Изобретение относится к способу определения состояния огнеупорной футеровки, в частности, металлургического сосуда, предпочтительно сосуда для расплавленного металла, в соответствии с преамбулой пункта 1.
Существуют методы расчета конструкции огнеупорной футеровки, в частности, металлургического сосуда для расплавленного металла, в соответствии с которыми определенные данные или эмпирические значения преобразуют в математические модели. Поскольку с помощью этих математических моделей не могут быть достаточно точно обнаружены или не могут быть приняты во внимание эффективные механизмы износа для используемых металлургических сосудов, возможности для математического определения состояния огнеупорных конструкций и текущего ремонта футеровки очень ограничены, то есть решения, касающиеся определения срока использования огнеупорной футеровки сосуда, например конвертера, все еще должны быть приняты с использованием ручных методов.
В способе согласно публикации WO-A-03/081157 для измерения остаточной толщины огнеупорной футеровки на стенке и/или базовой области металлургического сосуда, например, дуговой печи, определенные измеренные данные используются для последующего ремонта идентифицированных областей износа. Измерительный блок приводится манипулятором, служащим для ремонта футеровки, в измерительное положение над металлургическим сосудом или внутри него, и затем измеряется остаточная толщина футеровки на его стенке и/или базовой области. Путем сравнения текущего профиля футеровки с профилем, измеренным в начале кампании печи, определяется ее износ, на основании чего может быть проведен ремонт огнеупорной футеровки. Однако, с помощью этого способа комплексное определение состояния футеровки сосуда также невозможно.
В публикации WO-A-2007/107242 раскрыт способ определения толщины стенок или износа футеровки металлургического кристаллизатора с использованием системы сканера для бесконтактного зондирования поверхности футеровки для определения положения и ориентации системой сканера и интерпретации положения кристаллизатора путем обнаружения пространственно фиксированных контрольных точек. При этом используется перпендикулярная система координат, а углы наклона двух осей по отношению к горизонтальной плоскости измеряют с помощью датчиков наклона. Данные, измеренные с помощью сканера, могут быть преобразованы в перпендикулярной системе координат и, таким образом, возможно автоматическое измерение соответствующего текущего состояния футеровки кристаллизатора.
С учетом этих известных способов расчета или способов измерения, задачей настоящего изобретения является разработка способа, с помощью которого срок службы огнеупорной футеровки металлургического сосуда и собственно процесс могут быть оптимизированы, и при этом применение ручных методов решений уменьшается или практически исключается.
Эта задача решается в соответствии с изобретением, описанным посредством признаков пункта 1.
Способ, согласно изобретению, предусматривает, что все данные соответствующего сосуда собираются и хранятся в структуре данных, и на основании всех измеренных и определенных данных или параметров создают математическую модель, с помощью которой эти данные или параметры оценивают посредством расчетов и последующего анализа.
При таком способе, в соответствии с изобретением, для металлургического сосуда можно устанавливать не только измерения для определения текущего состояния сосуда после его использования, но можно осуществлять и связанные или обобщенные процессы определения и последующего анализа, благодаря чему достигается оптимизация как в отношении футеровки сосуда, так и в отношении всей последовательности технологических операций по литью расплавленной массы в сосуд и ее последующей обработки.
Другие предпочтительные детали этого способа согласно настоящему изобретению описаны в зависимых пунктах формулы изобретения.
Примеры воплощения, а также дополнительные преимущества настоящего изобретения, описаны более подробно ниже с помощью чертежа, на котором показан:
фиг. 1 - схематический продольный разрез металлургического сосуда, подразделенный на сектора.
Способ относится, в частности, к металлургическим сосудам 10, один из которых показан в разрезе на фиг. 1 в качестве примера воплощения. В этом случае сосуд 10 представляет собой конвертер для производства стали, известный сам по себе. Сосуд 10 состоит по существу из металлического корпуса 15, огнеупорной футеровки 12 и закупориваемых отверстий 17, 18 для продувки газом, которые могут быть соединены с источником газа (не показан).
Расплавленный металл, заливаемый в сосуд 10, во время процесса металлургически обрабатывают, например, с помощью процесса выдувного формования, который подробно не объясняется. Как правило, на сталелитейном заводе одновременно используется несколько таких конвертеров 10, и для каждого из них должны быть зарегистрированы данные.
В принципе, способ может быть использован для различных металлургических сосудов, таких как, например, электрические печи, доменные печи, стальные ковши, сосуды в области цветных металлов, таких как плавильные печи для алюминия, анодные печи для меди или подобные.
Способ отличается также тем, что он может быть использован для множества различных контейнеров. Так, например, для огнеупорных футеровок всех конвертеров и ковшей, в процессе эксплуатации которых расплавленная масса обрабатывается и затем выливается в стальные ковши.
Прежде всего, все данные для каждого сосуда 10 подразделяются на группы, которые собираются и хранятся в структуре данных.
Для того, чтобы измерить в группе износ футеровки 12 сосуда, которой отделан металлический корпус 15, сначала регистрируют данные новой огнеупорной футеровки, которая, как правило, снабжена разными блоками 14, 16, или толщину стенки. Это может происходить также путем измерения или предварительного определения известных размеров блоков 14, 16. Кроме того, регистрируются используемые материалы блоков 14, 16 и свойства этих материалов, а также регистрируются любые используемые вливаемые материалы и их свойства.
Для дополнительной идентифицированной группы в процессе использования соответствующего сосуда 10 осуществляют регистрацию производственных данных, таких как количество расплавленной массы, температуру, состав расплавленной массы или шлака и их толщину, время выпуска плавки, температурный профиль, время обработки и/или металлургические параметры, такие как отдельные добавки в расплавленную массу. В зависимости от типа сосуда регистрируют только некоторые или все вышеуказанные производственные данные.
Кроме того, после использования сосуда 10 производят измерение толщины стенки футеровки 12, по крайней мере, в точках с наибольшим износом, например, в точках контакта со шлаком при полном заполнении сосуда, но предпочтительно производить измерение толщины стенки всей футеровки 12. Достаточно, если измерение толщины стенок футеровки 12 производят после нескольких выпусков плавки.
Также могут быть определены другие процессуальные параметры, такие как способ заливки или выпуска расплавленного металла в кристаллизатор или из него.
В соответствии с изобретением математическую модель создают на основании, по меньшей мере, некоторых из измеренных и определенных данных или параметров, с помощью которой эти данные или параметры оценивают путем расчетов и последующих анализов.
С помощью этой математической модели, созданной согласно изобретению, могут быть оптимизированы максимальный период использования, толщина стенки, материалы и/или эксплуатационные данные огнеупорной футеровки 12 или, наоборот, может быть оптимизирована последовательность технологических операций для обработки расплавленной массы. На основании этих анализов время от времени может быть принято решение относительно дальнейшего использования футеровки с ремонтом или без него. В данном случае не требуется, или же требуется в ограниченной степени, ручная, основанная на опыте, интерпретация периода использования футеровки 12 и других параметров, которые будут определены, таких как толщина стенки, выбор материала и т.п.
Преимущественно металлургический сосуд 10, такой как, например, конвертер, подразделяется на разные секции 1-10, при этом секции 1, 2, 8 задаются на верхней части сосуда, секции 3, 7, 9 задаются на боковой части сосуда, а секции 4, 5, 6 задаются на основании сосуда.
Секции 1-10 оценивают по отдельности и независимо друг от друга с помощью математической модели. Преимуществом этого является то, что можно соответствующим образом учитывать различные нагрузки на футеровку в основании сосуда, на боковых стенках или в верхней части сосуда.
До или во время создания математической модели данные проверяют на достоверность, после чего регистрируют, а если выявляется недостаток или отклонение одного или нескольких параметров, они соответствующим образом исправляются или удаляются. После предпочтительно индивидуальной проверки данных, они сохраняются как комплексный действительный набор данных.
Предпочтительно, в зависимости от эмпирических значений или методов расчета, имеет место уменьшенное количество выбранных из измеренных или определенных данных или параметров для периодических вычислений или анализа. Этот выбор измеренных или определенных данных или параметров для периодических вычислений или анализов осуществляют при помощи алгоритмов, например, путем случайного выбора параметра.
Другие определенные данные, не используемые в дальнейшем, используются со статистическими целями или для последующей регистрации для реконструкции производственных ошибок или подобного.
Другим преимуществом настоящего изобретения является то, что математическая модель адаптирована к измерениям толщины стенки футеровки 12 после нескольких выпусков плавки посредством анализа, например регрессионного анализа, с помощью которого может быть рассчитан или смоделирован износ с учетом собранных и структурированных данных. Эта адаптированная математическая модель также особенно подходит для использования в целях тестирования для проверки или моделирования последовательности технологических операций или выполнения определенных замен.
Изобретение достаточно полно иллюстрируется на примере воплощения, описанном выше. Излишне говорить, что оно также может быть реализовано с помощью других вариантов.
Также сосуд 10 обеспечен на боковой стороне, по крайней мере, одним выпускным отверстием (подробно не показано), известным само по себе, с которым, как правило, используется специальная летка с рядом огнеупорных рукавов, наложенных друг на друга. Понятно, что состояние этой летки также измеряется, определяется, и включается в математическую модель в соответствии с изобретением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ОГНЕУПОРНОЙ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО СОСУДА | 1993 |
|
RU2102493C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОПОГРАФИИ СЛОЕВ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2012 |
|
RU2529332C2 |
| Способ выпуска стали из конвертера | 2023 |
|
RU2807415C1 |
| СПОСОБ ДЛЯ КОНТРОЛЯ ИЗНОСА ОГНЕУПОРНОЙ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО ПЛАВИЛЬНОГО СОСУДА | 2006 |
|
RU2445573C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА ИЛИ ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1997 |
|
RU2131571C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОТОВОЙ СТАЛИ И ПОЛУПРОДУКТА ИЗ ЖЕЛЕЗОРУДНОГО СЫРЬЯ, ОТХОДОВ ДОМЕННОГО ПРОИЗВОДСТВА ИЗ ОТВАЛОВ И ДРУГИХ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ МЕЛКИХ И ПЫЛЕВИДНЫХ ФРАКЦИЙ ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1996 |
|
RU2109067C1 |
| СПОСОБ ПРОДУВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА ОКИСЛИТЕЛЬНЫМ ГАЗОМ | 1993 |
|
RU2108398C1 |
| СПОСОБ РЕМОНТА СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ КИСЛОРОДНОГО КОНВЕРТЕРА | 2015 |
|
RU2607391C2 |
| СПОСОБ ВЫПЛАВКИ МЕТАЛЛА В КОНВЕРТЕРЕ | 2015 |
|
RU2603759C1 |
| СОСТАВ КОНДИЦИОНИРУЮЩЕЙ ДОБАВКИ ДЛЯ ШЛАКА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И СПОСОБ ЕЕ ИСПОЛЬЗОВАНИЯ ПРИ ПОЛУЧЕНИИ СТАЛИ | 2005 |
|
RU2404264C2 |

Изобретение относится к способу определения состояния огнеупорной футеровки сосуда, содержащего расплавленный металл. Во время процесса измеряют или определяют эксплуатационные данные, производственные данные и толщину стенок по крайней мере в местах с наибольшей степенью износа, а также дополнительные процессуальные параметры сосуда после его использования. Указанные данные затем собирают и хранят в структуре данных. На основании по меньшей мере некоторых из измеренных или определенных данных или параметров создают математическую модель, с помощью которой эти данные или параметры оценивают посредством расчетов и последующих анализов. Таким образом, можно осуществлять связанные или обобщенные процессы определения и последующего анализа, благодаря чему достигается оптимизация как в отношении футеровки сосуда, так и в отношении всей последовательности технологических операций по литью расплавленной массы в сосуд. 10 з.п. ф-лы, 1 ил.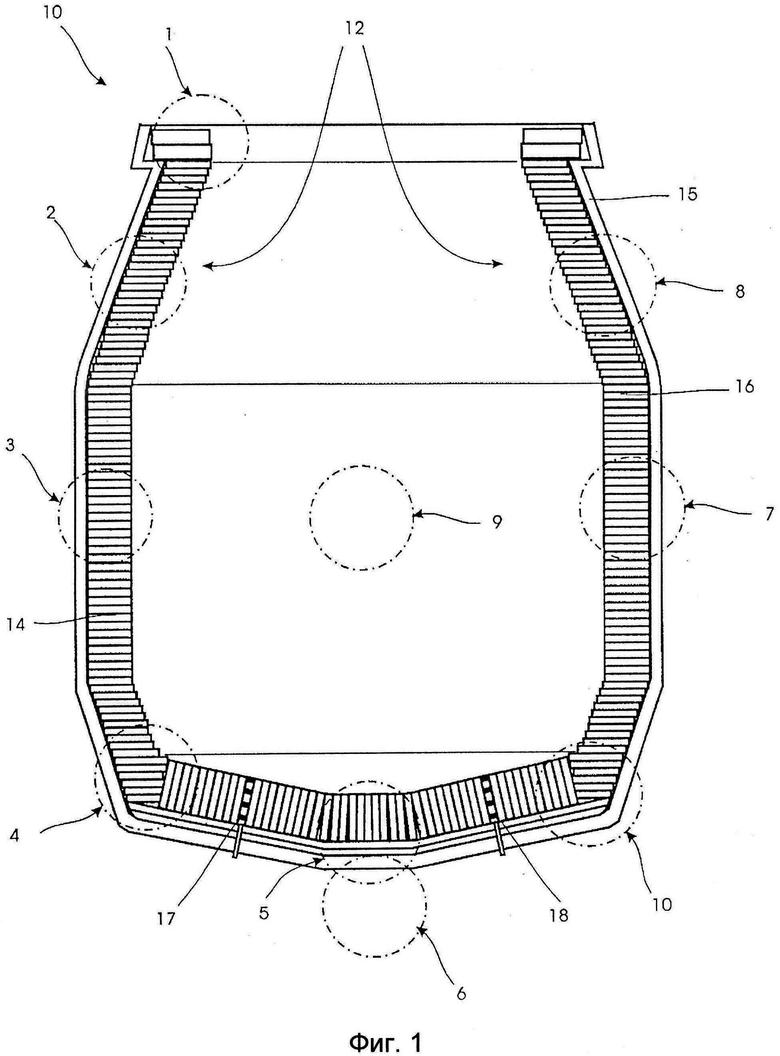
1. Способ определения состояния огнеупорной футеровки сосуда, содержащего расплавленный металл, включающий выявление или измерение и оценивание данных об огнеупорной футеровке (12) сосуда (10), отличающийся тем, что собирают и хранят в структуре данных следующие измеренные или установленные данные для каждого сосуда (10):
- начальные параметры огнеупорной конструкции внутренней футеровки (12) сосуда, такие как материалы, свойства материала, толщина стенок блоков и/или влитые материалы, в качестве эксплуатационных данных,
- производственные данные во время процесса, такие как количество расплавленной массы, температура, состав расплавленной массы или шлака и их толщина, время выпуска плавки, температурные профили, время обработки и/или металлургические параметры,
- толщина стенок футеровки по крайней мере в точках с наибольшей степенью износа после использования сосуда (10),
- дополнительные параметры процесса, такие как способ заливки или выпуска расплавленного металла в сосуд (10) или из него,
при этом на основании по меньшей мере некоторых из измеренных или определенных данных или параметров эксплуатационных данных, производственных данных, толщины стенок и параметров процесса создают математическую модель, с помощью которой упомянутые данные или параметры оценивают посредством расчета и последующего анализа.
2. Способ по п. 1, отличающийся тем, что данные проверяют на достоверность, после чего их регистрируют и, если существует отклонение одного или более параметров, их соответствующим образом исправляют или удаляют.
3. Способ по п. 1 или 2, отличающийся тем, что после предпочтительно индивидуальной проверки данных их сохраняют как комплексный действительный набор данных.
4. Способ по п. 1, отличающийся тем, что в зависимости от эмпирических значений или метода расчета обеспечивают уменьшенное количество выбранных из измеренных или определенных данных или параметров для периодических вычислений или анализа.
5. Способ по п. 4, отличающийся тем, что выбор измеренных или определенных данных или параметров для периодических вычислений или анализа производят с помощью алгоритмов, например путем случайного выбора параметра.
6. Способ по п. 4, отличающийся тем, что другие неиспользуемые в математической модели данные используют для статистических целей или для последующей регистрации данных.
7. Способ по п. 1, отличающийся тем, что толщину стенок футеровки (12) измеряют после ряда выпусков плавки, а решение относительно дальнейшего использования сосуда с ремонтом или без него принимают на основании этих измерений и созданной математической модели.
8. Способ по п. 1, отличающийся тем, что математическую модель адаптируют к измеренной толщине стенки футеровки (12) после ряда выпусков плавки посредством анализа, например регрессионного анализа, с помощью которого может быть рассчитан износ с учетом собранных и структурированных данных.
9. Способ по п. 8, отличающийся тем, что упомянутую модель используют в целях тестирования для проверки или моделирования последовательности технологических операций и для выполнения на ее основании определенных замен в реальной эксплуатации.
10. Способ по п. 1, отличающийся тем, что металлургический сосуд (10), такой как, например, конвертер, разделяют на несколько секций (1-10) и с помощью указанной математической модели оценивают эти секции независимо друг от друга на основании всех измеренных и определенных данных или параметров.
11. Способ по п. 10, отличающийся тем, что секции (1-10) задают так, что с одной стороны они распределены по периферии сосуда (10), а с другой стороны - по его высоте.
| Способ получения протеинов | 1975 |
|
SU632291A3 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| СПОСОБ КОНТРОЛЯ РАЗГАРА МЕТАЛЛОПРИЕМНИКА ДОМЕННОЙ ПЕЧИ | 1993 |
|
RU2044058C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ФУТЕРОВКИ ГОРНА ДОМЕННОЙ ПЕЧИ | 2005 |
|
RU2299910C2 |
| СПОСОБ ДЛЯ КОНТРОЛЯ ИЗНОСА ОГНЕУПОРНОЙ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО ПЛАВИЛЬНОГО СОСУДА | 2006 |
|
RU2445573C2 |
| Способ измерения толщины футеровки доменной печи | 1986 |
|
SU1397487A1 |

