Область техники, к которой относится изобретение
Настоящее изобретение относится к ролику пода, расположенному в печи непрерывного отжига, в которой стальной лист подвергают непрерывной термообработке во время транспортирования, и к установке непрерывного отжига, в которой используют ролик пода.
Уровень техники
Установка непрерывного отжига является установкой для непрерывной термообработки стального листа, в процессе которой стальной лист в форме рулона разматывают на стороне входа печи, подают в печь, в которой поддерживают высокую температуру, подвергают непрерывной термообработке, поддерживая и транспортируя лист с помощью роликов и т.п., охлаждают и извлекают наружу печи, после чего снова сматывают в рулон. В последнее время указанную установку широко используют в качестве установки отжига холоднокатаного стального листа, листовой электротехнической стали и т.п.
Ролик пода устанавливают в печи установки непрерывного отжига для поддержки и транспортирования стального листа и обычно изготавливают из жаропрочной стали, жаропрочного сплава и т.п. Однако ролик пода в течение длительного времени непрерывно используют в печи, в которой поддерживают высокую температуру 700 – 1300°C, в окислительной атмосфере или восстановительной атмосфере, поэтому часто возникает проблема деформации (изгибания) ролика, налипания окислов и т.п. В контексте настоящего описания налипание (также именуемое как «отложение») означает, что железо, окислы железа, окислы марганца и т.п., присутствующие на поверхности стального листа, осаждаются на наружной периферийной поверхности ролика пода. В случае налипания окислов на стальном листе, который поддерживает и транспортирует ролик пода, образуются дефекты, значительно ухудшающие качество продукта.
В качестве средства решения вышеуказанной проблемы разработаны ролик пода, образованный посредством термического напыления керамического материала на поверхность основного материала металлического ролика, ролик пода, образованный посредством крепления керамического бандажа, углеродный бандаж и т.п. для металлического ролика и т.д. Например, в Патентном документе 1 приводится описание ролика пода для печи для термообработки, содержащего на участке поверхности основного материала, изготовленного из жаропрочной литой стали, покрытие, полученное напылением при высокой температуре и содержащее 10 – 70% об. силицида ZrSi2 на основе Zr от общего объема, остальное оксид на основе Zr, содержащий 5 – 20% масс. одного или нескольких соединений из MgO, CaO и Y2O3, и имеющее исключительное сопротивление отложению окислов, сопротивление отслаиванию при высоких температурах и износостойкость при высоких температурах. В Патентном документе 2 также приводится описание ролика пода, в котором вал металлического ролика закрыт керамическим бандажом и, по меньшей мере, один из обоих концов бандажа упруго прижат в направлении вала прижимным элементом, используя вал ролика в качестве опорной поверхности для препятствования трещинам, которые легко образуются при фиксации бандажа, причем между внутренней поверхностью и наружной поверхностью бандажа с обоих его концов расположен тонкий металлический лист, намотанный в форме рулона. В Патентном документе 3 приводится описание ролика пода для печи для термообработки, в котором углеродный бандаж имеющий сопротивление налипанию окислов, расположен на металлической внутренней части.
Существующие документы
Патентные документы
Патентный документ 1: JP-A-H06-065708
Патентный документ 2: JP-A-H01-176021
Патентный документ 3: JP-A-2005-281791
Раскрытие сущности изобретения
Задача, которую решают с помощью изобретения
Однако ролик, образованный посредством термического напыления керамического материала на поверхность основного материала металлического ролика, как описано в Патентном документе 1, имеет исключительное сопротивление налипанию окислов, но покрытие может легко отслаиваться в зависимости от температуры, атмосферы и т.п. печи, поэтому область применения ролика ограничена. Кроме того, покрытие, полученное термическим напылением керамического материала, может легко изнашиваться в результате трения о стальной лист, поэтому цикл замены ролика является коротким и составляет несколько лет, что создает проблему в отношении технического обслуживания. Ролик, образованный посредством закрывания вала металлического ролика керамическим бандажом, как описано в Патентном документе 2, имеет исключительное сопротивление налипанию окислов. Однако, поскольку необходимо закрывать вал металлического ролика бандажом, фиксируемый участок может разрушаться или в ролике может возникать изгиб из-за разницы теплового расширения металла и керамики, и, таким образом, необходимо заменять ролик через короткий период времени, приблизительно через полгода, или восстанавливать фиксируемый участок. Ролик пода, закрытый углеродным бандажом, как описано в Патентном документе 3, также создает сходные проблемы.
Как описано выше, каждый из обычных роликов пода создает проблему в отношении его долговечности, поэтому необходимо часто заменять или восстанавливать ролик, что требует больших накладных расходов при техническом обслуживании установки.
Изобретение разработано с учетом вышеуказанных проблем, свойственных стандартных роликам пода, и предлагает ролик пода, имеющий исключительное сопротивление налипанию окислов, длительный срок службы, а также не требующий технического обслуживания в течение длительного времени, и установку непрерывного отжига, в которой используют такой ролик пода.
Решение задачи
Авторы изобретения сосредоточили свое внимание на исходном материале, из которого изготавливают ролик, и выполнили ряд исследований для рения вышеуказанной задачи. В результате они установили, ролик пода, имеющий исключительное сопротивление налипанию окислов и не требующий технического обслуживания в течение длительного времени, можно получить посредством изготовления всего ролика пода из одного или нескольких керамических материалов, после чего изобретение было осуществлено.
Точнее говоря, изобретение представляет собой ролик пода для поддержки и транспортирования стального листа в печи непрерывного отжига, отличающийся тем, что часть типа вала и основная часть ролика выполнены из одного или нескольких керамических материалов.
Ролик пода по изобретению отличается тем, что он образован из концентричных керамических слоев, выполненных из различных керамических материалов и сцентрированных по оси вращения ролика.
Ролик пода по изобретению отличается тем, что часть типа вала и основная часть ролика выполнены из различных керамических материалов.
Кроме того, ролик пода по изобретению отличается тем, что основная часть ролика образована из различных керамических слоев.
Помимо этого, керамический материал в ролике пода по изобретению отличается тем, что он имеет предел прочности при высоких температурах не менее 200 МПа и стойкость к тепловому удару не ниже 350°C.
Ролик пода по изобретению отличается тем, что отношение коэффициента теплового расширения керамического материала внутреннего слоя к коэффициенту теплового расширения керамического материала наружного слоя в рабочем диапазоне температур находится в диапазоне 0,5 – 1,5.
Керамический материал в ролике пода по изобретению отличается тем, что он является любым из материалов, к которым относятся нитрид кремния, карбид кремния, оксид алюминия и оксид циркония.
Кроме того, изобретение является установкой непрерывного отжига, отличающейся тем, что в ней используют любой из вышеописанных роликов пода, по меньшей мере, в одной из зон, к которым относятся зона нагрева, зона выдерживания и зона охлаждения установки.
Установка непрерывного отжига также отличается тем, что в ней ролик пода используют в секции, имеющей внутреннюю температуру 700 – 1300°C в зоне нагрева, зоне выдерживания и зоне охлаждения.
Эффект изобретения
По изобретению ролик пода для установки непрерывного отжига, содержащий часть типа вала и основную часть ролика, выполнен из одного или нескольких керамических материалов, поэтому можно исключить налипание окислов, что заметно улучшает качество поверхности готового стального листа, а также можно значительно уменьшить деформацию и т.п. ролика пода, в результате чего ролик пода можно не заменять в течение не менее 10 лет, что позволяет не только исключить техническое обслуживание, но также способствует значительному повышению производительности.
Краткое описание чертежей
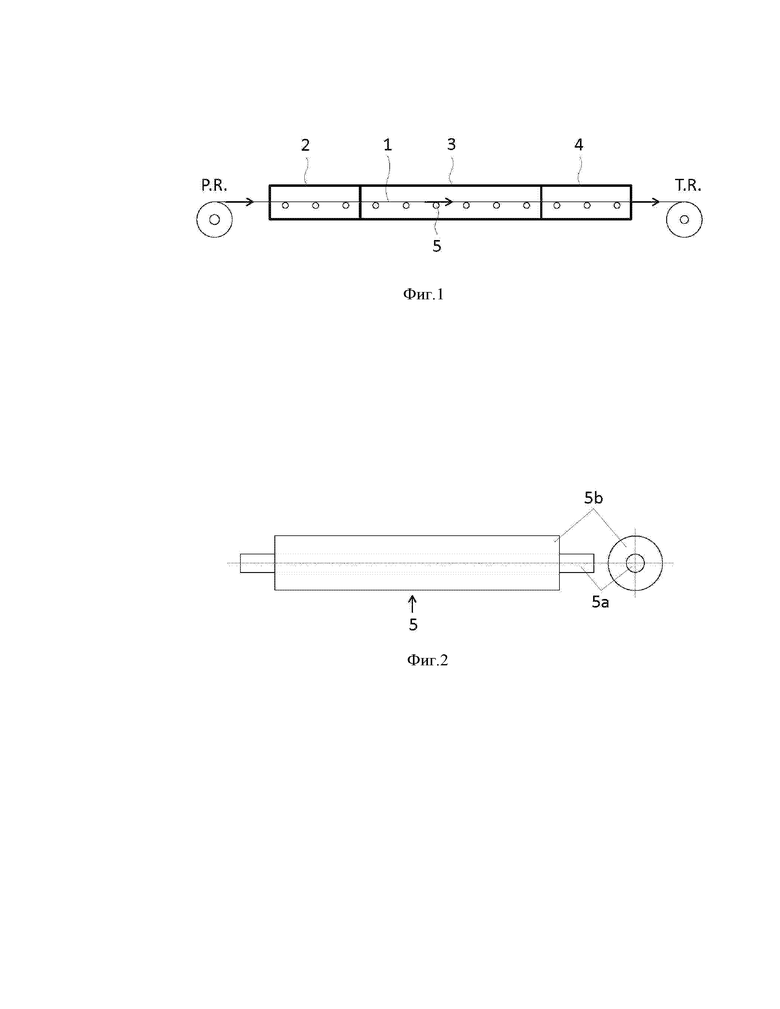
Фиг. 1 – схематичный вид конфигурации установки непрерывного отжига, в которой можно использовать ролик пода по изобретению;
фиг. 2 – схематичный вид конструкции ролика пода по изобретению.
Осуществление изобретения
На фиг. 1 показан схематичный вид установки непрерывного отжига бокового типа (горизонтального типа) для непрерывной термообработки стального листа посредством его нагрева во время транспортирования в горизонтальном направлении, причем стальной лист 1 разматывают с рулона с помощью разматывателя (PR) на стороне входа, подвергают термообработке посредством нагрева, выдерживания и охлаждения во время его непрерывного прохождения через зону 2 нагрева, зону 3 выдерживания и зону 4 охлаждения и снова сматывают в другой рулон с помощью намоточно-натяжной моталки (TR) со стороны выхода. Общепринято, что сварочная машина для сварки непрерывно движущихся стальных листов, оборудование для очистки, предназначенное для удаления эмульсии для смазки поверхности валков и т.п. со стального листа, петлевое устройство и т.д. расположены между разматывателем и зоной 2 нагрева, и петлевое устройство, оборудование для дрессировки и т.д. расположено между зоной 4 охлаждения и намоточно-натяжной моталкой, что не показано на фиг. 1.
Поскольку стальной лист подвергают термообработке в зоне 2 нагрева и зоне 3 выдерживания для получения требуемых свойств материала, общепринято, что внутреннюю сторону таких зон нагревают до температуры не менее 700°C, но не более 1300°C. Кроме того, зону 2 нагрева часто нагревают по способу прямого нагрева с помощью непосредственной подачи пламени к стальному листу или способу косвенного нагрева с помощью радиационной трубы, и зону 3 выдерживания часто нагревают по способу косвенного нагрева с помощью радиационной трубы или электронагревателя.
Ролик 5 пода для поддержки и транспортирования стального листа в зоне 2 нагрева, зоне 3 выдерживания и зоне 4 охлаждения, в общем, должен иметь конструкцию, содержащую часть 5a типа вала в качестве центра вращения ролика и основную часть 5b ролика, образованную в окружном направлении части типа вала и имеющую наружную периферийную поверхность, контактирующую со стальным листом, как показано на фиг. 2. До настоящего времени ролик пода, образованный посредством установки бандажа, выполненного из керамики или углерода, на периферию части типа вала, выполненной из жаропрочной стали, использовали в качестве противодействия налипанию окислов. Однако, несмотря на то, что вышеописанный валик пода имеет исключительное сопротивление налипанию окислов, срок службы ролика является коротким из-за деформации или износа ролика, и необходимо часто выполнять техническое обслуживание, например, замену ролика, восстановление и т.п.
Настоящее изобретение решает вышеуказанную проблему посредством изготовления всего ролика пода, содержащего часть типа вала и основную часть ролика, только из одного или нескольких керамических материалов.
В качестве керамического материала для изготовления ролика пода по изобретению можно использовать нитрид кремния Si3N4, карбид кремния SiC, оксид алюминия Al2O3, оксид циркония ZrO2 и их смесь, причем предпочтительно можно использовать любое из указанных соединений. Кроме того, ролик пода, в сущности, является полым роликом, но может быть сплошным роликом.
Помимо вышеописанных керамических материалов желательно использовать керамический материал, имеющий предел прочности при высоких температурах не менее 200 МПа и стойкость к тепловому удару не ниже 350°C.
Если предел прочности при высоких температурах составляет менее 200 МПа, существует риск разрушения в случае концентрации напряжений на локальном участке ролика. Если стойкость к тепловому удару ниже 350°C, существует ограничение в отношении температуры открывания печи для выполнения технического обслуживания и т.п., в результате чего увеличивается время простоя. Более предпочтительно, предел прочности при высоких температурах должен составлять не менее 300 МПа, и стойкость к тепловому удару должна составлять не ниже 700°C.
В этом отношении предел прочности при высоких температурах означает предел прочности на изгиб при температуре 1300°C, измеряемый по методу, описанному в JIS R1604.
Помимо этого, стойкость к тепловому удару означает разность температур, которая не вызывает образования трещин при закалке и которую измеряют по методу, описанному в JIS R1648.
В этой связи в табл.1 приведены репрезентативные значения предела прочности при высоких температурах и стойкости к тепловому удару вышеописанных керамических материалов вместе с коэффициентами теплового расширения, описанными ниже для справки. В качестве исходного материала для изготовления ролика предпочтительно следует использовать нитрид кремния Si3N4 или карбид кремния SiC с точки зрения стойкости к тепловому удару.
Таблица 1
при 40 – 400°C
(10-6/°C)
Ролик пода по изобретению можно изготавливать из одного из вышеуказанных керамических материалов или только из одной из смесей вышеуказанных керамических материалов или можно изготавливать из двух или более керамических материалов, имеющих отличающиеся характеристики. Если ролик изготавливают из двух или нескольких керамических материалов, предпочтительно, чтобы он имел многослойную структуру, составленную из множества концентричных керамических слоев, сцентрированных по валу ролика.
В качестве примера многослойной конструкции часть типа вала в качестве вала ролика и основная часть ролика в качестве наружного периферийного участка части типа вала (участок, контактирующий со стальным листом) можно изготавливать из разных керамических материалов, и основная часть ролика может иметь многослойную структуру, состоящую из множества керамических слоев из различных материалов.
Однако, в случае многослойной структуры, как описано выше, предпочтительно, чтобы отношение коэффициента теплового расширения керамического материала внутреннего слоя к коэффициенту теплового расширения керамического материала наружного слоя находилось в диапазоне 0,5 – 1,5. Если отношение коэффициента теплового расширения внутреннего слоя к коэффициенту теплового расширения наружного слоя больше вышеуказанного диапазона, напряжения, вызываемые разницей в тепловом расширении, становятся причиной возникновения трещин (изломов). С другой стороны, если это отношение меньше вышеуказанного диапазона, существует риск невозможности получения многослойной структуры из-за большого различия коэффициентов теплового расширения керамического расширения, как можно видеть из значений коэффициента теплового расширения, представленных в табл. 1. Более предпочтительно, чтобы отношение коэффициентов теплового расширения составляло 0,9 – 1,1. Кроме того, коэффициент теплового расширения является примером измерения коэффициента линейного расширения при 40 - 400°C, измеряемого по методу, описанному в JIS R 1618, который является приблизительным значением.
Если ролик пода имеет многослойную структуру не менее чем из 3 слоев, предпочтительно, чтобы все слои удовлетворяли вышеуказанному отношению. Например, если трехслойная структура содержит наружный слой, средний слой и внутренний слой, предпочтительно, чтобы вышеуказанному отношению удовлетворяло не только отношение наружного слоя и среднего слоя, но также и отношение среднего слоя и внутреннего слоя.
В качестве способа изготовления ролика пода с многослойной структурой предусмотрены способ выполнения горячей запрессовки, способ механического соединения штифтами и т.д., причем можно использовать любой из этих способов.
Ролик пода, удовлетворяющий вышеуказанном условию, предпочтительно можно использовать в качестве ролика пода в печи непрерывного отжига. В частности, ролик пода по изобретению имеет не только исключительное сопротивление налипанию окислов, предел прочности при высоких температурах и стойкость к тепловому удару, но также и износостойкость при трении о стальной лист, так что его предпочтительно используют в зоне нагрева, зоне выдерживания и зоне охлаждения, имеющих внутреннюю температуру 700 - 1300°C. Если внутренняя температура составляет менее 700°C, не происходит никакого налипания окислов, и не требуются ни стойкость к тепловому удару, ни прочность при высоких температурах, поэтому достаточно использовать обычный ролик пода. Вместе с тем, если внутренняя температура превышает 1300°C, температура стального листа становится близкой к температуре плавления, что ведет к снижению прочности и усложняет транспортирование стального листа. Кроме того, наиболее эффективным является использование ролика пода по изобретению в секции, имеющей внутреннюю температуру не ниже 1000°C.
В качестве установки непрерывного отжига используют печь бокового типа (горизонтального типа), в которой стальной лист подвергают термообработке посредством поддержки с помощью роликов пода и транспортирования в горизонтальном направлении и в одном направлении, и печь вертикального типа, в которой стальной лист подвергают термообработке, многократно реверсируя направление транспортирования в печи с помощью роликов пода. Ролик пода по изобретению можно использовать в любой из этих печей. Однако ролик пода, используемый в печи вертикального типа, не должен прикладывать изгибающее напряжение к стальному листу во время реверсирования направления транспортирования, поэтому общепринятым является увеличение размера (диаметра) ролика до нескольких сотен мм. Изготовление ролика пода такого большого размера только из одного или нескольких керамических материалов ведет к увеличению стоимости ролика. С этой целью желательно устанавливать ролик пода по изобретению в установке непрерывного отжига бокового типа, используя ролики пода небольшого размера диаметром не более 300 мм, но их можно использовать и в установке непрерывного отжига вертикального типа, если существует возможность увеличения размера посредством совершенствования технологии.
Пример
Ролик пода, содержащий часть типа вала и основную часть ролика, выполненные только из нитрида кремния Si3N4, и имеющий диаметр вала 40 мм наружный диаметр бандажа 150 мм и длину основной части ролика 2600 мм, расположен в секции, имеющей внутреннюю температуру не ниже 800°C в зоне нагрева и зоне выдерживания в установке непрерывного отжига бокового типа для холоднокатаного стального листа, имеющей конструкцию, показанную на фиг. 1, и этот ролик непрерывно используют в течение одного года для измерения изменений в величине смещения ролика и величине износа наружной периферийной поверхности ролика. Кроме того, во время эксплуатации установки непрерывного отжига самая высокая температура зоны нагрева и зоны выдерживания составляет 1150°C.
В этом отношении величина смещения ролика означает максимальное значение, когда изменение в смещении наружной периферийной поверхности ролика измеряют по всей длине ролика во время вращения и исследуют изменения после эксплуатации в течение одного года.
Кроме того, величина износа наружной периферийной поверхности означает максимальное значение, когда величину износа наружной периферийной поверхности измеряют по всей лине ролика после эксплуатации в течение одного года.
Помимо этого изучают скорость образования поверхностных дефектов, возникающих из-за налипания окислов во время эксплуатации.
В качестве сравнительного примера сходные исследования выполняют в случае использования обычного ролика с керамическим бандажом, содержащего часть типа вала, выполненную из жаропрочной стали, и основную часть ролика, выполненную из нитрида кремния Si3N4.
Результаты приведены в табл. 2. Как можно видеть из этих результатов, при использовании стандартного ролика с керамическим бандажом в части типа вала ролика возникает изгиб после эксплуатации в течение 6 месяцев, что увеличивает величину смещения ролика, превышающую допустимый диапазон (не более 1,5 мм), поэтому необходима замена ролика до истечения срока эксплуатации в течение года.
И, наоборот, при использовании ролика пода по изобретению величина смещения ролика почти не изменяется даже после эксплуатации в течение одного года, и величина износа наружной периферийной поверхности ролика составляет максимум 0,08 мм, т.е. срок службы ролика значительно превышает 10 лет.
Кроме того, скорость образования поверхностных дефектов, возникающих в стальном листе из-за налипания окислов на ролик пода по изобретению, является лучшей величиной даже после одного года эксплуатации по сравнению с величиной скорости образования поверхностных дефектов после шести месяцев эксплуатации ролика пода из сравнительного примера, имеющего часть типа вала, выполненную из жаропрочной стали.
Таблица 2
Перечень номеров позиций
1 – стальной лист
2 – зона нагрева
3 – зона выдерживания
4 – зона охлаждения
5 – ролик пода
5a – часть типа вала
5b – основная часть ролика
Изобретение относится к области оборудования для термообработки стальных листов. Ролик пода для поддержки и транспортирования стального листа в печи установки непрерывного отжига, имеющей зону нагрева, зону выдерживания и зону охлаждения, содержит часть, образованную валом из керамического материала и являющуюся центром вращения ролика, и основную часть ролика из керамического материала, образованную в окружном направлении вала и имеющую наружную периферийную поверхность, контактирующую со стальным листом. Ролик пода выполнен с возможностью использования его в секции, имеющей внутреннюю температуру 700-1300°C в зоне нагрева, зоне выдерживания и зоне охлаждения. При этом керамический материал имеет предел прочности при высоких температурах не менее 300 МПа и стойкость к тепловому удару не ниже 700°C, причем основная часть ролика имеет многослойную структуру, выполненную из множества концентричных керамических слоев из различных материалов, сцентрированных относительно центра вращения ролика. При этом срок службы ролика составляет не менее 10 лет. При этом предел прочности при высоких температурах является пределом прочности на изгиб при температуре 1300°C, измеряемым методом, определенным в JIS R1604, а стойкость к тепловому удару является разностью температур, которая не вызывает образования трещин при закалке и которую измеряют методом, определенным в JIS R1648. Технический результат заключается в повышении долговечности ролика. 5 н. и 2 з.п. ф-лы, 2 ил., 2 табл.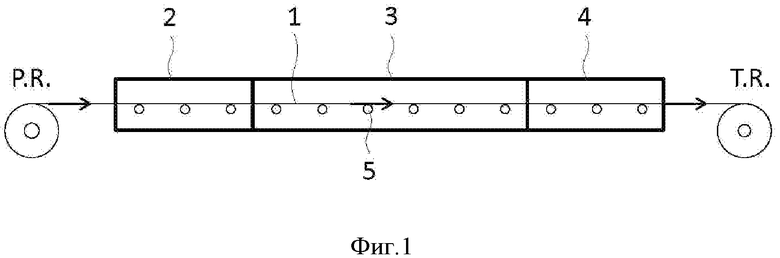
1. Ролик пода для поддержки и транспортирования стального листа в печи установки непрерывного отжига, имеющей зону нагрева, зону выдерживания и зону охлаждения, отличающийся тем, что ролик пода содержит часть, образованную валом из керамического материала и являющуюся центром вращения ролика, и основную часть ролика из керамического материала, образованную в окружном направлении вала и имеющую наружную периферийную поверхность, контактирующую со стальным листом, при этом ролик пода выполнен с возможностью использования его в секции, имеющей внутреннюю температуру 700-1300°C в зоне нагрева, зоне выдерживания и зоне охлаждения,
при этом керамический материал имеет предел прочности при высоких температурах не менее 300 МПа и стойкость к тепловому удару не ниже 700°C, причем основная часть ролика имеет многослойную структуру, выполненную из множества концентричных керамических слоев из различных материалов, сцентрированных относительно центра вращения ролика,
при этом срок службы ролика составляет не менее 10 лет,
при этом предел прочности при высоких температурах является пределом прочности на изгиб при температуре 1300°C, измеряемым методом, определенным в JIS R1604, а стойкость к тепловому удару является разностью температур, которая не вызывает образования трещин при закалке и которую измеряют методом, определенным в JIS R1648.
2. Ролик пода по п. 1, в котором вал и основная часть ролика выполнены из различных керамических материалов.
3. Ролик пода по п. 1 или 2, в котором отношение коэффициента теплового расширения керамического материала внутреннего слоя из множества керамических слоев к коэффициенту теплового расширения керамического материала наружного слоя из множества керамических слоев в рабочем диапазоне температур находится в диапазоне 0,5-1,5.
4. Установка для непрерывного отжига стального листа, характеризующаяся использованием ролика пода по п. 1 или 2 в секции, имеющей внутреннюю температуру 700-1300°C в зоне нагрева, зоне выдерживания и зоне охлаждения указанной установки.
5. Установка для непрерывного отжига стального листа, характеризующаяся использованием ролика пода по п. 3 в секции, имеющей внутреннюю температуру 700-1300°C в зоне нагрева, зоне выдерживания и зоне охлаждения указанной установки.
6. Способ непрерывного отжига стального листа, отличающийся тем, что стальной лист подвергают непрерывной термообработке, при этом используют ролик пода по п. 1 или 2.
7. Способ непрерывного отжига стального листа, отличающийся тем, что стальной лист подвергают непрерывной термообработке, при этом используют ролик пода по п. 3.
| JP 200313147 А, 15.01.2003 | |||
| JPS61133544 U, 20.08.1986 | |||
| JP 2005232482 A, 02.09.2005 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Огнеупорный транспортирующий керамический ролик | 1974 |
|
SU540783A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ЧЕРЕЗ ТЕРМИЧЕСКУЮ ПЕЧЬ | 2003 |
|
RU2246085C2 |

