Предметом настоящего изобретения является способ и установка для поверхностной обработки невулканизированных шин.
Шина для колес транспортных средств, как правило, содержит каркасный конструктивный элемент, содержащий, по меньшей мере, один слой каркаса, образованный из эластомерного материала, армированного армирующими кордами, расположенными в по существу радиальных плоскостях (радиальная плоскость содержит ось вращения шины).
Шина также содержит коронный конструктивный элемент, содержащий, по меньшей мере, один слой брекера, расположенный в радиальном направлении снаружи относительно слоя каркаса. Коронный конструктивный элемент также содержит протекторный браслет, выполненный из эластомерного материала, размещенного в радиальном направлении снаружи относительно слоя брекера.
Соответствующие боковины, изготовленные из эластомерного материала, также наложены в аксиальном направлении снаружи на боковые поверхности каркасного конструктивного элемента, при этом каждая из боковин проходит от одного из боковых краев протекторного браслета до соответствующего удерживающего кольцевого конструктивного элемента в бортах. В шинах «бескамерного» типа воздухонепроницаемый закрывающий слой, обычно называемый «герметизирующим слоем», закрывает внутренние поверхности шины.
После сборки невулканизированной шины, осуществляемой посредством сборки соответствующих компонентов, как правило, выполняют обработку, представляющую собой формование в пресс-форме и вулканизацию и предназначенную для обеспечения стабилизации конструкции шины посредством сшивания эластомерных композиций, а также для создания заданного рисунка протектора на шине и возможных отличительных графических знаков на боковинах шины.
Для этого в соответствии с типом способа формования в пресс-форме и вулканизации невулканизированной шины, называемого «при заданном давлении», невулканизированную шину вставляют в нагретую соответствующим образом, вулканизационную пресс-форму, имеющую формообразующую полость обратной формы, и поджимают к внутренним стенкам указанной полости посредством расширяемой камеры (называемой вулканизационной камерой).
После выполнения смыкания пресс-формы обеспечивают возможность расширения указанной вулканизационной камеры, имеющей по существу тороидальную конфигурацию, внутри шины посредством ввода в нее пара под давлением для размещения мембраны в контакте с внутренней поверхностью шины и поджима шины к стенкам формообразующей полости.
После завершения вулканизации пресс-форму открывают для обеспечения возможности удаления шины и размещения пресс-формы в новом цикле вулканизации.
В вышеописанных процессах перед этапом вулканизации может быть выполнена поверхностная обработка, которая по существу состоит в нанесении соответствующих смазочных средств/разделительных смазок на внутренние поверхности шины и/или наружные поверхности вулканизационной камеры. Указанные средства выполнены с возможностью улучшения взаимодействия между внутренней поверхностью шины и вулканизационной камерой во время процесса вулканизации и формования в пресс-форме, что облегчает как адаптацию камеры к форме шины, так и удаление шины в конце вулканизации.
Термин «эластомерный материал» предназначен для обозначения композиции, содержащей, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Подобная композиция предпочтительно также содержит добавки, например, такие как сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента при нагреве такой материал может быть сшит посредством нагрева для образования готового изготовленного изделия.
Под «невулканизированной шиной» имеется в виду шина, полученная из процесса сборки и еще не подвергнутая формованию в пресс-форме и вулканизации.
Под «поверхностной обработкой невулканизированных шин» имеется в виду нанесение вещества для обработки, в частности, содержащего смазочные средства/разделительные смазки, выполненные с возможностью улучшения взаимодействия между невулканизированной шиной и вулканизационной камерой во время процесса вулканизации и формования в пресс-форме.
В частности, поверхностная обработка может выполняться с перманентными или полуперманентными веществами для обработки. Под полуперманентными веществами понимаются вещества, которые по меньшей мере частично переносятся с невулканизированной шины на вулканизационную камеру.
Под перманентными веществами для обработки понимаются вещества, которые по существу остаются на поверхности невулканизированной шины, на которую они были нанесены, даже после термообработки.
Под «поверхностью, подлежащей обработке» имеется в виду поверхность шины, предназначенная для приема слоя вещества для обработки, пригодного для воздействия на последующие процессы, которым подвергается шина. Поверхность, подлежащая обработке, предпочтительно представляет собой радиально внутреннюю поверхность шины.
При использовании выражения «при низком давлении» имеется в виду давление, составляющее менее 1,5 бара. Под «высоким давлением» имеется в виду давление, превышающее или равное 1,5 бара.
Под «моделью» шины имеется в виду набор геометрических характеристик (таких как ширина протекторного браслета, высота боковины, посадочный диаметр), конструктивных характеристик (таких как одно- или двухслойная конструкция, конструкция с радиальным кордом или диагональный каркас, с брекерным конструктивным элементом или без брекерного конструктивного элемента, тип брекерного конструктивного элемента - с перекрещивающимися брекерами, со слоем брекера с углом наклона кордов, составляющим ноль градусов, с перекрещивающимися брекерами и слоем брекера с углом наклона кордов, составляющим ноль градусов, тип протекторного браслета с одним или более слоями и т.д.) и технологических характеристик (таких как композиция различных конструктивных элементов, материалы, образующие текстильные или металлические армирующие корды, тип образования армирующих кордов и т.д.).
Под «низкопрофильной шиной» имеется в виду шина, имеющая уменьшенное отношение высоты профиля к его ширине, то есть шина, в которой высота профиля, измеренная между точкой протекторного браслета, наиболее удаленной от центра в радиальном направлении, и точкой борта, самой близкой к центру в радиальном направлении, составляет менее приблизительно 50% от ширины профиля, измеренной в аксиальном направлении в месте, соответствующем максимальной хорде шины.
Под «линией вулканизации» имеется в виду линия, содержащая множество вулканизационных пресс-форм, в которых невулканизированные шины подвергаются обработке для формования в пресс-форме и вулканизации. Указанное множество пресс-форм может включать в себя пресс-формы разного размера для обработки шин разных моделей.
В документе US 2008/0264542 описаны установка и система для распыления смазывающего вещества под давлением на внутреннюю поверхность невулканизированной шины. В данном документе описаны проблемы, обусловленные использованием смазывающих веществ, которые при их использовании в шинах, в которых герметизирующий слой имеет стык, проникают в подобную зону сопряжения материала, вызывая загрязнение материала, образующего шину, и вызывая ухудшение ее характеристик.
Описанные вещества для обработки, так называемые перманентные, обладают смазывающими и разделительными свойствами, но остаются на поверхности шины, или же они по существу не переносятся на вулканизационную камеру.
В результате наблюдений было установлено, что в случае поверхностей, подлежащих обработке, которые образованы посредством наложения непрерывных удлиненных элементов, перманентные вещества для обработки, нанесенные распылением под высоким давлением, проникают между промежуточными пространствами, имеющимися между непрерывным удлиненным элементом и элементом, соседним с ним, вызывая нежелательные изменения материала, образующего внутреннюю поверхность шины, вследствие довольно агрессивного характера подобных веществ для обработки. В частности, существует возможность образования трещин, следствием чего является необходимость в отбраковке готового изделия.
Помимо вышеизложенного, в результате наблюдений было установлено, что распыление веществ для обработки, распыляемых при высоком давлении, создает произвольную диффузию вещества на поверхности, подлежащей обработке, что препятствует возможности обеспечения различного нанесения вещества для обработки в разных зонах одной и той же шины и/или на шинах разных моделей.
В частности, в результате наблюдений было установлено, что обработка распылением при высоком давлении может иметь противопоказания при выполнении ее на невулканизированных шинах типа низкопрофильных шин. В шине подобного типа определенная геометрия поверхностей вблизи зоны борта делает довольно трудным распределение смазывающего вещества по существу равномерно на самих поверхностях. Это может привести к получению неравномерного распределения вещества для обработки на внутренней поверхности самой шины, приводящего к плохо смазанным участкам поверхности и/или участкам с локальными скоплениями смазывающего вещества, что вызывает нежелательные последствия при взаимодействии между вулканизационной камерой и внутренней поверхностью шины во время последующего этапа вулканизации.
Очевидно, что регулируемое нанесение веществ для обработки на поверхность шины, подлежащую обработке, обеспечило бы возможность уменьшения числа отбракованных шин и обеспечило бы непредвиденное разнообразие распределения самих веществ с возможностью различий как между шинами разных моделей, так и между разными поверхностями, подлежащими обработке, в одной и той же шине.
Также очевидно, что использование полуперманентных веществ для обработки (например, на основе силиконового полимера) обеспечивает дополнительное преимущество непрямой обработки вулканизационной камеры посредством выделения на ней части смазывающих веществ, содержащихся в самих веществах для обработки, в результате чего улучшаются эксплуатационные характеристики камер и/или увеличиваются сроки их службы.
Следовательно, есть необходимость получения такой автоматизированной системы для обработки внутренней поверхности невулканизированной шины, которая обеспечивает возможность регулирования распределения веществ, наносимых на ее внутреннюю поверхность.
В завершение, было обнаружено, что за счет получения системы обработки, которая содержит устройство для нанесения, предназначенное для нанесения полуперманентных веществ для обработки, работает при низком давлении и регулирует перемещение указанного устройства для нанесения относительно внутренней поверхности невулканизированной шины, можно обеспечить надлежащее распределение вещества для обработки и обеспечить возможность справляться с разными составами со специальными профилями и количествами наносимого вещества для каждой модели невулканизированной шины.
Кроме того, процесс является чистым и позволяет наилучшим образом использовать полуперманентные вещества для обработки, в результате чего уменьшается число шин, бракуемых вследствие дефектов, создаваемых вулканизационными пресс-формами.
Более точно, в соответствии с его первым аспектом изобретение относится к способу поверхностной обработки невулканизированных шин.
Способ поверхностной обработки предпочтительно включает обеспечение невулканизированной шины, содержащей, по меньшей мере, одну поверхность, подлежащую обработке.
Способ поверхностной обработки предпочтительно включает обеспечение устройства для нанесения, предназначенного для нанесения полуперманентного вещества для обработки.
Способ поверхностной обработки предпочтительно включает осуществление регулируемого движения указанной невулканизированной шины и указанного устройства для нанесения друг относительно друга.
Способ поверхностной обработки предпочтительно включает нанесение - в соответствии с заданной траекторией - указанного вещества для обработки на указанную поверхность, подлежащую обработке, посредством указанного устройства для нанесения.
Нанесение указанного вещества для обработки предпочтительно включает распыление указанного вещества для обработки на поверхность, подлежащую обработке, при давлении, составляющем менее 1,5 бара, и распределение распыленного вещества для обработки по поверхности, подлежащей обработке.
Более точно, в соответствии с его вторым аспектом изобретение относится к установке для поверхностной обработки невулканизированных шин.
Установка для поверхностной обработки предпочтительно содержит опору для невулканизированной шины, при этом указанная невулканизированная шина содержит, по меньшей мере, одну поверхность, подлежащую обработке.
Установка для поверхностной обработки предпочтительно содержит устройство для нанесения, предназначенное для нанесения полуперманентного вещества для обработки, содержащее сопло, выполненное с возможностью распыления указанного вещества для обработки на поверхность, подлежащую обработке, при давлении, составляющем менее 1,5 бара, и аппликатор, выполненный с возможностью распределения распыленного вещества для обработки по поверхности, подлежащей обработке.
Установка для поверхностной обработки предпочтительно содержит опорный элемент для указанного устройства для нанесения.
Установка для поверхностной обработки предпочтительно содержит устройства для осуществления регулируемого движения указанной невулканизированной шины и указанного устройства для нанесения друг относительно друга таким образом, чтобы обеспечить нанесение указанного вещества для обработки на указанную поверхность, подлежащую обработке, в соответствии с заданной траекторией посредством указанного устройства для нанесения.
В частности, синергия, создаваемая за счет операции регулируемого нанесения под низким давлением вместе с использованием полуперманентных веществ, обеспечивает возможность получения равномерного распределения вещества для обработки, высокой гибкости распределения вещества и регулируемого нанесения, регулируемого в отношении количества, а также в отношении способа распределения для предотвращения проникновения, например, между непрерывными удлиненными элементами.
Благодаря регулируемым относительным движениям устройства для нанесения достигается один подобный уровень точности при нанесении полуперманентного вещества для обработки для обеспечения возможности обработки очень чувствительных зон, таких как зоны, соседние с бортом шин, обычно считающиеся проблематичными, например, в низкопрофильных шинах, и обеспечения возможности регулирования количества вещества для обработки в различных зонах невулканизированной шины.
Настоящее изобретение в, по меньшей мере, одном из вышеуказанных аспектов может иметь, по меньшей мере, один из нижеприведенных предпочтительных признаков.
Предпочтительно предусмотрено распыление указанного вещества для обработки на поверхность, подлежащую обработке, при давлении, меньшем или равном приблизительно 1,1 бара.
Предпочтительно предусмотрено распыление указанного вещества для обработки на поверхность, подлежащую обработке, при давлении, большем или равном приблизительно 0,5 бара.
Предпочтительно, по меньшей мере, 15% указанных полуперманентных веществ переносятся с поверхности невулканизированной шины на поверхность вулканизационной камеры вслед за процессом вулканизации самой шины.
Предпочтительно предусмотрено задание указанной, заданной траектории нанесения в зависимости от одного или более из следующего: количества вещества, подлежащего нанесению, типа поверхности, подлежащей обработке, местоположения поверхности, подлежащей обработке, модели невулканизированной шины.
Предпочтительно предусмотрены считывание штрихового кода, имеющегося на шине, и идентификация характеристик самой шины, при этом указанную, заданную траекторию задают в зависимости от указанных характеристик шины вслед за считыванием указанного штрихового кода.
Предпочтительно предусмотрена установка аппликатора указанного устройства для нанесения, выполненного с возможностью распределения распыленного вещества для обработки, в определенном положении в контакте с указанной поверхностью, подлежащей обработке.
Предпочтительно предусмотрена установка указанного устройства для нанесения в определенном положении на определенном расстоянии нанесения от указанной подлежащей обработке поверхности невулканизированной шины, подходящем для размещения аппликатора указанного устройства для нанесения, выполненного с возможностью распределения распыленного вещества для обработки, в контакте с указанной поверхностью, подлежащей обработке.
Предпочтительно предусмотрена установка сопла указанного устройства для нанесения, выполненного с возможностью распыления указанного вещества для обработки при низком давлении, в определенном положении на определенном расстоянии распыления от указанной поверхности, подлежащей обработке.
Предпочтительно предусмотрена установка указанного устройства для нанесения на определенном расстоянии нанесения от указанной поверхности, подлежащей обработке, подходящем для размещения сопла указанного устройства для нанесения, выполненного с возможностью распыления указанного вещества для обработки при низком давлении, в определенном положении на определенном расстоянии распыления от указанной поверхности, подлежащей обработке.
Предпочтительно предусмотрено задание расстояния распыления от указанной поверхности, подлежащей обработке, для указанного сопла в зависимости от одного или более из следующего: количества вещества, подлежащего нанесению, типа поверхности, подлежащей обработке, местоположения поверхности, подлежащей обработке, модели невулканизированной шины.
Осуществление регулируемого движения указанной невулканизированной шины и указанного устройства для нанесения друг относительно друга предпочтительно включает осуществление относительного вращения указанной невулканизированной шины и указанного устройства для нанесения вокруг оси вращения невулканизированной шины.
Осуществление относительного вращения указанной невулканизированной шины и указанного устройства для нанесения предпочтительно включает приведение указанной невулканизированной шины во вращение вокруг ее оси вращения и/или приведение указанного устройства для нанесения во вращение вокруг оси вращения указанной невулканизированной шины.
Распыление указанного вещества для обработки на поверхность, подлежащую обработке, при низком давлении предпочтительно предшествует распределению распыленного вещества для обработки по поверхности, подлежащей обработке, в соответствии с направлением относительного движения указанного устройства для нанесения относительно указанной невулканизированной шины во время указанного относительного вращения.
Осуществление регулируемого движения указанной невулканизированной шины и указанного устройства для нанесения друг относительно друга предпочтительно включает осуществление относительного поступательного движения указанного устройства для нанесения и указанной невулканизированной шины с, по меньшей мере, одной локальной составляющей скорости поступательного движения, параллельной по отношению к оси вращения невулканизированной шины.
Указанная локальная составляющая скорости поступательного движения, параллельная оси вращения невулканизированной шины, предпочтительно имеет направление поступательного движения, совпадающее с направлением наложения непрерывного удлиненного элемента компонента указанной невулканизированной шины, который образует поверхность, подлежащую обработке.
Предпочтительно предусмотрено задание указанной локальной составляющей скорости поступательного движения в зависимости от одного или более из следующего: количества вещества, подлежащего нанесению, типа поверхности, подлежащей обработке, местоположения поверхности, подлежащей обработке, модели невулканизированной шины.
Указанная поверхность, подлежащая обработке, предпочтительно представляет собой радиально внутреннюю поверхность указанной невулканизированной шины.
Указанная радиально внутренняя поверхность указанной невулканизированной шины предпочтительно содержит герметизирующий слой, полученный посредством наложения непрерывных удлиненных элементов, которые расположены рядом друг с другом, на формообразующем барабане.
Указанное сопло и указанный аппликатор предпочтительно образуют одно целое друг с другом, по меньшей мере, при осуществляемом регулируемом движении указанной невулканизированной шины и указанного устройства для нанесения друг относительно друга.
Указанное сопло предпочтительно выполнено с возможностью распыления указанного вещества для обработки на поверхность, подлежащую обработке, при давлении, меньшем или равном приблизительно 1,1 бара.
Указанное сопло предпочтительно выполнено с возможностью распыления указанного вещества для обработки на поверхность, подлежащую обработке, при давлении, большем или равном приблизительно 0,5 бара.
Указанный опорный элемент предпочтительно содержит опорный кронштейн, на котором смонтированы указанное сопло и указанный аппликатор, при этом указанное сопло расположено на передней части указанного аппликатора в соответствии с направлением относительного движения указанного устройства для нанесения относительно указанной невулканизированной шины во время относительного вращения указанной шины и указанного устройства для нанесения.
Указанный опорный элемент предпочтительно выполнен с возможностью установки указанного устройства для нанесения в определенном положении на определенном расстоянии нанесения от указанной подлежащей обработке поверхности невулканизированной шины.
Предпочтительно предусмотрено устройство управления, которое функционально соединено с указанным опорным элементом и запрограммировано для задания расстояния нанесения от указанной поверхности, подлежащей обработке, для указанного устройства для нанесения в зависимости от одного или более из следующего: количества вещества, подлежащего нанесению, типа поверхности, подлежащей обработке, местоположения поверхности, подлежащей обработке, модели невулканизированной шины.
Указанный опорный элемент предпочтительно содержит первые регулирующие устройства, выполненные с возможностью установки указанного сопла в определенном положении на определенном расстоянии распыления от указанной поверхности, подлежащей обработке.
Указанный опорный элемент предпочтительно содержит вторые регулирующие устройства, выполненные с возможностью установки указанного аппликатора в определенном положении в контакте с указанной поверхностью, подлежащей обработке.
Указанные первые и вторые регулирующие устройства предпочтительно по меньшей мере частично совпадают.
Предпочтительно предусмотрено устройство управления, которое функционально соединено с указанным опорным элементом и с указанными первыми и вторыми регулирующими устройствами и запрограммировано для задания расстояния распыления от указанной поверхности, подлежащей обработке, для указанного сопла в зависимости от одного или более из следующего: количества вещества, подлежащего нанесению, типа поверхности, подлежащей обработке, местоположения поверхности, подлежащей обработке, модели невулканизированной шины.
Указанный опорный элемент предпочтительно содержит антропоморфный робот.
Предпочтительно предусмотрено устройство управления, которое функционально соединено с указанным опорным элементом и с указанными устройствами для осуществления регулируемого движения указанной невулканизированной шины и указанного устройства для нанесения друг относительно друга и запрограммировано для задания указанной, заданной траектории в зависимости от одного или более из следующего: количества вещества, подлежащего нанесению, типа поверхности, подлежащей обработке, местоположения поверхности, подлежащей обработке, модели невулканизированной шины.
Указанные устройства для осуществления регулируемого движения указанной невулканизированной шины и указанного устройства для нанесения друг относительно друга предпочтительно содержат устройства для осуществления относительного вращения указанной невулканизированной шины и указанного устройства для нанесения вокруг оси вращения невулканизированной шины.
Указанные устройства для осуществления относительного вращения указанной невулканизированной шины и указанного устройства для нанесения предпочтительно содержат указанную опору, содержащую опорный поддон, выполненный с возможностью приема указанной шины и приведения ее во вращение вокруг указанной оси вращения невулканизированной шины с определенной частотой вращения.
Предпочтительно предусмотрено устройство управления, которое функционально соединено с указанным опорным поддоном и запрограммировано для задания указанной частоты вращения в зависимости от одного или более из следующего: количества вещества, подлежащего нанесению, типа поверхности, подлежащей обработке, местоположения поверхности, подлежащей обработке, типа невулканизированной шины.
Указанные устройства для осуществления регулируемого движения указанной невулканизированной шины и указанного устройства для нанесения друг относительно друга предпочтительно содержат устройства для осуществления относительного поступательного движения указанного устройства для нанесения и указанной невулканизированной шины с, по меньшей мере, одной локальной составляющей скорости поступательного движения, параллельной по отношению к оси вращения невулканизированной шины.
Указанные устройства для осуществления относительного поступательного движения указанного устройства для нанесения и указанной невулканизированной шины предпочтительно содержат указанный опорный элемент, полученный, например, в виде антропоморфного робота.
Предпочтительно предусмотрено устройство управления, которое функционально соединено с указанными устройствами для осуществления относительного поступательного движения указанного устройства для нанесения и указанной невулканизированной шины и запрограммировано для задания указанной локальной составляющей скорости поступательного движения, которая параллельна оси вращения невулканизированной шины, в зависимости от одного или более из следующего: количества вещества, подлежащего нанесению, типа поверхности, подлежащей обработке, местоположения поверхности, подлежащей обработке, типа невулканизированной шины.
Указанный опорный элемент предпочтительно выполнен с возможностью установки указанного устройства для нанесения в определенном положении внутри невулканизированной шины.
Дополнительные признаки и преимущества настоящего изобретения станут более ясными из иллюстрирующего на примерах и неограничивающего описания предпочтительного, но не единственного варианта осуществления способа и установки, предназначенных для поверхностной обработки невулканизированных шин и проиллюстрированных на прилагаемых чертежах, на которых:
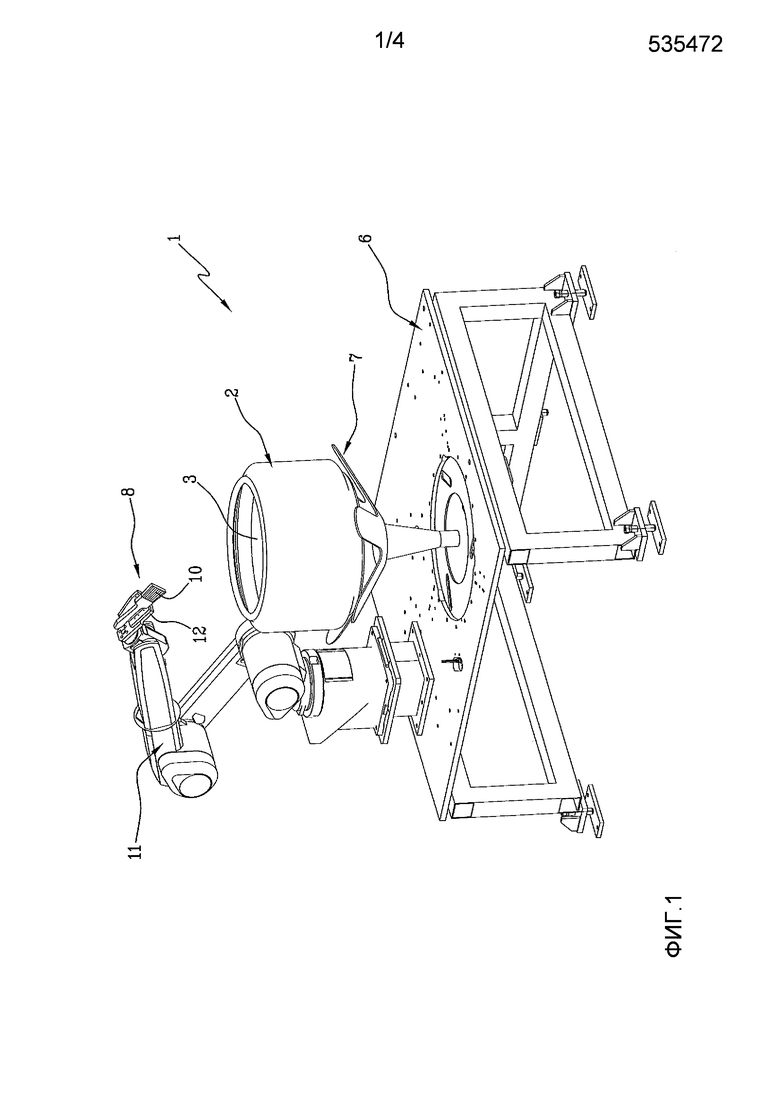
фиг.1 - схематический вид в перспективе установки для поверхностной обработки невулканизированных шин в соответствии с настоящим изобретением;
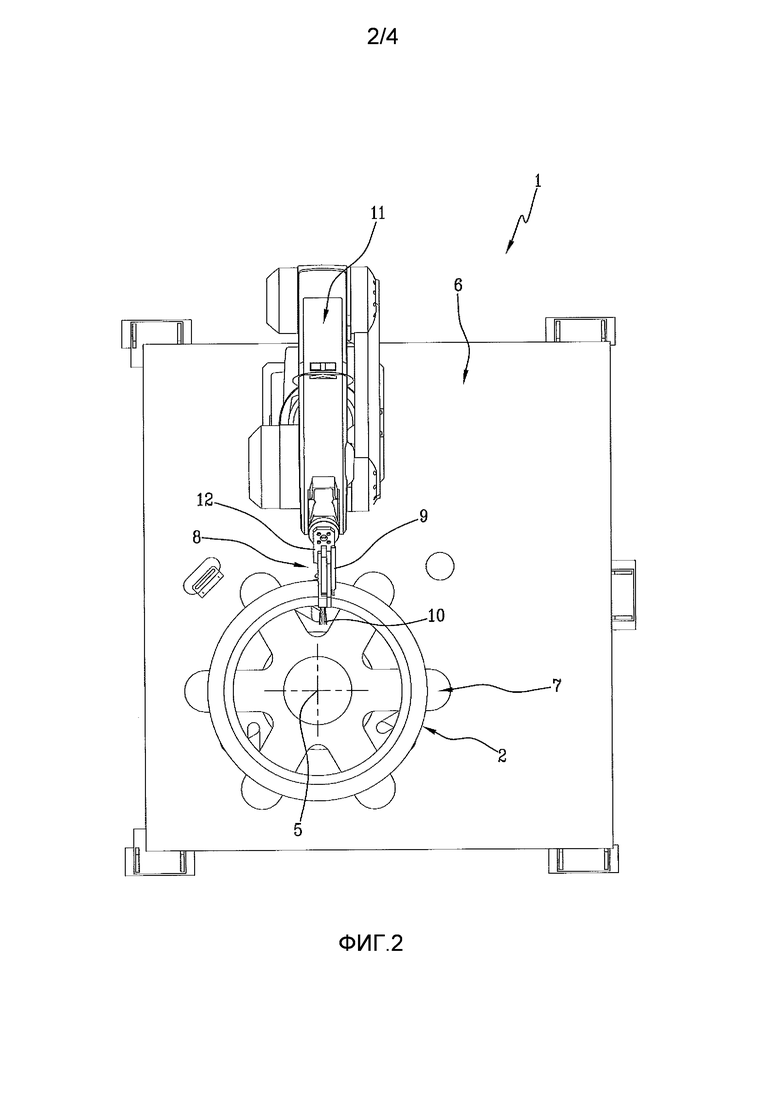
фиг.2 - схематический вид сверху установки для поверхностной обработки невулканизированных шин с фиг.1;
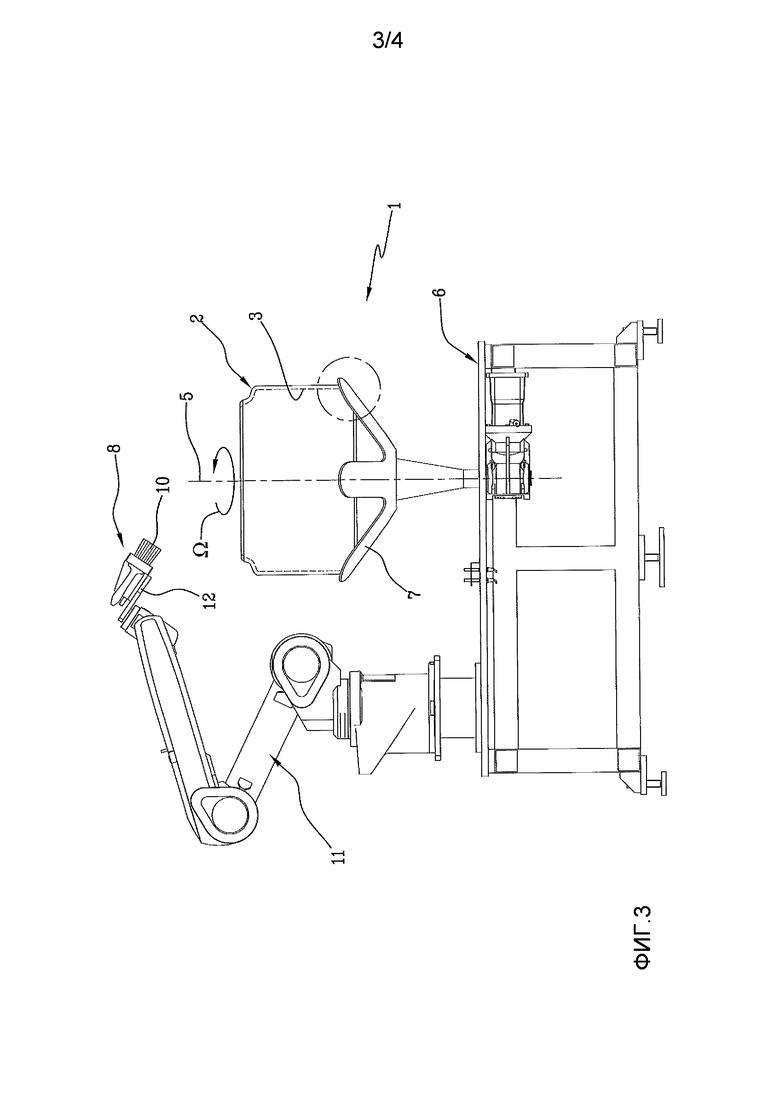
фиг.3 - схематический вид сбоку установки для поверхностной обработки невулканизированных шин с фиг.1; и
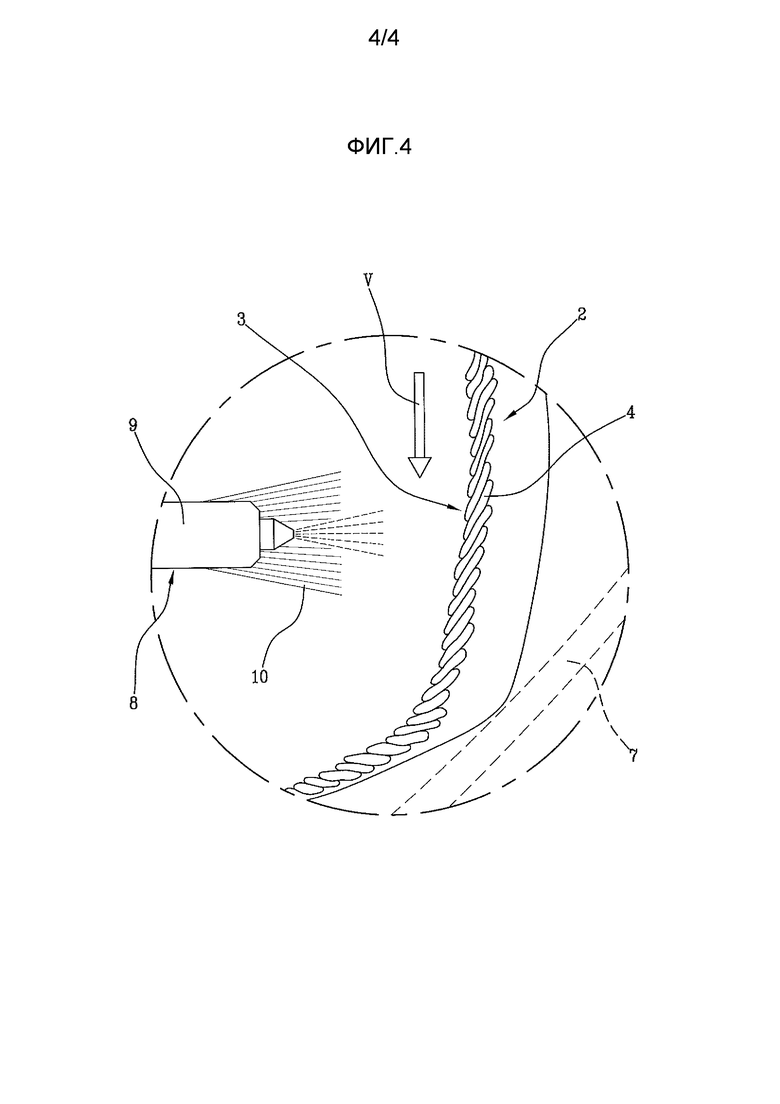
фиг.4 - увеличенный схематический вид в разрезе детали с фиг.3.
На приложенных чертежах ссылочная позиция 1 обозначает в целом установку для поверхностной обработки невулканизированных шин. Ссылочная позиция 2 обозначает невулканизированную шину, подлежащую обработке. В частности, ссылочная позиция 3 обозначает поверхность невулканизированной шины 2, подлежащую обработке. Поверхность 3, подлежащая обработке, предпочтительно представляет собой радиально внутреннюю поверхность невулканизированной шины 2. Еще более предпочтительно, если поверхность 3, подлежащая обработке, представляет собой радиально внутреннюю поверхность невулканизированной шины 2, содержащую герметизирующий слой, полученный посредством наложения непрерывных удлиненных элементов 4, которые расположены рядом друг с другом, на формообразующем барабане (непроиллюстрированном).
На фиг.3 ссылочная позиция 5 обозначает ось вращения невулканизированной шины 2. В частности, фиг.3 иллюстрирует предпочтительное положение невулканизированной шины 2 внутри установки 1 для поверхностной обработки, при этом невулканизированная шина 2 размещена с вертикальной осью 5 вращения.
В частности, установка 1 содержит опору 6 для невулканизированной шины 2. Опора 6 может содержать опорный поддон 7, выполненный с возможностью приема невулканизированной шины 2. Опорный поддон 7 предпочтительно образует принимающую люльку, имеющую форму усеченного конуса, в которой невулканизированная шина 2 может быть размещена и может удерживаться при простом упорном контакте при отсутствии потребности в дополнительных зажимных средствах.
Установка 1 также содержит устройство 8 для нанесения, выполненное с возможностью нанесения полуперманентного вещества для обработки на поверхность 3, подлежащую обработке.
В соответствии с возможным вариантом осуществления изобретения, по отношению к которому приложенные фигуры могут формировать изображение, обеспечивающее иллюстрацию на примере, устройство 8 для нанесения содержит сопло 9, выполненное с возможностью распыления полуперманентного вещества для обработки на поверхность 3, подлежащую обработке, при низком давлении. Сопло 9 предпочтительно выполнено с возможностью распыления вещества для обработки на поверхность 3, подлежащую обработке, при давлении, составляющем менее 1,1 бара. Еще более предпочтительно, если сопло также выполнено с возможностью распыления вещества для обработки на поверхность 3, подлежащую обработке, при давлении, большем или равном 0,5 бара.
В соответствии с возможным вариантом осуществления изобретения, по отношению к которому приложенные фигуры могут формировать изображение, обеспечивающее иллюстрацию на примере, устройство 8 для нанесения содержит аппликатор 10, выполненный с возможностью распределения полуперманентного распыленного вещества для обработки по поверхности 3, подлежащей обработке. Аппликатор 10 предпочтительно получен в виде щетки.
Установка 1 предпочтительно содержит опорный элемент 11 для устройства 8 для нанесения. Например, опорный элемент 11 может содержать опорный кронштейн 12, на котором смонтированы сопло 9 и аппликатор 10. Расположение сопла 9 и аппликатора 10 друг относительно друга на опорном элементе 11, в частности, на опорном кронштейне 12 в случае его наличия таково, что аппликатор 10 может распределять полуперманентное вещество для обработки, распыленное из сопла 9, по поверхности 3, подлежащей обработке.
В соответствии с возможным вариантом осуществления изобретения опорный элемент 11 выполнен с возможностью установки устройства 8 для нанесения в определенном положении на определенном расстоянии нанесения от подлежащей обработке поверхности 3 невулканизированной шины 2. Опорный элемент 11 предпочтительно выполнен с возможностью установки устройства 8 для нанесения в определенном положении внутри невулканизированной шины 2.
В соответствии с возможным вариантом осуществления изобретения, по отношению к которому приложенные фигуры могут формировать изображение, обеспечивающее иллюстрацию на примере, опорный элемент 11 содержит антропоморфный робот. В частности, антропоморфный робот выполнен с конфигурацией и управлением, обеспечивающими возможность установки устройства 8 для нанесения в определенном положении на определенном расстоянии нанесения от подлежащей обработке поверхности 3 невулканизированной шины 2 (предпочтительно внутри невулканизированной шины 2).
Установка 1 предпочтительно содержит устройства для осуществления регулируемого движения невулканизированной шины 2 и устройства 8 для нанесения друг относительно друга таким образом, чтобы обеспечить нанесение вещества для обработки на поверхность 3, подлежащую обработке, в соответствии с заданной траекторией посредством устройства 8 для нанесения. Подобные устройства для осуществления регулируемого относительного движения будут подробно описаны в нижеприведенном представленном описании.
В соответствии с возможным вариантом осуществления изобретения, по отношению к которому приложенные фигуры могут формировать изображение, обеспечивающее иллюстрацию на примере, сопло 9 и аппликатор 10 образуют одно целое друг с другом, по меньшей мере, при осуществляемом регулируемом движении невулканизированной шины 2 и устройства 8 для нанесения друг относительно друга.
Сопло 9 и аппликатор 10 предпочтительно расположены на опорном элементе 11, в частности, на опорном кронштейне 12 в случае, если он предусмотрен, так, что сопло 9 будет расположено на передней части аппликатора 10 в соответствии с направлением относительного движения устройства 8 для нанесения относительно невулканизированной шины 2, в частности, во время относительного вращения невулканизированной шины 2 и устройства 8 для нанесения. В соответствии с вариантом осуществления, проиллюстрированном, например, на чертежах, сопло 9 и аппликатор 10 установлены неподвижно и как одно целое друг с другом на опорном элементе 11, предпочтительно на опорном кронштейне 12. В этом случае опорный элемент 11, в частности, антропоморфный робот, определяет как первые регулирующие устройства, выполненные с возможностью установки сопла 9 в определенном положении на определенном расстоянии распыления от поверхности 3, подлежащей обработке, так и вторые регулирующие устройства, выполненные с возможностью установки аппликатора 10 в определенном положении в контакте с поверхностью 3, подлежащей обработке. Другими словами, первые и вторые регулирующие устройства совпадают и конфигурированы в опорном элементе 11, в частности в антропоморфном роботе, перемещающемся соответствующим образом.
В соответствии с возможным непоказанным вариантом осуществления опорный элемент 11 может содержать первые регулирующие устройства, конструктивно и функционально отдельные от самогó опорного элемента и выполненные с возможностью установки сопла 9 в определенном положении на определенном расстоянии распыления от поверхности 3, подлежащей обработке. Например, могут быть предусмотрены один или более исполнительных механизмов, которые расположены между соплом 9 и опорным элементом 11, например, опорным кронштейном 12 в случае его наличия.
В соответствии с возможным непоказанным вариантом осуществления опорный элемент 11 может содержать вторые регулирующие устройства, конструктивно и функционально отдельные от самогó опорного элемента и выполненные с возможностью установки аппликатора 10 в определенном положении в контакте с поверхностью 3, подлежащей обработке. Например, могут быть предусмотрены один или более исполнительных механизмов, которые расположены между соплом 9 и опорным элементом 11, например, опорным кронштейном 12 в случае его наличия.
Первые и вторые регулирующие устройства предпочтительно могут по меньшей мере частично совпадать. В частности, могут быть предусмотрены один или более исполнительных механизмов, расположенных между опорным кронштейном 12 и опорным элементом 11.
В соответствии с возможным вариантом осуществления изобретения, по отношению к которому приложенные фигуры могут формировать изображение, обеспечивающее иллюстрацию на примере, устройства для осуществления регулируемого движения невулканизированной шины 2 и устройства 8 для нанесения друг относительно друга могут содержать устройства для осуществления относительного вращения невулканизированной шины 2 и устройства 8 для нанесения вокруг оси 5 вращения невулканизированной шины 2. Например, устройства для осуществления вращения невулканизированной шины 2 и устройства 8 для нанесения друг относительно друга могут содержать опору 6, в частности, опорный поддон 7, соответствующим образом конфигурированный не только для приема невулканизированной шины 2, но и также для приведения ее во вращение вокруг оси 5 вращения с определенной частотой Ω вращения. Непоказанный электродвигатель функционально соединен с поддоном 7 для приведения его во вращение вокруг оси 5 вращения.
В соответствии с возможным вариантом осуществления изобретения, по отношению к которому приложенные фигуры могут формировать изображение, обеспечивающее иллюстрацию на примере, устройства для осуществления регулируемого движения невулканизированной шины 2 и устройства 8 для нанесения друг относительно друга могут содержать устройства для осуществления относительного поступательного движения устройства 8 для нанесения и невулканизированной шины 2. Подобное относительное поступательное движение предпочтительно имеет, по меньшей мере, одну локальную составляющую V скорости поступательного движения, параллельную оси 5 вращения невулканизированной шины 2.
В соответствии с проиллюстрированным вариантом осуществления устройства для осуществления относительного поступательного движения устройства 8 для нанесения и невулканизированной шины 2 содержат опорный элемент 11, в частности, антропоморфный робот, перемещаемый соответствующим образом.
В соответствии с тем, что проиллюстрировано, как устройства для осуществления относительного вращения невулканизированной шины 2 и устройства 8 для нанесения вокруг оси 5 вращения невулканизированной шины 2, так и устройства для осуществления относительного поступательного движения устройства 8 для нанесения и невулканизированной шины 2 могут быть предусмотрены одновременно. В данном случае заданная траектория представляет собой траекторию, состоящую из вращения вокруг оси 5 вращения, так и поступательного перемещения, параллельного оси 5 вращения.
В соответствии с возможным вариантом осуществления установка 1 содержит непоказанное устройство управления, возможно предусмотренное с множеством блоков управления, например, определяемых функциональностью самого устройства управления.
Предпочтительно может быть предусмотрено устройство управления, которое функционально соединено с одним или более из следующего: опорного элемента 11, первых и вторых регулирующих устройств в случае их наличия, устройств для осуществления регулируемого движения невулканизированной шины 2 и устройства 8 для нанесения друг относительно друга, устройств для осуществления относительного вращения невулканизированной шины 2 и устройства 8 для нанесения вокруг оси 5 вращения невулканизированной шины 2, опорного поддона 7, устройств для осуществления относительного поступательного движения устройства 8 для нанесения и невулканизированной шины 2.
Подобное устройство управления предпочтительно запрограммировано для выполнения одного или более из следующих действий:
задания расстояния нанесения от поверхности 3, подлежащей обработке, для устройства 8 для нанесения;
задания расстояния распыления от поверхности 3, подлежащей обработке, для сопла 9;
задания заданной траектории;
задания частоты Ω вращения;
задания локальной составляющей V скорости поступательного перемещения, параллельной по отношению к оси 5 вращения невулканизированной шины 2.
Подобные действия предпочтительно выполняются в зависимости от одного или более из следующего: количества вещества, подлежащего нанесению, типа поверхности 3, подлежащей обработке, местоположения поверхности 3, подлежащей обработке, модели невулканизированной шины 2.
В соответствии с одним аспектом настоящее изобретение относится к способу поверхностной обработки невулканизированных шин. Такой способ поверхностной обработки может быть выполнен, например, посредством установки 1, подобной описанной ранее. В дальнейшем способ поверхностной обработки для простоты будет описан со ссылкой на установку 1, проиллюстрированную на приложенных фигурах, даже если он может быть выполнен на других установках.
Способ поверхностной обработки предпочтительно предусматривает размещение в заданном положении невулканизированной шины 2, содержащей поверхность 3, подлежащую обработке, и устройства 8 для нанесения, предназначенного для нанесения полуперманентного вещества для обработки.
В частности, невулканизированную шину 2 размещают в опорном поддоне 7, предпочтительно с вертикальной осью 5 вращения, и устройство 8 для нанесения размещают поверх нее.
Способ в соответствии с изобретением предусматривает осуществление регулируемого движения невулканизированной шины 2 и устройства 8 для нанесения друг относительно друга. Вещество для обработки наносят на поверхность 3, подлежащую обработке, в соответствии с заданной траекторией. Нанесение происходит посредством устройства 8 для нанесения.
Осуществление регулируемого движения невулканизированной шины 2 и устройства 8 для нанесения друг относительно друга предпочтительно включает осуществление относительного вращения невулканизированной шины 2 и устройства 8 для нанесения вокруг оси 5 вращения невулканизированной шины 2. В частности, осуществление относительного вращения невулканизированной шины 2 и устройства 8 для нанесения может включать приведение невулканизированной шины во вращение вокруг ее оси 5 вращения и/или приведение устройства 8 для нанесения во вращение вокруг оси 5 вращения невулканизированной шины 2.
Нанесение вещества для обработки предпочтительно предусматривает распыление вещества для обработки на поверхность 3, подлежащую обработке, при низком давлении, например, посредством сопла 9 и распределение распыленного вещества для обработки по поверхности 3, подлежащей обработке, например, посредством аппликатора 10.
Предпочтительно предусмотрено распыление вещества для обработки на поверхность 3, подлежащую обработке, при давлении, которое составляет менее 1,1 бара и превышает или равно 0,5 бара.
Если применяется относительное вращение невулканизированной шины 2 и устройства 8 для нанесения, распыление вещества для обработки при низком давлении на поверхность 3, подлежащую обработке, может предшествовать распределению распыленного вещества для обработки по поверхности 3, подлежащей обработке, в соответствии с направлением относительного движения устройства 8 для нанесения относительно невулканизированной шины 2 во время относительного вращения.
Осуществление регулируемого движения невулканизированной шины 2 и устройства 8 для нанесения друг относительно друга предпочтительно включает осуществление относительного поступательного движения устройства 8 для нанесения и невулканизированной шины 2 с, по меньшей мере, одной локальной составляющей V скорости поступательного движения, параллельной по отношению к оси 5 вращения невулканизированной шины 2. Если поверхность 3, подлежащая обработке, образована компонентом шины, полученным посредством наложения непрерывного удлиненного элемента 4, локальная составляющая V скорости поступательного движения, параллельная оси вращения невулканизированной шины, имеет направление поступательного движения совпадающее с направлением наложения непрерывного удлиненного элемента 4.
Предпочтительно перед нанесением вещества для обработки аппликатор 10, выполненный с возможностью распределения распыленного вещества для обработки, размещают в контакте с поверхностью 3, подлежащей обработке. Подобное размещение может быть обеспечено за счет установки устройства 8 для нанесения в определенном положении на определенном расстоянии нанесения от поверхности 3, подлежащей обработке, которое подходит для размещения аппликатора 10 в контакте с поверхностью 3, подлежащей обработке.
Предпочтительно перед нанесением вещества для обработки сопло 9 размещают на определенном расстоянии распыления от поверхности 3, подлежащей обработке. Подобное размещение может быть обеспечено за счет установки устройства 8 для нанесения в определенном положении на определенном расстоянии нанесения от поверхности 3, подлежащей обработке, которое подходит для размещения сопла 9 на определенном расстоянии распыления от поверхности 3, подлежащей обработке.
Вышеописанный способ может обеспечить задание одного или более параметров в зависимости от одного или более из следующего: количества вещества, подлежащего нанесению, типа поверхности 3, подлежащей обработке, местоположения поверхности 3, подлежащей обработке, модели невулканизированной шины 2. Подобные параметры могут содержать одно или более из следующего: заданной траектории нанесения, расстояния нанесения для устройства 8 для нанесения, расстояния распыления для сопла 9, локальной составляющей V скорости поступательного движения, частоты Ω вращения.
Предпочтительно могут быть предусмотрены считывание штрихового кода, имеющегося на невулканизированной шине 2, и идентификация характеристик самой шины, и задание одного или более из вышеуказанных параметров в зависимости от характеристик шины вслед за считыванием штрихового кода.
Предпочтительно, по меньшей мере, 15% указанных полуперманентных веществ переносятся с поверхности невулканизированной шины на поверхность вулканизационной камере вслед за процессом вулканизации самой шины.
Установка (1) для поверхностной обработки невулканизированных шин содержит опору (6) для невулканизированной шины (2). Устройство (8) для нанесения выполнено с возможностью нанесения полуперманентного вещества для обработки и содержит сопло, выполненное с возможностью распыления вещества для обработки на поверхность (3), подлежащую обработке, при низком давлении, и аппликатор (10), выполненный с возможностью распределения распыленного вещества для обработки по поверхности (3), подлежащей обработке. Установка (1) для поверхностной обработки содержит устройства для осуществления регулируемого движения невулканизированной шины (2) и устройства (8) для нанесения друг относительно друга таким образом, чтобы обеспечить нанесение вещества для обработки на поверхность (3), подлежащую обработке, в соответствии с заданной траекторией посредством устройства (8) для нанесения. Изобретение обеспечивает возможность регулирования распределения веществ, наносимых на внутреннюю поверхность невулканизированных шин. 2 н. и 35 з.п. ф-лы, 4 ил.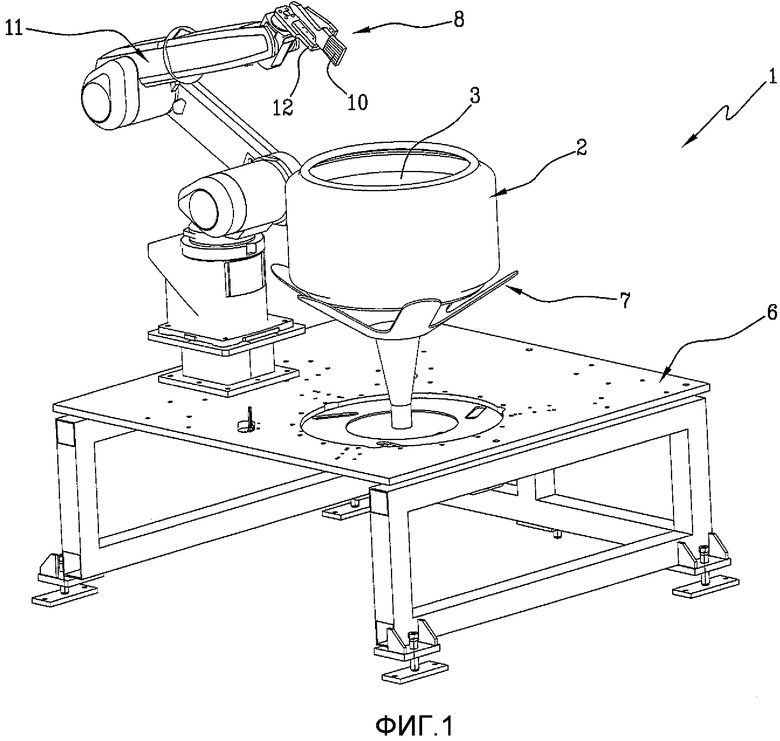
1. Способ поверхностной обработки невулканизированных шин (2), включающий:
обеспечение невулканизированной шины (2), содержащей по меньшей мере одну поверхность (3), подлежащую обработке;
обеспечение устройства (8) для нанесения, выполненного с возможностью нанесения полуперманентного вещества для обработки;
осуществление регулируемого движения невулканизированной шины (2) и устройства (8) для нанесения друг относительно друга;
нанесение в соответствии с заданной траекторией вещества для обработки на поверхность (3), подлежащую обработке, посредством устройства (8) для нанесения, при этом нанесение вещества для обработки включает распыление вещества для обработки на поверхность (3), подлежащую обработке, при давлении, составляющем менее 1,5 бара, и распределение распыленного вещества для обработки по поверхности (3), подлежащей обработке.
2. Способ поверхностной обработки невулканизированных шин по п.1, включающий распыление вещества для обработки на поверхность (3), подлежащую обработке, при давлении, меньшем или равном приблизительно 1,1 бара.
3. Способ поверхностной обработки невулканизированных шин по п.2, включающий распыление вещества для обработки на поверхность (3), подлежащую обработке, при давлении, большем или равном приблизительно 0,5 бара.
4. Способ поверхностной обработки невулканизированных шин по п.1, включающий установку заданной траектории нанесения в зависимости от по меньшей мере одного из количества вещества, подлежащего нанесению, типа поверхности (3), подлежащей обработке, местоположения поверхности (3), подлежащей обработке, модели невулканизированной шины.
5. Способ поверхностной обработки невулканизированных шин по п.4, включающий считывание штрихового кода, имеющегося на невулканизированной шине (2), и идентификацию характеристик самой шины, при этом заданную траекторию устанавливают в зависимости от характеристик невулканизированной шины (2) вслед за считыванием штрихового кода.
6. Способ поверхностной обработки невулканизированных шин по п.1, включающий установку аппликатора (10) устройства (8) для нанесения, выполненного с возможностью распределения распыленного вещества для обработки, в определенном положении в контакте с поверхностью (3), подлежащей обработке.
7. Способ поверхностной обработки невулканизированных шин по п.1, включающий установку устройства (8) для нанесения в определенном положении на определенном расстоянии нанесения от подлежащей обработке поверхности (3) невулканизированной шины (2), подходящем для размещения аппликатора (10) устройства (8) для нанесения, выполненного с возможностью распределения распыленного вещества для обработки, в контакте с поверхностью (3), подлежащей обработке.
8. Способ поверхностной обработки невулканизированных шин по п.1, включающий установку сопла (9) устройства (8) для нанесения, выполненного с возможностью распыления вещества для обработки при низком давлении, в определенном положении на определенном расстоянии распыления от поверхности (3), подлежащей обработке.
9. Способ поверхностной обработки невулканизированных шин по п.1, включающий установку устройства (8) для нанесения в определенном положении на определенном расстоянии нанесения от указанной поверхности (3), подлежащей обработке, подходящем для размещения сопла (9) устройства (8) для нанесения, выполненного с возможностью распыления вещества для обработки при низком давлении, на определенном расстоянии распыления от указанной поверхности (3), подлежащей обработке.
10. Способ поверхностной обработки невулканизированных шин по п.8 или 9, включающий задание расстояния распыления от поверхности (3), подлежащей обработке, для сопла (9) в зависимости от по меньшей мере одного из количества вещества, подлежащего нанесению, типа поверхности (3), подлежащей обработке, местоположения поверхности (3), подлежащей обработке, модели невулканизированной шины.
11. Способ поверхностной обработки невулканизированных шин по п.1, при котором осуществление регулируемого движения невулканизированной шины (2) и устройства (8) для нанесения друг относительно друга включает осуществление относительного вращения невулканизированной шины (2) и устройства (8) для нанесения вокруг оси (5) вращения невулканизированной шины (2).
12. Способ поверхностной обработки невулканизированных шин по п.11, при котором осуществление относительного вращения невулканизированной шины (2) и устройства (8) для нанесения включает приведение невулканизированной шины (2) во вращение вокруг ее оси (5) вращения и/или приведение устройства (8) для нанесения во вращение вокруг оси (5) вращения невулканизированной шины (2).
13. Способ поверхностной обработки невулканизированных шин по п.11 или 12, при котором распыление вещества для обработки на поверхность (3), подлежащую обработке, при низком давлении предшествует распределению распыленного вещества для обработки по поверхности (3), подлежащей обработке, в соответствии с направлением относительного движения устройства (8) для нанесения относительно невулканизированной шины (2) во время относительного вращения.
14. Способ поверхностной обработки невулканизированных шин по п.1, при котором осуществление регулируемого движения невулканизированной шины (2) и устройства (8) для нанесения друг относительно друга включает осуществление относительного поступательного движения устройства (8) для нанесения и невулканизированной шины (2) с по меньшей мере одной локальной составляющей (V) скорости поступательного движения, параллельной по отношению к оси (5) вращения невулканизированной шины (2).
15. Способ поверхностной обработки невулканизированных шин по п.14, при котором локальная составляющая (V) скорости поступательного движения, параллельная оси (5) вращения невулканизированной шины (2), имеет направление поступательного движения, совпадающее с направлением наложения непрерывного удлиненного элемента (4) компонента невулканизированной шины (2), который образует поверхность (3), подлежащую обработке.
16. Способ поверхностной обработки невулканизированных шин по п.14 или 15, включающий задание локальной составляющей (V) скорости поступательного движения в зависимости от по меньшей мере одного из количества вещества, подлежащего нанесению, типа поверхности (3), подлежащей обработке, местоположения поверхности (3), подлежащей обработке, модели невулканизированной шины (2).
17. Способ поверхностной обработки невулканизированных шин по п.1, при котором поверхность (3), подлежащая обработке, представляет собой радиально внутреннюю поверхность невулканизированной шины (2).
18. Способ поверхностной обработки невулканизированных шин по п.17, при котором радиально внутренняя поверхность невулканизированной шины (2) содержит герметизирующий слой, полученный посредством наложения непрерывных удлиненных элементов (4), которые расположены рядом друг с другом, на формообразующем барабане.
19. Установка (1) для поверхностной обработки невулканизированных шин, содержащая:
опору (6) для невулканизированной шины (2), при этом невулканизированная шина (2) содержит по меньшей мере одну поверхность (3), подлежащую обработке;
устройство (8) для нанесения, выполненное с возможностью нанесения полуперманентного вещества для обработки, содержащее сопло (9), выполненное с возможностью распыления вещества для обработки на поверхность (3), подлежащую обработке, при давлении, составляющем менее 1,5 бара, и аппликатор (10), выполненный с возможностью распределения распыленного вещества для обработки по поверхности (3), подлежащей обработке;
опорный элемент (11) для устройства (8) для нанесения;
устройства для осуществления регулируемого движения невулканизированной шины (2) и устройства (8) для нанесения друг относительно друга таким образом, чтобы обеспечить нанесение вещества для обработки на поверхность, подлежащую обработке, в соответствии с заданной траекторией посредством устройства для нанесения.
20. Установка для поверхностной обработки невулканизированных шин по п.19, в которой сопло (9) и аппликатор (10) образуют одно целое друг с другом, по меньшей мере, при осуществляемом регулируемом движении невулканизированной шины (2) и устройства (8) для нанесения друг относительно друга.
21. Установка для поверхностной обработки невулканизированных шин по п.19, в которой сопло (9) выполнено с возможностью распыления вещества для обработки на поверхность (3), подлежащую обработке, при давлении, меньшем или равном приблизительно 1,1 бара.
22. Установка для поверхностной обработки невулканизированных шин по п.21, в которой сопло (9) выполнено с возможностью распыления вещества для обработки на поверхность (3), подлежащую обработке, при давлении, большем или равном приблизительно 0,5 бара.
23. Установка для поверхностной обработки невулканизированных шин по п.19, в которой опорный элемент (11) содержит опорный кронштейн (12), на котором смонтированы сопло (9) и аппликатор (10), при этом сопло (9) расположено на передней части аппликатора (10) в соответствии с направлением относительного движения устройства (8) для нанесения относительно невулканизированной шины (2) во время относительного вращения невулканизированной шины (2) и устройства (8) для нанесения.
24. Установка для поверхностной обработки невулканизированных шин по п.19, в которой опорный элемент (11) выполнен с возможностью установки устройства (8) для нанесения в определенном положении на определенном расстоянии нанесения от подлежащей обработке поверхности (3) невулканизированной шины (2).
25. Установка для поверхностной обработки невулканизированных шин по п.24, содержащая устройство управления, функционально соединенное с опорным элементом (11) и запрограммированное для задания расстояния нанесения от поверхности (3), подлежащей обработке, для устройства (8) для нанесения в зависимости от по меньшей мере одного из количества вещества, подлежащего нанесению, типа поверхности (3), подлежащей обработке, местоположения поверхности (3), подлежащей обработке, модели невулканизированной шины (2).
26. Установка для поверхностной обработки невулканизированных шин по п.19, в которой опорный элемент (11) содержит первые регулирующие устройства, выполненные с возможностью установки сопла (9) в определенном положении на определенном расстоянии распыления от поверхности (3), подлежащей обработке.
27. Установка для поверхностной обработки невулканизированных шин по п.19, в которой опорный элемент (11) содержит вторые регулирующие устройства, выполненные с возможностью установки аппликатора (10) в определенном положении в контакте с поверхностью (3), подлежащей обработке.
28. Установка для поверхностной обработки невулканизированных шин по одному или более из пп.26, 27, содержащая устройство управления, функционально соединенное с опорным элементом (11) и с первыми и вторыми регулирующими устройствами и запрограммированное для задания расстояния распыления от поверхности (3), подлежащей обработке, для сопла (9) в зависимости от по меньшей мере одного из количества вещества, подлежащего нанесению, типа поверхности (3), подлежащей обработке, местоположения поверхности (3), подлежащей обработке, модели невулканизированной шины (2).
29. Установка для поверхностной обработки невулканизированных шин по п.19, в которой опорный элемент (11) содержит антропоморфный робот.
30. Установка для поверхностной обработки невулканизированных шин по п.19, содержащая устройство управления, функционально соединенное с опорным элементом (11) и с устройствами для осуществления регулируемого движения невулканизированной шины (2) и устройства (8) для нанесения друг относительно друга и запрограммированное для установки заданной траектории в зависимости от по меньшей мере одного из количества вещества, подлежащего нанесению, типа поверхности (3), подлежащей обработке, местоположения поверхности (3), подлежащей обработке, модели невулканизированной шины (2).
31. Установка для поверхностной обработки невулканизированных шин по п.19, в которой устройства для осуществления регулируемого движения невулканизированной шины (2) и устройства (8) для нанесения друг относительно друга содержат устройства для осуществления относительного вращения невулканизированной шины (2) и/или устройства (8) для нанесения вокруг оси (5) вращения невулканизированной шины (2).
32. Установка для поверхностной обработки невулканизированных шин по п.31, в которой устройства для осуществления относительного вращения невулканизированной шины (2) и устройства (8) для нанесения содержат опору (6), содержащую опорный поддон (7), выполненный с возможностью приема невулканизированной шины (2) и приведения ее во вращение вокруг указанной оси (5) вращения с определенной частотой (Ω) вращения.
33. Установка для поверхностной обработки невулканизированных шин по п.32, содержащая устройство управления, функционально соединенное с опорным поддоном (7) и запрограммированное для задания частоты (Ω) вращения в зависимости от по меньшей мере одного из количества вещества, подлежащего нанесению, типа поверхности (3), подлежащей обработке, местоположения поверхности (3), подлежащей обработке, модели невулканизированной шины (2).
34. Установка для поверхностной обработки невулканизированных шин по п.19, в которой устройства для осуществления регулируемого движения невулканизированной шины (2) и устройства (8) для нанесения друг относительно друга содержат устройства для осуществления относительного поступательного движения указанного устройства (8) для нанесения и указанной невулканизированной шины (2) с по меньшей мере одной локальной составляющей (V) скорости поступательного движения, параллельной по отношению к оси (5) вращения невулканизированной шины (2).
35. Установка для поверхностной обработки невулканизированных шин по п.34, в которой устройства для осуществления относительного поступательного движения устройства (8) для нанесения и невулканизированной шины (2) содержат опорный элемент (11), полученный в виде антропоморфного робота.
36. Установка для поверхностной обработки невулканизированных шин по п.34 или 35, содержащая устройство управления, функционально соединенное с устройствами для осуществления относительного поступательного движения устройства (8) для нанесения и невулканизированной шины (2) и запрограммированное для задания локальной составляющей (V) скорости поступательного движения, параллельной по отношению к оси (5) вращения невулканизированной шины (2), в зависимости от по меньшей мере одного из количества вещества, подлежащего нанесению, типа поверхности (3), подлежащей обработке, местоположения поверхности (3), подлежащей обработке, модели невулканизированной шины (2).
37. Установка для поверхностной обработки невулканизированных шин по п.19, в которой опорный элемент (11) выполнен с возможностью установки устройства (8) для нанесения в определенном положении внутри невулканизированной шины (2).
| US 2013078385 A1, 28.03.2013 | |||
| JP 2005081255 A, 31.03.2005 | |||
| US 7122220 B1, 17.10.2006 | |||
| Устройство для нанесения покрытия | 1989 |
|
SU1660987A2 |
| Устройство для нанесения покрытий | 1988 |
|
SU1565724A1 |
| Устройство для нанесения покрытий на поверхность изделий торроидальной формы | 1984 |
|
SU1219406A1 |
| US 2009061099 A1, 05.03.2009. | |||

