[Область техники, к которой относится изобретение]
[0001]
Настоящее изобретение относится к способу изготовления изделия, получаемого обработкой давлением, и к изделию, получаемому обработкой давлением.
Испрашивается приоритет по заявке на патент Японии № 2014-205272, поданной 3 октября 2014, и заявке на патент Японии № 2015-114974, поданной 5 июня 2015, содержание которых включено в данный документ путем ссылки.
[Предшествующий уровень техники]
[0002]
В компонентах для транспортного средства, таких как деталь подвески, используются, например, полая труба, включающая в себя трубчатую часть (то есть двумерно изогнутую трубчатую часть), которая изогнута в одной виртуальной плоскости, и полая труба, включающая в себя трубчатую часть (то есть трехмерно изогнутую трубчатую часть), которая изогнута в двух виртуальных плоскостях, пересекающихся друг с другом, для избежания задевания других компонентов при одновременном гарантировании заданной прочности.
[0003]
В патентном документе 1 раскрыт способ изготовления полой трубы, которая включает в себя двумерно изогнутую трубчатую часть, полученную прессованием (обработкой давлением) плоской пластины в направлении ее толщины.
[Документы предшествующего уровня техники]
[Патентный документ]
[0004]
[Патентный документ 1] публикация патента Японии № 3114918
[Раскрытие изобретения]
[Проблемы, решаемые изобретением]
[0005]
Тем не менее, в способе изготовления, описанном в патентном документе 1, полая труба, включающая в себя двумерно изогнутую трубчатую часть, может быть изготовления посредством обработки давлением, но при изготовлении полой трубы, включающей в себя трехмерно изогнутую трубчатую часть, посредством дополнительной обработки полой трубы давлением существует проблема, заключающаяся в том, что возникает дефект формообразования, такой как вмятина. Когда возникает дефект формообразования, в случае приложения нагрузки к полой трубе возникает концентрация напряжений, и может произойти разрушение или растрескивание. Соответственно, требуется ограничить возникновение дефекта формообразования, такого как вмятина, при образовании изогнутой части обработкой полого материала давлением для изготовления полой трубы, которая включает в себя трехмерно изогнутую трубчатую часть и имеет стабильную прочность, посредством обработки давлением/прессования.
[0006]
Изобретение было сделано с учетом вышеописанной ситуации, и его задача состоит в разработке способа изготовления изделия, получаемого обработкой давлением, и изделия, получаемого обработкой давлением и способного ограничить возникновение дефекта формообразования, такого как вмятина, при образовании изогнутой части посредством обработки полого материала давлением.
[Средства решения проблемы]
[0007]
Для решения вышеописанной проблемы изобретение предусматривает следующее:
(1) В соответствии с одним аспектом изобретения предложен способ изготовления изделия, получаемого обработкой давлением. Способ включает первый процесс подготовки материала, который является удлиненным в первом направлении, и, если смотреть на поперечное сечение, перпендикулярное к первому направлению, поперечное сечение представляет собой полое поперечное сечение, которое является удлиненным во втором направлении, перпендикулярном к первому направлению, и второй процесс гибки материала в направлении, пересекающем второе направление, если смотреть в первом направлении, посредством обработки материала давлением вдоль второго направления.
(2) В аспекте согласно пункту (1) первый процесс может включать процесс гибки плоской пластины, представляющий собой обработку плоской пластины давлением вдоль направления толщины плоской пластины так, чтобы оба конца плоской пластины в направлении ширины, были обращены друг к другу, и процесс стыкования, представляющий собой стыкование краев обоих концов плоской пластины после процесса гибки плоской пластины, и плоская пластина после процесса стыкования может быть использована в качестве материала.
(3) В аспекте согласно пункту (2) первый процесс может дополнительно включать процесс соединения, представляющий собой соединение краев плоской пластины после процесса стыкования.
(4) В аспекте согласно пункту (2) или (3) в процессе гибки плоской пластины плоская пластина может быть подвергнута обработке давлением в направлении толщины для обеспечения возможности размещения обоих концов плоской пластины в направлении ширины напротив друг друга и гибки плоской пластины в направлении толщины.
(5) В аспекте согласно любому из пунктов (1)-(4) во втором процессе материал может быть подвергнут обработке давлением поэтапно вдоль второго направления.
(6) В соответствии с другим аспектом изобретения предложено изделие, получаемое обработкой давлением, включающее в себя трубчатую часть, которая является удлиненной в одном направлении, и изогнутую часть, которая выполнена в трубчатой части. Остаточное напряжение может быть образовано в трубчатой части и изогнутой части вдоль направления по окружности.
(7) В аспекте согласно пункту (6) изделие, получаемое обработкой давлением, может дополнительно включать в себя место соединения, которое предусмотрено в по меньшей мере одной из трубчатой части и изогнутой части, и остаточное напряжение может быть образовано в месте соединения.
(8) В аспекте согласно пункту (6) или (7) по меньшей мере одно из следа от сдавливания или следа от скольжения может быть образован на наружной поверхности трубчатой части.
[Преимущества изобретения]
[0008]
В соответствии с аспектами изобретения существует возможность ограничения частоты возникновения дефекта, такого как вмятина, при образовании изогнутой части посредством обработки полого материала давлением.
[Краткое описание чертежей]
[0009]
Фиг.1 представляет собой вид в перспективе, показывающий плоскую пластину, которая используется в способе изготовления изделия, получаемого обработкой давлением, в соответствии с первым вариантом осуществления изобретения.
Фиг.2А представляет собой вид спереди, показывающий изделие, получаемое обработкой давлением, в соответствии с первым вариантом осуществления изобретения.
Фиг.2В представляет собой вид в плане, показывающий изделие, получаемое обработкой давлением.
Фиг.2С представляет собой вид в разрезе, выполненном по линии А-А в изделии, получаемом обработкой давлением, показанном на фиг.2А.
Фиг.2D представляет собой увеличенный вид части, обозначенной ссылочной позицией В на фиг.2В.
Фиг.3 представляет собой схему последовательности операций, показывающую способ изготовления изделия, получаемого обработкой давлением, в соответствии с первым вариантом осуществления изобретения.
Фиг.4А представляет собой вид в перспективе, показывающий формообразующий штамп, предназначенный для придания U-образной формы, в соответствии с первым вариантом осуществления изобретения.
Фиг.4В представляет собой поперечное сечение, показывающее формообразующий штамп, предназначенный для придания U-образной формы.
Фиг.5 представляет собой поперечное сечение, показывающее формообразующий штамп, предназначенный для придания U-образной формы, и представляет собой изображение, показывающее состояние, в котором верхняя часть штампа опущена до нижней мертвой точки.
Фиг.6А представляет собой вид спереди, показывающий промежуточное изделие, получаемое обработкой давлением, которое получено обработкой плоской пластины давлением посредством использования формообразующего штампа, предназначенного для придания U-образной формы.
Фиг.6В представляет собой вид снизу, показывающий промежуточное изделие, получаемое обработкой давлением.
Фиг.6С представляет собой поперечное сечение, показывающее промежуточное изделие, получаемое обработкой давлением.
Фиг.7 представляет собой вид в перспективе, показывающий обрезной штамп в соответствии с первым вариантом осуществления изобретения.
Фиг.8 представляет собой поперечное сечение, показывающее обрезной штамп, и представляет собой изображение, показывающее состояние, в котором подвижный пуансон опущен до нижней мертвой точки.
Фиг.9А представляет собой вид спереди, показывающий промежуточное изделие, получаемое обработкой давлением, с которого избыточный металл удален обрезным штампом.
Фиг.9В представляет собой вид снизу, показывающий промежуточное изделие, получаемое обработкой давлением.
Фиг.9С представляет собой поперечное сечение, показывающее промежуточное изделие, получаемое обработкой давлением.
Фиг.10А представляет собой вид в перспективе, показывающий формообразующий штамп, предназначенный для придания эллиптической формы, в соответствии с первым вариантом осуществления изобретения.
Фиг.10В представляет собой поперечное сечение, показывающее формообразующий штамп, предназначенный для придания эллиптической формы.
Фиг.11 представляет собой поперечное сечение, показывающее формообразующий штамп, предназначенный для придания эллиптической формы, и представляет собой изображение, показывающее состояние, в котором верхняя часть штампа опущена до нижней мертвой точки.
Фиг.12А представляет собой вид спереди, показывающий промежуточное изделие, получаемое обработкой давлением, которое получено посредством формообразующего штампа, предназначенного для придания эллиптической формы.
Фиг.12В представляет собой вид в плане, показывающий промежуточное изделие, получаемое обработкой давлением.
Фиг.12С представляет собой поперечное сечение, показывающее промежуточное изделие, получаемое обработкой давлением.
Фиг.13А представляет собой вид спереди, показывающий промежуточное изделие, получаемое обработкой давлением, после сварки стыка промежуточного изделия, получаемого обработкой давлением.
Фиг.13В представляет собой вид в плане, показывающий промежуточное изделие, получаемое обработкой давлением.
Фиг.13С представляет собой поперечное сечение, показывающее промежуточное изделие, получаемое обработкой давлением.
Фиг.14А представляет собой вид в перспективе, показывающий формообразующий штамп, предназначенный для придания круглой формы, в соответствии с первым вариантом осуществления изобретения.
Фиг.14В представляет собой вид в плане, показывающий нижнюю часть штампа, представляющего собой формообразующий штамп, предназначенный для придания круглой формы.
Фиг.14С представляет собой поперечное сечение, показывающее формообразующий штамп, предназначенный для придания круглой формы.
Фиг.15 представляет собой поперечное сечение, показывающее состояние, в котором верхняя часть штампа, представляющего собой формообразующий штамп, предназначенный для придания круглой формы, опущена до нижней мертвой точки.
Фиг.16А представляет собой изображение, показывающее процесс обработки давлением для придания круглой формы посредством использования формообразующего штампа, предназначенного для придания круглой формы.
Фиг.16В представляет собой изображение, показывающее процесс обработки давлением для придания круглой формы посредством использования формообразующего штампа, предназначенного для придания круглой формы.
Фиг.16С представляет собой изображение, показывающее процесс обработки давлением для придания круглой формы посредством использования формообразующего штампа, предназначенного для придания круглой формы.
Фиг.17 представляет собой увеличенный вид части, обозначенной ссылочной позицией В на фиг.2В, и представляет собой изображение, показывающее остаточное напряжение, которое возникает в изделии, получаемом обработкой давлением.
Фиг.18 представляет собой вид в плане, показывающий состояние, в котором след от сдавливания образуется в изделии, получаемом обработкой давлением.
Фиг.19 представляет собой вид в плане, показывающий состояние, в котором след от скольжения образуется в изделии, получаемом обработкой давлением.
Фиг.20А представляет собой схематичное изображение, показывающее модифицированный пример формообразующего штампа, предназначенного для придания круглой формы.
Фиг.20В представляет собой схематичное изображение, показывающее модифицированный пример формообразующего штампа, предназначенного для придания круглой формы.
Фиг.20C представляет собой схематичное изображение, показывающее модифицированный пример формообразующего штампа, предназначенного для придания круглой формы.
Фиг.20D представляет собой схематичное изображение, показывающее изделие, получаемое обработкой давлением, которое получено посредством формообразующего штампа, предназначенного для придания круглой формы и показанного на фиг.20А - фиг.20С.
Фиг.21А представляет собой вид, показывающий первый модифицированный пример изделия, получаемого обработкой давлением.
Фиг.21В представляет собой вид, показывающий первый модифицированный пример изделия, получаемого обработкой давлением.
Фиг.21С представляет собой вид, показывающий первый модифицированный пример изделия, получаемого обработкой давлением.
Фиг.22А представляет собой вид, показывающий второй модифицированный пример изделия, получаемого обработкой давлением.
Фиг.22В представляет собой вид, показывающий второй модифицированный пример изделия, получаемого обработкой давлением.
Фиг.22С представляет собой вид, показывающий второй модифицированный пример изделия, получаемого обработкой давлением.
Фиг.23А представляет собой вид, показывающий третий модифицированный пример изделия, получаемого обработкой давлением.
Фиг.23В представляет собой вид, показывающий третий модифицированный пример изделия, получаемого обработкой давлением.
Фиг.23С представляет собой вид, показывающий третий модифицированный пример изделия, получаемого обработкой давлением.
Фиг.24 представляет собой вид в перспективе, показывающий цилиндрическую трубу, которая используется в способе изготовления изделия, получаемого обработкой давлением, в соответствии со вторым вариантом осуществления изобретения.
Фиг.25А представляет собой вид спереди, показывающий изделие, получаемое обработкой давлением, в соответствии со вторым вариантом осуществления изобретения.
Фиг.25В представляет собой вид в плане, показывающий изделие, получаемое обработкой давлением.
Фиг.25С представляет собой поперечное сечение, показывающее изделие, получаемое обработкой давлением.
Фиг.26 представляет собой схему последовательности операций, показывающую способ изготовления изделия, получаемого обработкой давлением, в соответствии со вторым вариантом осуществления изобретения.
Фиг.27А представляет собой вид в перспективе, показывающий формообразующий штамп, предназначенный для придания эллиптической формы, в соответствии со вторым вариантом осуществления изобретения.
Фиг.27В представляет собой поперечное сечение, показывающее формообразующий штамп, предназначенный для придания эллиптической формы.
Фиг.28 представляет собой поперечное сечение, показывающее состояние, в котором верхняя часть штампа, представляющего собой формообразующий штамп, предназначенный для придания эллиптической формы, опущена до нижней мертвой точки.
Фиг.29А представляет собой вид в перспективе, показывающий формообразующий штамп, предназначенный для придания круглой формы, в соответствии со вторым вариантом осуществления изобретения.
Фиг.29В представляет собой вид в плане, показывающий нижнюю часть штампа, представляющего собой формообразующий штамп, предназначенный для придания круглой формы.
Фиг.29С представляет собой поперечное сечение, показывающее формообразующий штамп, предназначенный для придания круглой формы.
Фиг.30 представляет собой поперечное сечение, выполненное по линии А-А на фиг.2А, и представляет собой изображение, показывающее другой пример изделия, получаемого обработкой давлением, по первому варианту осуществления.
[Варианты осуществления изобретения]
[0010]
В дальнейшем варианты осуществления изобретения будут описаны со ссылкой на сопровождающие чертежи. Кроме того, в данном описании и на чертежах одна и та же ссылочная позиция будет присвоена составляющему элементу, имеющему по существу одну и ту же функцию, и его избыточное описание будет опущено.
[0011]
(Первый вариант осуществления)
Фиг.2А-фиг.2D представляют собой виды, показывающие изделие 50, получаемое обработкой давлением, в соответствии с первым вариантом осуществления изобретения. Фиг.2А представляет собой вид спереди изделия 50, получаемого обработкой давлением, фиг.2В представляет собой вид в плане изделия 50, получаемого обработкой давлением, фиг.2С представляет собой поперечное сечение, выполненное по линии А-А, в изделии 50, получаемом обработкой давлением, показанном на фиг.2А, и фиг.2D представляет собой увеличенный вид части изображения по фиг.2В. Например, изделие 50, получаемое обработкой давлением, соответствующим образом используется в компонентах транспортных средств, таких как задняя рама и сторона торсионной балки. Кроме того, изделие 50, получаемое обработкой давлением, может быть использовано в транспортном средстве для езды, таком как мотоцикл, в грузовом транспортном средстве, в железнодорожном транспортном средстве, в строительном материале, в судне и бытовом электроприборе и тому подобном без ограничения вышеописанным применением.
Изделие 50, получаемое обработкой давлением, изготавливают посредством обработки плоской пластины 1, показанной на фиг.1, давлением. Кроме того, на фиг.1 направление x представляет собой продольное направление плоской пластины 1, направление y представляет собой направление ширины плоской пластины 1, направление z представляет собой направление толщины плоской пластины 1, и данные направления перпендикулярны друг другу.
[0012]
Материал плоской пластины 1 представляет собой, например, металл, такой как железо, алюминий, нержавеющая сталь, медь, титан, магний и сталь. Материал плоской пластины 1 может представлять собой материал, поддающийся пластическому деформированию, при этом он не ограничен вышеописанными материалами. Кроме того, в случае использования стального листа в качестве плоской пластины 1 предпочтительно использовать горячекатаную листовую сталь класса прочности, соответствующего 440 МПа.
Кроме того, предпочтительно, чтобы толщина плоской пластины 1 составляла 0,5-10,0 мм и более предпочтительно 1,0-3,2 мм.
[0013]
Как показано на фиг.2А-фиг.2С, изделие 50, получаемое обработкой давлением, имеет цилиндрическую форму и является удлиненным в направлении Х (первом направлении). В частности, изделие 50, получаемое обработкой давлением, имеет цилиндрическую форму с наружным диаметром φ, составляющим 50,6 мм, (внутренним диаметром φ', составляющим 47,4 мм) и толщиной t, составляющей 1,6 мм на всей длине. Кроме того, изделие 50, получаемое обработкой давлением, включает в себя три прямолинейные трубчатые части 51, 53 и 55, первую криволинейную трубчатую часть 52 (изогнутую часть), которая предусмотрена между прямолинейной трубчатой частью 51 и прямолинейной трубчатой частью 53, вторую криволинейную трубчатую часть 54 (изогнутую часть), которая предусмотрена между прямолинейной трубчатой частью 53 и прямолинейной трубчатой частью 55, и сваренную часть 56 (место соединения), которая предусмотрена с верхней стороны. Кроме того, сваренная часть 56 образована в изделии 50, получаемом обработкой давлением, посредством сварки краев 2а (поверхностей, концевых в направлении ширины) обоих концов 2 плоской пластины 1, определяемых в направлении y (направлении ширины).
В данном случае на фиг.2А и фиг.2В направление Х (первое направление), направление Y (третье направление) и направление Z (второе направление) соответствуют соответственно направлению x, направлению y и направлению z на фиг.1.
[0014]
Как показано на фиг.2А, осевая линия С2 первой изогнутой трубчатой части 52 имеет радиус R1 кривизны, составляющий 126 мм. Кроме того, первая изогнутая трубчатая часть 52 изогнута таким образом, что угол θ1 между осевой линией С1 прямолинейной трубчатой части 51 и осевой линией С3 прямолинейной трубчатой части 53 становится равным 130°. То есть, первая изогнутая трубчатая часть 52 изделия 50, получаемого обработкой давлением, изогнута в плоскости, включающей в себя направление Х и направление Z.
Как показано на фиг.2D, осевая линия С4 второй изогнутой трубчатой части 54 имеет радиус R2 кривизны, составляющий 95 мм. Кроме того, вторая изогнутая трубчатая часть 54 изогнута таким образом, что угол θ2 между осевой линией С3 прямолинейной трубчатой части 53 и осевой линией С5 прямолинейной трубчатой части 55 становится равным 160°. То есть, вторая изогнутая трубчатая часть 54 изделия 50, получаемого обработкой давлением, изогнута в плоскости, включающей в себя направление Х и направление Y. Кроме того, в том случае, когда угол θ2 составляет 160° или более, существует возможность эффективного изготовления изделия 50, получаемого обработкой давлением.
[0015]
Кроме того, как показано на фиг.2С (на виде в разрезе по линии А-А в изделии 50, получаемом обработкой давлением, показанном на фиг.2А), в изделии 50, получаемом обработкой давлением, если смотреть в направлении А, показанном на фиг.2А, осевая линия С4 второй изогнутой трубчатой части 54 образована в плоскости Р4, которая перпендикулярна к плоскости Р2 и включает в себя осевую линию С3 прямолинейной трубчатой части 53. В данном случае плоскость Р2 представляет собой плоскость, которая включает в себя осевую линию С1 прямолинейной трубчатой части 51, осевую линию С2 первой изогнутой трубчатой части 52 и осевую линию С3 прямолинейной трубчатой части 53.
[0016]
Далее будет приведено описание способа изготовления изделия 50, получаемого обработкой давлением, в соответствии с данным вариантом осуществления. Фиг.3 представляет собой схему последовательности операций, показывающую способ изготовления изделия 50, получаемого обработкой давлением, в соответствии с данным вариантом осуществления.
Как показано на фиг.3, способ изготовления изделия 50, получаемого обработкой давлением, включает процесс S1 обработки давлением для придания U-образной формы, процесс S2 обрезки, процесс S2 обработки давлением для придания эллиптической формы, процесс S4 соединения и процесс S5 обработки давлением для придания круглой формы. Кроме того, данные процессы выполняют в горячем состоянии или холодном состоянии.
[0017]
[Процесс S1 обработки давлением для придания U-образной формы]
В процессе S1 обработки давлением для придания U-образной формы (процессе гибки плоской пластины) плоскую пластину 1 подвергают обработке давлением в направлении толщины посредством использования формообразующего штампа 100, предназначенного для придания U-образной формы и показанного на фиг.4А и фиг.4В, для обеспечения возможности того, чтобы оба конца 2 плоской пластины 1, определяемые в направлении ширины, были обращены друг к другу, и для гибки плоской пластины 1 в направлении толщины. Кроме того, фиг.4А представляет собой вид в перспективе, показывающий формообразующий штамп 100, предназначенный для придания U-образной формы, и фиг.4В представляет собой поперечное сечение (поперечное сечение, перпендикулярное к направлению Х), показывающее формообразующий штамп 100, предназначенный для придания U-образной формы.
[0018]
Как показано на фиг.4А и фиг.4В, формообразующий штамп 100, предназначенный для придания U-образной формы, включает в себя нижнюю часть 101 штампа, верхнюю часть 106 штампа, которая расположена с верхней стороны нижней части 101 штампа, и два приспособления 110 для удерживания заготовки, которые расположены напротив нижней части 101 штампа и расположены так, что верхняя часть 106 штампа расположена между ними. При обработке плоской пластины 1 давлением плоская пластина 1 размещена между нижней частью 101 штампа и верхней частью 106 штампа. Кроме того, нижняя часть 101 штампа и верхняя часть 106 штампа предусмотрены в машине для обработки давлением (непоказанной). Машина для обработки давлением может представлять собой типовую машину для обработки давлением, но более предпочтительна машина для обработки давлением с сервосистемой, которая выполнена с возможностью произвольного регулирования нижней мертвой точки штампа и скорости опускания.
[0019]
Нижняя часть 101 штампа, представляющего собой формообразующий штамп 100, предназначенный для придания U-образной формы, включает в себя вогнутую часть 103, которая проходит в направлении Х. Как показано на фиг.4В, вогнутая часть 103 образована двумя боковыми поверхностями 103а, которые параллельны направлению Z и обращены друг к другу, и нижней поверхностью 103b, которая является выпуклой по направлению к нижней поверхности 101b нижней части 101 штампа. Кроме того, как показано на фиг.4А, вогнутая часть 103 имеет форму, соответствующую форме осевых линий С1, С2 и С3 (см. фиг.2А) изделия 50, получаемого обработкой давлением, если смотреть в направлении Y. В соответствии с этим криволинейная часть 103Х, предназначенная для образования первой изогнутой трубчатой части 52 изделия 50, получаемого обработкой давлением, образована на некоторой части длины вдоль вогнутой части 103.
Так же, как и в случае нижней поверхности 103b вогнутой части 103, приспособления 110 для удерживания заготовки имеют нижнюю поверхность 111, которая обращена к верхней поверхности 101а нижней части 101 штампа и имеет форму, соответствующую форме осевых линий С1, С2 и С3 изделия 50, получаемого обработкой давлением. В соответствии с этим можно зажать плоскую пластину 1, расположенную между верхней поверхностью 101а нижней части 101 штампа и нижней поверхностью 111 приспособления 110 для удерживания заготовки, и, таким образом, можно ограничить возникновение складок в плоской пластине 1.
[0020]
Верхняя часть 106 штампа, представляющего собой формообразующий штамп 100, предназначенный для придания U-образной формы, включает в себя выпуклую часть 107 с нижней стороны в направлении Z. Выпуклая часть 107 верхней части 106 штампа имеет форму, соответствующую вогнутой части 103 нижней части 101 штампа. Кроме того, как и в случае вогнутой части 103 нижней части 101 штампа, криволинейная часть 107Х, предназначенная для образования первой изогнутой трубчатой части 52 изделия 50, получаемого обработкой давлением, образована на некоторой части длины вдоль выпуклой части 107. Кроме того, выпуклая часть 107 верхней части 106 штампа входит во внутреннее пространство вогнутой части 103 нижней части 101 штампа, когда верхнюю часть 106 штампа опускают вдоль направления Z для приближения верхней части 106 штампа и нижней части 101 штампа друг к другу.
[0021]
В процессе S1 обработки давлением для придания U-образной формы сначала, как показано на фиг.4А и фиг.4В, плоскую пластину 1 размещают на непосредственно верхней стороне нижней части 101 штампа, представляющего собой формообразующий штамп 100, предназначенный для придания U-образной формы. Кроме того, приспособления 110 для удерживания заготовки опускают вдоль направления Z для зажима плоской пластины 1 посредством нижней поверхности 111 приспособлений 110, предназначенных для удерживания заготовки, и верхней поверхности 101а нижней части 101 штампа, когда плоская пластина 1 размещена между ними.
Впоследствии, как показано на фиг.5, верхнюю часть 106 штампа опускают вдоль направления Z до нижней мертвой точки для обработки плоской пластины 1 давлением. В этот момент выпуклая часть 107 верхней части 106 штампа прижимает плоскую пластину 1, и, таким образом, плоская пластина 1 втягивается в зазор между вогнутой частью 103 нижней части 101 штампа и выпуклой частью 107 верхней части 106 штампа. В результате плоская пластина 1 подвергается обработке давлением таким образом, что оба конца 2 плоской пластины 1, определяемые в направлении ширины, оказываются обращенными друг другу, и, таким образом, существует возможность получения промежуточного изделия 10, получаемого обработкой давлением, из плоской пластины 1. Как описано выше, процесс S1 обработки давлением для придания U-образной формы завершается.
Кроме того, поскольку плоская пластина 1 расположена между нижней поверхностью 111 приспособлений 110 для удерживания заготовки и верхней поверхностью 101а нижней части 101 штампа во время обработки плоской пластины 1 давлением, существует возможность ограничения возникновения коробления и складок в плоской пластине 1.
[0022]
Фиг.6-фиг.6С представляют собой виды, показывающие промежуточное изделие 10, получаемое обработкой давление и полученное посредством процесса S1 обработки давлением для придания U-образной формы. Кроме того, фиг.6А представляет собой вид спереди промежуточного изделия 10, получаемого обработкой давлением, фиг.6В представляет собой вид снизу промежуточного изделия 10, получаемого обработкой давлением, и фиг.6С представляет собой поперечное сечение промежуточного изделия 10, получаемого обработкой давлением. Как показано на фиг.6А-6С, промежуточное изделие 10, получаемое обработкой давлением, имеет U-образное поперечное сечение и включает в себя две прямолинейные части 11 и 13 и изогнутую часть 12, которая образована между прямолинейной частью 11 и прямолинейной частью 13. Кроме того, прямолинейная часть 11 соответствует прямолинейной трубчатой части 51 изделия 50, получаемого обработкой давлением, прямолинейная часть 13 соответствует прямолинейным трубчатым частям 53 и 55 и второй изогнутой трубчатой части 54 изделия 50, получаемого обработкой давлением, и изогнутая часть 12 соответствует первой изогнутой трубчатой части 52 изделия 50, получаемого обработкой давлением (см. фиг.2А). Кроме того, излишний металл 14 образуется на верхнем конце промежуточного изделия 10, получаемого обработкой давлением.
[0023]
[Процесс S2 обрезки]
В процессе S2 обрезки излишний металл 14 промежуточного изделия 10, получаемого обработкой давлением и полученного в процессе S1 обработки давлением для придания U-образной формы, удаляют посредством обрезного штампа 120.
[0024]
Фиг.7 представляет собой вид в перспективе обрезного штампа 120, который используется в процессе S2 обрезки. Как показано на фиг.7, обрезной штамп 120 включает в себя неподвижную матрицу 121, два обрезных ножа 126, которые расположены с верхней стороны неподвижной матрицы 121, и клинообразный подвижный пуансон 128, который расположен между двумя обрезными ножами 126.
Неподвижная матрица 121 обрезного штампа 120 выполнена с вогнутой частью 122, которая проходит в направлении Х. Вогнутая часть 122 отличается от вогнутой части 103 нижней части 101 штампа, представляющего собой формообразующий штамп 100, предназначенный для придания U-образной формы, тем, что глубина (длина в направлении Z) меньше по сравнению с вогнутой частью 103. В соответствии с этим, когда промежуточное изделие 10, получаемое обработкой давлением, размещено вдоль вогнутой части 122 неподвижной матрицы 121 обрезного штампа 120, только излишний металл 14 промежуточного изделия 10, получаемого обработкой давлением, открыт для воздействия со стороны верхней поверхности неподвижной матрицы 121.
Кроме того, подвижный пуансон 128 может перемещаться вдоль направления Z. Когда подвижный пуансон 128 перемещается, два обрезных ножа 126 могут перемещаться в направлении удаления их друг от друга.
[0025]
В процессе S2 обрезки сначала, как показано на фиг.7, промежуточное изделие 10, получаемое обработкой давлением, размещают на неподвижной матрице 121 вдоль вогнутой части 122 неподвижной матрицы 121. При этом, как описано выше, только излишний металл 14 промежуточного изделия 10, получаемого обработкой давлением, будет открыт для воздействия со стороны верхней поверхности неподвижной матрицы 121. Впоследствии два обрезных ножа 126 и подвижный пуансон 128 опускают вдоль направления Z так, что два обрезных ножа 126 размещаются между излишним металлом 14 промежуточного изделия 10, получаемого обработкой давлением. Затем, как показано на фиг.8, подвижный пуансон 128 опускают дальше вдоль направления Z для обеспечения возможности перемещения двух обрезных ножей 128 в обе стороны в направлении Y. В соответствии с этим удаляется каждый из кусков излишнего металла 14 промежуточного изделия 10, получаемого обработкой давлением. Таким образом, излишний металл 14 удаляют с промежуточного изделия 10, получаемого обработкой давлением, и процесс S2 обрезки завершается.
[0026]
Фиг.9А-фиг.9С представляют собой виды, показывающие изделие 20, получаемое обработкой давлением, которое получено посредством процесса S2 обрезки. Кроме того, фиг.9А представляет собой вид спереди промежуточного изделия 20, получаемого обработкой давлением, фиг.9В представляет собой вид снизу промежуточного изделия 20, получаемого обработкой давлением, и фиг.9С представляет собой поперечное сечение промежуточного изделия 20, получаемого обработкой давлением. Как показано на фиг.9А - фиг.9С, промежуточное изделие 20, получаемое обработкой давлением, имеет U-образное поперечное сечение и включает в себя две прямолинейные части 21 и 23 и одну изогнутую часть 22. Прямолинейные части 21 и 23 соответствуют частям, полученным посредством удаления излишнего металла 14 с прямолинейных частей 11 и 13 (см. фиг.6А) промежуточного изделия 10, получаемого обработкой давлением, и изогнутая часть 22 соответствует части, полученной посредством удаления излишнего металла 14 с изогнутой части 12 промежуточного изделия 10, получаемого обработкой давлением.
[0027]
[Процесс S3 обработки давлением для придания эллиптической формы]
В процессе S3 обработки давлением для придания эллиптической формы (процессе стыкования) края 24а (см. фиг.9А и фиг.9С) обоих концов 24 промежуточного изделия 20, получаемого обработкой давлением и полученного в процессе S2 обрезки, стыкуют друг с другом посредством формообразующего штампа 130, предназначенного для придания эллиптической формы.
[0028]
Фиг.10А и фиг.10В представляют собой виды, показывающие формообразующий штамп 130, предназначенный для придания эллиптической формы, который используется в процессе S3 обработки давлением для придания эллиптической формы. Кроме того, фиг.10А представляет собой вид в перспективе формообразующего штампа 130, предназначенного для придания эллиптической формы, и фиг.10В представляет собой поперечное сечение формообразующего штампа 130, предназначенного для придания эллиптической формы. Как показано на фиг.10А и фиг.10В, формообразующий штамп 130, предназначенный для придания эллиптической формы, включает в себя нижнюю часть 131 штампа и верхнюю часть 136 штампа, которая расположена напротив нижней части 131 штампа.
[0029]
Вогнутая часть 132, которая проходит в направлении Х, образована в нижней части 131 штампа, представляющего собой формообразующий штамп 130, предназначенный для придания эллиптической формы. Вогнутая часть 132 отличается от вогнутой части 122 (см. фиг.7) неподвижной матрицы 121 обрезного штампа 120 тем, что глубина меньше по сравнению с вогнутой частью 122. В соответствии с этим в состоянии, в котором промежуточное изделие 20, получаемое обработкой давлением и полученное в процессе S2 обрезки, размещено на вогнутой части 132, верхняя часть промежуточного изделия 20, получаемого обработкой давлением, открыта для воздействия со стороны верхней поверхности нижней части 131 штампа.
[0030]
Вогнутая часть 137, которая обращена к вогнутой части 132 нижней части 131 штампа, образована в верхней части 136 штампа, представляющего собой формообразующий штамп 130, предназначенный для придания эллиптической формы. Кроме того, как показано на фиг.11, в состоянии, в котором верхняя часть 136 штампа опущена в направлении Z для входа в контакт с нижней частью 131 штампа, пространство (пространство для формообразования) будет образовано вогнутой частью 132 нижней части 131 штампа и вогнутой частью 137 верхней части 136 штампа.
[0031]
В процессе S3 обработки давлением для придания эллиптической формы сначала, как показано на фиг.10А и фиг.10В, промежуточное изделие 20, получаемое обработкой давлением, размещают на нижней части 131 штампа вдоль вогнутой части 132 нижней части 131 штампа. Затем, как показано на фиг.11, верхнюю часть 136 штампа опускают в направлении Z до тех пор, пока нижняя поверхность 136а верхней части 136 штампа не войдет в контакт с верхней поверхностью 131а нижней части 131 штампа. При этом вогнутая часть 137 верхней части 136 штампа и край 24а промежуточного изделия 20, получаемого обработкой давлением, входят в контакт друг с другом, и, таким образом, промежуточному изделию 20, получаемому обработкой давлением, придают форму, соответствующую форме вогнутой части 137. Кроме того, в состоянии, в котором нижняя поверхность 136а верхней части 136 штампа входит в контакт с верхней поверхностью 131а нижней части 131 штампа, два края 24а промежуточного изделия 20, получаемого обработкой давлением, стыкуются друг с другом. Таким образом, промежуточное изделие 20, получаемое обработкой давлением, образуют с формой эллиптического поперечного сечения (эллиптической формой), и процесс S3 обработки давлением для придания эллиптической формы завершается.
[0032]
Фиг.12А-фиг.12С представляют собой виды, показывающие промежуточное изделие 30, получаемое обработкой давлением, которое получено в процессе S3 обработки давлением для придания эллиптической формы. Кроме того, фиг.12А представляет собой вид спереди промежуточного изделия 30, получаемого обработкой давлением, фиг.12В представляет собой вид в плане промежуточного изделия 30, получаемого обработкой давлением, и фиг.12С представляет собой поперечное сечение промежуточного изделия 30, получаемого обработкой давлением. Как показано на фиг.12А - фиг.12С, промежуточное изделие 30, получаемое обработкой давлением, имеет полое эллиптическое поперечное сечение и включает в себя две прямолинейные части 31 и 33 и одну изогнутую часть 32. Кроме того, промежуточное изделие 30, получаемое обработкой давлением, образовано посредством стыкования обоих краев 24а промежуточного изделия 20, получаемого обработкой давлением, и таким образом образовано место 34 соединения.
[0033]
[Процесс S4 соединения]
В процессе S4 соединения место 34 соединения промежуточного изделия 30, получаемого обработкой давлением, соединяют посредством сварки (то есть соединяют два края 24а). Кроме того, в качестве сварки могут быть использованы дуговая сварка, лазерная сварка или тому подобное.
Фиг.13А-13С представляют собой виды, показывающие промежуточное изделие 40, получаемое обработкой давлением, которое получено в процессе S4 соединения. Кроме того, как показано на фиг.13А - фиг.13С, промежуточное изделие 40, получаемое обработкой давлением, имеет полое эллиптическое поперечное сечение, и сваренная часть 46 образована в месте, соответствующем месту 34 соединения (см. фиг.12В и фиг.12С) промежуточного изделия 30, получаемого обработкой давлением. Кроме того, на фиг.13С L1 обозначает длину (длину в направлении большой оси) в направлении Z, и W1 обозначает длину (длину в направлении малой оси) в направлении Y.
[0034]
[Процесс S5 обработки давлением для придания круглой формы]
В процессе S5 обработки давлением для придания круглой формы изделие 50, получаемое обработкой давлением, (см. фиг.2А - фиг.2D) изготавливают посредством обработки давлением промежуточного изделия 40, получаемого обработкой давлением и полученного в процессе S4 соединения, используя формообразующий штамп 140, предназначенный для придания круглой формы.
[0035]
Фиг.14А - фиг.14С представляют собой виды, показывающие формообразующий штамп 140, предназначенный для придания круглой формы, который используется в процессе S5 обработки давлением для придания круглой формы. Фиг.14А представляет собой вид в перспективе формообразующего штампа 140, предназначенного для придания круглой формы, фиг.14В представляет собой вид в плане формообразующего штампа 140, предназначенного для придания круглой формы, и фиг.14С представляет собой поперечное сечение формообразующего штампа 140, предназначенного для придания круглой формы. Кроме того, верхняя часть 146 штампа, представляющего собой формообразующий штамп 140, предназначенный для придания круглой формы, не показана на фиг.14В.
Как показано на фиг.14А и фиг.14С, формообразующий штамп 140, предназначенный для придания круглой формы, включает в себя нижнюю часть 141 штампа и верхнюю часть 146 штампа, которая расположена напротив нижней части 141 штампа. В формообразующем штампе 140, предназначенном для придания круглой формы, верхнюю часть 146 штампа опускают вдоль направления Z для сдавливания промежуточного изделия 40, получаемого обработкой давлением, которое размещено между нижней частью 141 штампа и верхней частью 146 штампа.
[0036]
Вогнутая часть 142, имеющая полукруглое поперечное сечение, образована в нижней части 141 штампа, представляющего собой формообразующий штамп 140, предназначенный для придания круглой формы, между обоими концами нижней части 141 штампа, определяемыми в направлении Х. Секция 142b для формирования первой изогнутой трубчатой части, предназначенная для образования первой изогнутой трубчатой части 52 изделия 50, получаемого обработкой давлением, и секция 142а для формирования второй изогнутой трубчатой части, предназначенная для образования второй изогнутой трубчатой части 54 изделия 50, получаемого обработкой давлением, образованы на части длины вдоль вогнутой части 142.
[0037]
Вогнутая часть 147, имеющая полукруглое поперечное сечение, образована в верхней части 146 штампа, представляющего собой формообразующий штамп 140, предназначенный для придания круглой формы, между обоими концами верхней части 146 штампа, определяемыми в направлении Х, напротив вогнутой части 142 нижней части 141 штампа. Секция 147b для формирования первой изогнутой трубчатой части, предназначенная для образования первой изогнутой трубчатой части 52 изделия 50, получаемого обработкой давлением, и секция 147а для формирования второй изогнутой трубчатой части, предназначенная для образования второй изогнутой трубчатой части 54 изделия 50, получаемого обработкой давлением, образованы на части длины вдоль вогнутой части 147.
[0038]
При обработке промежуточного изделия 40, получаемого обработкой давлением, давлением посредством формообразующего штампа 140, предназначенного для придания круглой формы, верхнюю часть 146 штампа опускают вдоль направления Z до тех пор, пока нижняя поверхность 146а верхней части 146 штампа не войдет в контакт с верхней поверхностью 141а нижней части 141 штампа. В состоянии, в котором нижняя поверхность 146а верхней части 146 штампа входит в контакт с верхней поверхностью 141а нижней части 141 штампа, пространство 148 (пространство для формообразования), которое окружено вогнутой частью 142 нижней части 141 штампа и вогнутой частью 147 верхней части 146 штампа, образуется так, как показано на фиг.15. Данное пространство 148 образовано с формой, которая соответствует наружной форме изделия 50, получаемого обработкой давлением. Соответственно, существует возможность преобразования промежуточного изделия 40, получаемого обработкой давлением, в изделие 50, получаемое обработкой давлением, путем сдавливания промежуточного изделия 40, получаемого обработкой давлением, посредством использования формообразующего штампа 140, предназначенного для придания круглой формы.
[0039]
В процессе S5 обработки давлением для придания круглой формы сначала, как показано на фиг.14А и фиг.14С, промежуточное изделие 40, получаемое обработкой давлением, имеющее эллиптическое поперечное сечение, размещают в вогнутой части 142 нижней части 141 штампа таким образом, что направление большой оси становится параллельным направлению Z. При этом, как показано на фиг.14В, промежуточное изделие 40, получаемое обработкой давлением, приближается к вогнутой части 142 нижней части штампа в местах L, M и N вогнутой части 142 нижней части 141 штампа на виде в плане.
Кроме того, в данном варианте осуществления промежуточное изделие 40, получаемое обработкой давлением, размещают в вогнутой части 142 нижней части 141 штампа без приложения внешней силы к промежуточному изделию 40, получаемому обработкой давлением. Тем не менее, промежуточное изделие 40, получаемое обработкой давлением, может быть размещено в вогнутой части 142 нижней части 141 штампа посредством приложения внешней силы и тому подобного к промежуточному изделию 40, получаемому обработкой давлением, в соответствии с формой промежуточного изделия 40, получаемого обработкой давлением, формой вогнутой части 142 нижней части 141 штампа и тому подобным.
[0040]
Впоследствии верхнюю часть 146 штампа опускают вдоль направления Z (направления большой оси промежуточного изделия 40, получаемого обработкой давлением) для обработки промежуточного изделия 40, получаемого обработкой давлением, давлением. При этом, как показано на фиг.16А, когда вогнутая часть 147 верхней части 146 штампа входит в контакт с промежуточным изделием 40, получаемым обработкой давлением, в промежуточном изделии 40, получаемом обработкой давлением, возникает деформирующая сила F1', действующая в направлении наружу, и возникает окружное напряжение F1 (сжимающее напряжение в направлении вдоль окружности). В соответствии с этим, когда верхнюю часть 146 штампа опускают вдоль направления Z, промежуточное изделие 40, получаемое обработкой давлением, сжимается в направлении Z и расширяется в направлении, пересекающем направление Z.
Как показано на фиг.16В, когда промежуточное изделие 40, получаемое обработкой давлением, расширяется, наружная поверхность промежуточного изделия 40, получаемого обработкой давлением, входит в контакт с вогнутой частью 142 нижней части 141 штампа в местах L, M и N. Соответственно, наружная поверхность воспринимает силы F2, F3 и F4 реакции в соответствующих местах. В результате изгибающий момент будет приложен к промежуточному изделию 40, получаемому обработкой давлением, и, таким образом, промежуточное изделие 40, получаемое обработкой давлением, изгибается в направлении Y.
[0041]
Кроме того, как показано на фиг.15 и фиг.16С, когда верхняя часть 146 штампа опущена до нижней мертвой точки, промежуточное изделие 40, получаемое обработкой давлением, имеет форму, соответствующую по форме вогнутой части 142 нижней части 141 штампа и вогнутой части 147 верхней части 146 штампа. Соответственно, существует возможность получения изделия 50, получаемого обработкой давлением. Таким образом процесс S5 обработки давлением для придания круглой формы завершается.
[0042]
Как описано выше, в процессе S5 обработки давлением для придания круглой формы промежуточное изделие 40, получаемое обработкой давлением и имеющее эллиптическое поперечное сечение, сжимают посредством сдавливания промежуточного изделия 40, получаемого обработкой давлением, в направлении большой оси. Соответственно, уменьшается длина L1 (длина в направлении Z: см. фиг.13С) в направлении большой оси промежуточного изделия 40, получаемого обработкой давлением. С другой стороны, увеличивается длина W1 промежуточного изделия 40, получаемого обработкой давлением, в направлении малой оси. В результате существует возможность получения изделия 50, получаемого обработкой давлением, которое имеет круглое поперечное сечение.
Кроме того, как показано на фиг.16С, остаточное напряжение в направлении вдоль окружности образуется в промежуточном изделии 40, получаемом обработкой давлением, (то есть в изделии 50, получаемом обработкой давлением) после процесса S5 обработки давлением для придания круглой формы вследствие окружного напряжения F1 (сжимающего напряжения в направлении вдоль окружности). Соответственно, существует возможность повышения прочности изделия 50, получаемого обработкой давлением. Аналогичным образом, остаточное напряжение также образуется в сваренной части 56 изделия 50, получаемого обработкой давлением. Соответственно, существует возможность повышения прочности сваренной части 56.
[0043]
Кроме того, в изделии 50, получаемом обработкой давлением, как показано на фиг.17, остаточное напряжение σ1 образуется во второй изогнутой трубчатой части 54 вдоль направления Х. Например, остаточное напряжение σ1 представляет собой остаточное растягивающее напряжение, и остаточное растягивающее напряжение, которое возникает с наружной стороны (со стороны с большим радиусом кривизны) второй изогнутой трубчатой части 54, превышает остаточное растягивающее напряжение, которое возникает с внутренней стороны (со стороны с малым радиусом кривизны) второй изогнутой трубчатой части 54. Кроме того, остаточное напряжение σ1, которое образуется во второй изогнутой трубчатой части 54, изменяется в соответствии с радиусом кривизны (или степенью изгиба). Остаточное растягивающее напряжение может не образовываться на внутренней стороне второй изогнутой трубчатой части 54, или остаточное сжимающее напряжение может образовываться на внутренней стороне второй изогнутой трубчатой части 54.
[0044]
Кроме того, в изделии 50, получаемом обработкой давлением, как показано на фиг.18, предпочтительно, чтобы след 57 от сдавливания был образован в части, которая перпендикулярна к направлению сдавливания (направлению Z), на наружных поверхностях прямолинейных трубчатых частей 51, 53 и 55, первой изогнутой трубчатой части 52 и второй изогнутой трубчатой части 54. В данном случае существует возможность легкого обнаружения дефекта формообразования, такого как вмятина, посредством определения того, образовался или нет след 57 от сдавливания, и, таким образом, существует возможность эффективного осуществления управления качеством.
Кроме того, в изделии 50, получаемом обработкой давлением, как показано на фиг.19, предпочтительно, чтобы след 58 от скольжения был образован в части, которая перпендикулярна к направлению сдавливания (направлению Z), на наружной поверхности второй изогнутой трубчатой части 54. В этом случае существует возможность легкого обнаружения дефекта формообразования, такого как вмятина, посредством определения того, образовался или нет след 58 от скольжения, и, таким образом, существует возможность эффективного осуществления управления качеством. Кроме того, след 58 от скольжения может быть образован в части, которая перпендикулярна к направлению сдавливания (направлению Z), на наружных поверхностях прямолинейных трубчатых частей 51, 53 и 55, первой изогнутой трубчатой части 52 и второй изогнутой трубчатой части 54.
[0045]
Как описано выше, в способе изготовления изделия, получаемого обработкой давлением, в соответствии с данным вариантом осуществления после процесса S1 обработки давлением для придания U-образной формы излишний металл 14 промежуточного изделия 10, получаемого обработкой давлением, удаляют посредством обрезки. В соответствии с этим в процессе S3 обработки давлением для придания эллиптической формы можно обеспечить возможность легкого и точного входа краев 24а промежуточного изделия 20, получаемого обработкой давлением и полученного в процессе S2 обрезки, в контакт друг с другом.
[0046]
Кроме того, после процесса S3 обработки давлением для придания эллиптической формы промежуточное изделие 30, получаемое обработкой давлением и полученное в процессе S3 обработки давлением для придания эллиптической формы, соединяют (сваривают). Соответственно, в процессе S5 обработки давлением для придания круглой формы подавляют удаление концов друг от друга, и, таким образом, существует возможность стабильного изготовления изделия 50, получаемого обработкой давлением. Кроме того, в процессе S5 обработки давлением для придания круглой формы сваренную часть 46 промежуточного изделия 40, получаемого обработкой давлением, сдавливают, и, таким образом, остаточное напряжение образуется в сваренной части 46. В соответствии с этим существует возможность повышения прочности сваренной части 56 изделия 50, получаемого обработкой давлением.
Соответственно, последовательность процесса S4 соединения и процесса S5 обработки давлением для придания круглой формы может быть изменена на обратную, но предпочтительно выполнять процесс S5 обработки давлением для придания круглой формы после процесса S4 соединения с учетом вышеописанной причины.
[0047]
Кроме того, поскольку в процессе S5 обработки давлением для придания круглой формы промежуточное изделие 40, получаемое обработкой давлением, имеющее эллиптическое поперечное сечение, сдавливают вдоль направления большой оси, существует возможность расширения промежуточного изделия 40, получаемого обработкой давлением, в направлении, пересекающем направление большой оси. Кроме того, промежуточное изделие 40, получаемое обработкой давлением, подвергают гибке, используя силу, которая возникает вследствие расширения, и, таким образом, существует возможность предотвращения возникновения дефекта, такого как вмятина, в изделии 50, получаемом обработкой давлением.
[0048]
Кроме того, предпочтительно, чтобы соотношение между длиной L1 (длиной в направлении большой оси) и W1 (длиной в направлении малой оси) промежуточного изделия 40, получаемого обработкой давлением (см. фиг.13С), полученного в процессе S4 соединения, было таким: 1,1≤L1/W1≤5,0. Когда отношение L1/W1 задано равным 5,0 или менее, существует возможность предотвращения возникновения складок в плоской пластине 1 в процессе S1 обработки давлением для придания U-образной формы. Кроме того, когда отношение L1/W1 задано равным 1,1 или более, в процессе S5 обработки давлением для придания круглой формы существует возможность расширения промежуточного изделия 40, получаемого обработкой давлением, при малой нагрузке, и, таким образом, существует возможность уменьшения нагрузки при сдавливании.
[0049]
[Модифицированный пример первого варианта осуществления]
В данном варианте осуществления будет приведено описание случая, в котором промежуточное изделие 40, получаемое обработкой давлением, подвергают обработке давлением посредством использования формообразующего штампа 140, предназначенного для придания круглой формы, в процессе S5 обработки давлением для придания круглой формы. Тем не менее, промежуточное изделие 40, получаемое обработкой давлением, может быть подвергнуто обработке давлением поэтапно (множество раз) посредством использования формообразующего штампа 160, предназначенного для придания круглой формы и показанного на фиг.20А, и формообразующего штампа 170, предназначенного для придания круглой формы и показанного на фиг.20В.
Как показано на фиг.20А, ширина вогнутой части 162 нижней части 161 штампа, представляющего собой формообразующий штамп 160, предназначенный для придания круглой формы, меньше ширины вогнутой части 142 нижней части 141 штампа, представляющего собой формообразующий штамп 140, предназначенный для придания круглой формы, и ее глубина больше глубины вогнутой части 142.
Кроме того, как показано на фиг.20В, ширина вогнутой части 172 нижней части 171 штампа, представляющего собой формообразующий штамп 170, предназначенный для придания круглой формы, больше ширины вогнутой части 162 нижней части 161 штампа, представляющего собой формообразующий штамп 160, предназначенный для придания круглой формы, и ее глубина меньше глубины вогнутой части 162. Кроме того, ширина вогнутой части 172 нижней части 171 штампа, представляющего собой формообразующий штамп 170, предназначенный для придания круглой формы, меньше ширины вогнутой части 142 нижней части 141 штампа, представляющего собой формообразующий штамп 140, предназначенный для придания круглой формы, и ее глубина больше глубины вогнутой части 142.
[0050]
Кроме того, как показано на фиг.20А-фиг.20С, промежуточное изделие 40, получаемое обработкой давлением, подвергают обработке давлением посредством формообразующего штампа 160, предназначенного для придания круглой формы, после этого подвергают обработке давлением посредством формообразующего штампа 170, предназначенного для придания круглой формы, и в завершение подвергают обработке давлением посредством формообразующего штампа 140, предназначенного для придания круглой формы, в результате чего получают изделие 50, получаемое обработкой давлением, показанное на фиг.20D. В этом случае промежуточное изделие 40, получаемое обработкой давлением, может быть деформировано последовательно, и, таким образом, существует возможность более надежного ограничения частоты возникновения дефекта в изделии 50, получаемом обработкой давлением.
[0051]
Кроме того, в данном варианте осуществления было приведено описание случая изготовления изделия 50, получаемого обработкой давлением и имеющего круглое поперечное сечение, из плоской пластины 1. Тем не менее, существует возможность изготовления изделия, получаемого обработкой давлением, имеющего различные формы поперечных сечений, при этом изделие, получаемое обработкой давлением, не ограничено изделием 50, получаемым обработкой давлением и имеющим круглое поперечное сечение.
[0052]
Фиг.21С представляет собой сечение, показывающее изделие 63, получаемое обработкой давлением. Как показано на фиг.21С, изделие 63, получаемое обработкой давлением, имеет приблизительно восьмиугольную форму поперечного сечения. Изделие 63, получаемое обработкой давлением, изготавливают в нижеописанном технологическом процессе.
[0053]
Сначала плоскую пластину 1 преобразуют в промежуточное изделие 61, получаемое обработкой давлением и показанное на фиг.21А, таким же образом, как в процессе S1 обработки давлением для придания U-образной формы. Промежуточное изделие 61, получаемое обработкой давлением, включает в себя нижнюю стеновую часть 61а, которая проходит в направлении Y, две первые боковые стеновые части 61b, расстояние между которыми увеличивается по мере приближения к стороне, верхней в направлении Z, от обоих концов нижней стеновой части 61а, и две вторые боковые стеновые части 61с, которые предусмотрены на верхних концах первых боковых стеновых частей 61b, обращены друг к другу и параллельны направлению Z.
Впоследствии концевые поверхности 61d промежуточного изделия 61, получаемого обработкой давлением, стыкуют друг с другом так же, как в процессе S3 обработки давлением для придания эллиптической формы. После этого промежуточное изделие 61, получаемое обработкой давлением, сваривают таким же образом, как в процессе S4 соединения, для получения промежуточного изделия 62, получаемого обработкой давлением и показанного на фиг.21В. Как показано на фиг.21В. промежуточное изделие 62, получаемое обработкой давлением, отличается от промежуточного изделия 61, получаемого обработкой давлением, тем, что промежуточное изделие 62, получаемое обработкой давлением, предусмотрено с двумя третьими боковыми стеновыми частями 62е, расстояние между которыми уменьшается по мере приближения к стороне, верхней в направлении Z, и с верхней стеновой частью 62f, которая предусмотрена между двумя третьими боковыми стеновыми частями 62е и обращена к нижней стеновой части 62а, и со сваренной частью 46.
После этого промежуточное изделие 62, получаемое обработкой давлением, сдавливают в направлении Z (направлении длины поперечного сечения) так же, как в процессе S5 обработки давлением для придания круглой формы, для получения изделия 63, получаемого обработкой давлением и показанного на фиг.21С. Кроме того, в данном случае, как и в случае первого варианта осуществления, промежуточное изделие 62, получаемое обработкой давлением, сдавливают/сжимают в направлении Z и расширяют в направлении, пересекающем направление Z. В соответствии с этим в изделии 63, получаемом обработкой давлением, отношение (= L4/W4) размера L4 в направлении Z к размеру W4 в направлении Y задано меньшим, чем отношение (= L3/W3) размера L3 в направлении Z к размеру W3 в направлении Y в промежуточном изделии 62, получаемом обработкой давлением.
[0054]
Кроме того, изделие 73, получаемое обработкой давлением и имеющее эллиптическое поперечное сечение, которое является удлиненным в горизонтальном направлении, как показано на фиг.22С, может быть изготовлено из плоской пластины 1. Изделие 73, получаемое обработкой давлением, изготавливают в нижеописанном технологическом процессе.
[0055]
Сначала плоскую пластину 1 преобразуют в промежуточное изделие 71, получаемое обработкой давлением и показанное на фиг.22А, таким же образом, как в процессе S1 обработки давлением для придания U-образной формы. Промежуточное изделие 71, получаемое обработкой давлением, включает в себя нижнюю стеновую часть 71а и две боковые стеновые части 71b, которые предусмотрены на обоих концах нижней стеновой части 71а, обращены друг к другу и параллельны друг другу в направлении Z.
Впоследствии концевые поверхности 71d промежуточного изделия 71, получаемого обработкой давлением, стыкуют друг с другом и сваривают так же, как в процессе S3 обработки давлением для придания эллиптической формы и процессе S4 соединения. Промежуточное изделие 72, получаемое обработкой давлением, которое получено таким образом, показано на фиг.22В. Промежуточное изделие 72, получаемое обработкой давлением, отличается от промежуточного изделия 71, получаемого обработкой давлением, тем, что промежуточное изделие 72, получаемое обработкой давлением, предусмотрено с круглой дугообразной боковой стеновой частью 72b и сваренной частью 46.
После этого промежуточное изделие 72, получаемое обработкой давлением, сдавливают в направлении Z таким же образом, как в процессе S5 обработки давлением для придания круглой формы, в результате чего получают изделие 73, получаемое обработкой давлением. Кроме того, как и в случае первого варианта осуществления, промежуточное изделие 72, получаемое обработкой давлением, сдавливают/сжимают в направлении Z и расширяют в направлении, пересекающем направление Z. В соответствии с этим в изделии 73, получаемом обработкой давлением, отношение (= L6/W6) размера L6 в направлении Z к размеру W6 в направлении Y задано меньшим, чем отношение (= L5/W5) размера L5 в направлении Z к размеру W5 в направлении Y в промежуточном изделии 72, получаемом обработкой давлением.
[0056]
Кроме того, изделие 83, получаемое обработкой давлением и показанное на фиг.23С, может быть изготовлено из плоской пластины 1. Изделие 83, получаемое обработкой давлением, включает в себя круглую дугообразную боковую стеновую часть 83b и нижнюю стеновую часть 83а, которая изогнута с выпуклой формой по направлению к стороне, верхней в направлении Z. Изделие 83, получаемое обработкой давлением, изготавливают в нижеописанном технологическом процессе.
[0057]
Сначала плоскую пластину 1 подвергают обработке давлением для получения промежуточного изделие 81, получаемого обработкой давлением и показанного на фиг.23А, таким же образом, как в процессе S1 обработки давлением для придания U-образной формы. Промежуточное изделие 81, получаемое обработкой давлением, включает в себя нижнюю стеновую часть 81а, которая изогнута с выпуклой формой по направлению к стороне, верхней в направлении Z, круглую дугообразную первую боковую стеновую часть 81b, которая предусмотрена на обоих концах нижней стеновой части 81а, и две вторые боковые стеновые части 81с, которые предусмотрены на концах первой боковой стеновой части 81bа, обращены друг к другу и параллельны друг другу в направлении Z.
Впоследствии концевые поверхности 81d промежуточного изделия 81, получаемого обработкой давлением, стыкуют друг с другом и сваривают так же, как в процессе S3 обработки давлением для придания эллиптической формы и процессе S4 соединения. Фиг.23В показывает промежуточное изделие 82, получаемое обработкой давлением, которое получено так, как описано выше. Кроме того, промежуточное изделие 82, получаемое обработкой давлением, отличается от промежуточного изделия 81, получаемого обработкой давлением, тем, что промежуточное изделие 82, получаемое обработкой давлением, предусмотрено с эллиптической дугообразной боковой стеновой частью 82b и сваренной частью 46.
После этого промежуточное изделие 82, получаемое обработкой давлением, сдавливают в направлении Z таким же образом, как в процессе S5 обработки давлением для придания круглой формы, в результате чего получают изделие 83, получаемое обработкой давлением. Кроме того, в этом случае, как и в случае первого варианта осуществления, промежуточное изделие 82, получаемое обработкой давлением, сдавливают/сжимают в направлении Z и расширяют в направлении, пересекающем направление Z. В соответствии с этим в изделии 83, получаемом обработкой давлением, отношение (= L8/W8) размера L8 в направлении Z к размеру W8 в направлении Y задано меньшим, чем отношение (= L7/W7) размера L7 в направлении Z к размеру W7 в направлении Y в промежуточном изделии 82, получаемом обработкой давлением.
[0058]
(Второй вариант осуществления)
Далее будет приведено описание второго варианта осуществления изобретения.
[0059]
В первом варианте осуществления было приведено описание случая изготовления изделия 50, получаемого обработкой давлением, из плоской пластины 1. Напротив, в данном варианте осуществления, изделие 250, получаемое обработкой давлением, изготавливают из цилиндрической трубы 201, показанной на фиг.24.
Материал цилиндрической трубы 201 представляет собой, например, металл, такой как железо, алюминий, нержавеющая сталь, медь, титан, магний и сталь. Кроме того, примеры цилиндрической трубы 201 включают трубу, изготовленную посредством экструзионного формования, трубу, изготовленную посредством волочения, трубу, изготовленную посредством контактной сварки, и тому подобное. Кроме того, предпочтительно, чтобы толщина (толщина стенки) цилиндрической трубы 201 составляла 0,5-10,0 мм и более предпочтительно 1,0-3,2 мм.
[0060]
Фиг.25А-фиг.25С представляют собой виды, показывающие изделие 250, получаемое обработкой давлением, в соответствии с данным вариантом осуществления. Кроме того, фиг.25А представляет собой вид спереди изделия 250, получаемого обработкой давлением, фиг.25В представляет собой вид в плане изделия 250, получаемого обработкой давлением, и фиг.25С представляет собой поперечное сечение изделия 250, получаемого обработкой давлением.
Как показано на фиг.25А - 25С, изделие 250, получаемое обработкой давлением, имеет цилиндрическую форму, которая является удлиненной в направлении Х, и включает в себя две прямолинейные трубчатые части 251 и 253 и криволинейную трубчатую часть 252 (изогнутую часть), которая предусмотрена между ними. Кроме того, как показано на фиг.25В, изогнутая трубчатая часть 252 изделия 250, получаемого обработкой давлением, изогнута в плоскости, включающей в себя направление Х и направление Y.
[0061]
Далее будет приведено описание способа изготовления изделия 250, получаемого обработкой давлением, в соответствии с данным вариантом осуществления. Фиг.26 представляет собой схему последовательности операций, показывающую способ изготовления изделия 250, получаемого обработкой давлением, в соответствии с данным вариантом осуществления.
Как показано на фиг.26, способ изготовления изделия 250, получаемого обработкой давлением, включает процесс S201 обработки давлением для придания эллиптической формы и процесс S202 обработки давлением для придания круглой формы. Кроме того, процессы выполняют в горячем состоянии или холодном состоянии.
[0062]
В процессе S201 обработки давлением для придания эллиптической формы цилиндрическую трубу 201 подвергают обработке давлением для получения промежуточного изделия 210, получаемого обработкой давлением и имеющего эллиптическое поперечное сечение, подобное показанному на фиг.28, посредством использования формообразующего штампа 230, предназначенного для придания эллиптической формы и показанного на фиг.27А и фиг.27В. Кроме того, фиг.27А представляет собой вид в перспективе формообразующего штампа 230, предназначенного для придания эллиптической формы, (цилиндрическая труба 201 не показана) и фиг.27В представляет собой поперечное сечение формообразующего штампа 230, предназначенного для придания эллиптической формы.
[0063]
Как показано на фиг.27А и фиг.27В, формообразующий штамп 230, предназначенный для придания эллиптической формы, включает в себя нижнюю часть 231 штампа и верхнюю часть 236 штампа, которая расположена напротив нижней части 231 штампа. Вогнутая часть 232, которая проходит прямолинейно вдоль направления Х, образована в нижней части 231 штампа, представляющего собой формообразующий штамп 230, предназначенный для придания эллиптической формы. Кроме того, вогнутая часть 237, которая обращена к вогнутой части 232 нижней части 231 штампа, образована в верхней части 236 штампа, представляющего собой формообразующий штамп 230, предназначенный для придания эллиптической формы. Кроме того, в состоянии, в котором верхняя часть 236 штампа опущена в направлении Z для ввода верхней части 236 штампа в контакт с нижней частью 231 штампа, как показано на фиг.28, эллиптическое пространство 238 (пространство для формообразования) образуется вогнутой частью 232 нижней части 231 штампа и вогнутой частью 237 верхней части 236 штампа.
[0064]
В процессе S201 обработки давлением для придания эллиптической формы сначала, как показано на фиг.27В, цилиндрическую трубу 201 размещают на вогнутой части 232 нижней части 231 штампа. После этого, как показано на фиг.28, верхнюю часть 236 штампа опускают вдоль направления Z до тех пор, пока нижняя поверхность верхней части 236 штампа не войдет в контакт с верхней поверхностью нижней части 231 штампа. При этом вогнутая часть 237 верхней части 236 штампа и наружная поверхность цилиндрической трубы 201 входят в контакт друг с другом, и, таким образом, цилиндрической трубе 201 придается форма, соответствующая форме вогнутой части 232 нижней части 231 штампа и вогнутой части 237 верхней части 236 штампа. Кроме того, при опускании верхней части штампа 236 до тех пор, пока нижняя поверхность верхней части 236 штампа не войдет в контакт с верхней поверхностью нижней части 231 штампа, из цилиндрической трубы 201 получают промежуточное изделие 210, получаемое обработкой давлением и имеющее эллиптическое поперечное сечение. Таким образом, процесс S201 обработки давлением для придания эллиптической формы завершается.
[0065]
В процессе S202 обработки давлением для придания круглой формы промежуточное изделие 210, получаемое обработкой давлением и полученное в процессе S201 обработки давлением для придания эллиптической формы, сдавливают посредством использования формообразующего штампа 240, предназначенного для придания круглой формы, тем самым изготавливая изделие 250, получаемое обработкой давлением.
[0066]
Фиг.29А-фиг.29С представляют собой виды, показывающие формообразующий штамп 240, предназначенный для придания круглой формы, который используется в процессе S202 обработки давлением для придания круглой формы. Фиг.29А представляет собой вид в перспективе формообразующего штампа 240, предназначенного для придания круглой формы, фиг.29В представляет собой вид в плане формообразующего штампа 240, предназначенного для придания круглой формы, и фиг.29С представляет собой поперечное сечение формообразующего штампа 240, предназначенного для придания круглой формы. Кроме того, промежуточное изделие 210, получаемое обработкой давлением, не показано на фиг.29А, и верхняя часть 246 штампа, представляющего собой формообразующий штамп 240, предназначенный для придания круглой формы, не показана на фиг.29В.
Как показано на фиг.29А и фиг.29С, формообразующий штамп 240, предназначенный для придания круглой формы, включает в себя нижнюю часть 241 штампа и верхнюю часть 246 штампа, которая расположена напротив нижней части 241 штампа. В формообразующем штампе 240, предназначенном для придания круглой формы, промежуточное изделие 210, получаемое обработкой давлением, которое размещено между нижней частью 241 штампа и верхней частью 246 штампа, сдавливают посредством опускания верхней части 246 штампа вдоль направления Z, в результате чего изготавливают изделие 250, получаемое обработкой давлением.
[0067]
Вогнутая часть 242, имеющая полукруглое поперечное сечение, образована в нижней части 241 штампа, представляющего собой формообразующий штамп 240, предназначенный для придания круглой формы, между обоими концами нижней части 241 штампа, определяемыми в направлении Х. Вогнутая часть 242 включает в себя секцию 242b для формирования изогнутой трубчатой части, предназначенную для образования изогнутой трубчатой части 252 изделия 250, получаемого обработкой давлением, секцию 242с для формирования прямолинейной трубчатой части, предназначенную для образования прямолинейной трубчатой части 251 изделия 250, получаемого обработкой давлением, и секцию 242а для формирования прямолинейной трубчатой части, предназначенную для образования прямолинейной трубчатой части 253 изделия 250, получаемого обработкой давлением.
[0068]
Вогнутая часть 247, имеющая полукруглое поперечное сечение, образована в верхней части 246 штампа, представляющего собой формообразующий штамп 240, предназначенный для придания круглой формы, между обоими концами верхней части 246 штампа, определяемыми в направлении Х, при этом полукруглая вогнутая часть 247 обращена к вогнутой части 242 нижней части 241 штампа. Вогнутая часть 247 включает в себя секцию 247b для формирования изогнутой трубчатой части, предназначенную для образования изогнутой трубчатой части 252 изделия 250, получаемого обработкой давлением, секцию 247с для формирования прямолинейной трубчатой части, предназначенную для образования прямолинейной трубчатой части 251 изделия 250, получаемого обработкой давлением, и секцию 247а для формирования прямолинейной трубчатой части, предназначенную для образования прямолинейной трубчатой части 253 изделия 250, получаемого обработкой давлением.
[0069]
При обработке промежуточного изделия 210, получаемого обработкой давлением, давлением посредством формообразующего штампа 240, предназначенного для придания круглой формы, верхнюю часть 246 штампа опускают вдоль направления Z до тех пор, пока нижняя поверхность верхней части 246 штампа не войдет в контакт с верхней поверхностью нижней части 241 штампа. В состоянии, в котором нижняя поверхность верхней части 246 штампа входит в контакт с верхней поверхностью нижней части 241 штампа, пространство образуется вогнутой частью 242 нижней части 241 штампа и вогнутой частью 247 верхней части 246 штампа. Это пространство задано таким, чтобы его форма соответствовала наружной форме изделия 250, получаемого обработкой давлением, и при сдавливании промежуточного изделия 210, получаемого обработкой давлением, наружная поверхность промежуточного изделия 210, получаемого обработкой давлением, принимает форму, соответствующую форме вогнутой части 242 нижней части 241 штампа и вогнутой части 247 верхней части 246 штампа.
[0070]
Как и в случае первого варианта осуществления, в процессе S202 обработки давлением для придания круглой формы, как показано на фиг.29В и фиг.29С, промежуточное изделие 210, получаемое обработкой давлением и имеющее эллиптическое поперечное сечение, размещают в вогнутой части 242 нижней части 241 штампа таким образом, чтобы направление большой оси было параллельно направлению Z. Кроме того, верхнюю часть 246 штампа опускают в направлении Z для обработки давлением промежуточного изделия 210, получаемого обработкой давлением, в результате чего получают изделие 250, получаемое обработкой давлением.
[0071]
Несмотря на то, что были описаны варианты осуществления, данные варианты осуществления были представлены только в качестве примера и не предназначены для ограничения объема изобретения. Действительно, новые варианты осуществления, описанные в данном документе, могут быть реализованы в множестве других разных форм; кроме того, различные исключения, замены и изменения в форме вариантов осуществления, описанных в данном документе, могут быть выполнены без отхода от сущности изобретений. Сопровождающие пункты формулы изобретения и их эквиваленты предназначены для охвата таких форм или модификаций, которые будут находиться в пределах объема и сущности изобретения.
[0072]
Например, для вариантов осуществления было приведено описание случая, в котором поперечное сечение изделия, получаемого обработкой давлением, имеет полую круглую форму. Однако поперечное сечение изделия, получаемого обработкой давлением, может быть задано с полой эллиптической формой или полой многоугольной формой.
[0073]
Кроме того, например, для первого варианта осуществления было приведено описание случая, в котором изделие 50, получаемое обработкой давлением, включает в себя одну первую изогнутую трубчатую часть 52 и одну вторую изогнутую трубчатую часть 54, но изделие 50, получаемое обработкой давлением, может включать в себя множество первых изогнутых трубчатых частей 52 и множество вторых изогнутых трубчатых частей 54.
[0074]
Кроме того, например, для изделий, получаемых обработкой давлением, в соответствии с вариантами осуществления было приведено описание случая, в котором окружная периферия, которая продолжается в направлении Х, имеет приблизительно одинаковое круглое поперечное сечение. Однако изделие, получаемое обработкой давлением, может иметь полое поперечное сечение, в котором окружная периферия изменяется в направлении Х.
[0075]
Кроме того, изделие, получаемое обработкой давлением, в соответствии с вариантами осуществления может иметь, например, форму лопасти/ножа, скобы и тому подобного.
[0076]
Кроме того, например, для первого варианта осуществления было приведено описание случая, в котором сваренную часть образуют в изделии 50, получаемом обработкой давлением, на всей длине. Однако сваренная часть может быть образована на части изделия, получаемого обработкой давлением.
[0077]
Кроме того, например, для изделия 50, получаемого обработкой давлением, в соответствии с первым вариантом осуществления было приведено описание случая, в котором осевая линия С4 второй изогнутой трубчатой части 54 образована в плоскости Р4, которая перпендикулярна к плоскости Р2, включающей в себя осевые линии С1, С2 и С3 прямолинейной трубчатой части 51, первой изогнутой трубчатой части 52 и прямолинейной трубчатой части 53, и включает в себя осевую линию С3 прямолинейной трубчатой части 53 (см. фиг.2С). Однако, например, как показано на фиг.30, вторая изогнутая трубчатая часть 54 может быть образована так, что линия, соединяющая осевую линию С3 прямолинейной трубчатой части 53 и осевую линию С4 второй изогнутой трубчатой части 54, будет пересекать как плоскость Р2, так и плоскость Р4.
[0078]
Кроме того, например, для первого варианта осуществления было приведено описание случая выполнения процесса S2 обрезки между процессом S1 обработки давлением для придания U-образной формы и процессом S3 обработки давлением для придания эллиптической формы. Однако в том случае, когда излишний металл 14 отсутствует в промежуточном изделии 10, получаемом обработкой давлением и полученном в процессе S1 обработки давлением для придания U-образной формы, за счет соответствующего регулирования ширины плоской пластины 1, необходимость в процессе S2 обрезки отсутствует.
[0079]
Кроме того, например, для первого варианта осуществления было приведено описания случая обработки плоской пластины 1 давлением для придания ей U-образного поперечного сечения и образования изогнутой части 12, которая соответствует первой изогнутой трубчатой части 52 изделия 50, получаемого обработкой давлением, в процессе S1 обработки давлением для придания U-образной формы. Однако после обработки плоской пластины 1 давлением для получения U-образного поперечного сечения плоская пластина 1 может быть подвергнута дополнительной обработке давлением для образования изогнутой части 12.
[0080]
Кроме того, для вариантов осуществления, например, было приведено описание случая, в котором верхняя часть штампа, представляющего собой формообразующий штамп, приближается к или отводится от нижней части штампа. Тем не менее, верхняя часть штампа и нижняя часть штампа могут относительно приближаться друг другу или относительно удаляться друг от друга, при этом отсутствует ограничение, соответствующее описанному случаю.
[Промышленная применимость]
[0081]
В соответствии с изобретением можно предложить способ изготовления изделия, получаемого обработкой давлением, и изделие, получаемое обработкой давлением и обеспечивающее возможность ограничение частоты возникновения дефекта, такого как вмятина, при образовании изогнутой части путем сдавливания/обработки давлением полого материала.
[Краткое описание ссылочных позиций]
[0082]
1: ПЛОСКАЯ ПЛАСТИНА
10: ПРОМЕЖУТОЧНОЕ ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ОБРАБОТКОЙ ДАВЛЕНИЕМ (ПЛОСКАЯ ПЛАСТИНА ПОСЛЕ ПРОЦЕССА S1 ОБРАБОТКИ ДАВЛЕНИЕМ ДЛЯ ПРИДАНИЯ U-ОБРАЗНОЙ ФОРМЫ).
20: ПРОМЕЖУТОЧНОЕ ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ОБРАБОТКОЙ ДАВЛЕНИЕМ (ПЛОСКАЯ ПЛАСТИНА ПОСЛЕ ПРОЦЕССА S2 ОБРЕЗКИ).
30: ПРОМЕЖУТОЧНОЕ ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ОБРАБОТКОЙ ДАВЛЕНИЕМ (ПЛОСКАЯ ПЛАСТИНА ПОСЛЕ ПРОЦЕССА S3 ОБРАБОТКИ ДАВЛЕНИЕМ ДЛЯ ПРИДАНИЯ ЭЛЛИПТИЧЕСКОЙ ФОРМЫ).
40: ПРОМЕЖУТОЧНОЕ ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ОБРАБОТКОЙ ДАВЛЕНИЕМ (ПЛОСКАЯ ПЛАСТИНА ПОСЛЕ ПРОЦЕССА S4 СОЕДИНЕНИЯ).
50: ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ОБРАБОТКОЙ ДАВЛЕНИЕМ (ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ).
100: ФОРМООБРАЗУЮЩИЙ ШТАМП, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ПРИДАНИЯ U-ОБРАЗНОЙ ФОРМЫ.
110: ПРИСПОСОБЛЕНИЕ ДЛЯ УДЕРЖИВАНИЯ ЗАГОТОВКИ.
120: ОБРЕЗНОЙ ШТАМП.
130: ФОРМООБРАЗУЮЩИЙ ШТАМП, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ПРИДАНИЯ ЭЛЛИПТИЧЕСКОЙ ФОРМЫ.
140: ФОРМООБРАЗУЮЩИЙ ШТАМП, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ПРИДАНИЯ КРУГЛОЙ ФОРМЫ.
201: ЦИЛИНДРИЧЕСКАЯ ТРУБА.
210: ПРОМЕЖУТОЧНОЕ ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ОБРАБОТКОЙ ДАВЛЕНИЕМ (ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ).
230: ФОРМООБРАЗУЮЩИЙ ШТАМП, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ПРИДАНИЯ ЭЛЛИПТИЧЕСКОЙ ФОРМЫ (ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ).
240: ФОРМООБРАЗУЮЩИЙ ШТАМП, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ПРИДАНИЯ КРУГЛОЙ ФОРМЫ (ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ).
250: ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ОБРАБОТКОЙ ДАВЛЕНИЕМ (ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ).
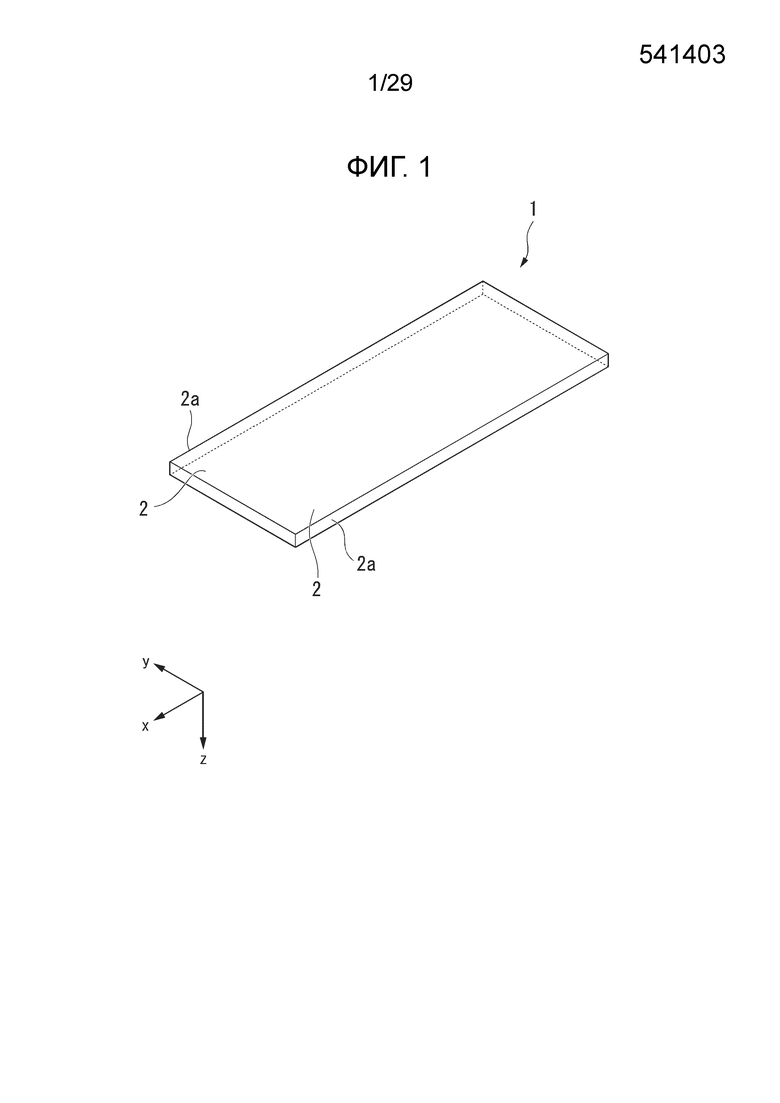
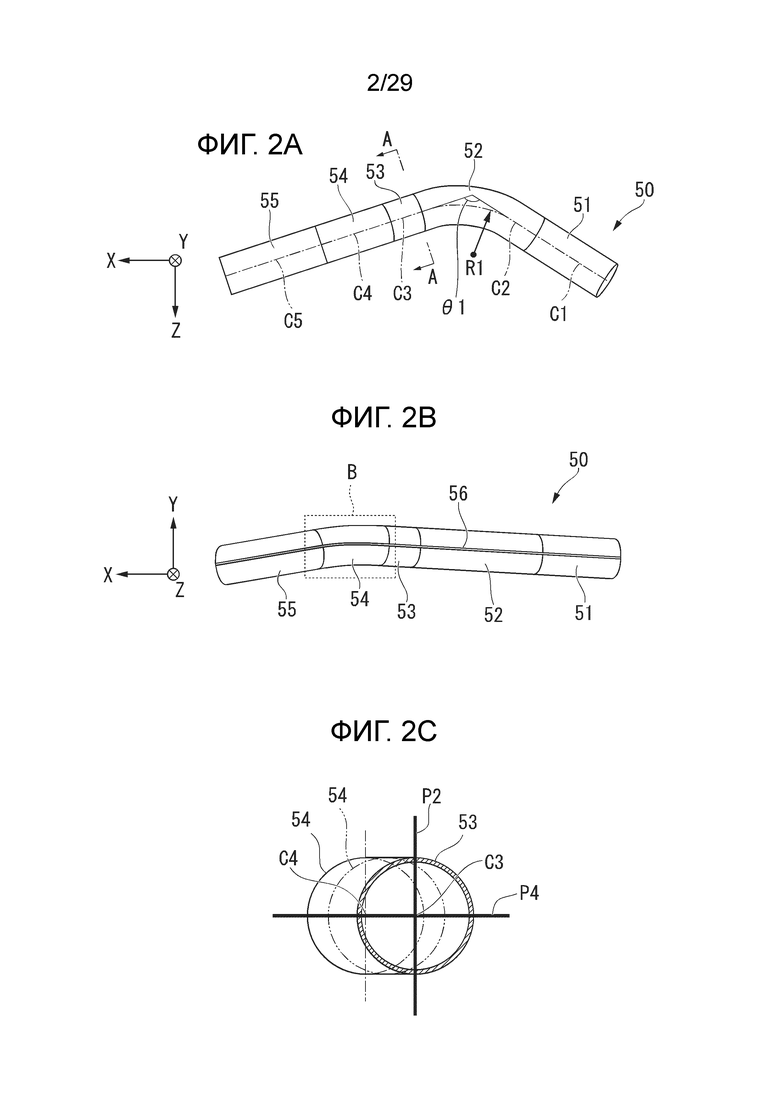
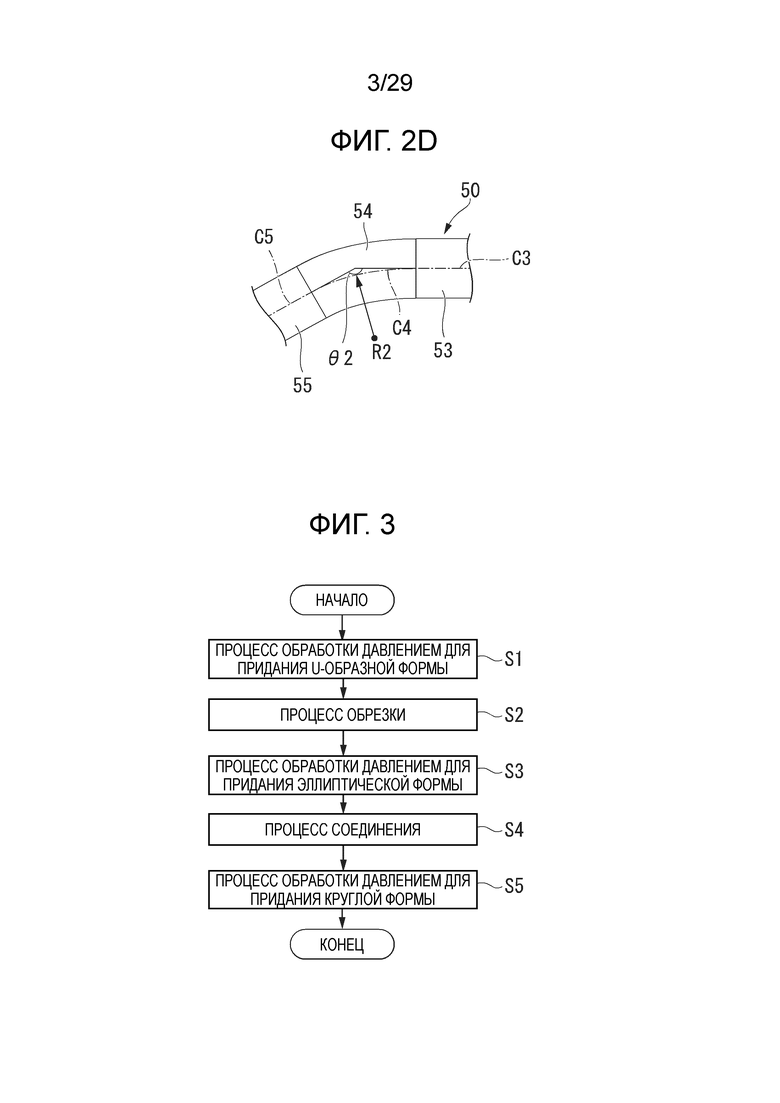
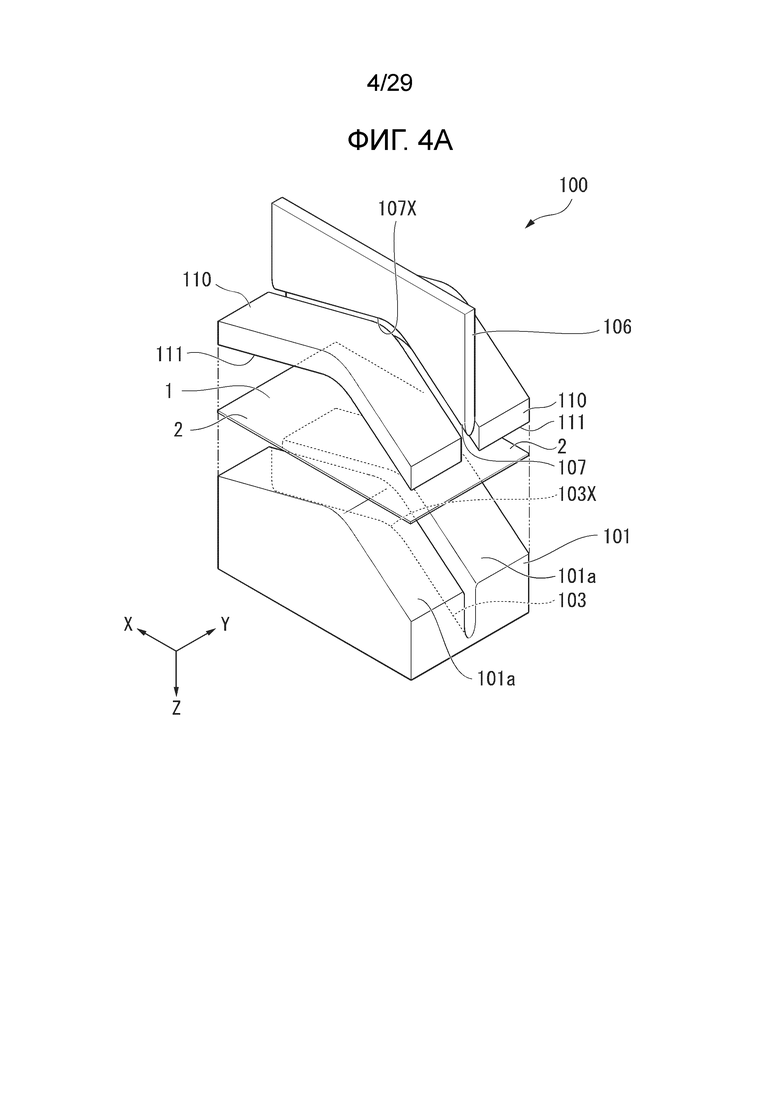
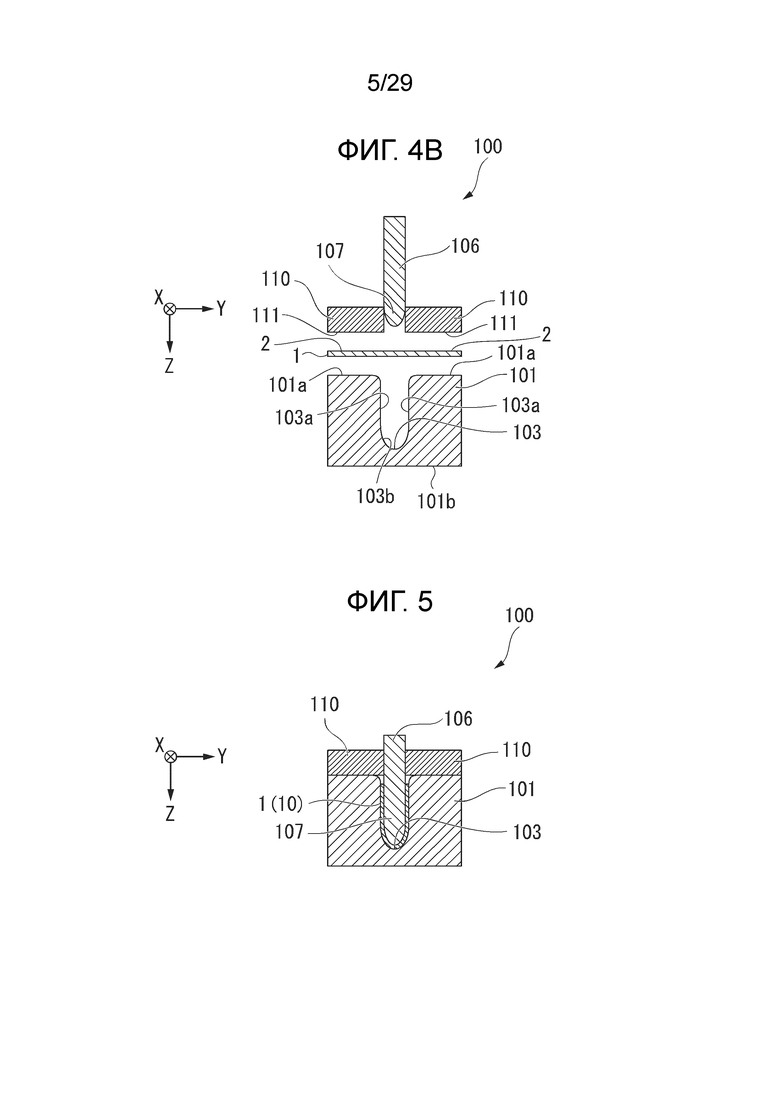
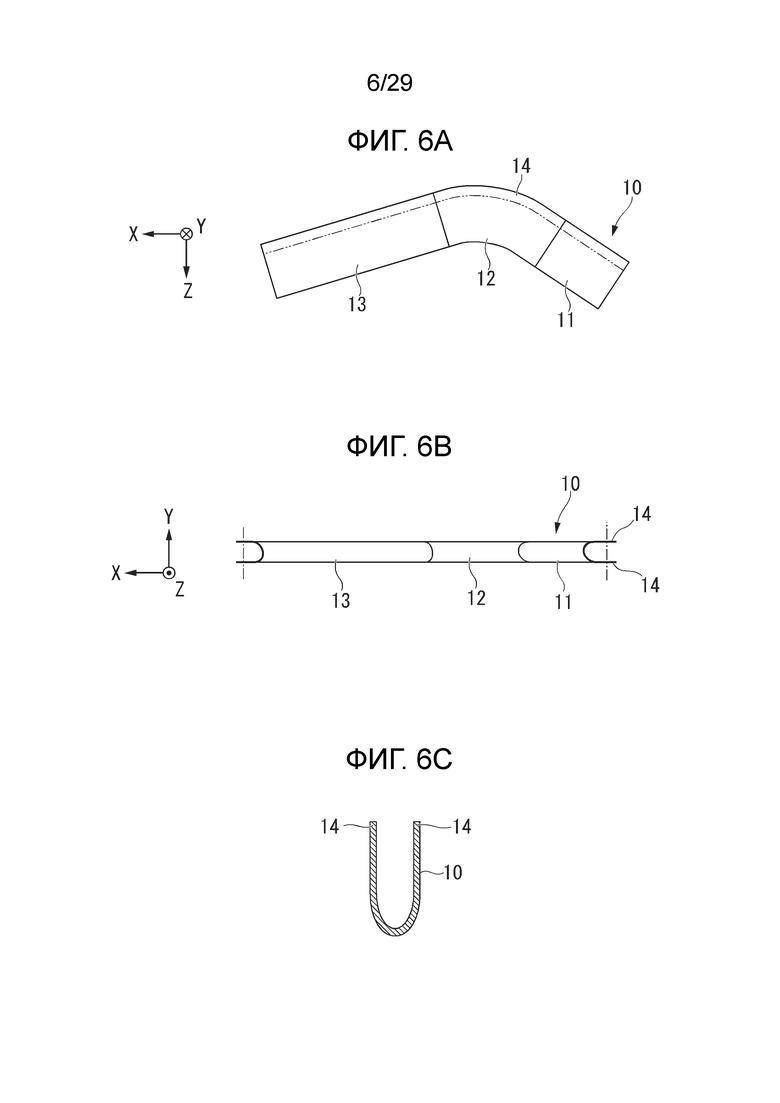
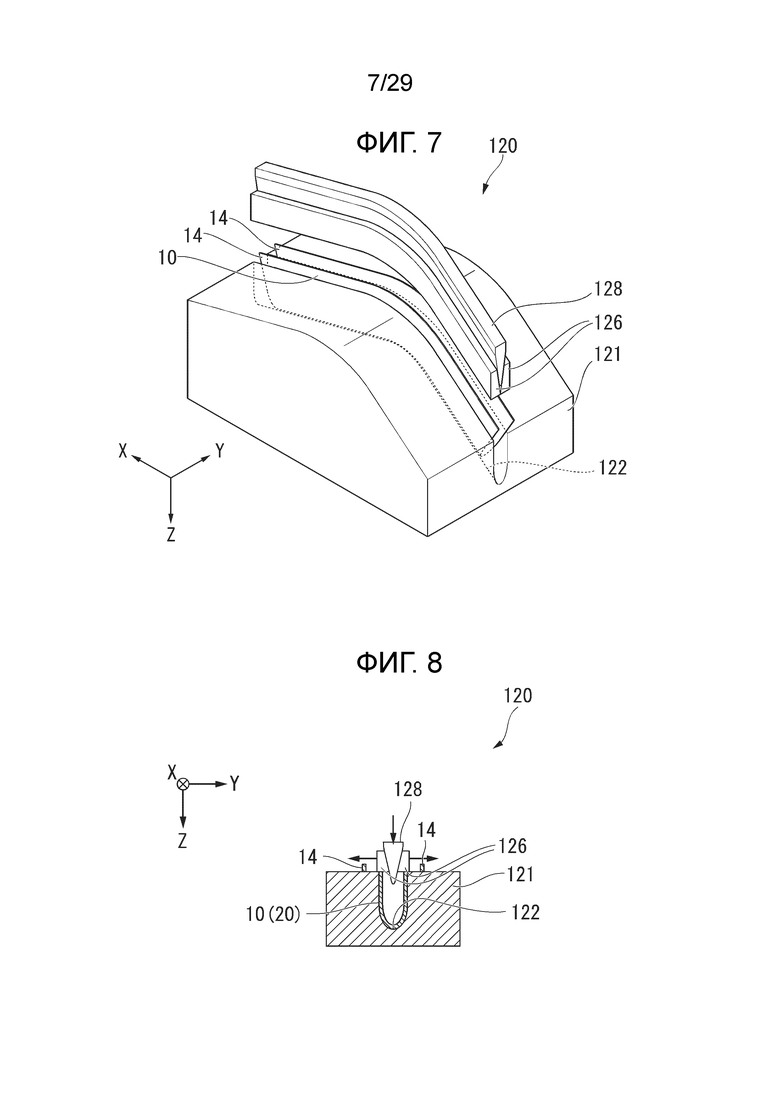
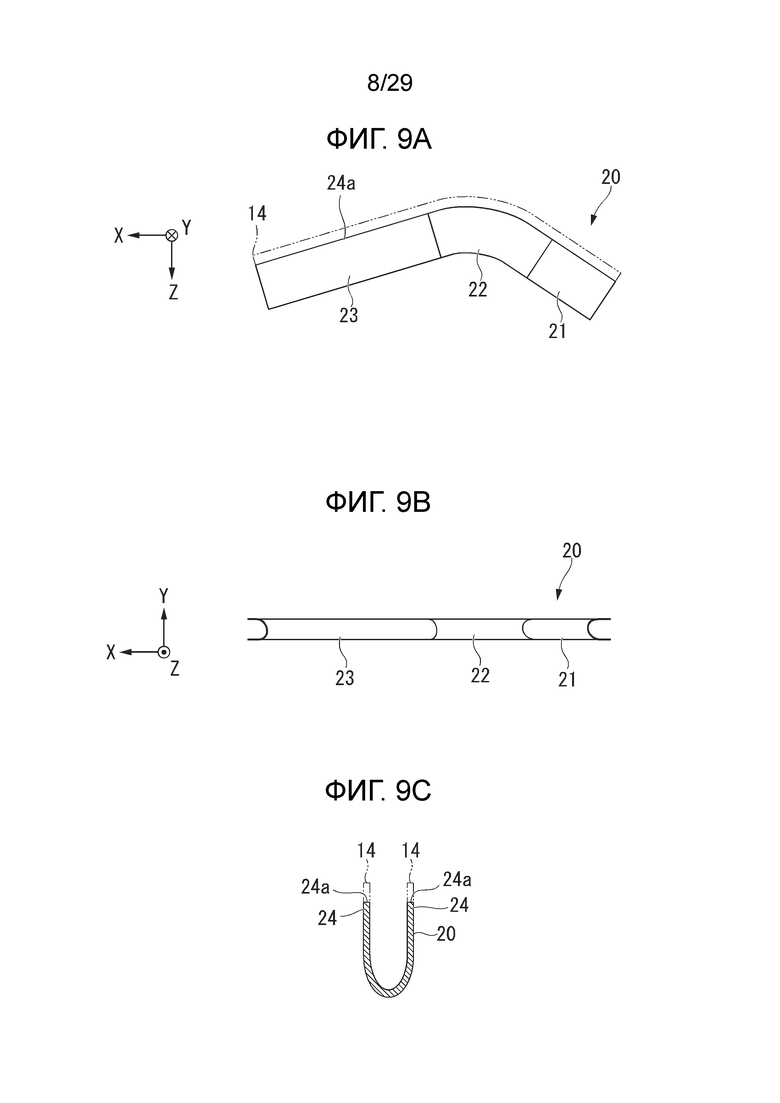
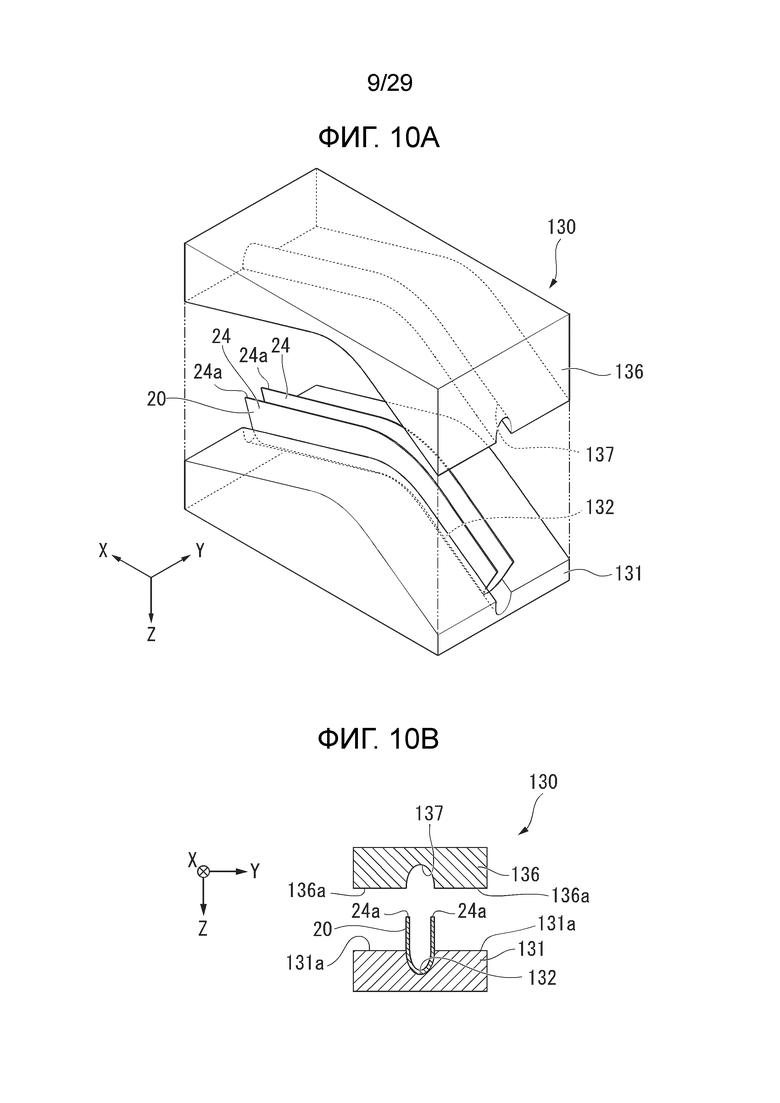
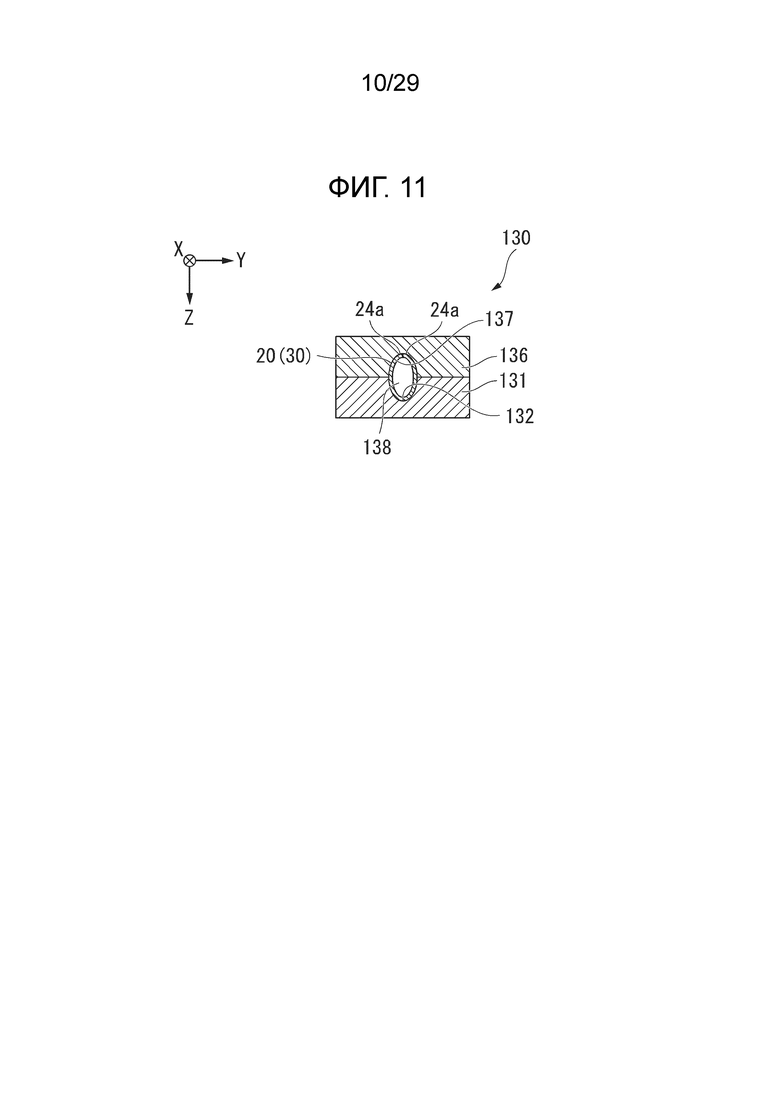
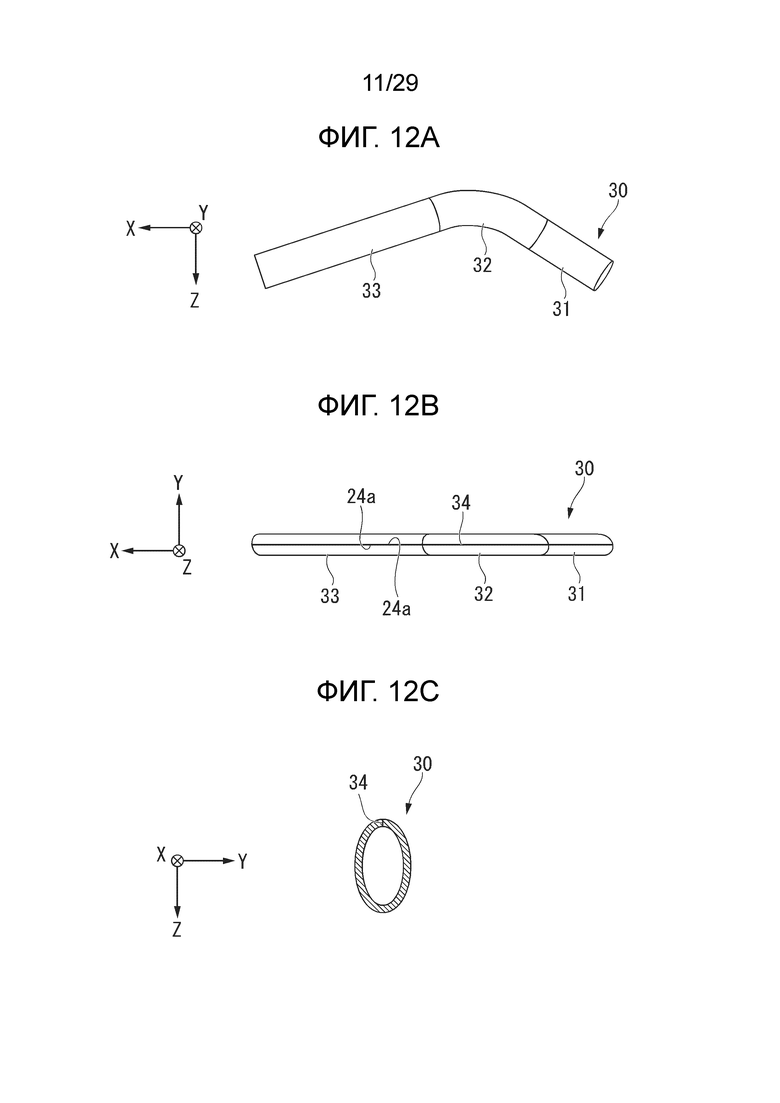
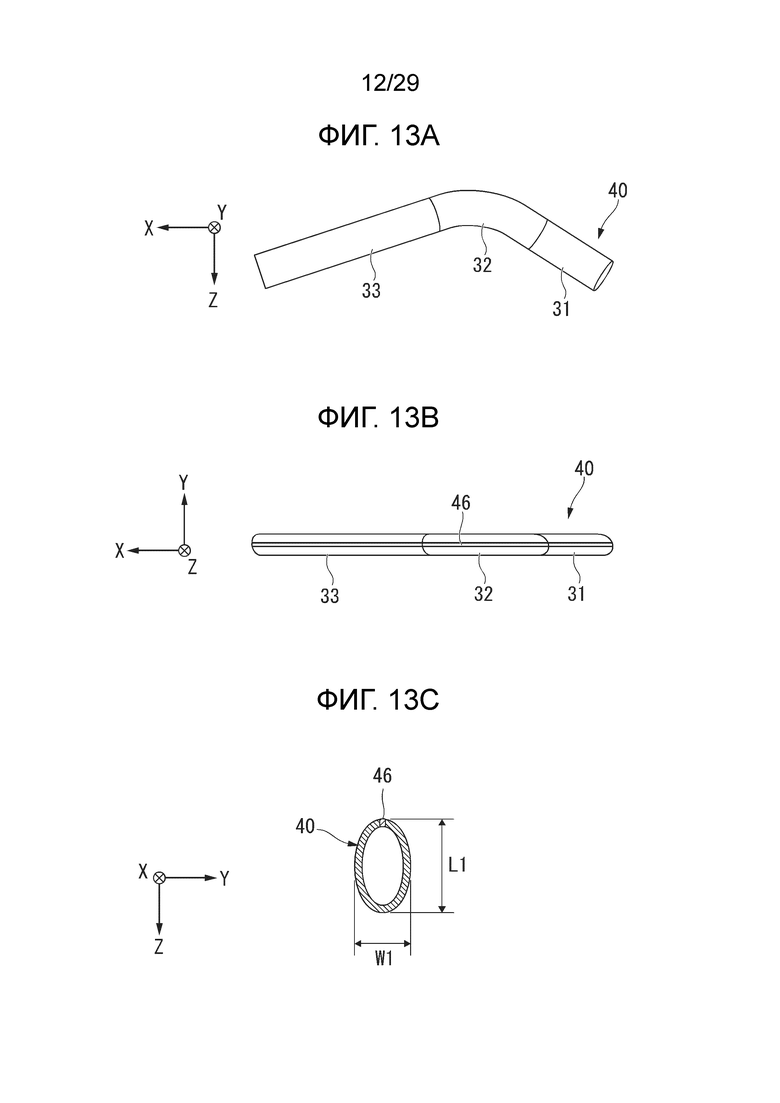
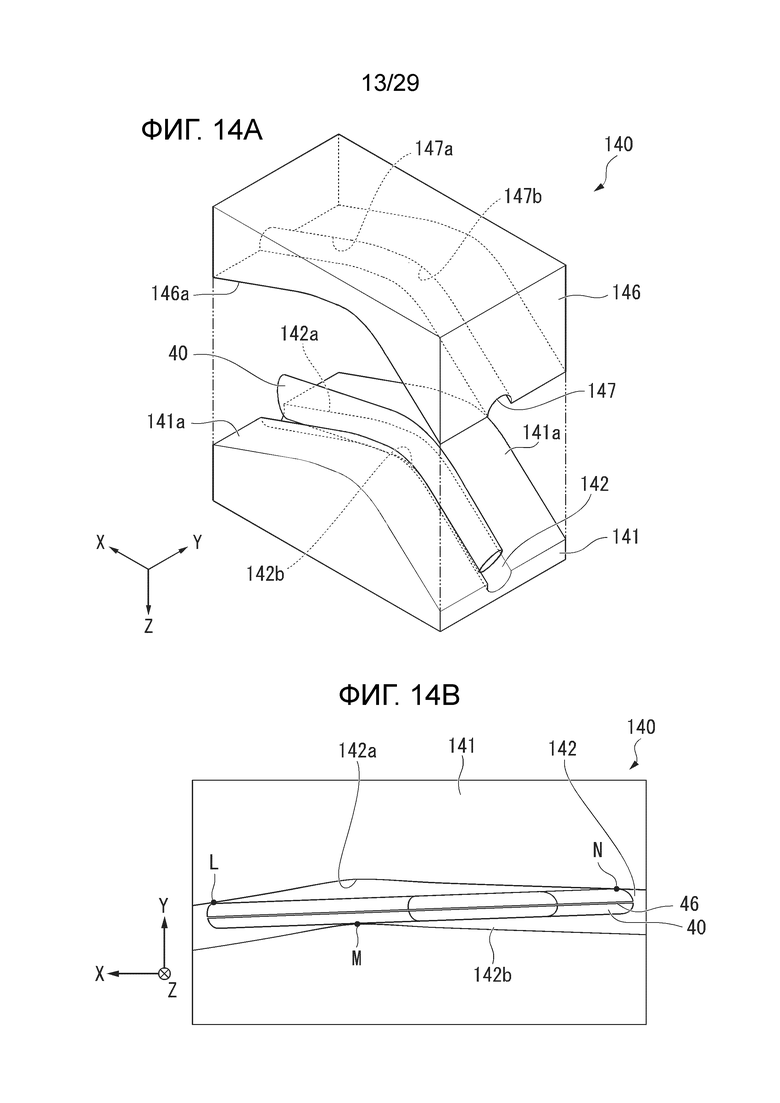
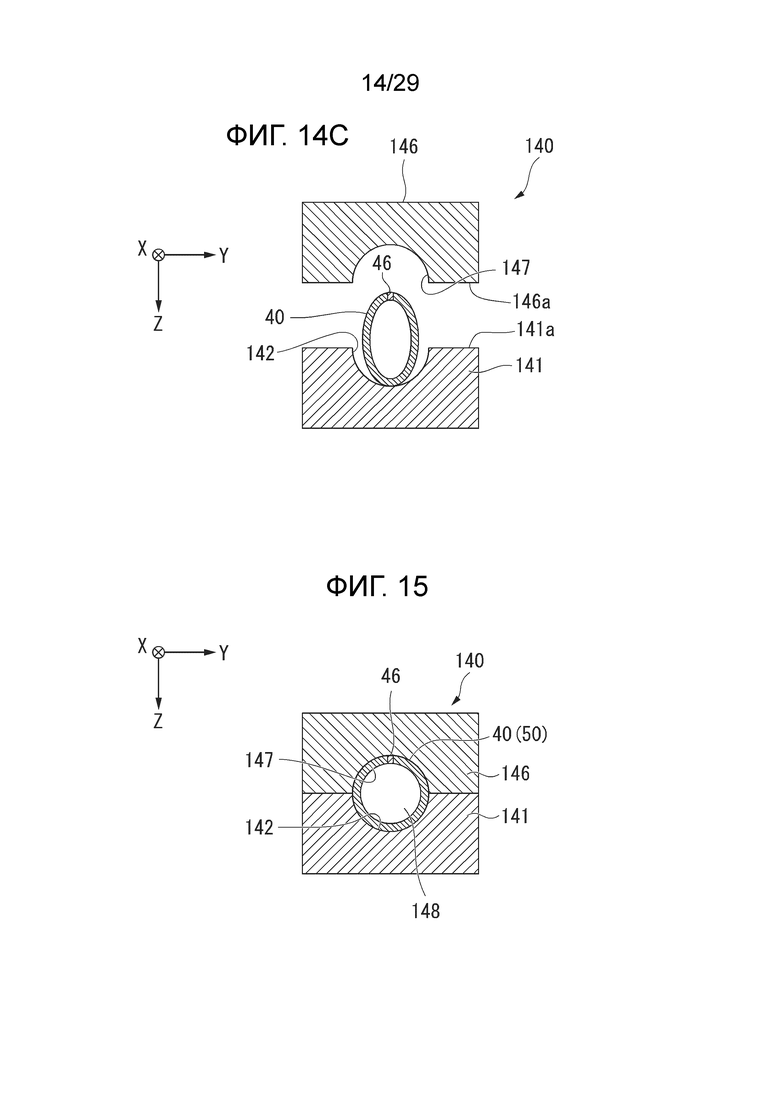
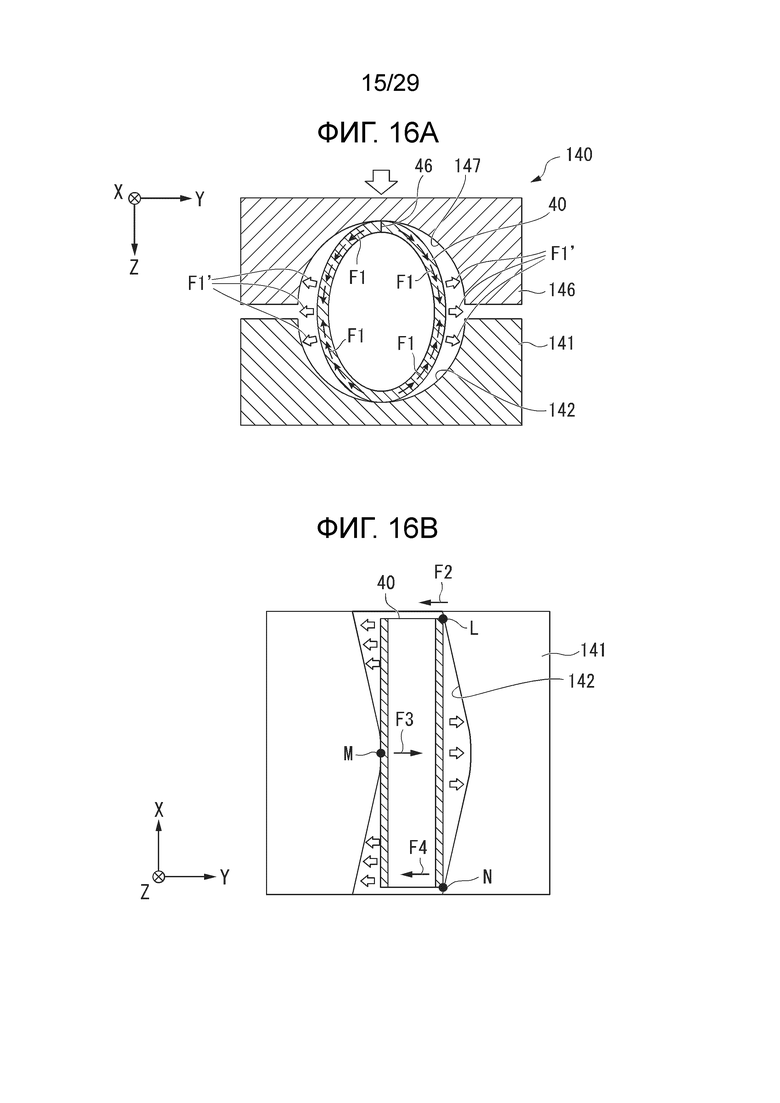
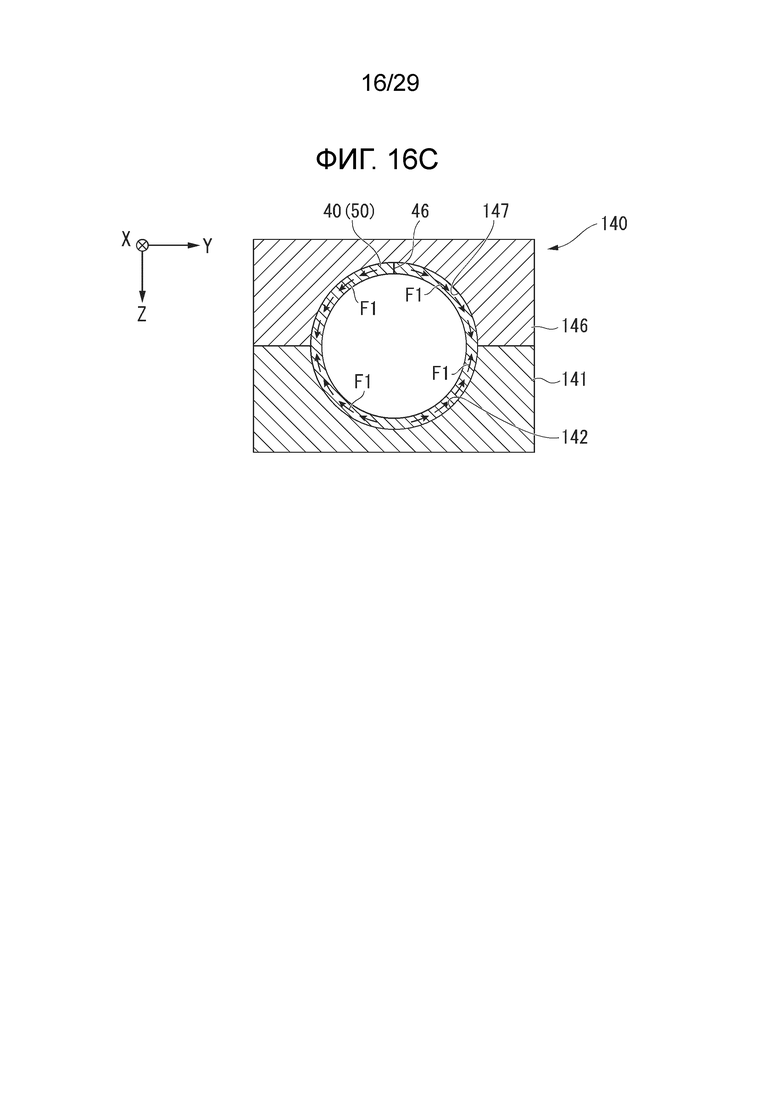
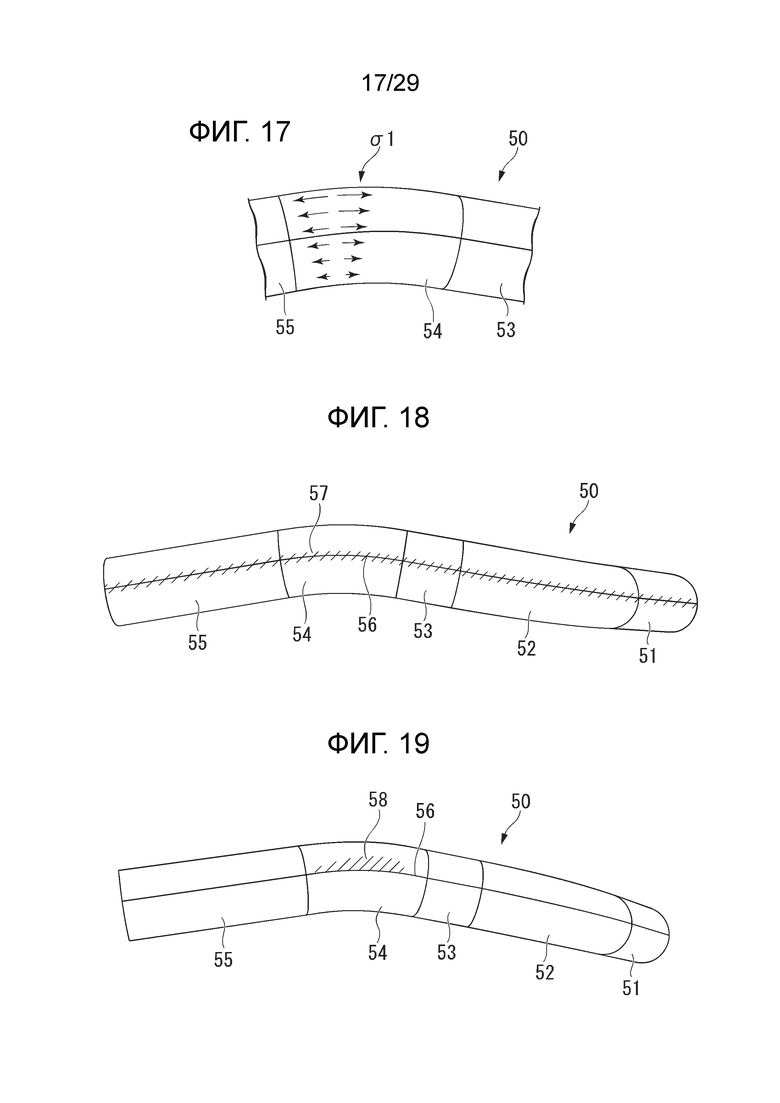
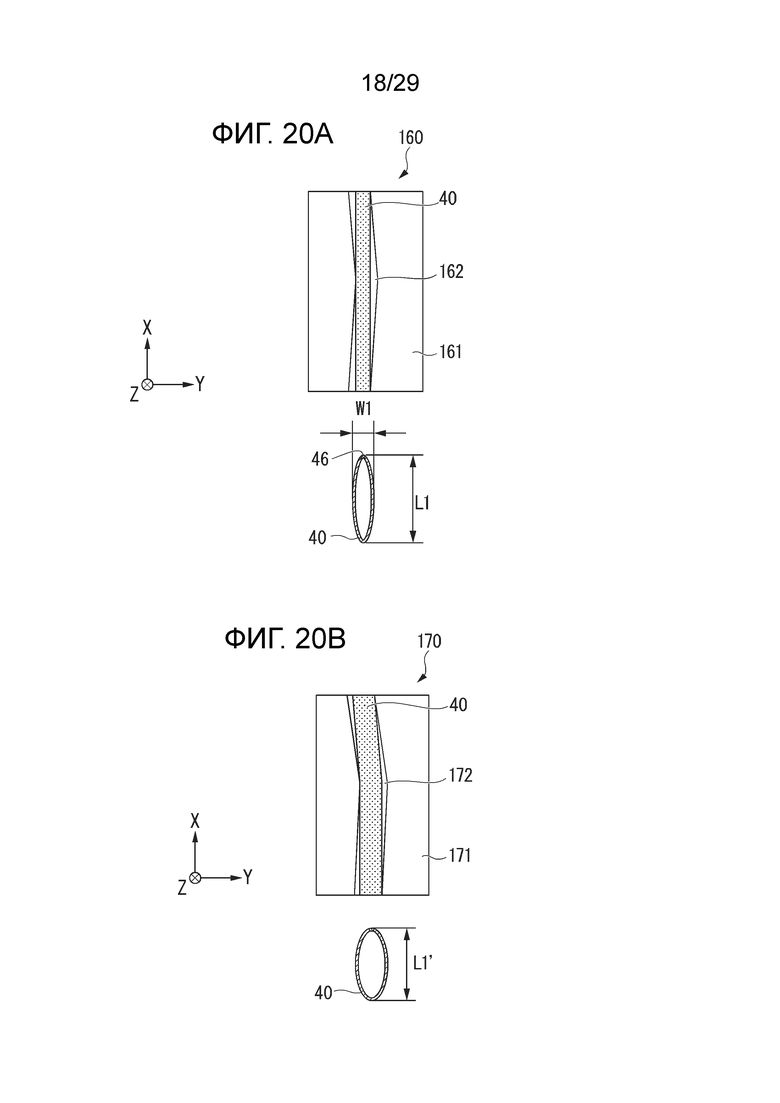
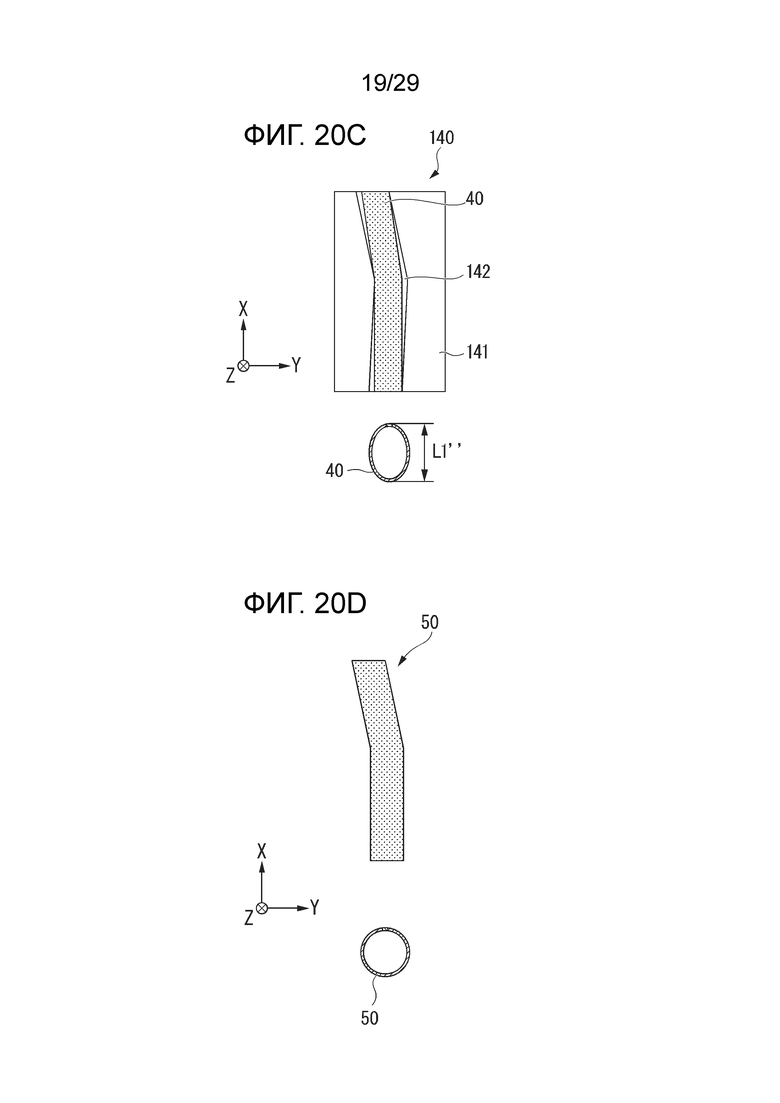
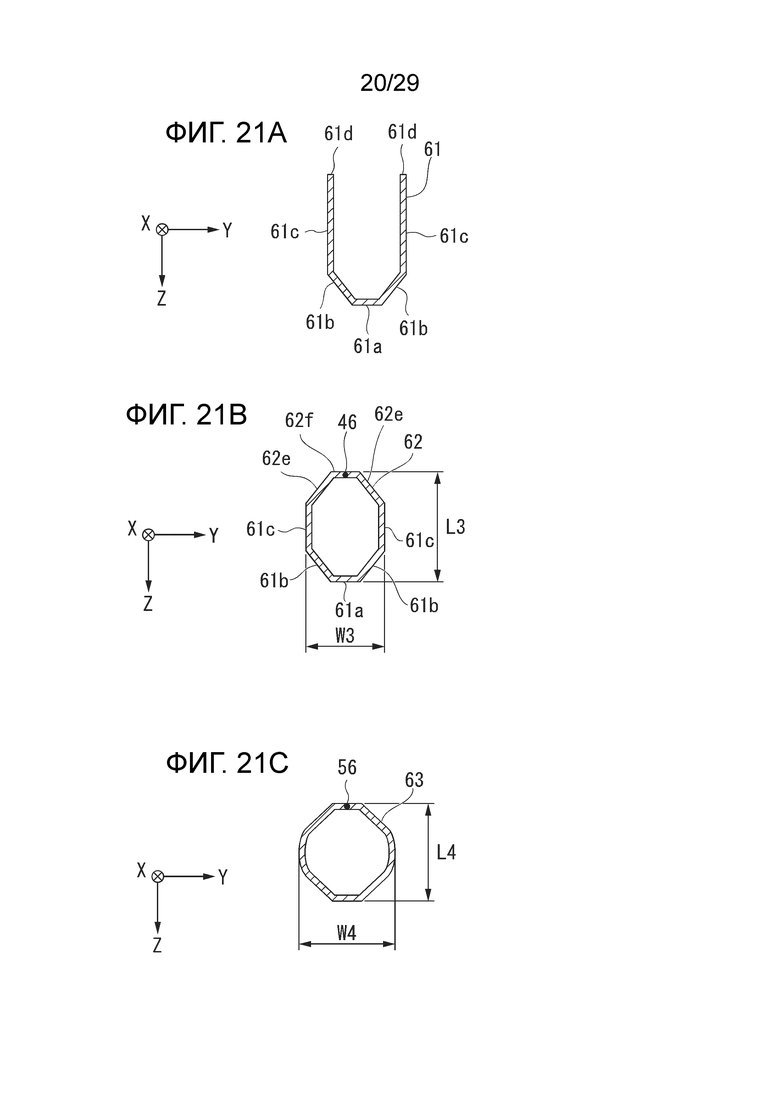
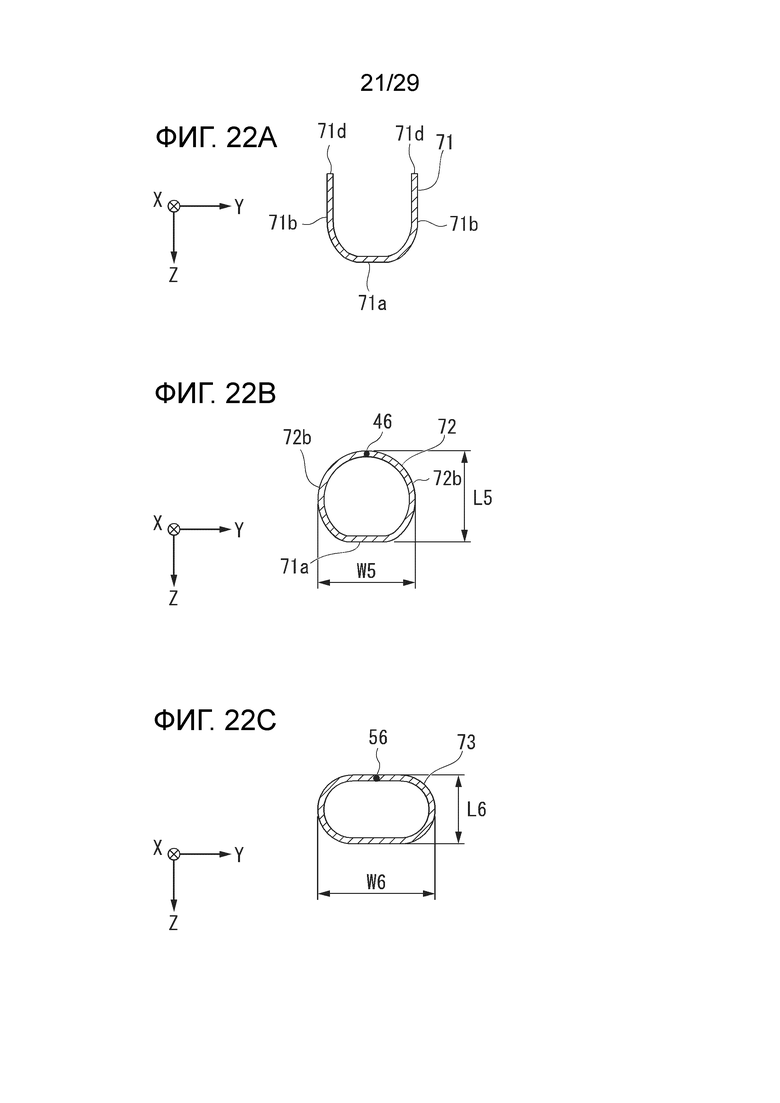
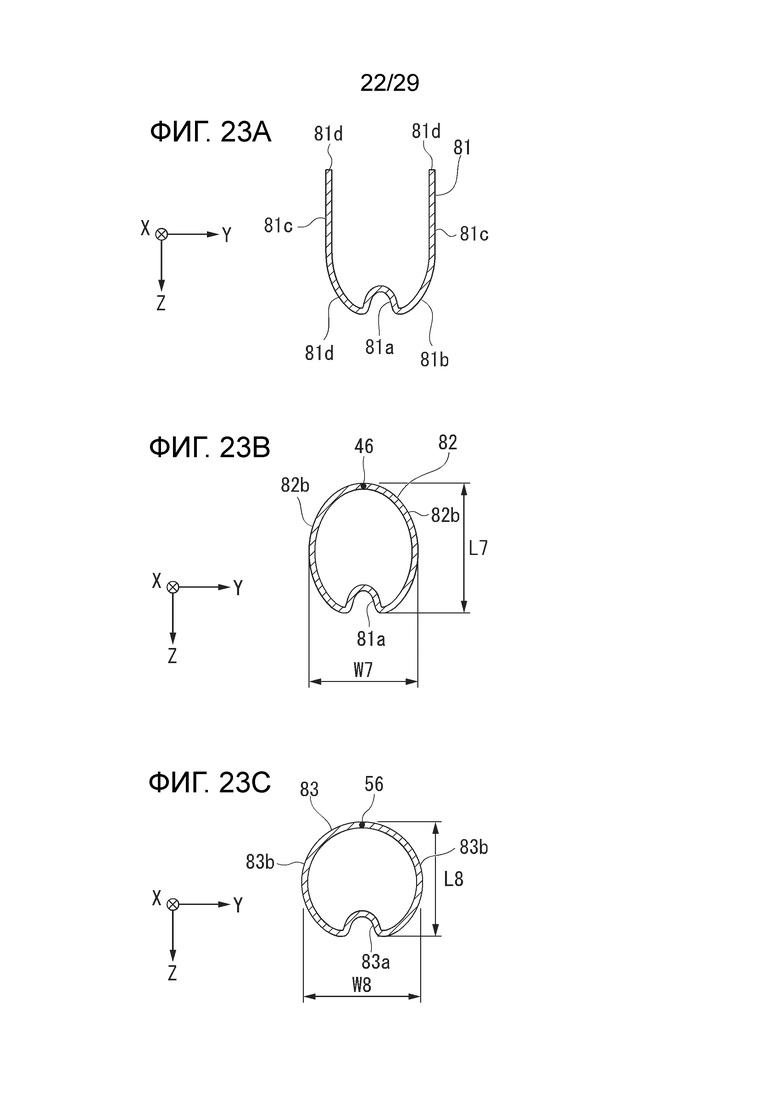
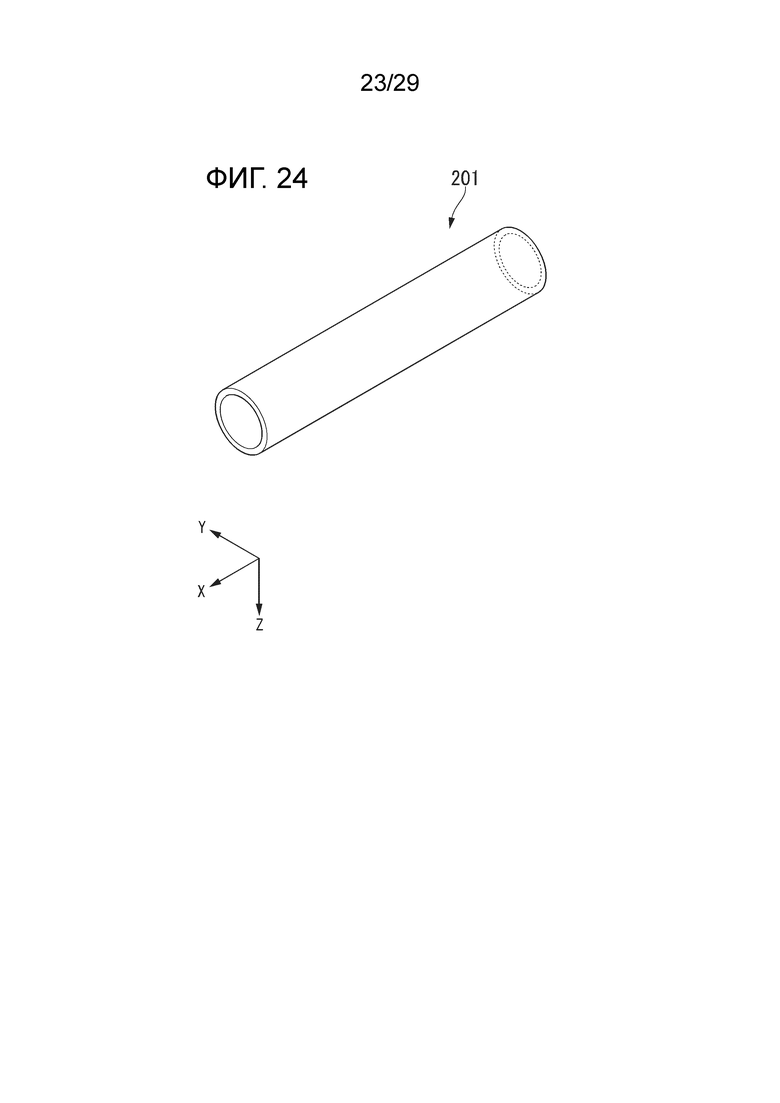
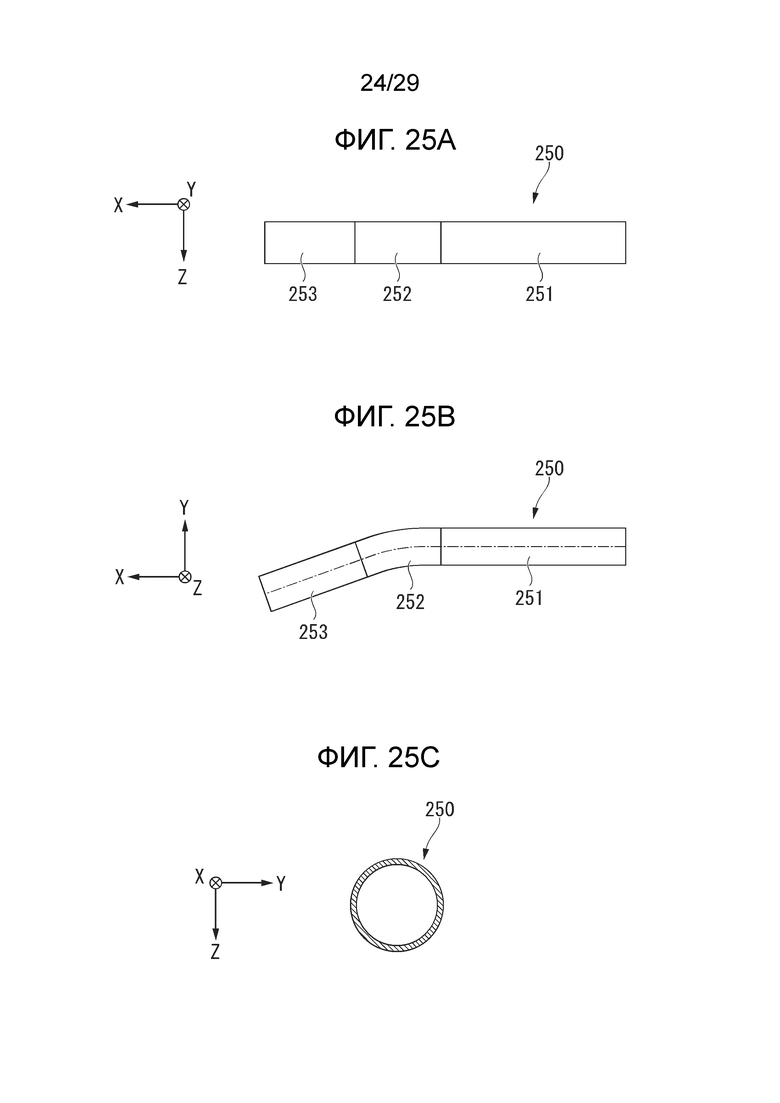
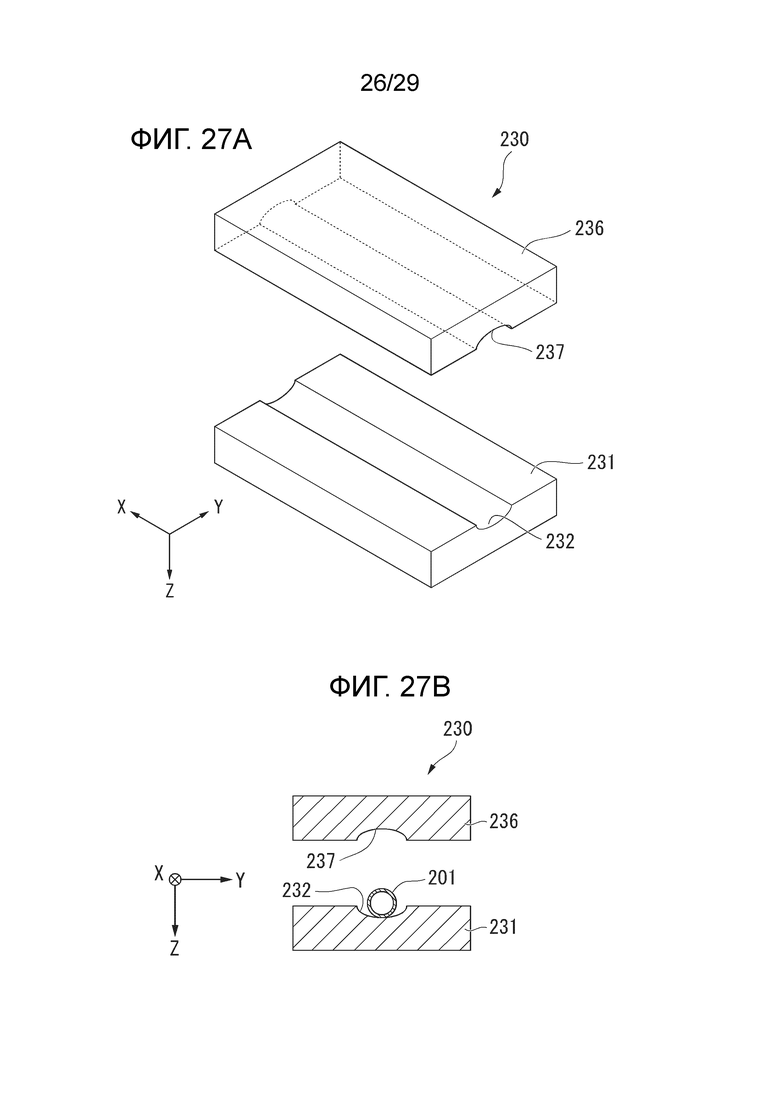
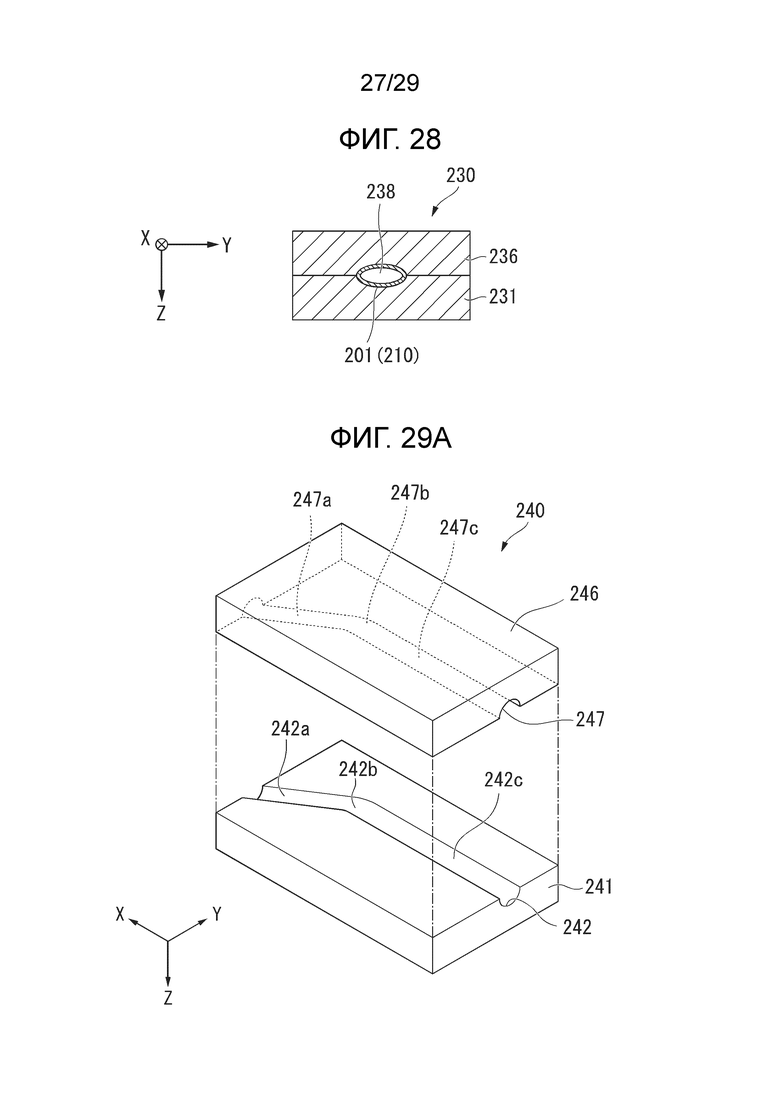
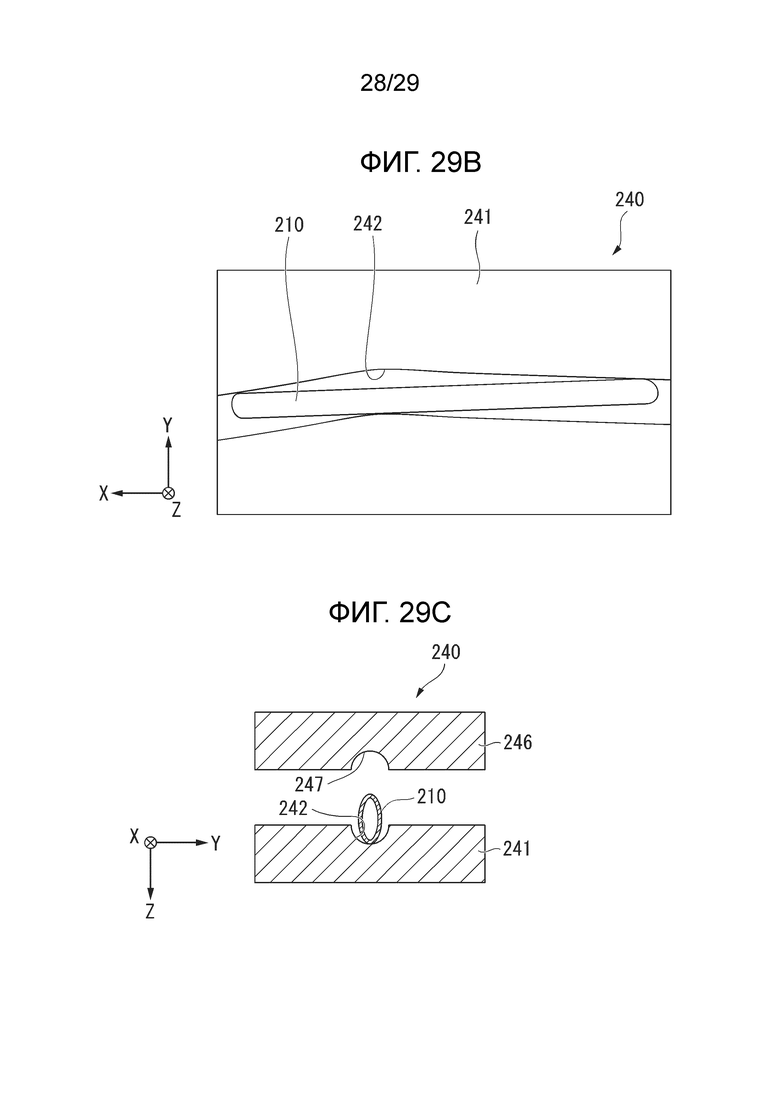
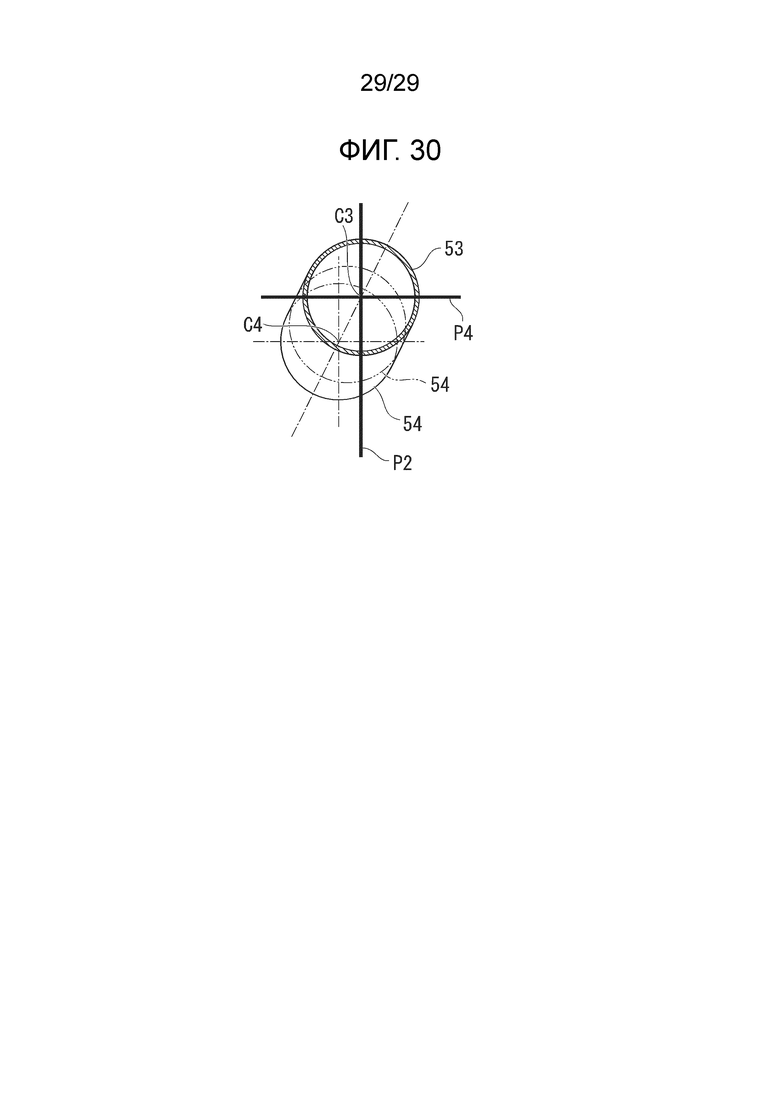
Изобретение относится к способу изготовления обработкой давлением изогнутого трубчатого изделия с удлиненной в одном направлении частью. Способ включает первый процесс, на котором осуществляют подготовку плоской пластины с получением удлиненного в первом направлении промежуточного изделия с поперечным сечением, выполненным полым и удлиненным во втором направлении, перпендикулярном к первому направлению. И второй процесс, на котором осуществляют гибку подготовленного на первом процессе промежуточного изделия в направлении, пересекающем второе направление, при взгляде в первом направлении, посредством обработки промежуточного изделия давлением вдоль второго направления с получением изогнутого обработанного давлением трубчатого изделия. В результате обеспечивается исключение дефекта, такого как вмятина, при образовании изогнутой части. 4 з.п. ф-лы, 30 ил.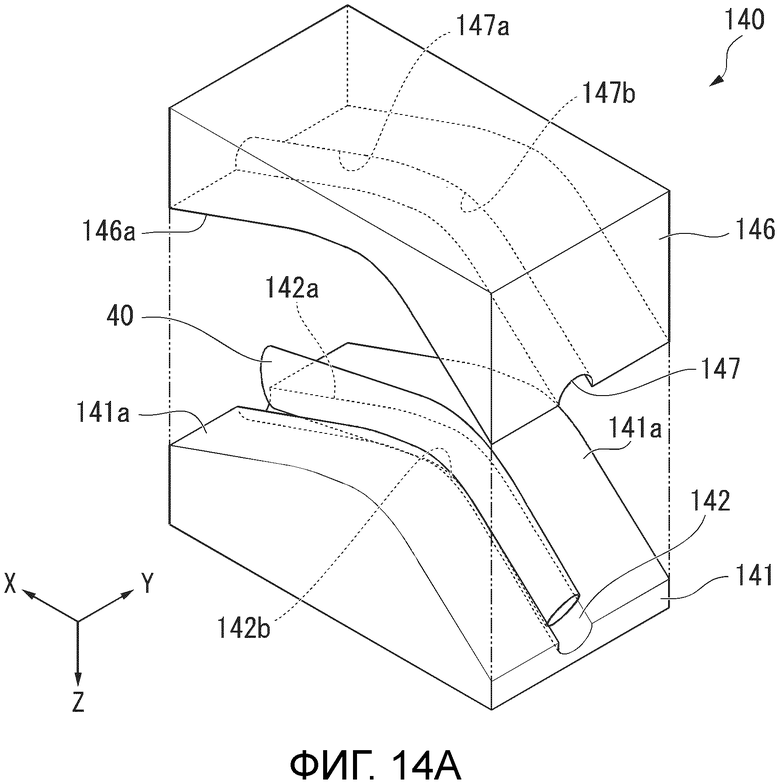
1. Способ изготовления обработкой давлением изогнутого трубчатого изделия с удлиненной в одном направлении частью, включающий:
первый процесс, на котором осуществляют подготовку плоской пластины с получением удлиненного в первом направлении промежуточного изделия с поперечным сечением, выполненным полым и удлиненным во втором направлении, перпендикулярном к первому направлению, и
второй процесс, на котором осуществляют гибку подготовленного на первом процессе промежуточного изделия в направлении, пересекающем второе направление, при взгляде в первом направлении, посредством обработки промежуточного изделия давлением вдоль второго направления с получением изогнутого обработанного давлением трубчатого изделия.
2. Способ по п.1, в котором первый процесс включает:
процесс гибки плоской пластины, представляющий собой обработку плоской пластины давлением вдоль направления толщины плоской пластины так, чтобы оба конца плоской пластины в направлении ширины были обращены друг к другу, и
процесс стыкования, представляющий собой стыкование краев обоих концов плоской пластины после процесса гибки плоской пластины.
3. Способ по п.2, в котором первый процесс дополнительно включает процесс соединения краев плоской пластины после процесса стыкования.
4. Способ по п.2 или 3, в котором в процессе гибки плоской пластины плоскую пластину подвергают обработке давлением в направлении толщины для обеспечения возможности размещения обоих концов плоской пластины в направлении ширины напротив друг друга и гибки плоской пластины в направлении толщины.
5. Способ по любому из пп.1-4, в котором во втором процессе промежуточное изделие, подготовленное на первом процессе, подвергают обработке давлением поэтапно вдоль второго направления.
| JP 3291115 A, 20.12.1991 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2018397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1991 |
|
RU2014165C1 |
| DE 102009017571 A1, 11.11.2010 | |||
| ВСЕСОЮЗНАЯ nATHHTiJfl-TEXfcH'lEOK^ff | 0 |
|
SU369091A1 |

