крышки. Согласно одному из вариантов осуществления изобретения, исполнительные механизмы обеспечивают поворот неправильно ориентированных полуфабрикатов торцевых крышек на определенную величину менее чем за 60 мс. Согласно другому варианту осуществления изобретения, исполнительные механизмы менее чем за 60 мс способны обеспечить поворот неправильно ориентированных полуфабрикатов торцевых крышек примерно на 45°.
Если требуется, способ может дополнительно включать этап удаления неправильно ориентированных полуфабрикатов торцевых крышек до проведения процесса обработки металла давлением. Соответственно, способ после этапа поворота неправильно ориентированных полуфабрикатов на определенную величину может включать этап определения второй ориентации следов от прокатных валков на повернутых полуфабрикатах торцевых крышек. Согласно одному из вариантов осуществления изобретения, выталкиватель, вступая в контакт с неправильно ориентированными полуфабрикатами торцевых крышек, прикладывает механическое усилие для их удаления до проведения процесса обработки металла давлением. Как вариант, неправильно ориентированные полуфабрикаты торцевых крышек могут быть удалены без приложения контактного усилия. Согласно другому варианту осуществления изобретения, выталкиватель посредством струи воздуха или при помощи всасывания удаляет неправильно ориентированные полуфабрикаты торцевых крышек до проведения процесса обработки металла давлением.
Еще одним объектом настоящего изобретения является система выравнивания полуфабриката металлической торцевой крышки, чтобы направление проката соответствовало требуемому направлению. Система содержит, но не ограничивается этим: (1) транспортер для перемещения полуфабрикатов металлических торцевых крышек; (2) датчики для распознавания направления следов от прокатных валков на полуфабрикатах металлических торцевых крышек, которые свидетельствуют о направлении проката металлического листа, из которого сформирован полуфабрикат металлической торцевой крышки; и (3) исполнительный механизм, предназначенный обеспечивать поворот полуфабриката металлической торцевой крышки, чтобы величина угла между направлением проката в полуфабрикате металлической торцевой крышке и базовой осью системы находилась в заданных пределах. Как вариант, сервопривод системы может взаимодействовать с исполнительным механизмом, обеспечивающим поворот полуфабриката металлической торцевой крышки на заданную величину менее чем за 60 мс.
Согласно одному из вариантов осуществления изобретения, система содержит второй датчик для определения второй ориентации следов от прокатных валков после того, как исполнительный механизм обеспечил поворот полуфабриката металлической торцевой крышки на заданную величину. Кроме того, система может, если требуется, содержать второй исполнительный механизм для поворота полуфабриката металлической торцевой крышки на заданную величину. Согласно другому варианту осуществления изобретения, система содержит выталкиватель для удаления полуфабриката металлической торцевой крышки из системы, если после поворота полуфабриката торцевой крышки величина угла между направлением проката и базовой осью не находится в заданных пределах.
Согласно одному из вариантов осуществления изобретения, первый исполнительный механизм приспособлен обеспечивать поворот полуфабриката металлической торцевой крышки настолько, чтобы величина угла между направлением проката и базовой осью находилась в пределах приблизительно 12°. Согласно другому варианту осуществления изобретения, второй исполнительный механизм приспособлен обеспечивать поворот полуфабриката металлической торцевой крышки настолько, чтобы величина угла между направлением проката и базовой осью находилась в пределах примерно 3°. Согласно одному из вариантов осуществления изобретения, первый и второй исполнительные механизмы приспособлены вступать в контакт с заданным участком полуфабриката металлической торцевой крышки для обеспечения поворота полуфабриката металлической торцевой крышки. Согласно другому варианту осуществления изобретения, первый и второй исполнительные механизмы способны менее чем за 60 мс обеспечить поворот неправильно ориентированных полуфабрикатов металлических торцевых крышек на заданную величину. Согласно другому варианту осуществления изобретения, первый и второй исполнительные механизмы менее чем за 60 мс способны обеспечить поворот неправильно ориентированных полуфабрикатов металлических торцевых крышек на 45°.
Если требуется, система может содержать блок управления. Блок управления получает от датчика информацию относительно ориентации выявленных следов от прокатных валков. На основании полученной от датчика информации блок управления определяет величину необходимого осевого поворота полуфабриката металлической торцевой крышки посредством исполнительного механизма, чтобы величина угла между направлением проката в полуфабрикате металлической торцевой крышки и базовой осью находилась в заданных пределах.
Вышеприведенное описание вариантов осуществления изобретения, целей и конфигураций не следует рассматривать как полное и исчерпывающее. Разумеется, допускается использование одного или нескольких из подробно описанных выше признаков настоящего изобретения по отдельности, либо в любом технически допустимом сочетании для создания разнообразных вариантов осуществления изобретения.
Для специалистов в данной области техники является очевидным, что способ и устройство согласно настоящему изобретению могут быть использованы для определения направления проката в любом металлическом изделии, включая изделия из алюминия, олова, стали и их комбинаций, и ориентирования заготовки на основе направления проката. Кроме того, способ и устройство согласно настоящему изобретению подходят для осуществления любого процесса металлообработки, обеспечивая требуемое выравнивание направления проката в любой металлической заготовке с помощью инструментальной оснастки расположенного ниже по ходу оборудования при сохранении рабочей скорости указанного оборудования.
Используемый в описании настоящего изобретения термин «полуфабрикат торцевой крышки» относится к металлической заготовке торцевой крышки, подлежащей обработке на конверсионном прессе. В процессе обработки на конверсионном прессе полуфабрикат торцевой крышки преобразуется в «торцевую крышку».
«Полуфабрикаты торцевых крышек», «торцевые крышки» или «торцевые крышки контейнера», на которые даны ссылки в настоящем документе, не следует рассматривать как ограничивающие настоящее изобретение конкретным размером, формой или типом полуфабриката торцевой крышки, либо торцевой крышки. Для специалистов в данной области техники является очевидным, что настоящее изобретение может быть использовано для ориентирования на основе направления проката разнообразных полуфабрикатов торцевых крышек любого размера или типа, включая полуфабрикаты торцевых крышек, подлежащие преобразованию в торцевые крышки контейнеров для напитков, аэрозольных контейнеров и контейнеров для пищевых продуктов, в том числе для любых типов сборных контейнеров, состоящих из двух или трех частей. Безусловно, способ и устройство согласно настоящему изобретению могут применяться для ориентирования полуфабрикатов торцевых крышек любого типа на основе направления проката. Кроме того, настоящее изобретение не ограничивается ориентированием полуфабрикатов торцевых крышек в процессе изготовления торцевых крышек контейнеров для напитков. Соответственно, настоящее изобретение может быть использовано в любом технологическом процессе для ориентирования заготовки любого типа на основе направления проката.
Специалисты в данной области техники понимают, что из полуфабриката торцевой крышки формируется торцевая крышка, которая содержит, не ограничиваясь этим, один или несколько элементов: периферийный завиток, зажимную стенку, продолжающуюся вниз от периферийного завитка, коническую фаску, соединенную с нижним концом зажимной стенки, центральную панель, соединенную с конической фаской, отрывной участок на центральной панели, и открывающее ушко, функционально связанное с наружной поверхностью центральной панели. Согласно одному из вариантов осуществления настоящего изобретения, торцевая крышка содержит периферийный завиток и центральную панель. Согласно другому варианту осуществления изобретения, торцевая крышка содержит открывающее ушко, соединенное с участком наружной поверхности центральной панели.
Выражения «по меньшей мере, один», «один или несколько» и «и/или», как используется здесь, являются открытыми выражениями, которые следует расценивать как конъюнктивные и дизъюнктивные суждения. Например, каждое из выражений «по меньшей мере, один из А, В и С», «по меньшей мере, один из А, В или С», «один или несколько из А, В и С», «один или несколько из А, В или С» и «А, В и/или С» означает только А, только В, только С, А и В вместе, А и С вместе, В и С вместе, или А, В и С вместе.
Если не указано иначе, все числа, выражающие величины, размеры, условия и т.д., используемые в описании и в формуле изобретения, в любом случае следует воспринимать с привязкой термина «примерно».
Используемое в описании изобретения определение «один» относится к одному или нескольким из указанных объектов. Таким образом, определения «один», «один или несколько» и «по меньшей мере, один» могут использоваться здесь взаимозаменяемо.
Используемые в настоящем документе слова «включающий», «содержащий» или «имеющий» и их вариации следует рассматривать как охватывающие перечисленные ниже элементы и их эквиваленты, а также дополнительные элементы. Соответственно, слова «включающий», «содержащий» или «имеющий» и их вариации в приведенном описании изобретения являются взаимозаменяемыми.
Подразумевается, что применяемый в настоящем документе термин «средство» рассматривается в самой широкой из возможных интерпретаций согласно параграфу 112 (f) раздела 35 Свода законов США. Соответственно, утверждение, включающее термин «средство», охватывает все структуры, материалы или действия, изложенные здесь, и все их эквиваленты. Кроме того, структуры, материалы или действия и их эквиваленты включают все те, которые изложены в кратком изложении существа изобретения, кратком описании чертежей, подробном описании изобретения, реферате и формуле изобретения.
Краткое изложение существа изобретения не предназначено и не должно толковаться, как представляющее всю полноту и объем настоящего изобретения. Кроме того, ссылки, сделанные в настоящем документе на «настоящее изобретение» или его объекты, следует понимать как определенные варианты осуществления настоящего изобретения и не обязательно должны расцениваться как ограничивающие конкретным описанием все варианты осуществления изобретения. Изобретение представлено с разной степенью детализации в разделах краткое изложение существа изобретения, краткое описание чертежей и подробное описание изобретения, что не предполагает каких-либо ограничений объема изобретения при включении или изъятии элементов или компонентов. Дополнительные объекты настоящего изобретения станут более очевидными из подробного описания вариантов осуществления настоящего изобретения со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
Прилагаемые чертежи, которые составляют часть описания изобретения, иллюстрируют варианты осуществления изобретения и вместе с приведенным выше кратким изложением существа изобретения и приведенным ниже подробным описанием изобретения служат для объяснения принципов осуществления указанных вариантов изобретения. Следует отметить, что детали, которые не являются необходимыми для понимания существа изобретения, или аналогичные представленным деталям, могут быть опущены с целью упрощения чертежей. Само собой разумеется, изобретение не обязательно ограничивается конкретными, проиллюстрированными здесь вариантами его осуществления. Кроме того, следует понимать, что чертежи не обязательно выполнены в масштабе.
На фиг. 1 - блок-схема конверсионного процесса изготовления торцевых крышек согласно известному уровню техники.
На фиг. 2 - блок-схема конверсионной системы для изготовления торцевых крышек, содержащая систему ориентирования, согласно одному из вариантов осуществления настоящего изобретения, обеспечивающую ориентирование полуфабрикатов металлических торцевых крышек на основе направления проката, и вид сверху торцевой крышки, сформированной из полуфабриката металлической торцевой крышки на конверсионном прессе.
На фиг. 3 - система ориентирования согласно одному из вариантов осуществления настоящего изобретения, вид сбоку.
На фиг. 4 - то же, вид сверху.
На фиг. 5 - блок-схема способа выравнивания объекта на основе направления проката согласно одному из вариантов осуществления настоящего изобретения при осуществлении высокоскоростного технологического процесса.
На чертежах сходные компоненты и/или функции обозначены одинаковыми ссылочными номерами. Компоненты одинакового типа могут различаться буквой, следующей за ссылочным номером. Если используется только ссылочный номер, описание в полной мере относится к любому из аналогичных компонентов, обозначенных тем же ссылочным номером.
Для облегчения понимания проиллюстрированных вариантов осуществления настоящего изобретения ниже представлен перечень компонентов со ссылочными номерами, присвоенными им на чертежах:
Ссылочный номер Наименование
2 Конверсионный процесс согласно известному уровню техники
3 Катушка с исходным металлом
4 Следы от прокатных валков
5 Направление проката
6 Разматыватель
7 Заготовочный пресс
8 Полуфабрикаты торцевых крышек
9 Подвивочный станок
10 Устройство для нанесения герметизирующего компаунда
11 Печь
12 Балансировочное устройство
13 Конверсионный пресс
14 Торцевые крышки
15 Разрывная бороздка
16 Отрывной участок
17 Открывающее ушко
18 Другие операции
20 Конверсионная система для изготовления торцевой крышки
22 Базовая ось
24 Полуфабрикаты торцевых крышек
25 Направление проката
26 Оборудование, расположенное выше по ходу
27 Закрытая торцевая стенка полуфабриката торцевой крышки
28 Боковая стенка полуфабриката торцевой крышки
30 Балансировочное устройство
32 Транспортер
33 Фиксатор
34 Блокирующее устройство
35 Ось фиксатора
36 Система ориентирования
38 Первая позиция
40 Первая группа датчиков
41 Световое устройство
42 Вторая позиция
44 Первая группа исполнительных механизмов
48 Третья позиция
50 Вторая группа датчиков
52 Четвертая позиция
54 Вторая группа исполнительных механизмов
58 Пятая позиция
60 Третья группа датчиков
61 Световое устройство
62 Шестая позиция
66 Выталкиватель
70 Блок управления
76 Конверсионный пресс
80 Торцевая крышка
81 Периферийный завиток
82 Центральная панель
83 Разрывная бороздка
84 Отрывной участок
85 Открывающее ушко
86 Заклепка
88 Оборудование, расположенное ниже по ходу
90 Способ ориентирования полуфабрикатов торцевых крышек на основе направления проката
92 Начало процесса
94 Получение информации о времени и местоположении
96 Прием системой ориентирования разноориентированными полуфабрикатами торцевых крышек
98 Определение первоначального направления проката
100 Определение правильности ориентация направления проката
102 Определение величины поворота неправильно ориентированных полуфабрикатов торцевых крышек
104 Поворот полуфабриката торцевой крышки
106 Определение направления проката после второго ориентирования полуфабрикатов торцевых крышек
108 Определение правильности ориентации полуфабрикатов торцевых крышек
112 Транспортировка полуфабрикатов торцевых крышек к конверсионному прессу
114 Завершение процесса
Осуществление изобретения
Настоящее изобретение имеет значительные преимущества в широком спектре областей деятельности. С целью раскрытия существа и принципов настоящего изобретения для специалистов в области техники, к которой относится предлагаемое изобретение, ниже приводится описание предпочтительного варианта осуществления изобретения, как наиболее эффективного варианта для практического осуществления настоящего изобретения, со ссылкой на прилагаемые чертежи, которые составляют часть описания. Следует отметить, что любой из вариантов осуществления изобретения объясняется досконально без описания возможных форм и модификаций для реального осуществления изобретения. Точнее говоря, описанные здесь варианты осуществления изобретения следует рассматривать как иллюстративные, при этом для специалистов в данной области техники очевидны разнообразные модификации указанных вариантов различными способами в пределах объема и существа изобретения.
Хотя ниже подробно описывается несколько разных вариантов осуществления настоящего изобретения, следует понимать, что подробное описание каждого из них приводится лишь с иллюстративной целью в качестве примера осуществления изобретения, поскольку описание каждого из множества возможных вариантов осуществления изобретения является практически нереальным, точнее говоря, невозможным. Многочисленные альтернативные варианты осуществления изобретения могут быть реализованы с использованием либо современной технологии, либо технологии, разработанной после даты подачи заявки, которая все еще подпадает под объем формулы изобретения. Для простоты изложения существа изобретения и во избежание путаницы каждый из используемых в описании и в прилагаемой формуле настоящего изобретения терминов имеет единственное значение, однако это не означает, что изобретение ограничивается единственным значением указанных терминов.
На фиг. 2 показана конверсионная система 20 для изготовления торцевых крышек согласно одному из вариантов осуществления настоящего изобретения. Система, как правило, содержит балансировочное устройство 30, транспортер 32, систему 36 ориентирования и конверсионный пресс 76.
Балансировочное устройство 30 согласно одному из вариантов осуществления изобретения принимает полуфабрикаты 24 торцевых крышек от расположенного выше по ходу оборудования 26, находящегося во взаимодействии с системой 20. Согласно одному из вариантов осуществления изобретения, балансировочное устройство 30 является механическим устройством, которое регулирует поток полуфабрикатов 24 торцевых крышек между расположенным выше по ходу оборудованием (например, разматывателем, заготовочным прессом, подвивочным станком, устройством для нанесения герметизирующего компаунда или печью) и системой 36 ориентирования. Балансировочное устройство 30 поддерживает надлежащую скорость подачи полуфабрикатов 24 торцевых крышек, чтобы обеспечить постоянный, беспрерывный поток полуфабрикатов 24 торцевых крышек, поступающих в систему 36 ориентирования. Балансировочное устройство 30 приспособлено для накопления поступающих из расположенного выше по ходу оборудования 26 полуфабрикатов 24 торцевых крышек с целью бесперебойного снабжения системы 36 ориентирования и конверсионного пресса 76 указанными полуфабрикатами торцевых крышек в ситуации автономного режима работы расположенного выше по ходу оборудования 26, например, в связи с обслуживанием, по причине внезапной остановки или при загрузке новых катушек с исходным материалом.
Согласно одному из вариантов осуществления изобретения, балансировочное устройство 30 загружает полуфабрикаты 24 торцевых крышек на транспортер 32. Транспортер 32 перемещает полуфабрикаты 24 торцевых крышек через систему 36 ориентирования к конверсионному прессу 76. Согласно одному из вариантов осуществления изобретения, загружаемые на транспортер 32 полуфабрикаты 24 торцевых крышек позиционированы таким образом, чтобы завиток боковины 28 полуфабриката торцевой крышки (показан на фиг. 3) был обращен к транспортеру 32. Соответственно, наружная поверхность закрытой торцевой стенки 27 полуфабриката 24 торцевой крышки обращена от транспортера 32. Конструкция транспортера 32 позволяет полуфабрикатам 24 торцевых крышек поворачиваться вокруг оси 35, по существу, перпендикулярной закрытой торцевой стенке 27, под действием исполнительного механизма 44 системы 36 ориентирования.
Согласно одному из вариантов осуществления изобретения, транспортер 32 может быть оснащен специальными фиксаторами 33, каждый из которых удерживает один из полуфабрикатов 24 торцевых крышек. Каждый из фиксаторов 33 имеет в целом цилиндрический корпус, наружный диаметр которого приблизительно равен внутреннему диаметру полуфабриката 24 торцевой крышки. На наружной поверхности каждого фиксатора 33 могут быть предусмотрены гребни, бугорки или выступы, которые за счет трения способны сцепляться с внутренней поверхностью полуфабриката 24 торцевой крышки. Как вариант, бугорки фиксатора 33 могут быть подвижными и приспособлены углубляться и выдвигаться из фиксатора 33 для увеличения или уменьшения силы трения между фиксатором 33 и полуфабрикатом 24 торцевой крышки.
Согласно одному из вариантов осуществления изобретения, на определенном участке каждого фиксатора 33 сформировано первое отверстие. Указанное первое отверстие соединено с вакуумным насосом, который прикладывает всасывающее усилие к внутренней поверхности расположенного на фиксаторе 33 полуфабриката 24 торцевой крышки. За счет всасывающего усилия предотвращается непредусмотренное смещение полуфабриката 24 торцевой крышки. Фиксатор 33, к тому же, имеет второе отверстие, которое соединено с источником газа, в частности, с источником воздуха. Чтобы отделить от фиксатора 33 полуфабрикат 24 торцевой крышки, через указанное второе отверстие фиксатора 33 подается струя воздуха, при помощи которой полуфабрикат 24 торцевой крышки высвобождается.
Согласно другому варианту осуществления изобретения, фиксатор 33 способен избирательно поворачиваться вокруг своей оси 35. Точнее говоря, фиксатор 33 приспособлен совершать осевой поворот с целью ориентирования полуфабриката 24 торцевой крышки. После ориентирования полуфабриката 24 торцевой крышки, фиксатор 33 приспособлен самоблокироваться относительно транспортера 32, благодаря чему предотвращается непредусмотренный или случайный поворот фиксатора 33. Таким образом, фиксатор 33 удерживает полуфабрикат 24 торцевой крышки в заданной ориентации относительно базовой оси 22.
Транспортер 32, к тому же, может содержать блокирующее устройство 34, предназначенное предотвращать непредусмотренное или случайное смещение полуфабрикатов 24 торцевых крышек в процессе их перемещения через систему 20. Согласно одному из вариантов осуществления изобретения, блокирующее 34 устройство, контактируя с заданным участком наружной поверхности полуфабриката 24 торцевой крышки, предотвращает поворот полуфабриката 24 торцевой крышки. Например, блокирующее устройство 34 может содержать зажимы любого типа, включая, но не ограничиваясь этим, подходящий профилированный фрикционный зажим или многоточечный кольцевой контактный зажим. Согласно другому варианту осуществления изобретения, блокирующее устройство 34 содержит всасывающее приспособление, предназначенное предотвращать случайное или непредусмотренное смещение полуфабрикатов 24 торцевых крышек. После того, как устройство 36 ориентирования осуществило выравнивание полуфабрикатов 24 торцевых крышек, чтобы величина угла между направлением 25 проката и базовой осью 22 находилось в заданных пределах, блокирующее устройство 34 удерживает полуфабрикаты 24 торцевых крышек в выровненном положении при их перемещении к конверсионному прессу 76.
К системе 20 согласно настоящему изобретению подходит любой из известных транспортеров. Если требуется, транспортер 32 может содержать карманы, предназначенные для вмещения полуфабрикатов торцевых крышек. Согласно одному из вариантов осуществления изобретения, транспортер 32 является ременным транспортером. Согласно другому варианту осуществления изобретения, транспортер 32 является цепным транспортером. Согласно одному из вариантов осуществления изобретения, транспортер 32 оснащен держателями, имеющими две продольные направляющие, соединенные короткими боковыми перекладинами. Направляющие и перекладины формируют карманы, используемые для вмещения полуфабрикатов 24 торцевых крышек.
Размеры транспортера 32 могут быть изменены для размещения полуфабрикатов 24 торцевых крышек любого размера. Согласно одному из вариантов осуществления изобретения, транспортер 32 имеет ширину, достаточную для размещения вплотную друг к другу двух стопок полуфабрикатов 24 торцевых крышек. Следует отметить, что согласно изобретению, транспортер 32 может быть ленточным и иметь любую ширину для удержания любого количества стопок полуфабрикатов 24 торцевых крышек. Согласно одному из вариантов осуществления изобретения, транспортер 32 удерживает одну стопку полуфабрикатов 24 торцевых крышек. Согласно другому варианту осуществления изобретения, транспортер 32 имеет ширину, подходящую для удержания от двух до шести стопок полуфабрикатов 24 торцевых крышек. Согласно одному из вариантов осуществления изобретения, представленному на фиг. 2, система 20 включает два транспортера 32, каждый из которых несет две стопки полуфабрикатов 24 торцевых крышек. Транспортер 32 перемещает полуфабрикаты 24 торцевых крышек через систему 20, при этом линия, проходящая через центр каждого ряда полуфабрикатов торцевых крышек, как правило, перпендикулярна базовой оси 22 системы 20.
Транспортер 32 приспособлен совершать поворотное движение в системе 20 от пункта А, расположенного вблизи балансировочного устройства 30 до пункта С, расположенного вблизи конверсионного пресса 76. Согласно одному из вариантов осуществления изобретения транспортер 32 образует непрерывный контур, который совершает поворотное движение в системе 20 от пункта А до пункта С. Полуфабрикаты 24 торцевых крышек, как правило, распределены равномерно вдоль транспортера 32. Транспортер 32 обеспечивает перемещение полуфабрикатов пошагово с заданной скоростью. Транспортер 32 функционирует циклично, при этом каждый цикл обычно включает замедление, паузу заданной продолжительности, то есть приостановку, и разгон с последующим движением транспортера 32. Согласно одному из вариантов осуществления изобретения, продолжительность каждого рабочего цикла транспортера 32 составляет менее чем примерно 95 мс. В более предпочтительном варианте осуществления изобретения продолжительность каждого цикла составляет менее чем примерно 83 мс.
Как показано на фиг. 2. загружаемые на транспортер 32 вблизи пункта А полуфабрикаты 24 торцевых крышек разноориентированы, при этом относительно базовой оси 22 системы 20 направление 25 проката является случайным. К тому же, направление 25 проката в одном полуфабрикате 24 торцевой крышки может быть не параллельно направлению 25 проката в другом полуфабрикате торцевой крышки.
На фиг. 3-4 показан один из вариантов осуществления системы 36 ориентирования согласно настоящему изобретению. Система 36 ориентирования, главным образом, содержит датчики 40, 50, 60, исполнительные механизмы 44, 54 и выталкиватель 66, каждый из которых взаимосвязан с блоком 70 управления.
Транспортер 32 перемещает полуфабрикаты 24 торцевых крышек в первую позицию 38 вблизи первой группы 40 датчиков. Датчики первой группы 40 приспособлены обнаруживать следы 4 от прокатных валков на полуфабрикатах 24 торцевых крышек, которые свидетельствуют о направлении 25 проката в каждом полуфабрикате 24 торцевой крышки. Согласно одному из вариантов осуществления изобретения, датчики первой группы 40 занимают местоположение, позволяющее охватить заданный участок наружной поверхности закрытой торцевой стенки 27 полуфабрикатов 24 торцевых крышек. Датчики первой группы 40 получают данные относительно направления 25 проката в каждом из полуфабрикатов 24 торцевых крышек, по меньшей мере, в одном из положений полуфабрикатов 24 торцевых крышек, а именно, в неподвижном положении или при перемещении. Полученные данные относительно ориентации следов от прокатных валков на полуфабрикатах 24 торцевых крышек датчики передают в блок 70 управления.
Согласно одному из вариантов осуществления изобретения настоящего изобретения, датчики 40 содержат высокоскоростные камеры или другое визуальное контрольное устройство. Тем не менее, любой подходящий датчик, который может обнаруживать следы 4 от прокатных валков на полуфабрикатах 24 металлических торцевых крышек, может быть использован в системах согласно настоящему изобретению. Камеры имеют соответствующее увеличение и разрешение для обнаружения следов 4 от прокатных валков, характеризующих направление 25 проката в каждом из полуфабрикатов 24 торцевой крышки. Согласно одному из вариантов осуществления изобретения, камеры первых датчиков 40 улавливают полутеневое изображение. Согласно другому варианту осуществления изобретения, камеры первых датчиков 40 содержат оптические элементы, которые обеспечивают многократное увеличение. Согласно еще одному варианту осуществления изобретения, камеры первых датчиков 40 имеют регулируемое разрешение. Согласно одному из вариантов осуществления изобретения, оптические параметры, разрешение и затворы камер регулирует блок 70 управления.
Если требуется, к первым датчикам 40 может быть подсоединено световое устройство 41. Согласно одному из вариантов осуществления изобретения, световое устройство 41 предназначено обеспечивать стробирующую подсветку, позволяющую датчикам получать данные относительно полуфабрикатов 24 торцевых крышек в процессе их перемещения. Подходящие световые устройства известны специалистам в данной области техники. Согласно одному из вариантов осуществления изобретения, световое устройство 41 содержит, по меньшей мере, одну лампу накаливания, светодиод, световой источник высокой интенсивности, лазер, люминесцентную лампу и газоразрядную лампу. Если требуется, световое устройство 41 может обеспечить освещение как под одним, так и под несколькими углами. Согласно другому варианту осуществления изобретения, система может содержать два или более световых устройств 41, расположенных под разными углами относительно полуфабриката 24 металлической торцевой крышки. Например, согласно одному из вариантов осуществления изобретения, первое световое устройство 41 может располагаться под углом около 90° над полуфабрикатами 24 металлических торцевых крышек. Согласно другому варианту осуществления изобретения, второе световое устройство 41 расположено под углом от примерно 10° до примерно 90° или от примерно 1° до примерно 10° относительно полуфабрикатов 24 металлических торцевых крышек. Соответственно, угол светового устройства 41 относительно полуфабрикатов 24 металлических торцевых крышек подбирается с учетом того, что следы 4 от прокатных валков, в частности, царапины на поверхности полуфабриката 24 металлической торцевой крышки отражают свет иначе, чем другие участки наружной поверхности закрытой торцевой стенки 27, которые не содержат следов 4 от прокатных валков.
Блок 70 управления приспособлен для приема данных от первой группы датчиков 40. На основании полученных данных о следах от прокатных валков на полуфабрикатах 24 торцевых крышек блок 70 управления определяет, находится или нет в заданных пределах величина угла между направлением 25 проката в каждом из и базовой осью 22. Если блок 70 управления установил, что величина угла между направлением 25 проката в одном или в нескольких полуфабрикатах 24 торцевых крышек и базовой осью 22 не находится в заданных пределах, блок 70 управления определяет величину необходимого осевого поворота полуфабриката 24 торцевой крышки, чтобы величина угла между направлением проката и базовой осью находилась в заданных пределах.
Согласно одному из вариантов осуществления изобретения, блок 70 управления сравнивает данные, полученные от первой группы 40 датчиков, с данными известной справочной информации, хранящейся в запоминающем устройстве. Например, блок 70 управления может сопоставлять данные, полученные от датчиков, с изображением полуфабриката торцевой крышки, позиционированного под заданным углом относительно базовой оси 22. Изображение полуфабрикатов торцевых крышек может храниться в запоминающем устройстве системы управления. Согласно другому варианту осуществления изобретения, блок 70 управления сравнивает данные, полученные от датчика, с цифровой моделью полуфабриката торцевой крышки, имеющего следы 4 от прокатных валков и/или риски, свидетельствующие о направлении 25 проката. Таким образом, блок 70 управления может определить ориентацию следов 4 от прокатных валков контролируемого полуфабриката 24 металлической торцевой крышки путем сравнения данных, полученных от датчиков, с данными выровненного с базовой осью 22 образца из имеющейся справочной информации.
Подходящие блоки 70 управления известны специалистам в данной области техники. Блок 70 управления может быть любым программируемым логическим контроллером (PLC). Одним из примеров подходящего программируемым логическим контроллером является PLC ControlLogix производства Rockwell Automation, Inc, хотя для практического осуществления вариантов настоящего изобретения могут рассматриваться и другие программируемые логические контроллеры.
Согласно одному из вариантов осуществления изобретения, величина заданного угла между направлением 25 проката и базовой осью составляет менее примерно 5°. Согласно более предпочтительному варианту осуществления изобретения, величина заданного угла между направлением 25 проката и базовой осью составляет менее примерно 2°. Согласно наиболее предпочтительному варианту осуществления изобретения, величина заданного угла между направлением 25 проката и базовой осью составляет менее примерно 1°. Соответственно, направление 25 проката в полуфабрикатах 24 торцевых крышек, выходящих из системы 36, будет, по существу, параллельно направлению перемещения транспортера и, по существу, параллельно направлению базовой оси 22.
Хотя базовая ось 22, как показано на фиг. 2-4, обычно продолжается в горизонтальном направлении, специалисты в данной области техники понимают, что базовая ось может быть расположена под любым углом. Согласно другому варианту осуществления изобретения, базовая ось повернута на 90, и все полуфабрикаты 24 торцевых крышек, прошедшие через устройство 36 ориентирования, имеют ориентацию, при которой направление 25 проката в полуфабрикатах 24 торцевых крышек, по существу, перпендикулярно направлению перемещения транспортера 32. Направление базовой оси 22 регулирует оператор, который может установить ось под любым из требуемых углов. Например, оператор может откорректировать ориентацию базовой оси 22 так, чтобы направление 25 проката соответствовало требуемому для проведения операций, выполняемых на конверсионном прессе 76 или расположенными ниже по ходу устройствами.
Блок 70 управления приспособлен принимать различные сигналы от одного или нескольких балансировочных устройств 30, транспортера 32, конверсионного пресса 76 или другого оборудования технологической линии по производству торцевых крышек. Сигналы, поступающие от конверсионного пресса 76, могут свидетельствовать о том, что конверсионный пресс 76 функционирует, готов к работе и/или не функционирует. Кроме того, могут поступать сигналы относительно скорости цикла (или рабочей скорости) конверсионного пресса 76, а также о необходимости выравнивания полуфабрикатов 24 торцевых крышек, чтобы направление 25 проката соответствовало базовой оси 22. Блок 70 управления на основании сигналов, поступивших от конверсионного пресса 76, может изменить время, отведенное каждому исполнительному механизму 44, 54 для поворота полуфабрикатов 24 торцевых крышек в течение каждого рабочего цикла транспортера 32.
Кроме того, блок 70 управления на основании сигналов, поступивших от конверсионного пресса 76, может изменить заданный угол между направлением 25 проката металла полуфабрикатов 24 торцевых крышек и базовой осью 22. В качестве примера, на блок 70 управления может поступить сигнал от конверсионного пресса 76 или от оператора с требованием выравнивания полуфабрикатов 24 торцевых крышек, чтобы направление 25 проката было перпендикулярно базовой оси 22. Из вышесказанного специалисты в данной области техники могут сделать вывод, что система 36 приспособлена обеспечить поворот полуфабрикатов 24 торцевых крышек настолько, чтобы величина угла между направлением 25 проката и базовой осью 22 составляла от приблизительно 0° до приблизительно 90°.
По истечении времени паузы транспортер 32 совершает дискретное перемещение на одну позицию вперед по направлению к конверсионному прессу 76. Блок 70 управления направляет сигналы первым исполнительным механизмам 44, находящимся вблизи второй позиции 42. Указанные сигналы являются командой на поворот каждого полуфабриката 24 торцевой крышки настолько, чтобы величина угла между направлением проката и базовой осью находилось в заданных пределах.
Согласно одному из вариантов осуществления изобретения, первые исполнительные механизмы 44 приспособлены вступать в контакт с заданным участком полуфабрикатов 24 торцевых крышек. Согласно одному из вариантов осуществления изобретения, заданный участок представляет собой участок наружной поверхности закрытой торцевой стенки 27 полуфабрикатов 24 торцевых крышек. Согласно другому варианту осуществления изобретения, заданный участок представляет собой участок наружной поверхности боковой стенки 28 полуфабрикатов 24 торцевых крышек. Если требуется, исполнительные механизмы могут сцепляться с несколькими участками каждого полуфабриката 24 торцевой крышки, по существу, одновременно для осуществления поворота полуфабриката 24 торцевой крышки. Исполнительные механизмы на основании сигнала, полученного от системы управления, приспособлены выполнять поворот по часовой стрелке, либо против часовой стрелки. Кроме того, сервоприводы, связанные с соответствующими исполнительными механизмами 44, способны обеспечить осевой поворот каждого из исполнительных механизмов в разном направлении при разной величине осевого поворота. Согласно одному из вариантов осуществления изобретения, первые исполнительные механизмы 44 способны выполнить поворот полуфабрикатов 24 торцевых крышек настолько, чтобы величина угла между направлением 25 проката и базовой осью 22 предпочтительно, находилась в пределах примерно плюс или минус 12°, и, предпочтительнее, чтобы величина угла находилась в пределах примерно плюс или минус 10°.
Согласно одному из вариантов осуществления изобретения, диаметр исполнительного механизма 44, по существу, равен диаметру закрытой торцевой стенки 27 полуфабриката 24 торцевой крышки. Согласно другому варианту осуществления изобретения, диаметр исполнительного механизма 44 меньше диаметра закрытой торцевой стенки 27. Согласно еще одному варианту осуществления настоящего изобретения, диаметр исполнительного механизма 44 больше диаметра закрытой торцевой стенки 27.
Согласно другому варианту осуществления изобретения, исполнительные механизмы 44, в качестве альтернативы, выполняют поворот неправильно ориентированных полуфабрикатов 24 торцевых крышек, не вступая в контакт с полуфабрикатами 24 торцевых крышек. Согласно одному из вариантов осуществления изобретения, первые исполнительные механизмы 44 способны вступать в контакт с одним из участков каждого фиксатора 33, сопряженного с неправильно ориентированным полуфабрикатом 24 торцевой крышки. Таким образом, первые исполнительные механизмы 44 за счет приложения усилия к фиксатору 33 могут обеспечить осевой поворот фиксатора 33, сопряженного с неправильно ориентированным полуфабрикатом 24 торцевой крышки на заданную величину по часовой стрелке, либо против часовой стрелки.
Согласно одному из вариантов осуществления изобретения, чтобы обеспечить поворот полуфабрикатов 24 торцевых крышек, сервоприводы, взаимодействующие с исполнительными механизмами 44, 54, способны повернуть исполнительные механизмы 44, 54 менее чем за 60 мс и, предпочтительнее, менее чем за 50 мс. Согласно другому варианту осуществления изобретения, сервоприводы, взаимодействующие с исполнительными механизмами 44, 54, в течение паузы транспортера способны повернуть исполнительные механизмы вплоть до примерно 45°. Согласно одному из вариантов осуществления изобретения, сервоприводы способны повернуть исполнительные механизмы вплоть до примерно 45°, менее чем за 60 мс. Согласно более предпочтительному варианту осуществления изобретения, сервоприводы способны менее чем за 60 мс повернуть исполнительные механизмы вплоть до примерно 90°. Согласно еще одному варианту осуществления изобретения, сервоприводы способны повернуть исполнительные механизмы примерно на 180° менее чем за 60 мс. Любой из подходящих сервоприводов может использоваться с системой 36 ориентирования согласно настоящему изобретению.
По истечении заданной паузы транспортер 32 дискретно перемещает полуфабрикаты 24 торцевых крышек в другую позицию по направлению к конверсионному прессу 76. Согласно одному из вариантов осуществления изобретения, перед перемещением полуфабрикатов 24 торцевых крышек транспортер 32 направляет сигнал на блок 70 управления. На основании полученного от транспортера сигнала блок 70 управления может направить исполнительным механизмам 44, 54 командный сигнал для прекращения контакта с полуфабрикатами 24 торцевых крышек.
Если требуется, вблизи третьей позиции 48 может быть установлена вторая группа 50 датчиков. Датчики второй группы 50 могут быть подобными или аналогичными датчикам первой группы 40. Датчики второй группы 50 предназначены снабжать блок 70 управления данными относительно второй ориентации следов 4 от прокатных валков на каждом из полуфабрикатов 24 торцевых крышек после выполнения ориентирования полуфабрикатов. Если требуется, датчики второй группы 50 можно снабдить световым устройством 51 (подобным или аналогичным световому устройству 41).
Блок 70 управления на основании данных, поступивших от датчиков второй группы 50, определяет, находится или нет в заданных пределах величина угла между направлением 25 проката и базовой осью 22 после выполнения выравнивания каждого из полуфабрикатов 24 торцевых крышек. Если какой-либо из полуфабрикатов 24 торцевых крышек после выполнения выравнивания величина угла между направлением 25 проката и базовой осью 22 не находится в заданных пределах, блок 70 управления определяет величину второго поворота неправильно ориентированных полуфабрикатов 24 торцевых крышек.
Если требуется, вблизи четвертой позиции в системе 36 может быть установлена вторая группа 54 исполнительных механизмов. Вторая группа 54 исполнительных механизмов может содержать исполнительные механизмы и сервоприводы, которые являются подобными или аналогичными исполнительным механизмам и сервоприводам первой группы 44 исполнительных механизмов. Таким образом, исполнительные механизмы второй группы 54 исполнительных механизмов способны осуществить поворот неправильно ориентированных полуфабрикатов 24 торцевых крышек за счет приложения осевого усилия к каждому из неправильно ориентированных полуфабрикатов 24 торцевых крышек, либо к каждому из фиксаторов 33, сопряженных с неправильно ориентированными полуфабрикатами торцевой крышки. Посредством исполнительных механизмов 54 может быть осуществлен поворот одного или нескольких полуфабрикатов 24 торцевых крышек на вторую величину, определенную блоком 70 управления. На фиг. 4 для примера показаны исполнительные механизмы 54, осуществляющие поворот полуфабрикатов 24В, 24D торцевых крышек. Следует отметить, что направление поворота полуфабрикатов 24В и 24D торцевых крышек является противоположным. При этом отсутствует необходимость поворота полуфабрикатов 24а, 24с торцевых крышек посредством исполнительных механизмов 54, поскольку направление проката в указанных полуфабрикатах, по существу, выровнено с направлением базовой оси 22. Согласно одному из вариантов осуществления изобретения, вторые исполнительные механизмы 54 способны выполнить поворот полуфабрикатов 24 торцевых крышек настолько, чтобы величина угла между направлением проката 25 в полуфабрикатах торцевых крышек и базовой осью 22 составляла менее чем примерно плюс или минус 3°, и, предпочтительнее, чтобы величина указанного угла составляла менее чем примерно плюс или минус 1°.
Система 36 ориентирования может дополнительно содержать третью группу 60 датчиков, установленных вблизи пятой позиции 58. Датчики третьей группы 60 предназначены определять ориентацию следов 4 от прокатных валков на полуфабрикатах 24 торцевых крышек после их выравнивания. Датчики третьей группы 60 датчиков могут быть подобными или аналогичными датчикам первой и второй группы 40, 50 датчиков. К тому же, если требуется, третья группа 60 датчиков может быть оснащена световым устройством 61.
Блок 70 управления на основании данных, полученных от датчиков третьей группы 60 датчиков, определяет, находится или нет в заданных пределах величина угла между направлением 25 проката в полуфабрикатах 24 торцевых крышек и базовой осью 22 после выравнивания полуфабрикатов 24 торцевых крышек, находящихся в пятой позиции 58. Если ориентация следов 4 от прокатных валков, соответствующих направлению 25 проката, на одном или нескольких полуфабрикатах 24 торцевых крышек, не является требуемой, блок 70 управления посредством командного сигнала может активизировать выталкиватель 66, установленный вблизи шестой позиции 62. Выталкиватель 66 предназначен удалять из транспортера 32 неправильно ориентированные полуфабрикаты 24 торцевых крышек, например, полуфабрикат 24Е торцевой крышки, как показано на фиг. 4.
Согласно одному из вариантов осуществления изобретения, выталкиватель 66 содержит устройство, приспособленное вступать в контакт с неправильно ориентированными полуфабрикатами 24 торцевых крышек с целью удаления их из транспортера 32. Согласно другому варианту осуществления изобретения, выталкиватель 66 выполнен с возможностью бесконтактного удаления неправильно выровненных полуфабрикатов 24 торцевых крышек из системы 36 ориентирования. Согласно одному из вариантов осуществления изобретения, выталкиватель 66 удаляет из системы неправильно ориентированные полуфабрикаты 24 торцевых крышек, например, посредством струи сжатого воздуха, либо за счет приложения к ним всасывающего усилия.
Представленная на фиг. 3-4 система 36 ориентирования оснащена тремя группами 40, 50, 60 датчиков и двумя группами 44, 54 исполнительных механизмов, однако для специалистов в данной области техники понятно, что в системе 36 ориентирования согласно настоящему изобретению допускается любая комбинация групп датчиков и групп исполнительных механизмов. Например, согласно одному из вариантов осуществления изобретения, система 36 ориентирования содержит одну группу 40 датчиков и одну группу 44 исполнительных механизмов.
Согласно одному из вариантов осуществления настоящего изобретения, система 36 ориентирования может ориентировать приблизительно 2000 полуфабрикатов 24 торцевых крышек в минуту и, предпочтительнее, приблизительно 2100 полуфабрикатов торцевых крышек в минуту. Согласно другому варианту осуществления изобретения, система 36 ориентирования может ориентировать приблизительно 1000000 полуфабрикатов торцевых крышек за 8-часовой период работы. Согласно еще одному варианту осуществления изобретения, система 36 ориентирования может функционировать со скоростью до 800 циклов в минуту.
Хотя на фиг. 2, 4 показано только четыре ряда полуфабрикатов 24 торцевых крышек, обрабатываемых системой 36 ориентирования, следует понимать, что посредством системы 36 ориентирования согласно настоящему изобретению одновременно может быть ориентировано, по существу, параллельно любое количество полуфабрикатов 24 торцевых крышек. Например, согласно одному из вариантов осуществления изобретения, система 36 ориентирования может одновременно ориентировать шесть полуфабрикатов 24 торцевых крышек. Согласно другому варианту осуществления изобретения, система 36 ориентирования может ориентировать, по существу, одновременно от одного до восьми полуфабрикатов 24 торцевых крышек.
Как показано на фиг. 2, когда полуфабрикаты 24 торцевых крышек выходят из системы 36 ориентирования вблизи пункта В, направления 25 проката во всех полуфабрикатах 24 торцевых крышек, по существу, параллельны друг другу. После требуемого поворота полуфабрикатов 24 торцевых крышек блокирующее устройства 34 транспортера 32, если в этом есть необходимость, обеспечивает предотвращение непредусмотренного или случайного поворота полуфабрикатов 24 торцевых крышек.
Согласно одному из вариантов осуществления изобретения, система 36 ориентирования способна осуществлять поворот каждого из полуфабрикатов 24 торцевых крышек до тех пор, пока направление 25 проката не будет, по существу, параллельно направлению базовой оси 22 системы 20, как показано на фиг. 2. Несмотря на то, что базовая ось 22 обычно продолжается в горизонтальном направлении, как показано на фиг. 2, следует понимать, что базовая ось 22 может быть ориентирована под любым углом. Например, согласно одному из вариантов осуществления настоящего изобретения, базовая ось может быть повернута на 90°, чтобы направление следов 4 от прокатных валков, а, следовательно, и направление 25 проката в выходящих из системы 36 ориентирования полуфабрикатах 24 торцевых крышек, было, по существу, перпендикулярно направлению перемещения транспортера 32.
Если требуется, система 36 ориентирования может быть съемно встраиваемой в конверсионную систему 20 для изготовления торцевых крышек. Следует отметить, что система 36 ориентирования может содержать выравнивающее приспособление или стопоры (не показаны), которые сопрягаются с соединителями, занимающими определенное местоположение в конверсионной системе 20. В качестве альтернативы, соединители могут быть позиционированы на конверсионном прессе 76. Выравнивающее приспособление эффективно обеспечивает встраивание системы 36 ориентирования в систему 20 с минимальным временем простоя конверсионного пресса 76. Если в процессе формирования очередной партии торцевых крышек 80 отсутствует необходимость в ориентировании полуфабрикатов 24 торцевых крышек, система 36 ориентирования может быть удалена из конверсионной системы 20. В качестве альтернативы, при отсутствии необходимости ориентации полуфабрикатов торцевых крышек для выравнивания направления проката с базовой осью в процессе формирования очередной партии торцевых крышек 80, система 36 ориентирования может оставаться в заданном положении выше по ходу конверсионного пресса 76, а датчики 40, 50, 60 и исполнительные механизмы 44, 54 могут быть отключены. В таком случае не требующие ориентирования полуфабрикаты 24 торцевых крышек могут свободно проходить через систему 36 без выравнивания, при этом не выполняется этап удаления неориентированных полуфабрикатов торцевых крышек.
На фиг. 2, в качестве примера, проиллюстрирована торцевая крышка 80, сформированная на конверсионном прессе 76 из полуфабриката 24 торцевой крышки, обработанного системой 36 ориентирования. Торцевая крышка 80, не ограничиваясь нижеперечисленными признаками, обычно имеет: периферийный завиток 81, центральную панель 82, разрывную бороздку 83, определяющую отрывной участок 84, и открывающее ушко 85 с заклепкой 86, функционально связанное с наружной поверхностью торцевой крышки 80. Если требуется, торцевая крышка может иметь другие признаки, в частности, дополнительное отверстие, которое является вентиляционным, причем торцевая крышка 80 может иметь любые размеры и геометрию. Примеры торцевых крышек, которые могут быть изготовлены посредством конверсионной системы согласно настоящему изобретению, описаны в патентных документах US №№7,100,789, 7,743,635, 8,567,158, 8,727,169, 8,950,619 и 9,248,936.
Поскольку направление 25 проката в полуфабрикате 24 торцевой крышки, используемого для формирования торцевой крышки 80 было приведено в соответствие с направлением базовой оси 22 с помощью системы 36 ориентирования, элементы 81-86 торцевой крышки 80 имеют оптимальную ориентацию относительно направления 25 проката. Следует отметить, что полуфабрикаты 24 торцевых крышек могут быть изготовлены из более тонкого исходного металлического материала 3, по сравнению с исходным металлическим материалом, используемым для формирования полуфабрикатов металлических торцевых крышек, которые, согласно известному уровню техники, не ориентированы до преобразования в торцевые крышки на конверсионном прессе 76. Таким образом, ориентирование описанным выше способом полуфабрикатов 24 торцевых крышек в процессе преобразования в торцевые крышки 80 позволяет снизить вес исходного материала и, соответственно, уменьшить материальные затраты. Элементы 81-86 торцевой крышки 80 также могут иметь улучшенные эксплуатационные характеристики по сравнению с аналогичными элементами, сформированными на торцевой крышке, в которой направление проката в полуфабрикатах не выровнено относительно оснастки конверсионного пресса 76. Точнее говоря, выравнивание направления проката в полуфабрикатах относительно инструментальной оснастки в процессе формирования торцевых крышек 80 из полуфабрикатов 24 торцевых крышек позволяет улучшить от одной до нескольких эксплуатационных характеристик элементов 81-86 торцевых крышек, в том числе прочность при прогибе, устойчивость к деформации и устойчивость к разрушению, что является невозможным при изготовлении торцевых крышек из полуфабрикатов 24 торцевых крышек, когда направление проката в полуфабрикатах не выровнено относительно инструментальной оснастки.
Понятно, что элементы 81-86 торцевой крышки 80 могут быть расположены под любым углом относительно направления 25 проката. Для примера, направление 25 проката может быть, по существу, параллельно линии, проходящей через открывающее ушко 85, заклепку 86 и отрывной участок 84, как показано на фиг. 2. Альтернативно, направление 25 проката может быть перпендикулярно или поперечно линии, проходящей через открывающее ушко 85, заклепку 86 и отрывной участок 84.
Далее торцевые крышки 80 подаются на расположенное ниже по ходу конверсионной системы оборудование 88 для соответствующей обработки. Согласно одному из вариантов осуществления изобретения, указанное оборудование 88 включает укладочно-упаковочную машину. Если требуется, расположенное ниже по ходу оборудование может содержать устройство ориентирования торцевых крышек и/или машину для декорирования торцевых крышек. Примеры устройств ориентации торцевых крышек и машин для декорирования описаны в патентных документах US №№9,259,913 и 9,340,368.
На фиг. 5 схематично представлен один из вариантов осуществления предлагаемого в настоящем изобретении способа 90 ориентирования полуфабрикатов 24 торцевых крышек на основе направления 25 проката. Следует отметить, что на фиг. 5 представлены основные этапы способа 90 в определенной последовательности их выполнения, однако способ может включать большее или меньшее количество этапов и иной порядок их выполнения. Кроме того, хотя этапы способа 90 описываются в определенной последовательности их выполнения, следует понимать, что возможно параллельное или одновременное выполнение некоторых из этапов указанного способа. Традиционно, способ 90 начинается с этапа 92 и завершается этапом 114. Ниже приводится подробное описание осуществления предлагаемого в изобретении способа 90 посредством системы и устройств согласно настоящему изобретению, которые проиллюстрированы на фиг. 1-4.
Если требуется, блок 70 управления системы 36 ориентирования может быть приспособлен для получения информации от конверсионного пресса 76 с указанием времени и местоположения полуфабрикатов (этап 94). Информация относительно времени может характеризовать скорость цикла конверсионного пресса 76. Информация о местоположении может характеризовать позицию полуфабрикатов 24 торцевых крышек, перемещаемых транспортером 32 к конверсионному прессу 76.
Блок 70 управления на основании полученной информации относительно времени регулирует величину радиального поворота неправильно выровненных полуфабрикатов 24 торцевых крышек в течение заданного времени паузы в работе транспортера 32. В частности, блок 70 управления на основании полученной информации относительно времени может изменять продолжительность паузы транспортера 32 между перемещениями. За счет увеличения продолжительности паузы в работе транспортера 32 увеличивается промежуток времени для осевого поворота полуфабрикатов 24 торцевых крышек. Говоря конкретнее, по сравнению с короткой паузой, более продолжительная пауза в работе транспортера дает возможность осуществить поворот полуфабрикатов 24 торцевых крышек на большую величину.
Система 36 ориентирования принимает разноориентированные полуфабрикаты 24 торцевых крышек, подаваемые расположенным выше по ходу оборудованием 26 (этап 96). Согласно одному из вариантов осуществления изобретения, полуфабрикаты 24 торцевых крышек поступают из балансировочного устройства 30. Датчики первой группы 40 датчиков системы 36 ориентирования получают изображение полуфабрикатов 24 торцевых крышек для определения первого направления следов 4 от прокатных валков на каждом из полуфабрикатов 24 торцевых крышек. Полученные данные относительно ориентации следов 4 от прокатных валков датчики 40 направляют на блок 70 управления. На основании полученной от датчиков 40 информации блок 70 управления определяет направление 25 проката в полуфабрикатах 24 торцевых крышек (этап 98), которое, как правило, параллельно направлению следов 4 от прокатных валков. Согласно одному из вариантов осуществления изобретения, датчики 40 оснащены камерами, которые имеют достаточное разрешение и увеличение для идентификации следов 4 от прокатных валков на каждом из полуфабрикатов 24 торцевой крышки.
Блок 70 управления на основании полученной от датчиков 40 информации о полуфабрикатах 24 торцевых крышек определяет, находится или нет в заданных пределах величина угла между направлением 25 проката и базовой осью 22 (этап 100). Согласно одному из вариантов осуществления изобретения, блок 70 управления сопоставляет информацию, полученную от датчиков 40, со справочной информацией, хранящейся в запоминающем устройстве. Справочные данные относятся к полуфабрикату торцевой крышки, имеющему следы 4 от прокатных валков, которые, предпочтительно, соосны с базовой осью 22. Согласно одному из вариантов осуществления изобретения, справочные данные включают изображение полуфабриката торцевой крышки, выровненного с базовой осью 22. Согласно одному из вариантов осуществления изобретения, справочные данные содержат модель полуфабриката торцевой крышки, который центрирован относительно базовой оси 22. Если величина угла между направлением 25 проката в полуфабрикатах и базовой осью 22 находится в заданных пределах, блок управления делает заключение «ДА», и осуществление способа 90 продолжается без выполнения этапа поворота полуфабрикатов торцевых крышек посредством системы 36 ориентирования, точнее говоря, полуфабрикаты торцевых крышек транспортируются к конверсионному прессу 76 (этап 112).
Если величина угла между направлением 25 проката в некоторых из полуфабрикатов 24 торцевых крышек и базовой осью не находится в заданных пределах, блок управления делает заключение «НЕТ» и определяет величину поворота указанных неправильно ориентированных полуфабрикатов 24 торцевых крышек (этап 102). чтобы продолжить осуществление способа 90.Далее блок 70 управления направляет командный сигнал сервоприводам, взаимодействующим с исполнительными механизмами 44, 54. Реагируя на командный сигнал блока управления 70, сервоприводы обеспечивают поворот на определенную величину исполнительных механизмов 44, 54, связанных с неправильно ориентированными полуфабрикатами 24 торцевой крышки (этап 104). Исполнительные механизмы 44, 54 способны обеспечить поворот полуфабрикатов 24 в осевом направлении по часовой стрелке, либо против часовой стрелки, в соответствии с командой блока 70 управления. Согласно одному из вариантов осуществления изобретения, исполнительные механизмы 44, 54 вступают в контакт с заданным участком полуфабрикатов 24 торцевой крышки, вызывая поворот полуфабрикатов торцевой крышки посредством прикладываемого к ним усилия трения. Кроме того, или альтернативно, исполнительные механизмы 44, 54 способны обеспечить поворот полуфабрикатов 24 торцевой крышки, прикладывая усилие трения к фиксаторам 33, сопряженным с полуфабрикатами 24 торцевых крышек.
Согласно одному из вариантов осуществления изобретения, блок 70 управления на этапе 102 способен определить, что продолжительность паузы в работе транспортера является недостаточной для завершения осевого поворота полуфабриката 24 торцевой крышки с целью требуемого выравнивания направления 25 проката с базовой осью 22. В таком случае блок 70 управления может обеспечить последовательный поворот неправильно ориентированного полуфабриката 24 торцевой крышки, направляя сигнал первому исполнительному механизму 44 для осуществления поворота указанного полуфабриката на первую величину и направляя сигнал второму исполнительному механизму 54 для осуществления поворота указанного полуфабриката на вторую величину.
По завершении последовательного поворота полуфабриката 24 торцевой крышки посредством исполнительных механизмов 44, 54 второй датчик 50 определяет вторую ориентацию следов 4 от прокатных валков на полуфабрикате 24 торцевой крышки. Блок 70 управления принимает от второго датчика 50 информацию относительно второй ориентации следов 4 от прокатных валков на полуфабрикате 24 торцевой крышки, согласно которой определяет направление 25 проката (этап 106) после второго ориентирования полуфабриката. Затем блок 70 управления анализирует, соответствует или нет направление 25 проката требуемому направлению. Если направление 25 проката после поворота полуфабриката 24 торцевой крышки соответствует требуемому направлению, блок управления 70 делает заключение «ДА» и выполняется этап 112 осуществления способа 90. Если направление 25 проката после поворота полуфабриката 24 торцевой крышки не соответствует требуемому направлению, блок управления 70 делает заключение «НЕТ», и выполняется этап 102 осуществления способа 90. Точнее говоря, второй исполнительный механизм 54 осуществляет поворот полуфабриката 24 торцевой крышки на величину, заданную блоком 70 управления.
Согласно одному из вариантов осуществления изобретения, если третий датчик 60 выявляет, что направление 25 проката после поворота полуфабриката 24 торцевой крышки не соответствует требуемому, и блок управления делает заключение «НЕТ», выполняется этап 110 осуществления способа 90, то есть неправильно ориентированный полуфабрикат 24 торцевой крышки удаляется из системы 36. Конкретнее говоря, блок 70 управления направляет командный сигнал выталкивателю 66, который на этапе 110 выталкивает неправильно ориентированный полуфабрикат 24 торцевой крышки из системы 36 ориентирования. Осуществление способа 90 завершается этапом 114.
Если блок 70 управления на этапах 100, 108 делает заключение, что направление 25 проката в каждом из полуфабрикатов соответствует направлению базовой оси 22, полуфабрикаты 24 торцевых крышек на этапе 112 перемещаются посредством транспортера 32 к конверсионному прессу 76 и другому оборудованию 88, расположенному ниже по ходу системы. Осуществление способа 90 завершается этапом 114. Для специалистов в данной области техники является очевидным, что способ 90 согласно настоящему изобретению предусматривает использование любого количества датчиков и исполнительных механизмов для выравнивания полуфабриката, чтобы величина угла между направлением 25 проката и базовой осью 22 системы 36 ориентирования находилось в заданных пределах.
Описание настоящего изобретения было представлено с иллюстративной целью и не должно рассматриваться как исчерпывающее или ограничивающее раскрытое изобретение. Специалисты в данной области техники понимают, что допускаются многочисленные модификации и варианты осуществления настоящего изобретения. Описанные и проиллюстрированные со ссылкой на прилагаемые чертежи варианты осуществления изобретения были раскрыты с целью облегчения понимания существа, принципов и практического применения настоящего изобретения.
Разнообразные варианты осуществления настоящего изобретения были описаны подробно, само собой разумеется, специалисты в данной области техники могут модифицировать указанные варианты и внести в них изменения. Кроме того, ссылки, сделанные в настоящем документе на «настоящее изобретение» или его объекты, следует понимать как определенные варианты осуществления настоящего изобретения и не обязательно должны толковаться как ограничивающие всевозможные варианты осуществления изобретения конкретным описанием. Следует понимать, что любые модификации и изменения находятся в пределах объема и существа настоящего изобретения, как изложено в нижеследующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОРИЕНТИРОВАНИЯ ТОРЦЕВОЙ КРЫШКИ ЕМКОСТИ ДЛЯ НАПИТКОВ И НАНЕСЕНИЯ ЗНАКОВ В ПРЕДВАРИТЕЛЬНО ОПРЕДЕЛЕННОМ МЕСТЕ | 2016 |
|
RU2707302C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ ПРАВКИ ПЛОСКОГО МЕТАЛЛОПРОКАТА | 2016 |
|
RU2694306C1 |
| СМАТЫВАЮЩЕЕ-РАЗМАТЫВАЮЩЕЕ УСТРОЙСТВО И СПОСОБ СМАТЫВАНИЯ И РАЗМАТЫВАНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ В ПРОКАТНОЙ ЛИНИИ | 2010 |
|
RU2522045C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ЛИСТОВОГО ИЛИ ПОЛОСОВОГО ПРОКАТА | 1997 |
|
RU2198750C2 |
| УСТАНОВКА И СПОСОБ ОРИЕНТИРОВАНИЯ ТОРЦЕВОГО УКУПОРОЧНОГО УСТРОЙСТВА ЕМКОСТИ ДЛЯ НАПИТКА И НАНЕСЕНИЯ МАРКИРОВКИ НА ЗАДАННЫЙ УЧАСТОК | 2014 |
|
RU2639968C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПАРАМЕТРА ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2016 |
|
RU2690556C1 |
| ВОГНУТАЯ ТОРЦЕВАЯ КРЫШКА БАНКИ | 2017 |
|
RU2731858C2 |
| Устройство для автоматической коррекции межвалкового зазора прокатной клети | 1982 |
|
SU1049131A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2024 |
|
RU2834940C1 |
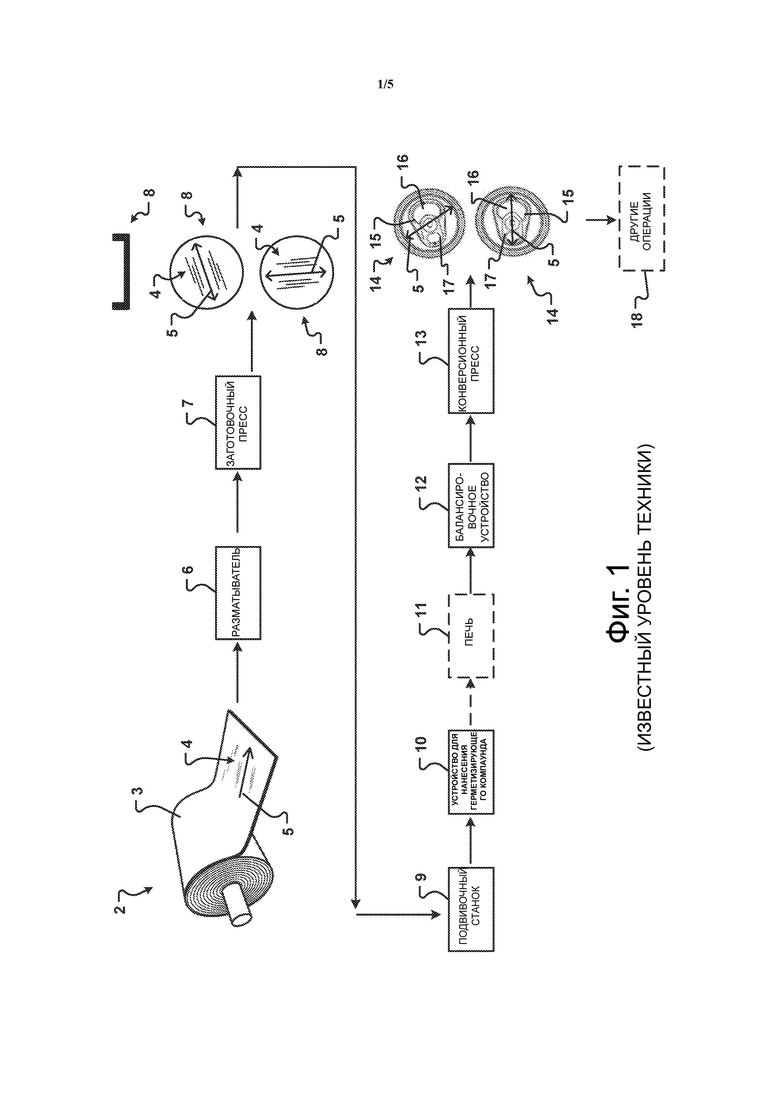
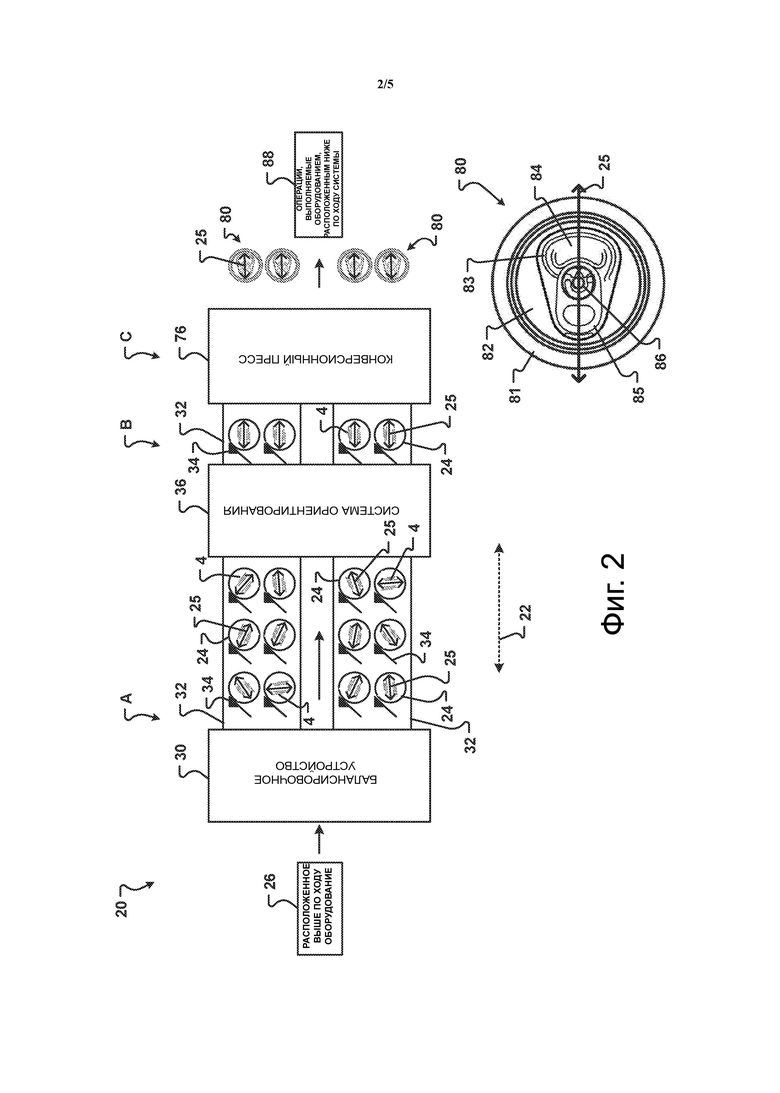
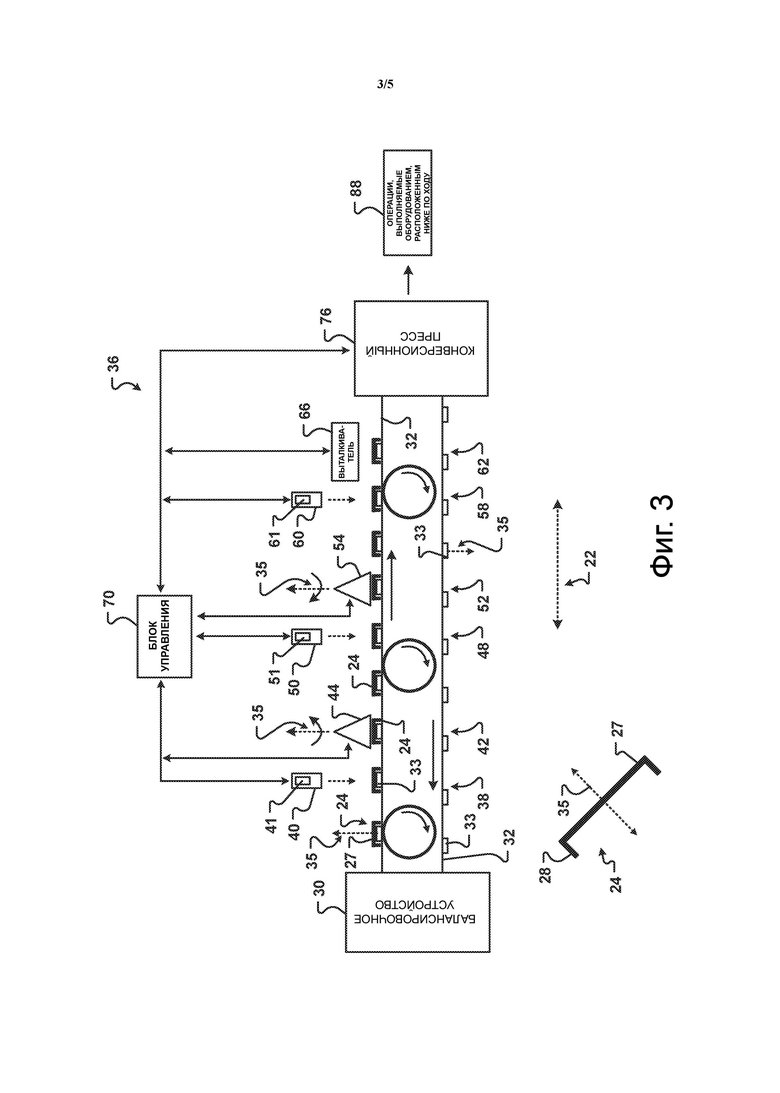
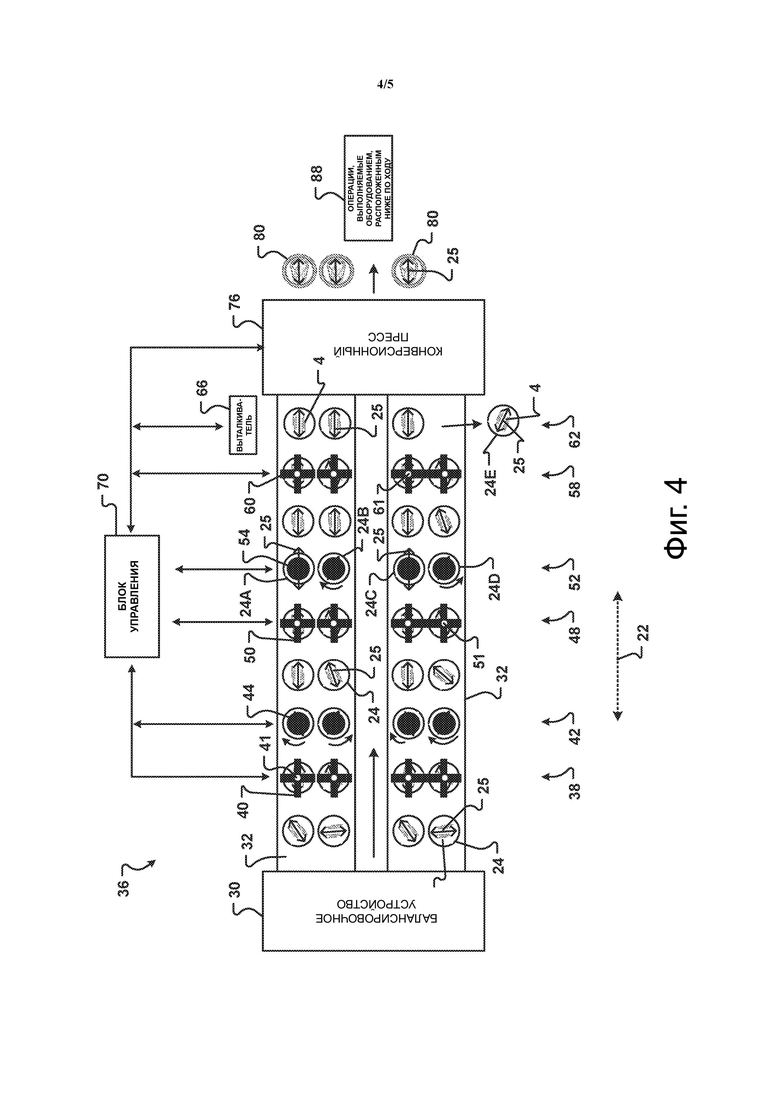
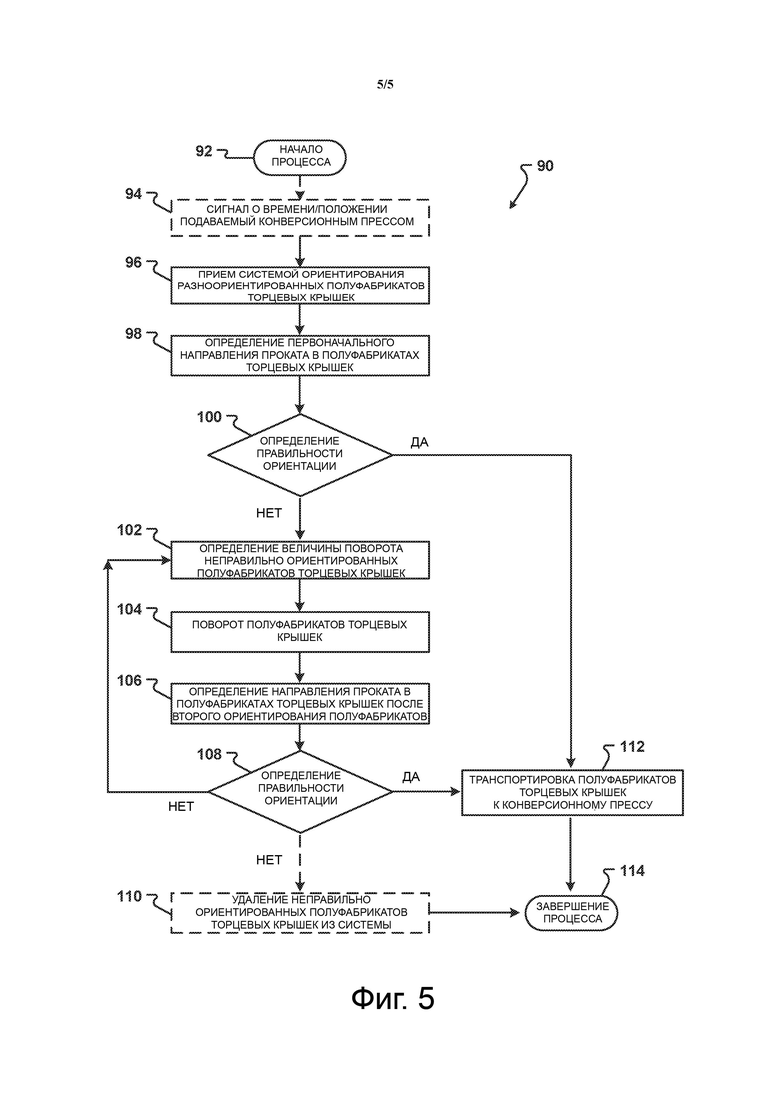
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении металлических торцевых крышек. Представлена система для ориентирования с учетом направления проката полуфабрикатов металлических крышек. Направление проката определяют путем обнаружения следов от прокатных валков на металлических полуфабрикатах. Формирование металлических торцевых крышек выполняют посредством инструментальной оснастки, приспособленной выполнять операции, как в направлении проката, так и поперечном направлении. Повышается сопротивление разрушению торцевых крышек за счет учета направления проката при их изготовлении. 3 н. и 18 з.п. ф-лы, 5 ил.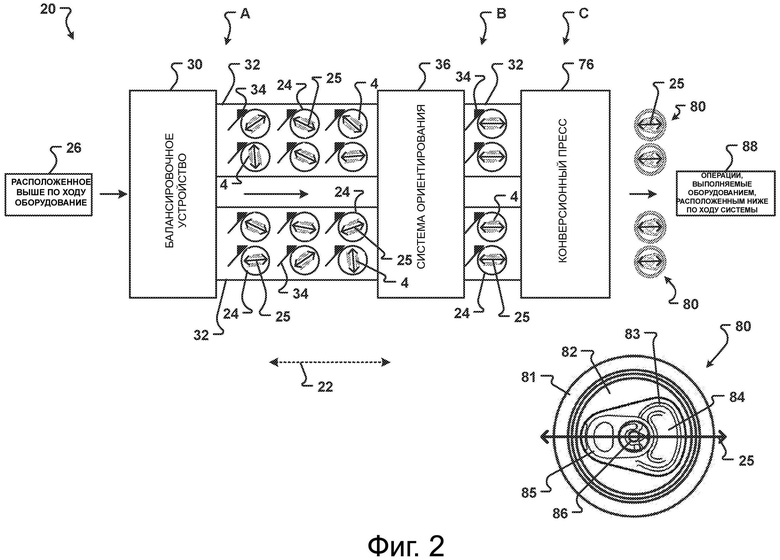
1. Система для ориентирования полуфабриката металлической торцевой крышки в соответствии c направлением проката металла, содержащая:
транспортер с фиксатором для приема полуфабриката металлической торцевой крышки и перемещения полуфабриката металлической торцевой крышки через систему, при этом фиксатор выполнен с возможностью поворота при выравнивании полуфабриката металлической торцевой крышки;
датчик для определения ориентации следов от прокатных валков на каждом из полуфабрикатов металлической торцевой крышки, образованных во время проката металлического листа, из которого сформирован каждый из полуфабрикатов металлических торцевых крышек;
исполнительный механизм, выполненный с возможностью поворота полуфабриката металлической торцевой крышки для обеспечения заданного угла между направлением проката в полуфабрикате металлической торцевой крышки и базовой осью системы.
2. Система по п. 1, которая дополнительно содержит сервопривод, выполненный с возможностью взаимодействия с исполнительным механизмом для поворота полуфабриката металлической торцевой крышки на заданную величину менее чем за 60 мс.
3. Система по п. 1, в которой фиксатор имеет цилиндрический корпус, наружный диаметр которого приблизительно равен внутреннему диаметру полуфабриката металлической торцевой крышки, при этом фиксатор выполнен с возможностью поворота вокруг своей оси при осуществлении исполнительным механизмом поворота полуфабриката металлической торцевой крышки и самоблокировки относительно транспортера после того, как полуфабрикат металлической торцевой крышки повернут в требуемое положение для предотвращения непредусмотренного или случайного поворота полуфабриката металлической торцевой крышки.
4. Система по п. 1, в которой исполнительный механизм выполнен с возможностью контакта с верхней поверхностью закрытой торцевой стенки или боковой стенкой полуфабриката металлической торцевой крышки для поворота полуфабриката металлической торцевой крышки.
5. Система по п. 1, которая дополнительно содержит один или несколько из следующих элементов:
второй датчик для определения второй ориентации следов от прокатных валков после того, как исполнительный механизм обеспечил поворот полуфабриката металлической торцевой крышки;
второй исполнительный механизм, выполненный с возможностью обеспечения поворота полуфабриката металлической торцевой крышки на заданную величину;
блокирующее устройство, предназначенное для предотвращения непредусмотренного или случайного смещения полуфабриката металлической торцевой крышки относительно фиксатора; и
выталкиватель для удаления полуфабриката металлической торцевой крышки из системы, в случае, если после второго ориентирования полуфабриката не обеспечен заданный угол между направлением проката в полуфабрикате и базовой осью.
6. Система по п. 1, в которой исполнительный механизм выполнен с возможностью обеспечения поворота фиксатора без контакта с полуфабрикатом металлической торцевой крышки.
7. Система по п. 1, в которой транспортер содержит фиксаторы, при этом каждый из фиксаторов выполнен с возможностью приема одного из полуфабрикатов металлической торцевой крышки и поворота во время выравнивания полуфабриката металлической торцевой крышки.
8. Система по п. 1, в которой для обеспечения расположения нижней внутренней поверхности закрытой торцевой стенки полуфабриката металлической торцевой крышки вблизи фиксатора, а верхней внешней поверхности закрытой торцевой стенки полуфабриката металлической торцевой крышки ориентированной в сторону исполнительного механизма, фиксатор выровнен с исполнительным механизмом.
9. Система по п. 1, которая дополнительно содержит блок управления, выполненный с возможностью приема от датчика информации относительно ориентации следов от прокатных валков и определения величины выполняемого исполнительным механизмом осевого поворота полуфабриката металлической торцевой крышки для обеспечения заданного угла между направлением проката в полуфабрикате металлической торцевой крышки и базовой осью.
10. Способ ориентирования полуфабриката металлической торцевой крышки в соответствии с направлением проката металла, включающий следующие этапы:
прием разноориентированных полуфабрикатов металлических торцевых крышек;
размещение полуфабриката металлической торцевой крышки на фиксаторе транспортера;
определение ориентации следов от прокатных валков на каждом из полуфабрикатов металлической торцевой крышки, которые включают в себя полосчатость, связанную с направлением проката в полуфабрикате металлической торцевой крышки;
определение величины осевого поворота, необходимого для правильного ориентирования полуфабриката металлической торцевой крышки, если ориентация следов от прокатных валков не соответствует заданной ориентации; и
осевой поворот полуфабриката металлической торцевой крышки на определенную величину, которая обеспечивает заданный угол между направлением проката в полуфабрикате металлической торцевой крышки и базовой осью.
11. Способ по п. 10, в котором выполнение поворота полуфабриката металлической торцевой крышки включает сцепление исполнительного механизма с участком боковой стенки или участком закрытой торцевой стенки полуфабриката металлической торцевой крышки.
12. Способ по п. 10, который дополнительно включает самоблокировку фиксатора относительно транспортера для предотвращения непредусмотренного или случайного поворота полуфабриката металлической торцевой крышки.
13. Способ по п. 10, в котором поворачивание полуфабриката металлической торцевой крышки включает приведение в контакт участка полуфабриката металлической торцевой крышки с исполнительным механизмом с обеспечением расположения нижней внутренней поверхности закрытой торцевой стенки полуфабриката металлической торцевой крышки вблизи фиксатора, а верхней внешней поверхности закрытой торцевой стенки полуфабриката металлической торцевой крышки ориентированной в сторону исполнительного механизма.
14. Способ по п. 10, в котором дополнительно используют датчик, выполненный с возможностью определения ориентации следов от прокатных валков на полуфабрикате металлической торцевой крышки, образованных во время проката металлического листа, из которого сформирован полуфабрикат металлической торцевой крышки и в котором системный контроллер определяет величину необходимого осевого поворота полуфабриката металлической торцевой крышки для обеспечения заданной ориентации следов от прокатных валков.
15. Способ по п. 13, в котором датчик дополнительно выполнен с возможностью определения полосчатости, связанной со следами от прокатных валков.
16. Способ по п. 10, который дополнительно включает определение второй ориентации следов от прокатных валков на полуфабрикате металлической торцевой крышки после поворота полуфабриката металлической торцевой крышки на определенную величину.
17. Способ по п. 16, в котором исполнительный механизм выполнен с возможностью обеспечения поворота фиксатора без контакта с полуфабрикатом металлической торцевой крышки.
18. Система для определения направления следов от прокатных валков в полуфабрикате металлической торцевой крышки и его последующего ориентирования в соответствии с направлением проката металла, содержащая:
транспортер с поворачиваемым фиксатором для приема полуфабриката металлической торцевой крышки и перемещения полуфабриката металлической торцевой крышки в первую индексированную позицию и вторую индексированную позицию;
первый датчик, установленный в первой индексированной позиции для определения следов от прокатных валков на полуфабрикате металлической торцевой крышки, которые используются для определения первоначального направления проката в полуфабрикате металлической торцевой крышки;
первый исполнительный механизм, установленный во второй индексированной позиции для поворота полуфабриката металлической торцевой крышки в осевом направлении для совмещения с базовой осью системы ориентирования направление проката в заготовке.
19. Система по п. 18, которая предназначена для изготовления обработкой металла давлением торцевой крышки контейнера.
20. Система по п. 18, которая дополнительно содержит блок управления для приема данных от первого датчика и определения величины и направления поворота первого исполнительного механизма, обеспечивающего поворот полуфабриката металлической торцевой крышки.
21. Система по п. 18, в которой первый исполнительный механизм выполнен с возможностью поворота полуфабриката металлической торцевой крышки для обеспечения угла между направлением проката и базовой осью в пределах примерно 3° посредством одного или нескольких из следующих шагов:
вхождение в контакт с внешней поверхностью боковой стенки полуфабриката металлической торцевой крышки;
вхождение в контакт с верхней внешней поверхностью полуфабриката металлической торцевой крышки,
поворот поворачиваемого фиксатора;
при этом поворачиваемый фиксатор выполнен с возможностью расположения вблизи нижней внешней поверхности полуфабриката металлической торцевой крышки, а первый исполнительный механизм выполнен с возможностью расположения вблизи верхней внешней поверхности полуфабриката металлической торцевой крышки.
| US 6524048 B1, 25.02.2003 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| СПОСОБ И УСТРОЙСТВО ОРИЕНТАЦИИ ДЕТАЛЕЙ | 2003 |
|
RU2261787C2 |

