Область техники
Настоящее изобретение относится к способу получения деталей, изготовленных из алюминированных, предварительно покрытых стальных листов, которые нагревают, штампуют и охлаждают, чтобы получить так называемые упрочненные или горячо штампованные детали. Эти детали с высоким пределом текучести и пределом прочности на разрыв обеспечивают анти-интрузионные или энергопоглощающие функции в легковых или грузовых автомобилях.
Уровень техники
Для производства современных структур кузова без покрытия в автомобильной промышленности, процесс закалки под прессом, также называемый горячей штамповкой или процессом горячего штампования, представляет собой быстрорастущую технологию производства стальных деталей с высокой механической прочностью, что делает возможным достижение снижения массы наряду с высокой ударостойкостью в случае столкновения автомобилей.
Осуществление закалки под прессом с использованием алюминированных, предварительно покрытых листов или заготовок известно, в частности, из патентных публикаций FR 2780984 и WO 2008053273: термически обрабатываемый алюминированный стальной лист нарезают, чтобы получить заготовки, нагревают их в печи и быстро переносят в пресс, подвергают горячей штамповке и охлаждают в прессующем штампе. В ходе нагревания в печи, предварительное покрытие алюминием сплавляется со сталью подложки, таким образом, образуется соединение, обеспечивающее защиту поверхности стали от обезуглероживания и образования окалины. Нагревание проводят при температуре, которая дает возможность получить частичное или полное превращение стальной подложки в аустенит. Аустенит превращается во время охлаждения, являющегося результатом теплоотвода из прессующего штампа, в микроструктурные компоненты, такие как мартенсит и/или бейнит, таким образом, достигается структурное упрочнение стали. Поэтому после упрочнения прессованием получается высокая твердость и механическая прочность.
В типичном промышленном процессе, предварительно покрытую алюминированную стальную заготовку нагревают в печи в течение общей длительности 3-10 минут до температуры 880-930°C для того, чтобы получить полностью аустенитную микроструктуру в подложке, и после этого ее быстро переносят в формующий пресс. Заготовка немедленно подвергается горячей штамповке, приобретая заданную форму детали, и одновременно упрочняется путем закалки в штампе. Для стали состава 22MnB5 скорость охлаждения должна быть выше, чем 50°C/с, если желательной является полностью мартенситная структура, даже в деформированных областях детали. Начиная от исходной прочности на растяжение приблизительно 500 МПа, окончательно упрочненная прессованием деталь имеет полностью мартенситную микроструктуру и величину предельной прочности на растяжение около 1500 МПа.
С целью повышения производительности, желательно как можно больше снизить продолжительность нагревания предварительно покрытой алюминированной заготовки. Для сокращения указанной продолжительности в документе WO 2009095427 предложено осуществлять сначала частичное сплавление алюминированной заготовки, до второго нагревания и упрочнения прессованием. На первой стадии происходит частичное сплавление, и предварительное покрытие алюминием сплавляется с железом по меньшей мере на 50% своей толщины. Указанная стадия первого частичного сплавления практически достигается путем отжига в камерной печи в течение нескольких часов в диапазоне температур от 500°C до Ac1 (эта температура означает появление аустенита при нагревании) или путем непрерывного отжига при 950°C в течение 6 минут. После указанной первой стадии лист нагревается до температуры выше Ac1 и упрочняется прессованием.
В документе WO 2010005121 описано проведение первой термообработки алюминированных стальных листов путем отжига в камерной печи в диапазоне 600-750°C в течение времени продолжительностью между 1 и 200 часов. После указанной первой стадии лист нагревается до температуры выше, чем 700°C и подвергается горячей штамповке.
В документе WO 2017111525 также описана первая термообработка для того, чтобы снизить риск плавления алюминия в печи и снизить содержание водорода. Указанную первую обработку проводят в диапазоне 450-700°C, в течение времени продолжительностью между 1 и 100 ч. После этой первой термообработки лист нагревают и штампуют в горячем состоянии.
Раскрытие сущности изобретения
Однако указанные выше обработки отжигом имеют следующие изъяны или недостатки:
- отчасти из-за пористого характера покрытия, образовавшегося за счет вышеуказанной термообработки, содержание водорода в упрочненной прессованием детали может быть высоким. Поскольку механическое напряжение, приложенное к упрочненным прессованием деталям, также может быть высоким, то есть когда напряжение пластического течения может превышать 1000 МПа, риск замедленного разрушения, вызванного комбинацией напряжения, диффундирующего водорода и микроструктуры, также увеличивается. Поэтому желательно иметь способ, в котором среднее содержание диффундирующего водорода составляет меньше 0,40 млн-1 в упрочненной прессованием детали, предпочтительно меньше чем 0,30 млн-1, и весьма предпочтительно меньше чем 0,25 млн-1.
- Поглощение водорода в ходе второй стадии нагревания (то есть стадия непосредственно предшествующая стадии горячей штамповки) также имеет значение. Это может происходить потому, что пары воды из атмосферы печи адсорбируются на поверхности заготовки. Для устранения указанного поглощения водорода требуются дорогостоящие решения, такие как использование инертного газа или строгий контроль температуры конденсации в печи нагревания на второй стадии. Желательно разработать способ, в котором среднее поглощение водорода ΔНдифф в ходе второй стадии нагревания составляет меньше, чем 0,10 млн-1.
- Детали, упрочненные прессованием, должны быть приспособлены к соединению путем контактной точечной сварки. В частности, это означает, что область интенсивной сварки, определенная диапазоном интенсивности сварки, должна быть достаточно широкой и, например, шириной по меньшей мере, 1 kA. Как описано в документе WO 2009090443, структура покрытия, содержащая четыре слоя после упрочнения покрытия прессованием, дает возможность получить такой диапазон свариваемости. Таким образом, желательно разработать способ, который дает возможность производства деталей, упрочненных прессованием, с покрытием слоистой структуры, аналогичным тому, которое описано в документе WO 2009090443, так что установочные параметры устройства контактной точечной сварки не должны быть модифицированы.
- Поскольку отжиг в камерной печи обработки, указанный выше, для получения частично сплавленных стальных листов, является длительным и дорогим, желательно разработать способ с более высокой производительностью.
Кроме того, также желательно иметь способ производства, в котором:
- вторая стадия нагревания не должна приводить к образованию жидкой фазы в покрытии. Так как заготовки или листы обычно нагревают в печах на керамических роликах, отсутствие жидкости дало бы возможность избежать загрязнения роликов жидкостью, и потребности в регулярном обследовании или замене роликов.
- вторая стадия нагревания может быть осуществлена при повышенной скорости нагревания, то есть уменьшается общая продолжительность нагрева до температуры аустенизации и выдержки. Продолжительность нагревания, определенная как время нагревания заготовки или листа толщиной от 20 до 700°С (ΔT20-700°). Желательно, чтобы продолжительность нагревания заготовки или листа, выраженная в секундах, была меньше, чем ((26,22×th)-0,5), где толщина th выражена в мм. Таким образом, цикл нагревания обладал бы высокой производительностью и привел бы сокращению времени обработки.
Следовательно, изобретение относится к способу получения нештампованных, предварительно сплавленных стальных рулонов, листов или заготовок, который включает следующие последовательные стадии:
- получение нештампованного, предварительно покрытого стального рулона, листа или заготовки, состоящих из термически обрабатываемой стальной подложки, защищенной предварительным покрытием из алюминия, или сплава на основе алюминия, причем сплав на основе алюминия означает сплав, в котором алюминий является основным элементом, в процентах по массе, или алюминиевый сплав, означающий сплав, в котором масса алюминия составляет больше 50%, где предварительное покрытие непосредственно образуется в результате процесса горячего алюминирования без дополнительной термообработки, причем толщина предварительного покрытия составляет между 10 и 35 микрометров на каждой стороне стального рулона, листа или заготовки, затем
- нагревание нештампованного стального рулона, листа или заготовки в печи в атмосфере, содержащей по меньшей мере 5% кислорода, до температуры θ1, составляющей от 750 до 1000°C, в течение времени t1 в диапазоне между t1мин и t1макс, где:
t1мин= 23500/(θ1-729,5) и
t1макс= 4,946×1041×θ1-13,08,
t1 означает общее время пребывания в печи,
причем величина θ1 выражена в °C, а t1мин и t1max выражены в секундах, затем
- охлаждение нештампованного стального рулона, листа или заготовки со скоростью охлаждения Vr1 до температуры θi, затем
- выдерживание нештампованного стального рулона, листа или заготовки при температуре θ2, находящейся между 100 и 500°C, в течение времени t2, заключенного между 3 и 45 минутами, для того чтобы получить содержание диффундирующего водорода меньше, чем 0,35 млн-1.
Согласно способу изобретения, нештампованный, предварительно сплавленный стальной рулон, лист или заготовка, содержат взаимно диффузионный слой между стальной подложкой и покрытием толщиной, заключенной между 2 и 16 микрометров, где взаимно диффузионный слой представляет собой слой со структурой феррита α(Fe), содержащего Al и Si в твердом растворе.
Согласно другому способу изобретения, нештампованный, предварительно сплавленный стальной рулон, лист или заготовка, включает верхний слой, содержащий оксид алюминия, толщиной больше чем 0,10 мкм.
Предпочтительно Vr1 выбирают таким образом, чтобы сумма долей площади бейнита и мартенсита составляла меньше чем 30% в стальной подложке, после указанного охлаждения Vr1 и до последующего нагревания.
Также предпочтительно Vr1 выбирают таким образом, чтобы получить ферритно-перлитную структуру в стальной подложке после указанного охлаждения Vr1 и до последующего нагревания.
В другом способе изобретения температура θ2 превышает или равна 100°C и является ниже чем 300°C. Предпочтительно температура θ2 превышает или равна 300°C и является ниже или равной 400°C.
В другом предпочтительном варианте осуществления величина θ2 превышает 400°C и является ниже или равной 500°C.
Продолжительность периода t2 предпочтительно заключена между 4 и 15 мин.
В конкретном варианте осуществления величина θi равна комнатной температуре, и нештампованный рулон, лист или заготовка, после охлаждения при комнатной температуре нагревается до температуры θ2.
В другом конкретном варианте осуществления величина θi равна температуре θ2.
В другом варианте осуществления сразу после выдерживания нештампованного рулона, стального листа или заготовки при температуре θ2, заключенной между 100 и 500°C, в течение времени t2, нештампованный стальной рулон, лист или заготовка охлаждаются до комнатной температуры.
Кроме того, изобретение относится к нештампованному, предварительно сплавленному стальному рулону, листу или заготовке, которые содержат термически обрабатываемую стальную подложку, защищенную сплавным предварительным покрытием, содержащим алюминий и железо, причем алюминий не присутствует в свободном состоянии, где нештампованный, предварительно сплавленный стальной рулон, лист или заготовка содержат взаимно диффузионный слой на поверхности раздела между стальной подложкой и предварительным покрытием, толщина которого заключена между 2 и 16 микрон, причем взаимно диффузионный слой имеет структуру феррита α(Fe), содержащего Al и Si в твердом растворе.
Согласно варианту осуществления нештампованный, предварительно сплавленный стальной рулон, лист или заготовка включает слой, содержащий оксид алюминия, поверх сплавного предварительного покрытия толщиной больше чем 0,10 мкм.
Согласно другому варианту осуществления содержание диффундирующего водорода составляет меньше чем 0,35 млн-1.
Толщина нештампованного, предварительно сплавленного стального рулона, листа или заготовки предпочтительно заключена между 0,5 и 5 мм.
В другом варианте осуществления стальная подложка нештампованного, предварительно сплавленного стального рулона, листа или заготовки имеет неравномерную толщину.
Предпочтительно сумма долей площади бейнита и мартенсита составляет меньше, чем 30% в микроструктуре стали.
Также предпочтительно стальная подложка нештампованного, предварительно сплавленного стального рулона, листа или заготовки имеет ферритно-перлитную микроструктуру.
Кроме того, изобретение относится к способу получения покрытой стальной детали, упрочненной прессованием, в котором:
- получают нештампованный, предварительно сплавленный стальной рулон, лист или заготовку согласно любому одному из вышеуказанных вариантов осуществления, или изготовленный согласно любому одному из вышеуказанных вариантов осуществления, затем
- если нештампованный, предварительно сплавленный стальной лист, рулон или заготовка имеет форму рулона или листа, разрезают рулон или лист таким образом, чтобы получить предварительно сплавленную стальную заготовку, затем
- нагревают нештампованную, предварительно сплавленную стальную заготовку таким образом, чтобы продолжительность нагревания между 20 и 700°C, ΔT20-700°, выраженная в секундах, составляла меньше, чем ((26,22×th) - 0,5), где th означает толщину, выраженную в миллиметрах, предварительно сплавленной стальной заготовки до температуры θ3, и выдерживают нештампованную, предварительно сплавленную стальную заготовку при температуре θ3 в течение времени t3 таким образом, чтобы получить частичную или полную аустенитную структуру в стальной подложке, затем
- перемещают нагретую заготовку в пресс, затем
- нагретую заготовку подвергают горячему штампованию, чтобы получить деталь, затем
- охлаждают деталь, сохраняя ее в технологической оснастке пресса, чтобы получить микроструктуру в стальной подложке, содержащую по меньшей мере мартенсит и/или бейнит, и чтобы получить покрытую деталь, упрочненную прессованием.
В конкретном варианте осуществления способа получается нештампованная, предварительно сплавленная стальная заготовка, произведенная согласно любому одному из вышеуказанных вариантов осуществления способа, причем нештампованная, предварительно сплавленная стальная заготовка не охлаждается при комнатной температуре между выдерживанием при температуре θ2 и нагреванием при температуре θ3.
В другом варианте осуществления способа разность ΔНдифф между содержанием диффундирующего водорода в упрочненной прессованием покрытой детали и содержанием диффундирующего водорода в нештампованной, предварительно сплавленной заготовке, составляет меньше чем 0,10 млн-1.
Предпочтительно нагревание нештампованной, предварительно сплавленной стальной заготовки до температуры θ3 осуществляется с помощью способа, выбранного среди индукционного нагревания, резистивного нагревания или нагревания за счет теплопроводности.
Согласно другому предпочтительному варианту осуществления способа, микроструктура стальной подложки упрочненной прессованием покрытой детали содержит больше чем 80% мартенсита.
В другом варианте осуществления способа упрочненная прессованием покрытая деталь имеет напряжение пластического течения больше чем 1000 МПа.
Кроме того, изобретение относится к применению упрочненной прессованием детали, изготовленной согласно любому одному из вышеуказанных вариантов осуществления, для производства конструкционных или предохранительных деталей автомобилей.
Краткое описание чертежей
Теперь изобретение будет подробно описано и иллюстрировано примерами, без введения ограничений, со ссылками на прилагаемые чертежи, в которых:
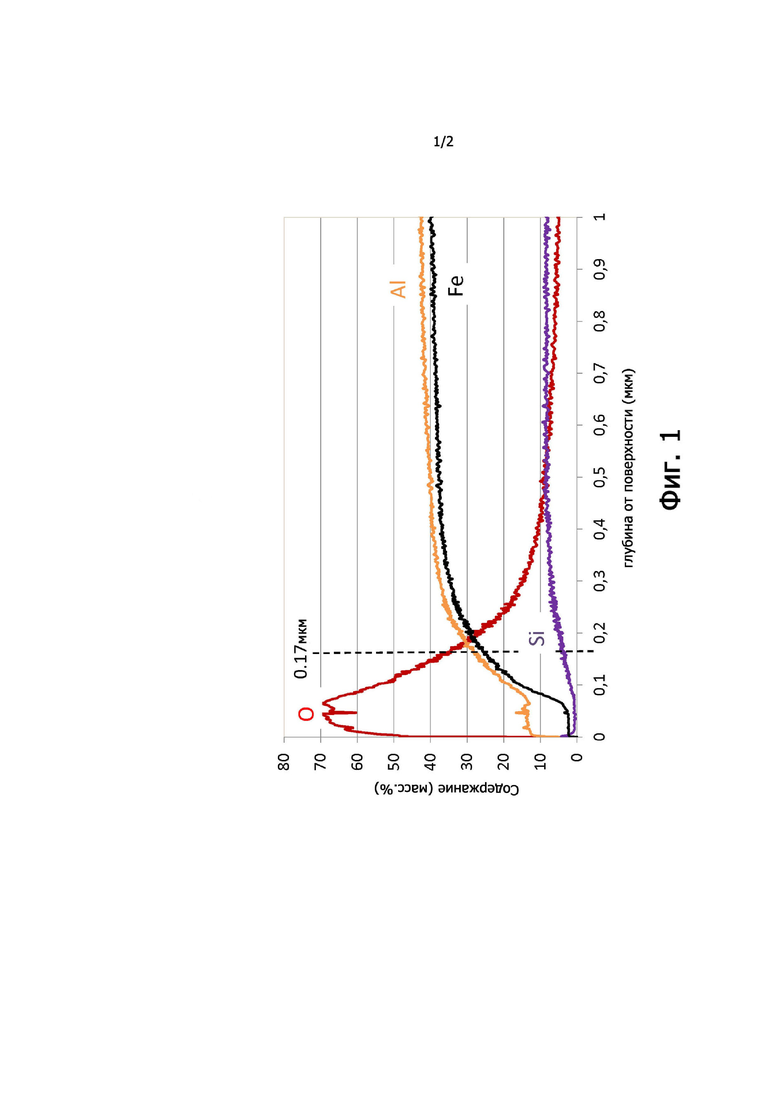
- на фигуре 1 показано изменение содержания O, Al, Si, Fe, на поверхности нештампованной, предварительно сплавленной стальной заготовки согласно изобретению, которое измеряют методом оптической эмиссионной спектроскопии тлеющего разряда.
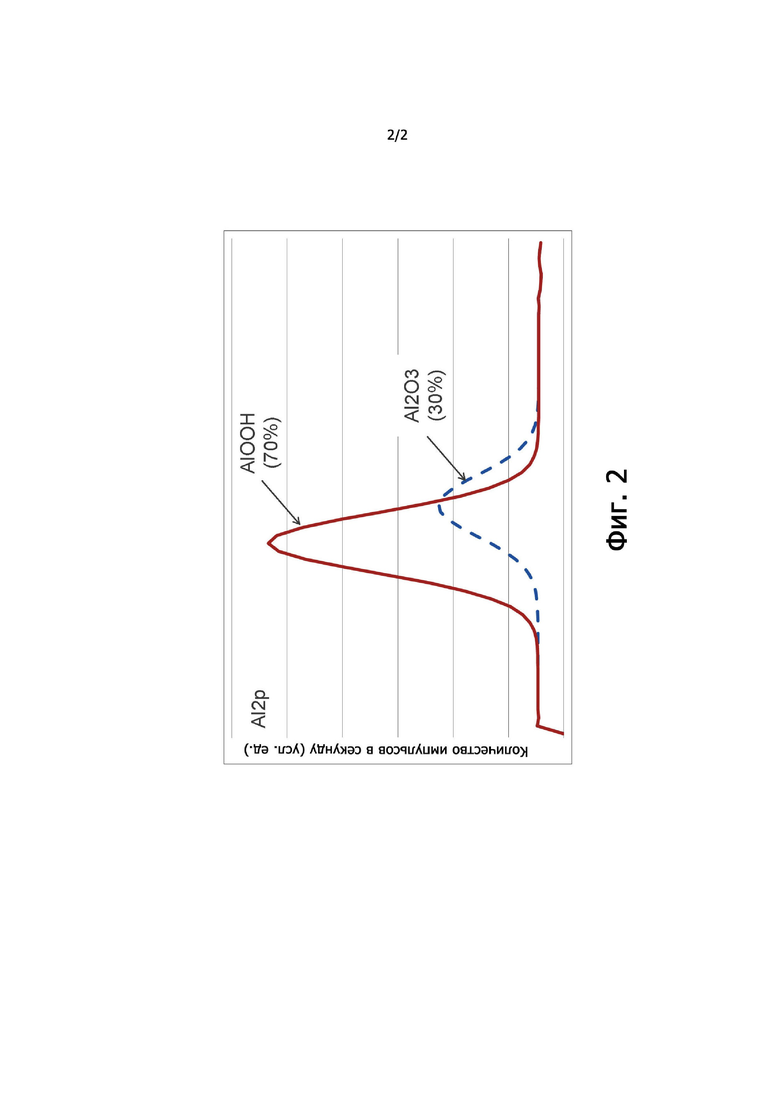
- на фигуре 2 показано состояние окисления алюминия в крайнем слое (то есть от 0 до 0,01 мкм под поверхностью покрытия) покрытия нештампованной, предварительно сплавленной стальной заготовки согласно изобретению, которое анализируют методом рентгеновской фотоэлектронной спектроскопии.
Осуществление изобретения
Предоставляется стальной лист, рулон или заготовка толщиной в диапазоне от 0,5 до 5 мм. В предпочтительном диапазоне толщина составляет между 0,5 и 2,5 мм. В зависимости от толщины, деталь может быть получена путем горячей прокатки или горячей прокатки с последующей холодной прокаткой. При толщине меньше 0,5 мм трудно изготовить упрочненные прессованием детали, соответствующие строгим требованиям плоскостности. При толщине листа больше 5 мм, могут наблюдаться термические градиенты по толщине в ходе стадий нагревания или охлаждения, которые могут привести к микроструктурным, механическим или геометрическим неоднородностям.
Этот исходный продукт может находиться в форме рулона, который, в свою очередь, получают путем свертывания катаной ленты. Кроме того, продукт может иметь форму ленты, полученной, например, после разматывания и разрезания рулона. В качестве альтернативы, он может иметь форму заготовки, полученной, например, путем листовой штамповки или обрезки размотанных рулонов или полос, причем конфигурация формы этих заготовок является более или менее сложной в отношении геометрии окончательной детали, упрочненной прессованием.
Исходный продукт может иметь равномерную толщину. Кроме того, он может иметь неравномерную толщину в вышеуказанном диапазоне. В последнем случае, продукт может быть получен, по существу, известными способами, такими как специальная сварка или специальная прокатка. Так, может быть осуществлена специальная сварка заготовок, полученных при сварке листов, имеющих различную толщину, или специальная прокатка заготовок.
Рулон, лист или заготовка состоят из плоской стальной подложки, предварительно покрытой алюминием, или из сплава на основе алюминия, или из алюминиевого сплава. Таким образом, на данной стадии эта плоская стальная подложка в форме рулона, листа, или заготовки, не подвергается какой-либо операции штампования, принимая во внимание получение детали с окончательной геометрией.
Сталь подложки представляет собой сталь, поддающуюся термической обработке, то есть сталь, имеющую состав, который обеспечивает возможность получения мартенсита и/или бейнита после нагревания в аустенитной области и последующей закалки путем быстрого охлаждения. Состав стали специально не ограничивается, однако изобретение выгодно осуществляется с составом стали, который дает возможность получить напряжение пластического течения больше, чем 1000 МПа после упрочнения прессованием.
В связи с указанным, в состав стали могут входить следующие элементы, выраженные в мас.%:
- 0,06%≤C≤0,1%, 1,4%≤Mn≤1,9% и необязательные добавки меньше, чем 0,1%Nb, меньше, чем 0,1% Ti, меньше, чем 0,010% B, причем остальное приходится на железо и неизбежные примеси, являющиеся результатом переработки.
- 0,15%≤C≤0,5%, 0,5%≤Mn≤3%, 0,1%≤Si≤1%, 0,005%≤Cr≤1%, Ti≤0,2%, Al≤0,1%, S≤0,05%, P≤0,1%, B≤0,010%, причем остальное приходится на железо и неизбежные примеси, являющиеся результатом переработки.
- 0,20%≤C≤0,25%, 1,1%≤Mn≤1,4%, 0,15%≤Si≤0,35%, ≤ Cr≤0,30%, 0,020%≤Ti≤0,060%, 0,020%≤Al≤0,060%, S≤0,005%, P≤0,025%, 0,002%≤B≤0,004%, причем остальное приходится на железо и неизбежные примеси, являющиеся результатом переработки.
- 0,24%≤C≤0,38%, 0,40%≤Mn≤3%, 0,10%≤Si≤0,70%, 0,015%≤Al≤0,070%,
Cr≤2%, 0,25%≤Ni≤2%, 0,015%≤Ti≤0,10%, Nb≤0,060%, 0,0005%≤B≤0,0040%, 0,003%≤N≤0,010%, S≤0,005%, P≤0,025%, %, причем остальное приходится на железо и неизбежные примеси, являющиеся результатом переработки.
Эти композиции дают возможность достигать различные уровни предела текучести и напряжения при растяжении после упрочнения прессованием.
Предварительное покрытие может быть из алюминия, или на основе сплава алюминия (то есть алюминий является основным элементом в процентах от массы предварительного покрытия) или алюминиевым сплавом (то есть алюминий составляет больше чем 50% от массы предварительного покрытия).
Стальной лист может быть получен путем нанесения защитного покрытия погружением в расплав в ванне при температуре приблизительно 670-680°C, точное значение температуры зависит от состава сплава на основе алюминия или алюминиевого сплава. Предпочтительным предварительным покрытием является Al-Si, который получают путем нанесения защитного покрытия погружением листа в расплав в ванне, содержащей по массе, от 5% до 11% Si, от 2% до 4% Fe, необязательно от 0,0015 до 0,0030% Ca, причем остальное приходится на алюминий и неизбежные примеси, являющиеся результатом плавления. Характеристики этого предварительного покрытия конкретно адаптируются к термическим циклам изобретения.
Предварительное покрытие является непосредственным результатом процесса нанесения защитного покрытия погружением в расплав, который означает, что на этой стадии не проводится дополнительная термообработка продукта, полученного непосредственно путем горячего алюминирования, до стадий нагревания, которые будут пояснены в последующем.
Толщина предварительного покрытия на каждой стороне стального рулона, листа, или заготовки заключена между 10 и 35 мкм. Для толщины предварительного покрытия меньше чем 10 мкм, коррозионная стойкость снижается после упрочнения прессованием.
Если толщина предварительного покрытия превышает 35 мкм, то затрудняется сплавление с железом из стальной подложки во внешней части предварительного покрытия, что увеличивает риск присутствия жидкой фазы на стадии нагревания, которая непосредственно предшествует упрочнению прессованием, поэтому возникает риск загрязнения роликов в печах.
После получения нештампованного, предварительно покрытого стального рулона, листа или заготовки, их нагревают в печи до температуры θ1. Указанная печь может иметь одну зону нагрева или много зон, то есть в различных зонах имеются собственные средства нагревания и установочные параметры. Нагревание может быть осуществлено такими средствами, как радиантные трубы, радиантные печи электросопротивления или индукционные печи. В атмосфере печи должно быть по меньшей мере 5% кислорода для того, чтобы иметь возможность создать слой, содержащий алюминий оксид на краю поверхности стального рулона, листа или заготовки, как будет пояснено ниже.
Загрузку нагревают до максимальной температуры печи θ1, заключенной между 750 и 1000°C. Это вызывает превращение, по меньшей мере частичное, исходной микроструктуры стали в аустенит. Ниже 750°C предварительное сплавление между предварительным покрытием и стальной подложкой может быть слишком длительным, с низкой эффективностью операции. Выше 1000°C, при последующем немедленном охлаждении от θ1, в подложке могут образоваться микроструктуры с высокой твердостью, что может затруднять осуществление некоторых следующих стадий, таких как резание, пробивка, зачистка или разматывание. Более того, выше 1000°C продолжительность выдерживания при такой температуре должна быть ограничена для того, чтобы избежать укрупнения зерен и снижения жесткости. В случае остановки производственной линии по неожиданной причине, находящиеся в печи заготовки будут выдерживаться в течение слишком длительного времени и будут отбракованы, что нерентабельно.
Таким образом, нештампованный стальной рулон, лист или заготовка выдерживаются в печи при температуре θ1 в течение времени t1. Таким образом, взаимно диффузионный слой, расположенный на поверхности раздела между предварительным покрытием и стальной подложкой, получается в конце периода t1 Экспериментально установлено, что толщина указанного взаимно диффузионного слоя незначительно изменяется в ходе дальнейшего нагревания и выдерживания при температуре θ2. Этот взаимно диффузионный слой имеет ферритную структуру (α-Fe), и обогащен алюминием в твердом растворе, кроме того, слой может включать кремний в твердом растворе. Например, этот пластичный слой может содержать меньше чем 10 мас.% Al и меньше чем 4 мас.% Si, причем остаток приходится, главным образом, на Fe.
Общая продолжительность выдерживания в печи t1 должна находиться в диапазоне (t1мин - t1макс), который определяется следующим образом:
t1мин= 23500/(θ1-729,5) (выражение [1]),
t1макс= 4,946×1041×θ1-13.08 (выражение [2]),
где θ1 выражена в °C, а t1мин и t1макс выражены в секундах.
Если рулон, лист или заготовка нагреваются в печи с единственной зоной нагрева, θ1 означает температуру печи. Альтернативно, рулон, лист или заготовка могут нагреваться в печи, включающей различные зоны нагревания, при этом каждая зона (i) имеет свою температуру θ1(i). Таким образом, максимальная температура θ1(макс) и минимальная температура θ1(мин) определяются внутри печи. В указанном случае, выражение [1] вычисляют с использованием θ1(мин), и выражение [2] вычисляют с использованием θ1(макс).
Когда продолжительность t1 составляет меньше чем t1мин, диффундирующее количество между стальной подложкой и предварительным покрытием является недостаточным. Таким образом, существует риск, что дальнейшее нагревание при температуре θ3 приведет к образованию жидкой фазы на поверхности покрытия и загрязнению роликов в печи.
Кроме того, когда продолжительность нагревания составляет меньше чем t1мин, толщина слоя, содержащего оксид алюминия, который находится на нештампованном, предварительно сплавленном рулоне, листе или заготовке, является недостаточной, то есть меньше чем 0,10 мкм. Ссылаясь на изменение содержания кислорода с удалением от поверхности, эта величина соответствует полной толщине на половине максимума, которая определена в книге T. Nellis и R. Payling “Glow Discharge Optical Emission Spectroscopy: A Practical Guide”, Royal Society of Chemistry, Cambridge, 2003.
Авторы, без связи с теорией, полагают, что образование указанного поверхностного слоя, содержащего оксид алюминия, происходит путем взаимодействия между адсорбированным кислородом и алюминием на предварительном покрытии поверхности, в высокотемпературном диапазоне всего процесса производства предварительно сплавленного рулона, листа или заготовки. Количество кислорода, которой необходимо для указанного взаимодействия, частично генерируется путем разложения воды, присутствующей в атмосфере печи. Поскольку разложение адсорбированной воды на поверхности предварительного покрытия приводит к образованию адсорбированного водорода, содержание водорода в стальной подложке увеличивается после нагревания и выдерживания при температуре θ1. Однако, как объясняется ниже, на второй стадии осуществления процесса содержание водорода будет снижаться, и будет возможно предотвратить значительное поглощение водорода в созданном слое, содержащем оксид алюминия, на третьей стадии нагревания.
Указанный слой, содержащий оксид алюминия, может быть комбинированным слоем, то есть например, слоем оксида алюминия, (Al2O3) покрытым окси-гидроксидом алюминия (AlOOH).
Когда t1 находится вне диапазона (t1мин - t1макс), толщина взаимно диффузионного слоя может находиться вне диапазона 2-16 мкм. В свою очередь, это приводит к риску, что структура покрытия конечной детали, упрочненной прессованием, недостаточно приспособлена для контактной точечной сварки, то есть диапазон интенсивности сварки составляет меньше 1 кА. Кроме того, при превышении величины t1макс коррозионная стойкость покрытия конечной детали, упрочненной прессованием имеет тенденцию к снижению.
После выдерживания при температуре θ1, нештампованный стальной рулон, лист или заготовка охлаждают до промежуточной температуры θi.
Поскольку микроструктура стали по меньшей мере частично превращается в аустенит, предпочтительно скорость охлаждения Vr1 выбирают таким образом, чтобы предотвратить образование твердых компонентов, таких как мартенсит или бейнит, в течение этой стадии охлаждения. В частности, скорость охлаждения выбирают таким образом, чтобы сумма долей площади бейнита и мартенсита в микроструктуре стали составляла меньше чем 30%. С этой целью величина Vr1 предпочтительно не превышает 10°C/с.
Еще более предпочтительно, скорость охлаждения выбирают таким образом, чтобы получить ферритно-перлитную микроструктуру, что дает возможность осуществлять конечные операции, такие как резание, зачистка, пробивка или разматывание. Выбор указанной скорости охлаждения может быть осуществлен, например, путем выполнения ограниченного числа испытаний на дилатометре, с определением соответствующей критической скорости охлаждения, которая дает возможность получить указанные характеристики микроструктуры. С этой целью, предпочтительно значение Vr1 не превышает 5°C/с, и более предпочтительно, не больше чем 3°C/с. Кроме того, если охлаждение проводится с малой скоростью, рост слоя, содержащего оксид алюминия, может продолжаться также и в высокотемпературном диапазоне.
Промежуточная температура θi может быть или комнатной температурой, или может быть выше комнатной температуры.
В первом случае, нештампованный стальной рулон, лист или заготовка впоследствии нагреваются от комнатной температуры до температуры θ2, заключенной между 100 и 500°C.
Во втором случае, нештампованный стальной рулон, лист или заготовка, нагретые при θ1, переносят прямо в печь, нагретую при температуре θ2, заключенной между 100 и 500°C, то есть θi=θ2. В атмосфере этой печи содержится по меньшей мере 5% кислорода.
В любом из первого или второго варианта осуществления, после выдерживания при температуре θ2 в течение времени t2, заключенном между 3 и 45 минутами, получают нештампованный, предварительно сплавленный стальной рулон, лист или заготовку.
Стадия выдерживания при температуре θ2 также является важной стадией процесса производства: после нагревания и выдерживания при температуре θ1 в стальной подложке присутствует водород из-за адсорбции паров воды в печи на предварительном покрытии поверхности. На этой стадии количество диффундирующего водорода в стали зависит, главным образом, от температуры конденсации атмосферы печи при нагревании при θ1, собственно от температуры θ1, и от продолжительности t1. Количество диффундирующего водорода может быть высоким из-за увеличения растворимости водорода при повышенной температуре. Например, на этой стадии количество диффундирующего водорода может находиться в диапазоне 0,35-0,50 млн-1.
При охлаждении рулона, листа или заготовки от температуры θ1 растворимость водорода снижается, и водород стремится десорбироваться. Однако, когда температура составляет меньше чем 100°C, экспериментально установлено, что предварительно сплавленное покрытие действует как барьер для водорода, и таким образом, десорбция водорода является весьма ограниченной.
Авторы изобретения обнаружили, что выдерживание нештампованного рулона, листа или заготовки, в диапазоне между 100 и 500°C, в течение времени, заключенном между 3 и 45 минутами, дает возможность получить эффективную скорость десорбции.
В качестве первого предпочтительного варианта осуществления авторы изобретения обнаружили, что выдерживание при температуре θ2 выше чем 400°C и ниже чем 500°C, является выгодным, поскольку дает возможность достичь среднее содержание диффундирующего водорода в конечной покрытой детали, упрочненной прессованием, меньше чем 0,25 млн-1.
В качестве второго предпочтительного варианта осуществления авторы изобретения обнаружили, что выдерживание при температуре θ2, выше чем 100°C и ниже чем 300°C, также является выгодным, поскольку дает возможность достичь среднее содержание диффундирующего водорода в конечной покрытой детали, упрочненной прессованием, меньше чем 0,28 млн-1.
В качестве третьего предпочтительного варианта осуществления авторы изобретения обнаружили, что выдерживание при температуре θ2, заключенной между 300 и 400°C, является весьма выгодным, поскольку в этом диапазоне имеется возможность получить низкое среднее содержание диффундирующего водорода за короткий промежуток времени t2.
При любом предпочтительном температурном диапазоне для θ2, промежуток времени t2, заключенный между 4 и 15 минутами, дает возможность получить среднее содержание диффундирующего водорода в конечной покрытой детали, упрочненной прессованием, меньше чем 0,25 млн-1 за короткий промежуток времени, то есть в выгодных условиях для рентабельного производства.
После выдерживания при температуре θ2, в качестве первой альтернативы, рулон, лист или заготовку можно охлаждать до комнатной температуры, чтобы получить нештампованный, предварительно сплавленный стальной рулон, лист или заготовку. Таким образом, продукцию можно хранить при указанной температуре до дальнейшего нагревания при температуре θ3 для производства упрочненных прессованием деталей. На этой стадии предварительно сплавленный рулон или лист нарезают, чтобы получить нештампованную, предварительно сплавленную заготовку, форма контура которой зависит от геометрии окончательной детали, упрочненной прессованием.
В качестве второй альтернативы, продукт, выдержанный при температуре θ2, находится в форме предварительно сплавленной заготовки, которую затем можно непосредственно нагревать при температуре θ3, без охлаждения при комнатной температуре.
На этой стадии продукт предварительно сплавленной стали защищен предварительным покрытием, в котором отсутствует свободный алюминий, то есть алюминий связан с другими элементами. Среднее содержание этого продукта, способного к диффузии, составляет меньше чем 0,35 млн-1, и может быть меньше чем 0,25 млн-1.
Более того, как будет показано ниже, слой, содержащий оксид алюминия и образовавшийся в высокотемпературном диапазоне в ходе предшествующих стадий, обеспечивает возможность того, что дополнительное нагревание для упрочнения прессованием не приводит к значительному поглощению водорода.
В любой из указанных первой или второй альтернатив, нештампованная, предварительно сплавленная стальная заготовка в последующем нагревается до температуры θ3 в течение времени t3 для того, чтобы получить частичную или полную аустенитную структуру в стальной подложке. Предпочтительно температура θ3 находится между 850 и 1000°C.
На этой стадии осуществляется быстрый нагрев для того, чтобы ограничить рост зерен аустенита и обеспечить условия для протекания высокопроизводительного процесса. На указанной стадии нагревания, продолжительность нагревания ΔT20-700°, которая означает время, затрачиваемое на нагревание от 20 до 700°C, выраженная в секундах, составляет меньше чем ((26,22×th) - 0,5). В этом выражении th означает толщину предварительно сплавленной заготовки, выраженную в миллиметрах. Если заготовка имеет переменную толщину между thмин и thмакс, th означает thмакс.
Благодаря предварительной обработке расплавлением, стадия нагревания при температуре θ3 не приводит к образованию жидкой фазы в покрытии. Таким образом, если предварительно сплавленная заготовка нагревается в печи на роликах, устраняется загрязнение роликов жидкостью.
Поскольку не происходит образование жидкой фазы, могут быть осуществлены процессы эффективного нагревания, такие как резистивный нагрев, то есть способы на основе теплового действия тока, или индукционный нагрев. В качестве альтернативных способов, может быть осуществлено нагревание путем теплопроводности, например, приводя в контакт предварительно сплавленную заготовку с двумя нагретыми пластинами (“нагревание пластинами”). Предварительное расплавление снижает риск появления сплавленной фазы, которая вызывает прилипание между заготовкой и пластинами.
Кроме того, благодаря предварительной обработке сплавлением, стадия нагревания при температуре θ3 может быть осуществлена с высокой скоростью нагрева. Также благодаря предварительной обработке сплавлением, прирост среднего поглощения диффундирующего водорода ΔНдифф во время нагревания и стадии выдерживания при температуре θ3 снижается до величины меньше чем 0,10 млн-1, и среднее содержание диффундирующего водорода в детали, упрочненной прессованием, составляет меньше чем 0,40 млн-1 и может быть меньше чем 0,30 млн-1.
После выдерживания при температуре θ3 нагретую заготовку быстро переносят в формующий пресс и подвергают горячей штамповке для того, чтобы получить деталь. Затем деталь оставляют в технологической оснастке пресса, чтобы обеспечить соответствующую скорость охлаждения и избежать искривлений из-за неоднородностей при усадке и фазовых превращениях. Деталь охлаждается, главным образом, путем теплопроводности через технологическую оснастку. Оборудование может включать циркуляцию теплоносителя для того, чтобы увеличить скорость охлаждения, или может включать нагревающие кассеты для того, чтобы снизить скорость охлаждения. Таким образом, скорость охлаждения можно точно регулировать с учетом закаливаемости композиции подложки за счет применения указанных средств. Скорость охлаждения детали может быть одинаковой или может изменяться от одной зоны к другой, в соответствии с устройством охлаждения, таким образом, обеспечивается возможность достижения характеристик локально повышенной прочности или повышенной пластичности.
Для достижения высокого напряжения при растяжении, микроструктура горячо штампованной детали содержит мартенсит или бейнит. С выбирают в соответствии с составом стали, таким образом, чтобы она была больше чем критическая скорость охлаждения мартенсита или бейнита, в зависимости от желаемой микроструктуры и механических характеристик. В частности, в качестве предпочтительного варианта осуществления, микроструктура содержит больше чем 80% мартенсита и/или бейнита, для получения преимущества способности структурного упрочнения стали.
Пример
Получают листы стали 22MnB5 толщиной 1,5 мм, имеющие состав, указанный в таблице 1. Другими элементами является железо и примеси, присущие переработке.
Таблица 1. Состав стали (мас.%)
Листы получают из рулонов, которые предварительно были покрыты Al-Si путем непрерывного нанесения защитного покрытия с погружением в расплав, затем листы нарезают в заготовки. Толщина предварительного покрытия составляет 25 мкм с обеих сторон. Это предварительное покрытие содержит 9 мас.% Si, 3 мас.% Fe, остальное приходится на алюминий и примеси, появившиеся при плавлении.
Плоские заготовки подвергают термообработке в различных условиях производства, указанных в таблице 2.
Термообработку до температуры θ1 осуществляют в печи, в атмосфере, содержащей 21% кислорода при выдерживании заготовок в течение различных периодов общей продолжительности выдержки t1. Значения t1мин и t1макс рассчитывают по температуре θ1 согласно выражениям [1] и [2] указанным выше, и значения t1 сопоставляют с диапазоном, определенным величинами t1мин и t1макс. После выдерживания при указанной температуре заготовки охлаждают до комнатной температуры, используя естественную конвекцию и излучение, для того, чтобы получить ферритно-перлитную микроструктуру. Затем заготовки нагревают до температуры θ2 в диапазоне до 600°C и выдерживают при этой температуре в течение времени t2 в диапазоне между 4' и 24 ч, в атмосфере, содержащей 21% кислорода. Таким образом, получают нештампованные, предварительно сплавленные заготовки.
В качестве дополнительного сопоставления, предварительно покрытую стальную заготовку упрочняют прессованием, без проведения обработки путем предварительного расплавления при температуре θ2 и θ3. Это испытание соответствует ссылке R6 в таблице 2.
Таблица 2. Условия производства
Подчеркнуты условия, не соответствующие изобретению
н.д.: не доступно или не оценивали
Характерные признаки нештампованных, предварительно сплавленных заготовок до нагревания при температуре θ3 определены и приведены в Таблице 3:
- толщину взаимно диффузионного слоя определяют путем разрезания, полирования, травления образцов реактивом Nital (спирт, азотная кислота и вода), и исследования в оптическом микроскопе при увеличении в 500 раз. Взаимно диффузионный слой может быть идентифицирован, благодаря своей ферритной структуре.
- толщину и характеристики слоя, содержащего оксид алюминия поверх предварительно сплавленного покрытия, определяют с использованием методов оптической эмиссионной спектроскопии тлеющего разряда и масс-спектроскопии вторичных ионов, которые являются хорошо известными методами. Масс-спектроскопия осуществляется с использованием монохроматического алюминиевого источника, что дает возможность установить состояние окисления алюминия в верхнем поверхностном слое предварительно сплавленного покрытия толщиной 0,01 мкм.
- количество диффундирующего водорода измеряют методом термической десорбции, этот прием также является хорошо известным: измеряемый образец помещают в печи и нагревают ИК-излучением. Температура непрерывно регистрируется во время нагревания. Выделяющийся водород выносится потоком азота и измеряется спектрометром. Количество диффундирующего водорода определяют путем интегрирования пика водорода, выделяющегося между комнатной температурой и 360°C. Среднее количество диффундирующего водорода получают путем усреднения значений из N отдельных измерений, причем N находится между 3 и 9. Среднее количество диффундирующего водорода измеряют для предварительно сплавленных покрытых стальных заготовок до нагревания при температуре θ3, и для упрочненных прессованием покрытых деталей. Разность ΔНдифф между указанными двумя измеренными величинами определяет поглощение водорода в ходе процесса упрочнения прессованием.
Предварительно сплавленные покрытые заготовки нагревают до температуры θ3 и контролируют наличие возможной жидкой фазы. Если в ходе нагревания образуется жидкая фаза, то вид поверхностного покрытия, наблюдаемый с помощью сканирующей электронной микроскопии, является весьма гладким, благодаря поверхностному натяжению жидкости.
При температуре θ3=900°C структура стали является полностью аустенитной. Заготовки в течение 10 секунд переносят в пресс и подвергают горячей штамповке и упрочнению. Охлаждение в прессе проводится таким образом, чтобы убедиться в том, что
микроструктура стали в упрочненных прессованием покрытых деталях является полностью мартенситной.
После упрочнение прессованием покрытые стальные детали разрезают, полируют, протравляют реактивом Nital и исследуют в оптическом микроскопе при увеличении в 500 раз. При исследовании структуры покрытия определяют, проявляется ли в ней четкая четырехслойная структура, подходящая для контактной сварки, которая описана в документе WO 2008053273, то есть расположенные по порядку от стальной подложки к поверхности покрытия:
- взаимно диффузионный слой
- промежуточный слой
- интерметаллический слой
- поверхностный слой
Упрочненные прессованием покрытые детали имеют напряжение пластического течения больше чем 1000 МПа. Отличительные черты упрочненных прессованием деталей также приведены в таблице 3.

В испытаниях I1 и I2 нештампованные, предварительно сплавленные заготовки были изготовлены в условиях, соответствующих изобретению, и дополнительно упрочненные прессованием в условиях, соответствующих изобретению. Свободный алюминий отсутствует в предварительно сплавленных заготовках. Экспериментально установлено, что жидкая фаза отсутствует в ходе нагревания при температуре θ3, несмотря на малую продолжительность нагревания.
Среднее поглощение водорода, вызванное нагреванием при температуре θ3, является весьма малым (0,01 млн-1), также как и среднее содержание водорода (0,21 млн-1). Таким образом, риск замедленного разрушения значительно снижается, благодаря малому содержанию водорода. Кроме того, продемонстрировано, что даже если заготовки остаются в печи продолжительное время (от 1'40'' до 2'30'' в испытаниях I1 и I2), не происходит дополнительное поглощение водорода ΔНдифф. Таким образом, даже если предварительно сплавленные заготовки необходимо оставлять в печи на более продолжительное время, из-за неожиданного события в поточной линии, это не приведет к пагубным последствиям.
Структура покрытия после упрочнения прессованием аналогична указанной в документе WO 2008053273, что дает возможность достижения широкого диапазона интенсивности при контактной точечной сварке.
В испытаниях I3-I4 нештампованные, предварительно сплавленные заготовки были изготовлены при более высокой температуре θ2 и более короткой продолжительности t2, чем в испытаниях I1 и I2. Это дает возможность получения предварительно сплавленных заготовок, которые имеют такое же среднее содержание диффундирующего водорода или меньше (0,15-0,21 млн-1), чем в испытаниях I1 и I2.
В испытаниях I5-I6, согласно условиям (θ1, t1, θ2, t2), создается слой, содержащий оксид алюминия толщиной 0,17 мкм, наряду со средним содержанием диффундирующего водорода 0,14 млн-1. Как продемонстрировано на фигуре 1, указанное значение толщины соответствует полной ширине при половине от максимального содержания кислорода O. Данные на фигуре 1 подтверждают, что Fe и Si также могут присутствовать на определенном расстоянии от поверхности. Вблизи поверхности, то есть на глубине от 0 до 0,01 мкм от поверхности покрытия, как показано на фигуре 2, этот слой состоит из 30% оксида алюминия Al2O3, покрытого AlOOH, типа бемита, который появляется в результате специфического термического цикла и наличия кислорода и водяного пара в печи. После выдерживания при 350°C в течение 15 мин, среднее содержание диффундирующего водорода в предварительно сплавленной заготовке является приблизительно таким же, как в испытании I4. Поглощение водорода ΔНдифф составляет меньше чем 0,06 млн-1, что дает возможность получения детали, упрочненной прессованием, со средним содержанием диффундирующего водорода лишь 0,20 млн-1. Кроме того, увеличение времени t3 от 1'40'' (I5) до 6 мин (I6) не приводит к повышению содержания диффундирующего водорода в детали, упрочненной прессованием. Таким образом, показано, что, даже если предварительно сплавленные заготовки необходимо оставлять в печи на более продолжительное время, до горячей штамповки, это не приведет к пагубным последствиям.
Указанные характеристики продукта получены в условиях высокой производительности, то есть при высокой скорости нагревания: Δt20-700°С за 35 секунд. Структура покрытия после упрочнения прессованием аналогична описанной в документе WO 2008053273. Кроме того, отмечено, что на стадии термообработки (θ3, t3) слой, содержащий оксид алюминия, незначительно модифицируется: до нагревания при температуре θ3=900°C (t3 = 1'40'') слой, содержащий оксид алюминия, имеет толщину 0,17 мкм, и после нагревания (θ3, t3) и упрочнения прессованием слой, содержащий оксид алюминия, имеет толщину 0,18 мкм, с аналогичными микроструктурными характеристиками.
Во всех испытаниях I1-I6 ферритно-перлитная микроструктура предварительно сплавленных заготовок дает возможность легко осуществлять пробивку и резание.
В испытаниях R1-R2 время выдерживания t1 является недостаточным для образования взаимно диффузионного слоя толщиной по меньшей мере 2 мкм. Таким образом, в предварительно сплавленной заготовке присутствует свободный алюминий и во время нагревания при температуре θ3 происходит плавление предварительного покрытия. Кроме того, слой, содержащий оксид алюминия, является недостаточным для того, чтобы предотвратить значительное поглощение водорода ΔНдифф во время упрочнения прессованием. Указанное поглощение является особенно высоким при повышенной продолжительности выдерживания t3.
В испытании R3, хотя параметры (θ1, t1) выбраны в соответствии с изобретением, температура θ2 является слишком высокой. Авторы полагают, без связи с теорией, что это может быть вызвано достаточно высокой растворимостью водорода при такой температуре, или с адсорбцией воды, которая присутствует при этой температуре. В результате содержание диффундирующего водорода является слишком высоким в предварительно сплавленных заготовках.
В испытании R4, хотя параметры (θ1, t1) также выбраны в соответствии с изобретением, температура θ2 является слишком низкой, поэтому выделение водорода является недостаточным, поскольку покрытие действует как барьер для десорбции водорода. В результате содержание диффундирующего водорода является слишком высоким в предварительно сплавленных заготовках.
В испытании R5, поскольку параметры (θ1, t1) находятся за пределами условий изобретения, содержание диффундирующего водорода в предварительно сплавленной и упрочненной прессованием заготовке является слишком высоким, даже когда параметры (θ2, t2), (θ3, t3) соответствуют условиям изобретения.
В испытании R6 не используются стадии предварительно расплавления. Поэтому в ходе нагревания при температуре θ3 присутствует жидкая фаза. Даже если средний диффундирующий поток является небольшим до нагревания при температуре θ3, толщина слоя, содержащего оксид алюминия сверху покрытия, является недостаточной (0,01 мкм), поэтому среднее содержание диффундирующего водорода в конечной детали составляет не менее чем 0,40 млн-1.
Таким образом, упрочненные прессованием покрытые стальные детали, полученные согласно изобретению, могут быть выгодно использованы в производстве конструкционных или предохранительных деталей автомобилей.
Группа изобретений относится к способу получения стального рулона, листа или заготовки. Способ включает следующие последовательные стадии: получение предварительно покрытого стального рулона, листа или заготовки, состоящих из термически обрабатываемой стальной подложки, защищенной предварительным покрытием из алюминия или алюминиевого сплава, где предварительное покрытие непосредственно образуется в результате процесса горячего алюминирования без дополнительной термообработки, причем толщина предварительного покрытия составляет между 10 и 35 микрометров на каждой стороне стального рулона, листа или заготовки, затем нагревание стального рулона, листа или заготовки в печи в атмосфере, содержащей по меньшей мере 5% кислорода, до температуры θ1, составляющей от 750 до 1000°C, в течение времени t1 в диапазоне между t1мин и t1макс, где t1мин=23500/(θ1-729,5) и t1макс=4,946×1041×θ1-13,08, t1 означает общее время пребывания в печи, причем величина θ1 выражена в °C, a t1мин и t1max выражены в секундах, затем охлаждение стального рулона, листа или заготовки со скоростью охлаждения Vr1 до температуры θi, затем выдерживание стального рулона, листа или заготовки при температуре θ2 от включительно 100°C до включительно 500°C, в течение времени t2, заключенного между 3 и 45 минутами, для того чтобы получить содержание диффундирующего водорода меньше, чем 0,35 млн-1, при этом указанная температура θi равна комнатной температуре, а рулон, лист или заготовку в таком случае после охлаждения до комнатной температуры нагревают до указанной температуры θ2, или указанная температура θi равна указанной температуре θ2, при этом указанный стальной рулон, лист или заготовка, содержит взаимно диффузионный слой между стальной подложкой и покрытием, имеющий толщину между 2 и 16 мкм, причем взаимно диффузионный слой является слоем со структурой феррита α(Fe), содержащего Al и Si в твердом растворе, при этом указанный стальной рулон, лист или заготовка имеет верхний слой на поверхности покрытия, содержащий оксид алюминия толщиной больше, чем 0,10 мкм, при этом указанную скорость охлаждения Vr1 выбирают таким образом, чтобы сумма долей площади бейнита и мартенсита составляла меньше чем 30% в стальной подложке, после указанного охлаждения и до последующего нагревания, или указанную скорость охлаждения Vr1 выбирают таким образом, чтобы получить ферритно-перлитную структуру в стальной подложке после указанного охлаждения и до последующего нагревания. Способ получения упрочненной прессованием, покрытой стальной детали включает обработку полученного листа, рулона или заготовки. Технический результат заключается в сокращении времени обработки. 6 н. и 12 з.п. ф-лы, 2 ил., 3 табл., 1 пр.
1. Способ получения стального рулона, листа или заготовки, который включает следующие последовательные стадии:
получение предварительно покрытого стального рулона, листа или заготовки, состоящих из термически обрабатываемой стальной подложки, защищенной предварительным покрытием из алюминия или алюминиевого сплава, где предварительное покрытие непосредственно образуется в результате процесса горячего алюминирования без дополнительной термообработки, причем толщина предварительного покрытия составляет между 10 и 35 микрометров на каждой стороне стального рулона, листа или заготовки, затем
нагревание стального рулона, листа или заготовки в печи в атмосфере, содержащей по меньшей мере 5% кислорода, до температуры θ1, составляющей от 750 до 1000°C, в течение времени t1 в диапазоне между t1мин и t1макс, где:
t1мин=23500/(θ1-729,5) и
t1макс=4,946×1041×θ1-13,08,
t1 означает общее время пребывания в печи,
причем величина θ1 выражена в °C, a t1мин и t1max выражены в секундах, затем
охлаждение стального рулона, листа или заготовки со скоростью охлаждения Vr1 до температуры θi, затем
выдерживание стального рулона, листа или заготовки при температуре θ2 от включительно 100°C до включительно 500°C, в течение времени t2, заключенного между 3 и 45 минутами, для того чтобы получить содержание диффундирующего водорода меньше чем 0,35 млн-1,
при этом указанная температура θi равна комнатной температуре, а рулон, лист или заготовку в таком случае после охлаждения до комнатной температуры нагревают до указанной температуры θ2, или указанная температура θi равна указанной температуре θ2,
при этом указанный стальной рулон, лист или заготовка содержит взаимно диффузионный слой между стальной подложкой и покрытием, имеющий толщину между 2 и 16 мкм, причем взаимно диффузионный слой является слоем со структурой феррита α(Fe), содержащего Al и Si в твердом растворе,
при этом указанный стальной рулон, лист или заготовка имеет верхний слой на поверхности покрытия, содержащий оксид алюминия толщиной больше чем 0,10 мкм,
при этом указанную скорость охлаждения Vr1 выбирают таким образом, чтобы сумма долей площади бейнита и мартенсита составляла меньше чем 30% в стальной подложке, после указанного охлаждения и до последующего нагревания, или указанную скорость охлаждения Vr1 выбирают таким образом, чтобы получить ферритно-перлитную структуру в стальной подложке после указанного охлаждения и до последующего нагревания.
2. Способ по п.1, в котором указанная температура θ2 превышает или равна 100°C и меньше чем 300°C.
3. Способ по п.1, в котором указанная температура θ2 превышает или равна 300°C и меньше чем или равна 400°C.
4. Способ по п.1, в котором указанная температура θ2 превышает 400°C и является ниже или равной 500°C.
5. Способ по любому из пп.1-4, в котором указанная продолжительность t2 заключена между 4 и 15 минутами.
6. Способ по любому из пп.1-5, который дополнительно включает после выдерживания рулона, стального листа или заготовки при температуре θ2, заключенной между 100 и 500°C, в течение времени t2, охлаждение стального рулона, листа или заготовки до комнатной температуры.
7. Стальной рулон, лист или заготовка, содержащий термически обрабатываемую стальную подложку, защищенную сплавленным предварительным покрытием, содержащим алюминий и железо, причем алюминий не содержится в свободном состоянии, при этом указанный стальной рулон, лист или заготовка содержит взаимно диффузионный слой на поверхности раздела между стальной подложкой и предварительным покрытием, имеющий толщину между 2 и 16 мкм, причем взаимно диффузионный слой является слоем со структурой феррита α(Fe), содержащего Al и Si в твердом растворе,
при этом указанный стальной рулон, лист или заготовка имеет слой, содержащий оксид алюминия поверх сплавленного предварительного покрытия, толщиной больше чем 0,10 мкм,
при этом указанный стальной рулон, лист или заготовка имеет содержание диффундирующего водорода меньше чем 0,35 млн-1,
при этом указанный стальной рулон, лист или заготовка имеет такую микроструктуру, в которой сумма долей площади бейнита и мартенсита составляет меньше чем 30%, или микроструктура стального рулона, листа или заготовки является ферритно-перлитной.
8. Стальной рулон, лист или заготовка по п.7, имеющий толщину между 0,5 и 5 мм.
9. Стальной рулон, лист или заготовка по п.7, в котором стальная подложка имеет неравномерную толщину.
10. Стальной рулон, лист или заготовка, полученные способом по любому из пп.1-6.
11. Способ получения упрочненной прессованием, покрытой стальной детали, в котором:
предусмотрен стальной рулон, лист или заготовка по любому из пп.7-10, затем
если указанный стальной лист, рулон или заготовка имеет форму рулона или листа, разрезают рулон или лист для того, чтобы получить стальную заготовку, затем
нагревают указанную стальную заготовку до температуры θ3 таким образом, что продолжительность нагрева ΔТ20-700° между 20 и 700°C указанной стальной заготовки, выраженная в секундах, составляет меньше, чем (26,22⋅th - 0,5), где th является толщиной, выраженной в мм, и выдерживают стальную заготовку при указанной температуре θ3 в течение времени t3 для того, чтобы получить частичную или полную аустенитную структуру в стальной подложке, затем
переносят нагретую заготовку в пресс, затем
нагретую заготовку подвергают горячему штампованию для того, чтобы получить деталь, затем
охлаждают деталь, сохраняя ее в технологической оснастке пресса, чтобы получить в стальной подложке микроструктуру, содержащую по меньшей мере мартенсит и/или бейнит, и чтобы получить упрочненную прессованием покрытую деталь.
12. Способ по п.11, в котором указанную стальную заготовку не охлаждают при комнатной температуре между выдерживанием при указанной температуре θ2 и нагреванием при указанной температуре θ3.
13. Способ по п.11 или 12, в котором разность ΔНдифф между содержанием диффундирующего водорода в указанной упрочненной прессованием покрытой детали и содержанием диффундирующего водорода в указанной заготовке составляет меньше чем 0,10 млн-1.
14. Способ по любому из пп.11-13, в котором нагрев указанной стальной заготовки до температуры θ3 осуществляют посредством метода, выбранного из индукционного нагрева или резистивного нагрева, или нагрева за счет теплопроводности.
15. Способ по любому из пп.11-14, в котором в микроструктуре стальной подложки упрочненной прессованием покрытой детали содержится больше чем 80% мартенсита.
16. Способ по любому из пп.11-15, в котором упрочненная прессованием покрытая деталь имеет предел текучести больше чем 1000 МПа.
17. Деталь, упрочненная прессованием, полученная способом по любому из пп. 14-16.
18. Применение детали по п.17 для производства конструкционных или предохранительных деталей автомобилей.
| DE 102016102504 A1, 10.08.2017 | |||
| DE 102016107152 A1, 19.10.2017 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ И ШТАМПОВАННЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2009 |
|
RU2499847C2 |
| Способ нанесения покрытия на изделия из нелегированной стали | 1982 |
|
SU1364242A3 |
| ПОКРЫТЫЕ СТАЛЬНЫЕ ПОЛОСЫ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБЫ ИХ ПРИМЕНЕНИЯ, ШТАМПОВАННЫЕ ЗАГОТОВКИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, ШТАМПОВАННЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, И ПРОМЫШЛЕННЫЕ ТОВАРЫ, СОДЕРЖАЩИЕ ТАКОЕ ШТАМПОВАННОЕ ИЗДЕЛИЕ | 2006 |
|
RU2395593C1 |
| Способ производства алюминированной стальной полосы | 1987 |
|
SU1555374A1 |

