Изобретение относится к области производства технологического оборудования для изготовления синтактных материалов, в том числе наполненных, типа сферопластик.
Известен двухшнековый экструдер по патенту РФ на полезную модель №122330, В29С 47/40, 2012, содержащий корпус с загрузочным бункером. В корпусе размещены два шнека, имеющие возможность встречного вращения. Шнеки выполнены с винтовыми нарезками, разными в соответствующих четырех зонах. Первая зона является зоной загрузки, в ней шнеки имеют постоянные глубину и шаг нарезки. Вторая зона -зона сжатия и измельчения. В ней гребни винтовой нарезки шнека при постоянных шаге и глубине нарезки уменьшаются по ходу движения гранул обрабатываемого материала в 1,5 раза. Уменьшение гребней происходит за счет увеличения внутреннего и уменьшения наружного диаметров шнеков. Зазор между корпусом и шнеком составляет не более 0,5 диаметра гранул. В третьей зоне - зоне перемешивания и дегазации шнеки выполнены в виде двух винтовых кулачков эллипсоидного сечения с шагом, большим, чем в остальных зонах, и со смещением сечения на 90° на каждом шнеке. В этой зоне выполнен газоотвод, направленный в загрузочный бункер. В четвертой зоне - зоне гомогенизации глубина гребней винтовой нарезки шнека уменьшается в 1,2 раза за счет увеличения внутреннего и уменьшения наружного диаметров шнеков. Зазор между корпусом и шнеком составляет не более 0,1 диаметра гранул.
Недостатком данной конструкции является нарушение целостности гранул экструдируемого материала (наполнителя), в частности, микросфер при изготовлении сферопластика, в виду малого расстояния между корпусом и шнеком, что в последствии ведет к росту плотности сферопластика и снижению его целевой функциональности.
Известен способ получения теплоизоляционного материала на основе синтактной пены по патенту РФ на изобретение №2187433, МПК В29С 67/20, 2002. Для осуществления способа микросферы из емкости подают дозаторами в смесители. В смесители одновременно подают дозаторами из одной емкости первый реакционноспособный компонент связующего - эпоксидную смолу, из другой емкости - второй реакционоспособный компонент связующего - отвердитель аминного и/или амидного типов. В смесителях двухлопастных или двухшнековых осуществляют смешение компонентов связующего с микросферами. По окончании процесса смешения первый и второй реакционноспособные компоненты соответственно дозаторами в заданном соотношении направляют в смеситель и осуществляют их совмещение.
Недостатком данного способа является необходимость установки запорных элементов между дозаторами и смесительной головкой для обеспечения непрерывной работы установки. Необходимость ввода запорных и переключающих элементов приведет к усложнению работы систем управления, появлению импульсов давления, вероятности выхода из строя отдельных узлов, снижению надежности работы установки. Кроме того, не обеспечивается требуемое качество получаемого материала, в том числе и из-за того, что в запорных элементах происходит повреждение микросфер. Повреждение микросфер приводит к уплотнению материала, повышению его плотности, снижению его качества.
Известна линия получения сферопластика (варианты) по патенту RU №2672739, МПК В29С 70/66, 2006, опубл. 19.11.2018, бюл. №32. Наиболее близкой по технической сущности и достигаемому результату к заявленному изобретению является линия получения сферопластика (2-й вариант) - прототип.
Линия получения сферопластика по второму варианту содержит линию подачи микросфер, линию связующего и линию отвердителя, смесительное устройство линии связующего, смесительное устройство линии отвердителя, смесительную головку. Линия подачи микросфер содержит емкость для микросфер и дозатор, связанные с расходными бункерами, которые связаны с системой вакуумирования. На линии связующего и линии отвердителя установлены соединенные трубопроводами источники подачи, дозирующие насосы и смесительные устройства. Смесительные устройства выполнены в виде двухшнековых смесителей, в которых взаимодействующие шнеки выполнены разнонаправленными, в точках взаимодействия шнеков расстояние между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека не менее трех максимальных диаметров микросфер, расстояние между шнеками и корпусом не менее трех диаметров микросфер, каждый шнек содержит зоны, в которых шаг витков каждой последующей шнековой зоны меньше шага витков предыдущей шнековой зоны. Линия получения сферопластика снабжена дополнительными смесителями линии связующего и линии отвердителя, связанными с вакуумирующим устройством. Между шнековыми зонами расположены валковые участки, ротор смесительной головки снабжен радиальными рядами пластин, которые чередуются с радиальными рядами пластин статора смесительной головки.
Общими существенными признаками для прототипа и заявленной в качестве изобретения линии получения сферопластика являются: линия подачи микросфер с емкостью для микросфер и дозатором, связанные с расходными бункерами, которые связаны с системой вакуумирования, линия связующего и линия отвердителя с источниками подачи, дозирующими насосами, смесительными устройствами связующего и отвердителя в виде двухшнековых смесителей, в которых взаимодействующие шнеки выполнены разнонаправленными, каждый шнек содержит зоны, в которых шаг витков каждой последующей шнековой зоны меньше шага витков предыдущей шнековой зоны, между шнековыми зонами расположены валковые участки, смесительная головка, ротор которой снабжен радиальными рядами пластин, которые чередуются с радиальными рядами пластин статора смесительной головки, трубопроводы их соединяющие.
Недостатками линии получения сферопластиков являются:
- изготовление сферопластика в малом диапазоне плотностей вследствие отсутствия в конструкции линии получения сферопластика средств (систем), позволяющих осуществлять введение в сферопластик химических пенообразователей (порофоров);
- возможность использования компонентов при изготовлении сферопластика в малом диапазоне вязкостей вследствие отсутствия в конструкции линии получения сферопластика средств (систем), позволяющих без изменения состава влиять на вязкость компонентов сферопластика;
- низкая эффективность гомогенизации сложносоставных компонентов сферопластика (связующего и/или отвердителя) для приготовления которых используется более одного вязкотекучего составляющего, низкая эффективность распределения наполнителя (микросфер) при использовании высоковязких компонентов сферопластика (связующего и/или отвердителя) и низкая производительность линии получения сферопластиков, обусловленные ламинарным характером течения компонентов сферопластика (связующего и/или отвердителя) во внутренних каналах линии получения сферопластика (смесителях, трубопроводах и др.) вследствие высокой вязкости компонентов сферопластика и конструкционных особенностей линии получения сферопластика, в частности низких оборотов смесителей (шнековых смесителей и смесительной головки) и относительно больших расстояний, не менее трех диаметров микросфер, между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека, а также расстояния между шнеками и корпусом.
Задачами изобретения являются повышение качества сферопластика при обеспечении непрерывности работы линии, расширение технологических возможностей и производительности линии получения сферопластика.
При решении поставленной задачи достигаются следующие технические результаты:
- повышение эффективности гомогенизации сложносоставных компонентов сферопластика и эффективности распределения наполнителя, в том числе в высоковязких компонентах сферопластика;
- возможность применения линии для получения сферопластиков на основе сложносоставных и высоковязких компонентов;
- расширение диапазона плотностей производимых сферопластиков;
- расширение диапазона вязкостей компонентов, используемых при изготовлении на линии получения сферопластика;
- возможность увеличения скорости вращения шнеков смесительных устройств и ротора смесительной головки при сохранении качества сферопластика за счет сохранения целостности наполнителя при данных скоростях вращения;
- возможность изменения градиента вязкости компонентов сферопластика по сечению и длине каналов линии получения сферопластика путем изменения температуры в системе нагрева и фиксации определенного температурного поля по длине и сечениям внутренних каналов линии получения сферопластика.
Технический результат достигается за счет того, что линия получения сферопластика, включающая хотя бы одну линию подачи микросфер с емкостью для микросфер и дозатором связанными с расходными бункерами, которые связаны с системой вакуумирования, хотя бы одну линию связующего и хотя бы одну линию отвердителя с источниками подачи, дозирующими насосами, смесительными устройствами линии связующего и линии отвердителя в виде двухшнековых смесителей, взаимодействующие шнеки которых выполнены разнонаправленными, каждый шнек содержит зоны, в которых шаг витков каждой последующей шнековой зоны меньше шага витков предыдущей шнековой зоны, между шнековыми зонами расположены валковые участки, смесительную головку, ротор которой снабжен радиальными рядами пластин, которые чередуются с радиальными рядами пластин статора смесительной головки, соединяющие их трубопроводы, согласно изобретению в точках взаимодействия шнеков смесительных устройств линии связующего и линии отвердителя расстояние между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека находится в пределах 1,5<d<3,0, расстояние между шнеками и корпусом находится в пределах 1,5<d<3,0, где d - максимальный диаметр микросфер, а на линии связующего и/или на линии отвердителя хотя бы один источник подачи связующего и/или источник подачи отвердителя и/или хотя бы одно смесительное устройство и/или смесительная головка и/или соединяющие их трубопроводы, снабжены системой нагрева. Кроме того, линия получения сферопластика может быть снабжена системой подачи химических пенообразователей (порофоров), связанной со смесительной головкой, а источники связующего и отвердителя, выполнены в виде расходных бункеров с проточными смесителями.
Повышение качества сферопластика при обеспечении непрерывности работы линии, расширение технологических возможностей и производительности линии получения сферопластика, обеспечиваются за счет:
- выполнения в точках взаимодействия шнеков смесительных устройств линии связующего и линии отвердителя между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека, а также между шнеками и корпусом, оптимального конструкционного зазора в диапазоне 1,5<d<3,0, где d - максимальный диаметр микросфер;
- установки во внутренних каналах линии получения сферопластика (источниках подачи, дозирующих насосах, смесительных устройствах, смесительной головки, трубопроводах их соединяющих) оптимального градиента вязкости при помощи системы нагрева, путем изменения, подбора температур и фиксации определенного температурного поля по длине и сечениям внутренних каналов линии получения сферопластика, что позволяет повысить эффективность гомогенизации, эффективность распределения наполнителя, в том числе при использовании сложносоставных и высоковязких компонентов сферопластика, увеличить скорость вращения шнеков смесительных устройств и ротора смесительной головки при сохранении качества сферопластика за счет сохранения целостности наполнителя при данных скоростях вращения, тем самым повысить производительность.
Расширение технологических возможностей линии получения сферопластика также достигается за счет оснащения линии получения сферопластика системой подачи химических пенообразователей (порофоров), связанной со смесительной головкой.
Решения о необходимости оснащения линии получения сферопластика системой нагрева компонентов и системой подачи химических пенообразователей (порофоров), а также выбор величины конструкционного зазора в диапазоне 1,5<d<3,0, где d - максимальный диаметр микросфер, для достижения технических результатов, основывались на следующих тезисах:
- сферопластики - это синтактные композиционные материалы, которые изготавливаются из компонентов представляющих собой вязкотекучие реакционоспособные полимерные материалы или индивидуальные вещества органического или неорганического происхождения или их смеси и комбинации, наполненные полыми микросферами (полимерными, стеклянными, углеродными, керамическими, их комбинациями, в том числе покрытые металлическими оболочками и т.п.);
- динамическая вязкость компонентов сферопластика может находится в пределах 101-105 Па⋅с, поэтому для достижения турбулентных потоков и эффективного перемешивания таких компонентов в смесителях требуются огромные скорости и усилия сдвига, что может быть реализовано только в так называемых «мегасмесителях», которые в виду большой мощности и значительных величин усилий сдвига, возникающих при переработке, наряду с малой прочностью наполнителя (микросфер) не могут использоваться в линиях получения сферопластика;
- применение высокоскоростных смесителей неизбежно приведет к разрушению наполнителя и росту плотности сферопластика, поэтому линии получения сферопластика оснащены низкооборотистыми смесителями и течение компонентов, а также смесей компонентов сферопластика, в том числе с наполнителем, во внутренних каналах линии получения сферопластика как в аналогах, так и в предлагаемом изобретении, можно охарактеризовать как ламинарное, то есть течение с малыми скоростями, послойное, невозмущенное.
С учетом выше приведенных тезисов для описания процессов смешения компонентов сферопластика применима теория ламинарного смешения (Кулезнев В.Н. Смеси и сплавы полимеров (конспект лекций). - СПб.: Научные основы и технологии, 2013. - 216 стр. , ил, стр. 86-89), в соответствии с которой качество смешения компонентов смеси определяется деформацией сдвига  , величина которой, в общем случае, определяется выражением (1):
, величина которой, в общем случае, определяется выражением (1): 
где L - величина смещения подвижных элементов смесителей;
Н - расстояние между подвижными частями смесителей.
При рассмотрении ламинарного течения модель распределения компонентов сферопластика в объеме внутренних каналов с подвижными элементами может быть представлена в виде «полос» с толщиной R0, которые при перемещении шнеков смесительных устройств, ротора смесительной головки на величину L вытягиваются по направлению движения на угол ϕ пропорционально деформации сдвига  , уменьшаясь по толщине до величины R. При увеличении деформации сдвига расстояние между частицами компонентов и наполнителя в «полосах» будет увеличиваться, и в конечном итоге выравняется - будет достигнуто статистически равномерное распределение частиц компонентов и наполнителя по объему. Таким образом, при граничном условии, когда деформация сдвига стремится к бесконечно большим значениям
, уменьшаясь по толщине до величины R. При увеличении деформации сдвига расстояние между частицами компонентов и наполнителя в «полосах» будет увеличиваться, и в конечном итоге выравняется - будет достигнуто статистически равномерное распределение частиц компонентов и наполнителя по объему. Таким образом, при граничном условии, когда деформация сдвига стремится к бесконечно большим значениям 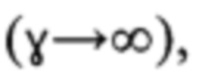 угол ϕ будет стремиться 0 (ϕ→0), тогда деформация сдвига будет определяться выражением (2):
угол ϕ будет стремиться 0 (ϕ→0), тогда деформация сдвига будет определяться выражением (2): 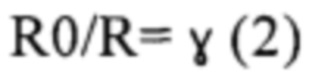 .
.
С учетом выше сказанного, в качестве показателя качества смешения может быть применима величина удлинения (утонения) полос смешиваемых компонентов, отношение которых согласно выражению (2) пропорционально деформации сдвига у, которая в свою очередь согласно выражению (1) тем больше, чем меньше расстояние (Н). Таким образом, качество смешения напрямую зависит от величины зазора (Н) между шнеками, шнеками и корпусом смесительных устройств.
На практике, в ходе ряда проведенных экспериментов по исследованию процессов смешения компонентов сферопластиков при помощи смесительных устройств в широком диапазоне расстояний между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека, а также между шнеками и корпусом, установлено, что оптимальным конструкционным зазором для достижения наиболее эффективной гомогенизации сложносоставных компонентов связующего и отвердителя является зазор Н равный 1,5<d<3,0, где d -максимальный диаметр микросфер. При значениях величины Н < 1,5d снижается плотность сферопластика, что происходит по причине разрушение наполнителя (микросфер) вследствие механического воздействия элементов конструкции на наполнитель, заторов. При значениях Н > 3d значительно падает эффективность гомогенизации сложносоставных вязкотекучих компонентов, наблюдаются расслоения композиционных систем.
В соответствии с теорией ламинарного смешения механизм гомогенизации сложносоставных компонентов связующего и отвердителя происходит по механизму самопроизвольного распада жидкого цилиндра (нити). В начальный момент времени негомогенезированную часть сложносоставного компонента связующего или отвердителя можно представить в виде агломератов частиц исходных составляющих компонента, которые в виду наличия межфазного натяжения а, стремящегося сократить поверхность натяжения между разнородными составляющими, имеют округлую форму. Набегающие на агломерат при приложении усилия сдвига потоки деформируют его и растягивают его до состояния жидкого цилиндра (нити), который впоследствии распадается на отдельные частицы равного размера с каплями-сателлитами меньшего размера. В установившемся ламинарном потоке, при движении контактирующих слоев исходных составляющих сложносоставного компонента, напряжения сдвига по сечению внутренних каналов линии получения сферопластика равны и условием хорошего смешения является разница вязкостей смешиваемых составляющих (известное правило смешения, когда менее вязкий компонент вводится в более вязкий). Вязкость компонентов сферопластика является функцией температуры, поэтому оснащение хотя бы одного источника отвердителя или связующего и/или хотя бы одного смесительного устройства и/или смесительной головки и/или трубопровода их соединяющего системой нагрева позволяет устанавливать оптимальный градиент вязкости компонентов по длине и сечениям внутренних каналов линии получения сферопластика, путем изменения, подбора температур и фиксации определенного температурного поля по длине и сечениям внутренних каналов линии получения сферопластика. что позволяет повысить эффективность гомогенизации, эффективность распределения наполнителя, в том числе при использовании сложносоставных и высоковязких компонентов сферопластика, увеличить скорость вращения шнеков смесительных устройств и ротора смесительной головки при сохранении качества сферопластика за счет снижения вязкости компонентов и компенсации тем самым усилий сдвига при заданных скоростях вращения.
Оснащение линии получения сферопластика системой подачи химического пенообразователя (порофора) позволяет расширить диапазон плотностей производимых сферопластиков за счет создания дополнительной пористости при введении и последующем нагреве массы сферопластика с распределенным в нем химическим пенообразователем (порофором). Предел плотности сферопластиков ограничен смачиваемостью наполнителя компонентами сферопластика и сложностью распределения большой доли наполнителя в объеме смеси компонентов. При достижении критической доли наполнителя качество сферопластика в виду невозможности распределения наполнителя в объеме смеси компонентов снизится, компоненты сферопластика будут не способны смочить поверхность наполнителя и обеспечить монолитность материала. Дополнительное введение порофоров позволяет расширить диапазон плотностей производимых сферопластиков и снизить плотность материала без потери его монолитности.
Таким образом, заявленная конструкция линии получения сферопластика позволяет повысить качество сферопластика при обеспечении непрерывности работы линии, расширить технологические возможности и повысить производительность линии получения сферопластика. Заявленная совокупность существенных признаков изобретения, общих и отличительных, характеризуется новой совокупностью признаков, новой конструктивной особенностью, позволяющих решить поставленные изобретением задачи с достижением новых технических результатов по сравнению с выявленными ближайшими аналогами.
Изобретение поясняется чертежами:
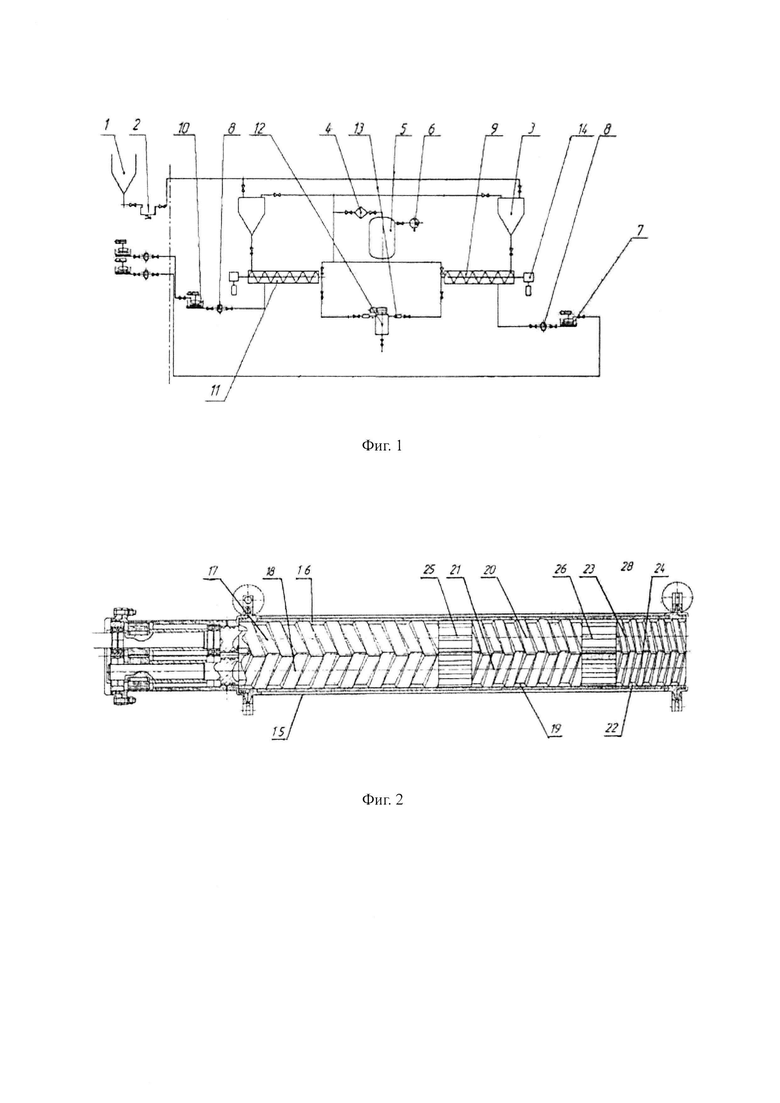
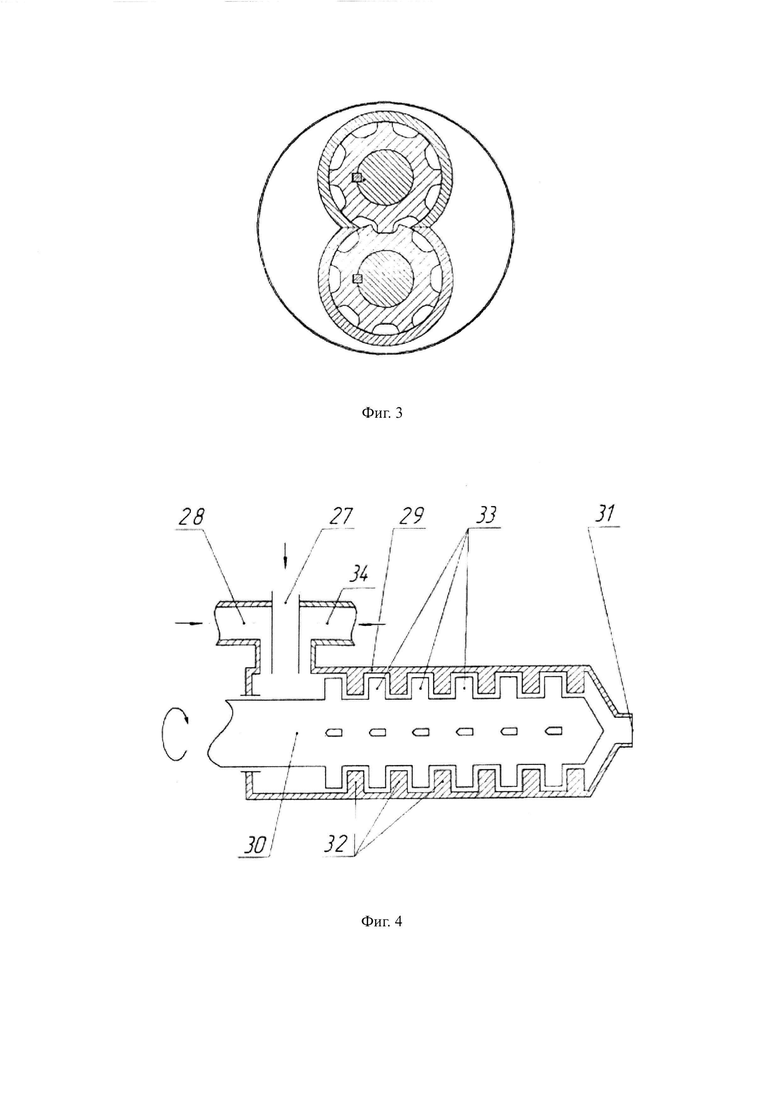
На фиг. 1 показано схематичное изображение линии получения сферопластика; на фиг. 2 - схематичное изображение продольного разреза двухшнекового смесителя для связующего или отвердителя; на фиг. 3 - схематичное изображение поперечного разреза двухшнекового смесителя для связующего или отвердителя; на фиг. 4 - схематичное изображение продольного разреза смесительной головки.
Линия получения сферопластика (фиг 1) включает линию подачи микросфер с емкостью 1 для микросфер, весовой дозатор 2, связанный с расходными бункерами 3, которые связаны с системой вакуумирования состоящей из фильтра 4, ресивера 5, вакуумного насоса 6, линию подачи связующего с трубопроводами (поз. на рис. не показана), соединяющими источник подачи связующего 7, который может быть выполнен в виде расходного бункера с проточным смесителем, дозирующий насос 8, смесительное устройство в виде двухшнекового смесителя 9, линию отвердителя с трубопроводами (поз. на рис. не показана), соединяющими источник подачи отвердителя 10, который может быть выполнен в виде расходного бункера с проточным смесителем, дозирующий насос 8, смесительное устройство в виде двухшнекового смесителя 11, смесительную головку 12. На линии подачи связующего и отвердителя могут быть установлены расходомеры 13. Все смесители снабжены приводами 14.
Двухшнековые смесители 9 и 11 (фиг. 1, 2) содержат корпус 15, зону подачи компонентов и зону предварительного перемешивания 16 со шнеками 17, 18, выполненными в виде длинномерных, разнонаправленных винтов с параллельным расположением продольных осей и входящих в зацепление друг с другом. Длинномерные шнеки 17 и 18 могут быть цельными, выполненными с образованием зон, отличных друг от друга. Шнеки 17 и 18 могут быть выполнены наборными на общем длинномерном валу, могут быть размещены секции, образующие зоны шнека. Двушнековые смесители 9, 11 содержат участок подачи компонентов, участок перемешивания, напорный участок. Участки образованы зоной подачи сыпучего и жидкого компонента 16, зоной перемешивания со шнековыми элементами 17 и 18, выполненными с встречным направлением витков, второй шнековой зоной 19, содержащей шнеки 20, 21, выполненные подобно шнекам 17, 18, но с меньшим шагом витков, чем у шнеков 17 и 18. Третья шнековая зона 22 содержит шнеки 23, 24, выполненные подобно шнекам 20, 21, но с меньшим шагом витков, чем у шнеков 20 и 21. Между зонами 16 и 19 расположен валковый участок 25, между зонами 19 и 22 установлен валковый участок 26.
Валковые участки 25 и 26 содержат валы, оси которых расположены параллельно друг другу, поверхность валов на данных участках имеет зубчатые выступы. Но валы установлены таким образом по отношению друг к другу, что зубчатые выступы одного вала не входят в зацепление с зубчатыми выступами второго вала. Смесительная головка 12 (фиг. 1, 4) содержит патрубки 27 и 28 ввода компонентов, статор 29, ротор 30, выходное отверстие 31. На статоре 29 выполнены радиальные ряды пластин 32. На роторе 30 выполнены радиальные ряды пластин 33.
Источник подачи связующего 7 и/или источник отвердителя 10 и/или смесительное устройство 9 и/или смесительное устройство 11 и/или смесительная головка 12 и/или трубопроводы их соединяющие (поз. на рис. не показана) снабжены системой нагрева, в приведенном примере представляющей собой совокупность нагревательных элементов (например, терморезистивные провода) и контрольно-измерительных приборов, измеряющих и осуществляющих регулировку температуры нагревательных элементов в заданном температурном интервале.
Линия получения сферопластика работает следующим образом.
Наполнитель в виде полимерных микросфер, например, диаметром 200 мкм, подают из емкости 1 на весовой дозатор 2, отмеряют их необходимое количество. Далее с помощью вакуумной системы, состоящей из ресивера 5, фильтра 4 и вакуумного насоса 6 перемещают микросферы в расходные бункеры 3 за счет разряжения. Из одного бункера 3 микросферы подают в смесительное устройство в виде двухшнекового смесителя 11, из линии подачи отвердителя через источник отвердителя 10 в смеситель 11 подают исходные составляющие отвердителя, например, смесь полиамидов и эвтектической смеси ароматических аминов, при этом системой нагрева, включающей нагревательные элементы и контрольно-измерительные приборы, осуществляется нагрев смеси полиамидов и эвтектической смеси ароматических аминов в источнике подачи отвердителя 10, дозирующем насосе 8, смесителе 11 и соединяющих их трубопроводах (поз. на рис. не показана). Система управления технологическим процессом, используя данные с контрольно-измерительных приборов системы нагрева (поз. на рис. не показана), в режиме постоянного непрерывного контроля параметров, подобранных эмпирически и введенных в программу управления, управляет температурным полем, что позволяет создать оптимальное распределение вязкости исходных составляющих компонентов отвердителя по сечению и длине обогреваемого участка линии получения сферопластика и обеспечивает условия эффективной гомогенизации сложносоставного компонента отвердителя. Из второго бункера 3 микросферы подают в двухшнековый смеситель 9, из линии подачи связующего через источник связующего 7 в него подают полимерную смолу, например неотвержденную эпоксидную диановую смолу. На вход, в первую зону 16, смесителя 9 или 11 подают микросферы. До введения жидкого компонента шнеки 17 и 18 выполняют функцию винтового конвейера. Далее при помощи дозирующих насосов 8 в первую зону 16 подают жидкий компонент - связующее или отвердитель. В зоне 16 шнеки 17 и 18 имеют максимальный шаг, объем заполнения материалом межвиткового пространства в данной зоне не превышает 30%. Это значение зависит от плотности получаемого материала и определяется исходя из условия, что объем межвиткового пространства выходной пары шнеков зоны 22 должен быть заполнен на 100%, что обеспечивает получение необходимых расходных характеристик. В зоне 16 идет предварительное перемешивание компонентов. Во всех шнековых зонах перемешивания 16, 19, 22 выбран технологический зазор между корпусом и максимальным диаметром шнека, который расположен в данной части корпуса, и между максимальным диаметром одного шнека и минимальным диаметром соседнего шнека равный, например, 400 мкм. После зоны 16, в которой происходит предварительное перемешивание и поступательное перемещение материала путем последовательного сдвига его слоев, смесь жидкого материала с микросферами попадает на валковый участок 25. За счет того, что валковые участки 25, 26 смесителей 9, 11 имеют необходимые технологические зазоры между зубчатыми поверхностями насадок валов, микросферы не раздавливаются. В зоне 25 потоки с двух шнеков 17 и 18 соединяются и интенсивно перемешиваются. Во избежание разрушения микросфер зазор между максимальным и минимальным диаметром взаимодействующих валков составляет 2 мм. Далее движение массы предкомпонента, наполненного микросферами происходит в следующей двухшнековой зоне 19, в которой также происходит самоочистка шнеков и сдвиг слоев массы материала. В зоне 19 шаг шнеков меньше, чем в зоне 16. Заполнение материалом объема зоны 19 составляет 75%. После зоны 19 потоки с двух шнеков 20 и 21 поступают в следующую валковую зону 26, аналогичную зоне 25 где происходит их интенсивное перемешивание. В последней шнековой зоне 22 шаг шнеков минимальный, заполнение материалом объема зоны 19 составляет 100%. Зоны 19 и 22 являются напорными зонами. Далее массы под необходимым избыточным давлением, поступают в смесительную головку 12. На входе в нее для контроля поступающих потоков установлены расходомеры 13. Система управления технологическим процессом, используя данные расходомера 13, в режиме постоянного непрерывного контроля параметров, управляет расходом дозаторов расходных бункеров 3 для получения предкомпонентов заданной плотности и с необходимым расходом. Соотношение подачи предкомпонентов - связующего, смешанного с микросферами и отвердителя, смешанного с микросферами задается системой управления согласно рецептуре получаемого материала. В смесительную головку 12 в зону перемешивания предкомоненты подают через коаксиальные патрубки 27, 28 в статоре 29 смесительной головки 12, имеющем радиальные ряды пластин 34. Ротор 30 смесительной головки 12 имеет радиальные ряды пластин 33. С помощью данных пластин при вращении ротора 30 меняется направление движения потоков масс от осевого до окружного. Такое разнонаправленное движение обеспечивает так же послойное смещение материалов, что приводит к качественному перемешиванию предкомпонентов при низких окружных скоростях ротора, например, 30-60 оборотов/мин.
При наличии повышенных требований к однородности сложносоставных компонентов сферопластика, где в качестве исходных компонентов используется более одного вязкотекучего составляющего, на линиях связующего и/или отвердителя устанавливают источники связующего 7 и отвердителя 10, выполненные в виде расходных бункеров со стандартными мешалками проточного типа, где при перемешивании используется гравитационный фактор. Данные расходные бункера позволяют провести предварительное смешение сложносоставных компонентов сферопластика, повысить эффективность гомогенизации на последующих стадиях приготовления и исключить включения воздуха из компонента сферопластика за счет применения ресивера 5 и вакуумного насоса 6.
При наличии требований по снижению плотности сферопластика, ниже предела плотности, ограниченной смачиваемостью наполнителя, на линии получения сферопластика устанавливают систему подачи химических пенообразователей (порофоров) (поз. на рис. не показана), связанную со смесительной головкой 12 и представляющую собой совокупность емкости для хранения порофора, дозировочных и контрольно-измерительных приборов. Порофор, например, азоизобутиронитрил (техническое название ЧХ3-57) при помощи системы подачи химических пеноообразователей вводится в массу сферопластика через коаксиальный патрубок 34 по мере поступления массы сферопластика в смесительную головку 12.
Система управления технологическим процессом в режиме постоянного непрерывного контроля управляет расходом порофора, используя данные с контрольно-измерительных приборов системы подачи химических пенообразователей для получения заданной плотности. Введение порофоров, распределение их смесительной головкой 12 и последующий нагрев массы сферопластика при помощи системы нагрева (поз. на рис. не показана) приводит к разложению порофора с образованием газа вследствие чего в объеме смеси сферопластика образуются поры, что приводит к повышению пористости и снижению плотности конечного продукта.
Таким образом, предлагаемое изобретение по сравнению с прототипом позволяет повысить качество получаемого сферопластика при обеспечении непрерывности работы линии, расширить технологические возможности и увеличить производительность линии получения сферопластика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия получения сферопластика (варианты) | 2017 |
|
RU2672739C1 |
| Способ получения и нанесения сферопластика на трубы и устройство для его производства непрерывно циклическим способом. | 2020 |
|
RU2770942C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭЛАСТОМЕРНОГО КОМПАУНДА | 2007 |
|
RU2462358C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ НАТРИЕВОЙ СОЛИ КАРБОКСИМЕТИЛЦЕЛЛЮЛОЗЫ | 2007 |
|
RU2356910C1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОГРАНУЛЯТА ДЛЯ ПЕНОСТЕКЛА | 2012 |
|
RU2491234C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ СИНТАКТНОЙ ПЕНЫ, ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И СПОСОБ НАНЕСЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ВНЕШНЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1999 |
|
RU2187433C2 |
| Линия приготовления гранулита | 2023 |
|
RU2825232C1 |
| Способ изготовления вспененного сшитого полиэтилена или сополимеров этилена | 2022 |
|
RU2790692C1 |
| Поточная линия для производства строительных материалов | 1990 |
|
SU1813042A3 |
| КОСМЕТИЧЕСКАЯ ИЛИ ДЕРМОФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2125437C1 |
Изобретение относится к области производства технологического оборудования для изготовления синтактных материалов, в том числе наполненных, типа сферопластик. Линия получения сферопластика включает линию подачи микросфер с емкостью для микросфер и дозатором, связанные с расходными бункерами, которые связаны с системой вакуумирования, линию связующего и линию отвердителя с источниками подачи связующего и отвердителя, дозирующими насосами, смесительными устройствами линии связующего и линии отвердителя в виде двухшнековых смесителей, взаимодействующие шнеки которых выполнены разнонаправленными, каждый шнек содержит зоны, в которых шаг витков каждой последующей шнековой зоны меньше шага витков предыдущей шнековой зоны, между шнековыми зонами расположены валковые участки, смесительную головку, ротор которой снабжен радиальными рядами пластин, которые чередуются с радиальными рядами пластин статора смесительной головки, соединяющие их трубопроводы. В точках взаимодействия шнеков смесительных устройств линии связующего и линии отвердителя расстояние между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека находится в пределах 1,5<d<3,0, расстояние между шнеками и корпусом находится в пределах 1,5<d<3,0, где d - максимальный диаметр микросфер. На линии связующего и/или на линии отвердителя источник подачи связующего, и/или источник подачи отвердителя, и/или смесительное устройство, и/или смесительная головка, и/или соединяющие их трубопроводы снабжены системой нагрева. Кроме того линия снабжена системой подачи химических пенообразователей, связанной со смесительной головкой, а источники подачи связующего и/или отвердителя выполнены в виде расходных бункеров с проточными смесителями. Техническим результатом изобретения является повышение качества получаемого сферопластика и увеличение производительности линии получения сферопластика. 2 з.п. ф-лы, 4 ил.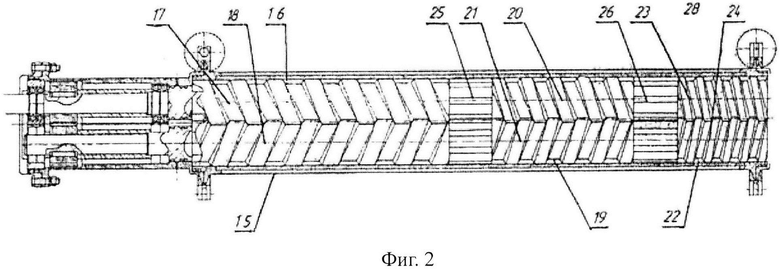
1. Линия получения сферопластика, включающая хотя бы одну линию подачи микросфер с емкостью для микросфер и дозатором, связанные с расходными бункерами, которые связаны с системой вакуумирования, хотя бы одну линию связующего и хотя бы одну линию отвердителя с источниками подачи связующего и отвердителя, дозирующими насосами, смесительными устройствами линии связующего и линии отвердителя в виде двухшнековых смесителей, взаимодействующие шнеки которых выполнены разнонаправленными, каждый шнек содержит зоны, в которых шаг витков каждой последующей шнековой зоны меньше шага витков предыдущей шнековой зоны, между шнековыми зонами расположены валковые участки, смесительную головку, ротор которой снабжен радиальными рядами пластин, которые чередуются с радиальными рядами пластин статора смесительной головки, соединяющие их трубопроводы, отличающаяся тем, что в точках взаимодействия шнеков смесительных устройств линии связующего и линии отвердителя расстояние между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека находится в пределах 1,5<d<3,0, расстояние между шнеками и корпусом находится в пределах 1,5<d<3,0, где d - максимальный диаметр микросфер, а на линии связующего и/или на линии отвердителя хотя бы один источник подачи связующего, и/или источник подачи отвердителя, и/или хотя бы одно смесительное устройство, и/или смесительная головка, и/или соединяющие их трубопроводы, снабжены системой нагрева.
2. Линия получения сферопластика по п. 1, отличающаяся тем, что снабжена системой подачи химических пенообразователей, связанной со смесительной головкой.
3. Линия получения сферопластика по пп. 1, 2, отличающаяся тем, что источники подачи связующего и/или отвердителя выполнены в виде расходных бункеров с проточными смесителями.
| Линия получения сферопластика (варианты) | 2017 |
|
RU2672739C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ СИНТАКТНОЙ ПЕНЫ, ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И СПОСОБ НАНЕСЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ВНЕШНЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1999 |
|
RU2187433C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ В ПЛАНЕ В КРУГОВЫХ КРИВЫХ | 1990 |
|
RU2030505C1 |
| FR 2927275 A1, 14.08.2009 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МИКРОСФЕР ИЗ ВСПУЧИВАЮЩЕГОСЯ ПОРОШКОВОГО МАТЕРИАЛА | 2017 |
|
RU2664990C1 |

