ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
1. Область техники, к которой относится изобретение
Настоящее изобретение относится к средству для обработки поверхности восковой модели и способу изготовления зубного протеза.
2. Описание предшествующего уровня техники
Когда часть зуба удалена или потеряна в результате зубного лечения или тому подобного, когда невозможно нарастить естественным образом удаленный или потерянный участок зуба, обеспечивается зубной протез на удаленном участке или потерянном участке. В качестве материала зубного протеза обычно используется металл. Однако, из эстетических соображений все больше и больше используется зубной протез, изготовленный из керамики.
Для зубного протеза, изготовленного из керамики, например, сначала восковая модель, имеющая форму, соответствующую зубному протезу, подлежащему формованию, вводится в формовочный материал, и восковая модель выжигается после схватывания формовочного материала с образованием литейной формы. Затем может быть изготовлен, посредством нагревания керамического блока, подлежащего прессованию в образованную литейную форму, и выполнения прессования, зубной протез, изготовленный из керамики, имеющий требуемую форму.
Например, Патентный документ 1 раскрывает конструкцию, которая включает в себя канал для прессования и по меньшей мере один участок формовочной полости, соединенный с каналом для прессования посредством по меньшей мере одного соединительного канала, и способ, в котором, при нагревании исходного материала для прессования, введенного в канал для прессования, и приложении прессующего давления материал исходного материала для прессования заполняет участок формовочной полости, и в результате изготавливается спеченный керамический зубной протез.
Патентный Документ
Патентный Документ 1: Японская выложенная патентная публикация № 2009-112818
Однако обычно при прессовании керамического блока на поверхности керамики, образованной посредством формовки, может создаваться шероховатость, и в зависимости от степени шероховатости возникает необходимость удалить шероховатость посредством шлифовки или тому подобного после извлечения ее из литейной формы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение выполнено в свете вышеупомянутых проблем, и согласно аспекту настоящего изобретения, обеспечивается средство для обработки поверхности восковой модели, способное подавлять образование шероховатости на поверхности керамики при придании формы керамическому блоку с помощью литейной формы.
Согласно варианту осуществления обеспечивается средство для обработки поверхности восковой модели, содержащее растворитель, нитрид бора и поверхностно-активное вещество.
Согласно варианту осуществления может обеспечиваться средство для обработки поверхности восковой модели, способное подавлять образование шероховатости на поверхности керамики при придании формы керамическому блоку с помощью литейной формы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1A - изображение для описания этапа изготовления литейной формы в варианте осуществления;
Фиг. 1B - изображение для описания этапа изготовления литейной формы из восковой модели в варианте осуществления;
Фиг. 1C - изображение для описания этапа изготовления литейной формы из восковой модели в варианте осуществления;
Фиг. 1D - изображение для описания этапа изготовления литейной формы из восковой модели в варианте осуществления;
Фиг. 2A - изображение для описания этапа изготовления зубного протеза с использованием литейной формы в варианте осуществления; и
Фиг. 2B - изображение для описания этапа изготовления зубного протеза с использованием литейной формы в варианте осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Хотя изобретение описано в настоящем документе со ссылкой на иллюстративные варианты осуществления, настоящее изобретение не ограничивается нижеприведенными вариантами осуществления, и могут быть выполнены незначительные модификации в нем без отступления от смысла и объема изобретения.
Средство для обработки поверхности восковой модели
В настоящем варианте осуществления описан пример структуры средства для обработки поверхности восковой модели.
Средство для обработки поверхности восковой модели в варианте осуществления может содержать растворитель, нитрид бора и поверхностно-активное вещество.
Авторами настоящего изобретения определено и подтверждено, посредством изучения причины образования шероховатости на поверхности керамики при прессовании керамического блока с помощью литейной формы, что причина заключается в частичном схватывании между литейной формой и керамикой, заполняющей литейную форму. Предполагается, что такое схватывание имеет место из-за того, что поверхность подвергаемого термической обработке тела формовочного материала, который образует литейную форму, плавится при прессовании керамического блока и реагирует с керамикой.
Кроме того, можно предусмотреть уменьшение температуры при выполнении прессования для недопущения образования схватывания. Однако в таком случае керамика нелегко заполняет литейную форму, и существует проблема, заключающаяся в том, что не может быть получен зубной протез требуемой формы.
Таким образом, авторы настоящего изобретения искали способ подавления образования шероховатости на поверхности керамики без понижения температуры при выполнении прессования. Затем настоящее изобретение реализовано в результате обнаружения, что шероховатость на поверхности полученного зубного протеза может быть подавлена посредством обработки поверхности восковой модели, имеющей форму, соответствующую форме зубного протеза, подлежащего формованию, средством для обработки поверхности, и изготовления литейной формы посредством использования восковой модели для недопущения схватывания.
Описан каждый компонент, содержащийся в средстве для обработки поверхности восковой модели в варианте осуществления.
Во-первых, описан растворитель.
Растворитель специально не ограничивается, и может использоваться жидкость, обладающая способностью распределять нитрид бора и поверхностно-активное вещество, которые являются другими компонентами. Растворитель, например, предпочтительно должен содержать одно или более веществ, выбранных из воды, этанола, метанола, пропанола, бутанола, пентанола, ацетона, тетрагидрофурана и метилэтилкетона.
В настоящем документе растворителем является компонент, добавленный для того, чтобы нитрид бора и поверхностно-активное вещество, содержащиеся в средстве для обработки поверхности восковой модели, более равномерно покрывали поверхность восковой модели, предпочтительно, чтобы растворитель являлся компонентом, который легко испаряется после нанесения на поверхность восковой модели. Кроме того, предпочтительно, чтобы способность вступать в реакцию с восковой моделью была низкой.
Таким образом, предпочтительно, чтобы растворитель содержал одно или более из веществ, выбранных из этанола, метанола, пропанола, бутанола, пентанола, тетрагидрофурана и метилэтилкетона.
Кроме того, описан нитрид бора.
Как описано выше, литейная форма, которая используется при изготовлении зубного протеза, образуется посредством введения восковой модели, имеющей форму, соответствующую зубному протезу, подлежащему формованию, в формовочный материал, и, после схватывания формовочного материала, выжигания восковой модели. В настоящем документе, как описано выше, при выжигании восковой модели при образовании литейной формы, в литейной форме образуется полость, соответствующая восковой модели.
При использовании средства для обработки поверхности восковой модели по варианту осуществления, средство для обработки поверхности восковой модели может быть заранее нанесено на поверхность восковой модели, восковая модель может быть введена в формовочный материал, и литейная форма может образовываться аналогично описанному выше. Кроме того, поскольку точка кипения нитрида бора, среди компонентов, содержащихся в средстве для обработки поверхности восковой модели в варианте осуществления, является высокой, нитрид бора не испаряется даже когда выжигается восковая модель.
Таким образом, нитрид бора, содержащийся в средстве для обработки поверхности восковой модели, остается на поверхности полости, соответствующей восковой модели, образованной в литейной форме, по существу равномерно распределенным. Затем нитрид бора по существу равномерно распределенный на поверхности полости, может подавлять схватывание между керамикой, введенной в литейную форму, и литейной формой при прессовании керамического блока в литейной форме.
Может использоваться нитрид бора в виде порошка, и размер его частиц или тому подобное не ограничивается специально. Однако, предпочтительно, чтобы порошок нитрида бора имел размер частицы такого размера, чтобы они могли быть распределены в средстве для обработки поверхности восковой модели и могли быть легко равномерно нанесены на поверхность восковой модели. Таким образом, предпочтительно, чтобы средний диаметр нитрида бора был меньше или равен 20 мкм, и более предпочтительно, меньше или равен 10 мкм. Хотя нижнее предельное значение среднего диаметра не ограничено специально, с точки зрения обработки или тому подобного при подготовке средства для обработки поверхности восковой модели, предпочтительно, чтобы средний диаметр был больше или равен 0,01 мкм.
Средний диаметр, описанный в настоящем документе, означает размер частиц при интегрированном значении 50% в распределении размера частиц, полученном способом лазерной дифракции/рассеивания.
Содержание нитрида бора в средстве для обработки поверхности восковой модели не ограничено и может быть выбрано так, чтобы шероховатость на поверхности керамики могла быть подавлена при прессовании керамического блока после образования литейной формы, в соответствии с продолжительностью нанесения покрытия, количеством покрытия или тому подобного для средства для обработки поверхности восковой модели. С точки зрения надежного подавления шероховатости поверхности керамики предпочтительно, чтобы средство для обработки поверхности восковой модели по варианту осуществления содержало нитрида бора, например, больше или равным 0,1 % масс., и более предпочтительно, больше или равным 1 % масс.
Также, хотя верхнее предельное значение содержания нитрида бора не ограничено специально, предпочтительно, чтобы содержание могло быть выбрано с учетом обработки или тому подобного при нанесении средства для обработки поверхности восковой модели на поверхность восковой модели. Например, предпочтительно, чтобы содержание нитрида бора в средстве для обработки поверхности восковой модели было меньше или равно 20 % масс., и более предпочтительно, меньше или равно 10 % масс.
Кроме того, описано поверхностно-активное вещество.
За счет добавления поверхностно-активного вещества нитрид бора может быть, кроме того, равномерно распределен в средстве для обработки поверхности восковой модели по варианту осуществления, и при нанесении средства для обработки поверхности восковой модели на поверхность восковой модели нитрид бора может быть дополнительно равномерно нанесен на поверхность восковой модели. Затем, посредством изготовления зубного протеза с использованием литейной формы, образованной восковой моделью, на которую дополнительно равномерно нанесен нитрид бора, может быть значительно подавлено схватывание между керамикой и литейной формой.
Кроме того, посредством нанесения поверхностно-активного вещества на поверхность восковой модели может быть увеличена сродство восковой модели и формовочного материала. Таким образом, при введении восковой модели в формовочный материал части, отличные от восковой модели, могут быть надежно заполнены формовочным материалом, и может не допускаться образование нежелательной пустоты в литейной форме.
Хотя тип поверхностно-активного вещества не ограничен специально, может использоваться, например, поверхностно-активное вещество на основе эфира или тому подобное.
Содержание поверхностно-активного вещества не ограничивается специально и может быть выбрано произвольно. Однако, для достаточного увеличения вышеописанной дисперсности нитрида бора в средстве для обработки поверхности восковой модели и сродства между восковой моделью и формовочным материалом, предпочтительно, чтобы средство для обработки поверхности восковой модели содержало поверхностно-активное вещество в количестве большем или равном 0,01 % масс., и более предпочтительно, большем или равном 0,1 % масс.
Хотя верхнее предельное значение содержания поверхностно-активного вещества специально не ограничено, например, предпочтительно, чтобы содержание было меньше или равно 5 % масс., и более предпочтительно, меньше или равно 2,5 % масс. Причина этого в том, что добавление поверхностно-активного вещества в количестве более 5 % масс. не дает большого эффекта.
В настоящем документе компоненты, содержащиеся в средстве для обработки поверхности восковой модели по варианту осуществления не ограничиваются вышеописанными компонентами. и при необходимости могут быть добавлены необязательные компоненты. В частности, например, в качестве пленкообразующего материала могут быть примешаны частицы диоксида кремния или диоксида циркония, которые не реактивны при нагревании при формовании, в качестве смачивающего вещества для восковой модели могут быть добавлены этиленгликоль, диэтиленгликоль, бутандиол, глицерол или тому подобное, а для регулирования вязкости может быть добавлен или содержаться водорастворимый полимер или тому подобное.
Способ подготовки средства для обработки поверхности восковой модели по варианту осуществления специально не ограничивается, и оно может быть подготовлено посредством смешивания вышеописанных компонентов и, при необходимости, например, необязательных компонентов.
Посредством изготовления зубного протеза, выполненного из керамики, с использованием литейной формы, изготовленной с использованием восковой модели после нанесения вышеописанного средства для обработки поверхности восковой модели по варианту осуществления на поверхность восковой модели, образование шероховатости на поверхности зубного протеза может быть подавлено.
В настоящем документе, хотя средство для обработки поверхности восковой модели по варианту осуществления особенно предпочтительно используется для изготовления зубного протеза, выполненного из керамики, также предпочтительно его использование для изготовления керамического элемента, отличного от зубного протеза, с использованием восковой модели.
Способ изготовления зубного протеза
Описан пример способа изготовления зубного протеза.
Способ изготовления зубного протеза по варианту осуществления может включать в себя, например, следующие последовательные этапы.
Этап покрытия восковой модели средством для обработки поверхности, на котором средство для обработки поверхности восковой модели по варианту осуществления наносится на поверхность восковой модели.
Этап введения, на котором восковая модель вставляется в формовочный материал.
Этап выжигания, на котором после схватывания формовочного материала нагревают формовочный материал, включающий в себя восковую модель, для выжигания восковой модели с образованием литейной формы.
Этап формования, на котором керамический блок отливается в литейной форме.
В настоящем документе каждый этап способа изготовления зубного протеза по варианту осуществления описан ниже со ссылкой на фиг. 1A -1D, фиг. 2A и фиг. 2B.
Фиг. 1A-1D, фиг. 2A и фиг. 2B схематично иллюстрируют каждый этап способа изготовления зубного протеза по варианту осуществления.
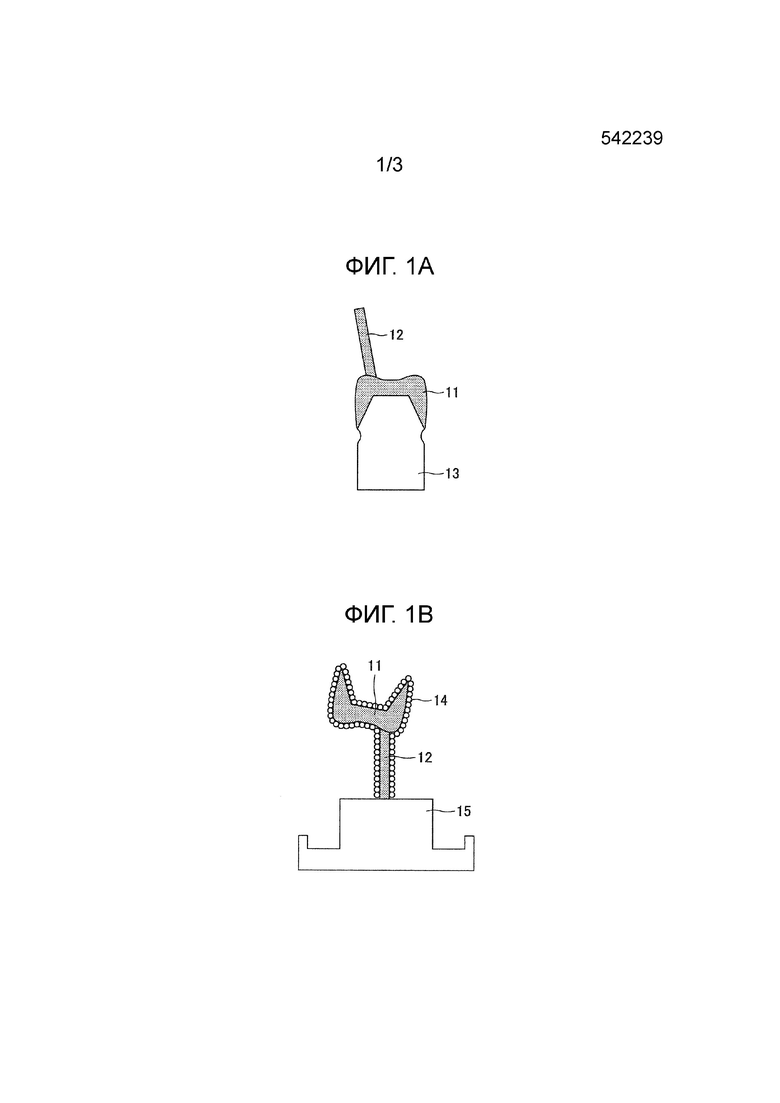
Сначала, перед началом осуществления способа изготовления зубного протеза по варианту осуществления, как проиллюстрировано на фиг. 1A, может подготавливаться восковая модель 11, имеющая форму, соответствующую зубному протезу, подлежащему формованию.
Восковая модель 11 вводится в формовочный материал и выжигается после схватывания формовочного материала с образованием литейной формы, имеющей полость, имеющую форму, соответствующую зубному протезу, в формовочном материале. Затем, посредством размещения керамики в полости литейной формы может быть сформован зубной протез требуемой формы. Затем, при образовании полости, имеющей форму, соответствующую зубному протезу в формовочном материале, для образования литникового канала для подачи керамики к полости, предпочтительно, чтобы для восковой модели 11 также был образован штифт 12 для литникового канала.
Для изготовления восковой модели 11 в форме, соответствующей зубному протезу, подлежащему формованию, восковая модель 11 может быть выполнена на гипсовой модели 13, изготовленной посредством заливки гипса в зубную форму, полученную, например, посредством слепочного материала или тому подобного.
Предпочтительно, чтобы и восковая модель 11 и штифт 12 для литникового канала были образованы из стоматологического воска.
Затем, как проиллюстрировано на фиг. 1B, может быть выполнен этап нанесения средства для обработки поверхности восковой модели, на котором наносят средство 14 для обработки поверхности восковой модели по варианту осуществления на поверхности восковой модели 11 и штифта 12 для литникового канала. Способ нанесения специально не ограничивается, и нанесение может быть выполнено посредством использования, например, аэрозоля для равномерно нанесения на восковую модель 11 и штифт 12 для литникового канала. В настоящем документе, на фиг. 1B и фиг. 1C средство 14 для обработки поверхности восковой модели проиллюстрировано большими белыми кругами, чтобы присутствие средства 14 для обработки поверхности восковой модели можно было легко видеть, для пояснения.
Предпочтительно, чтобы этап нанесения средства для обработки поверхности на восковую модель выполнялся при условии, что восковая модель 11 и штифт 12 для литникового канала закреплены на основании. Например, когда восковая модель 11 и штифт 12 для литникового канала фиксированы к формирователю (15) тигля на этапе введения, который описан далее, этот этап может быть выполнен также при фиксации к формирователю 15 тигля.
Предпочтительно, чтобы растворитель, содержащийся в средстве для обработки поверхности восковой модели, удалялся посредством высыхания, после нанесения средства для обработки поверхности восковой модели на этапе обработки поверхности восковой модели.
Когда материал, например, группа спиртов, у которых точка кипения является низкой, используются в качестве растворителя, возможно высушивание посредством оставления на несколько минут при комнатной температуре. Когда материал, например, вода, не высыхающая легко при комнатной температуре, используется в качестве растворителя, для высушивания может использоваться сушильный аппарат или тому подобное. Однако, поскольку поверхностно-активное вещество, добавленное в средство для обработки поверхности восковой модели по варианту осуществления, работает на увеличение сродства между восковой моделью 11 и формовочным материалом, которое описано далее, предпочтительно, чтобы на этом этапе по меньшей мере часть оставалась на поверхности восковой модели 11.
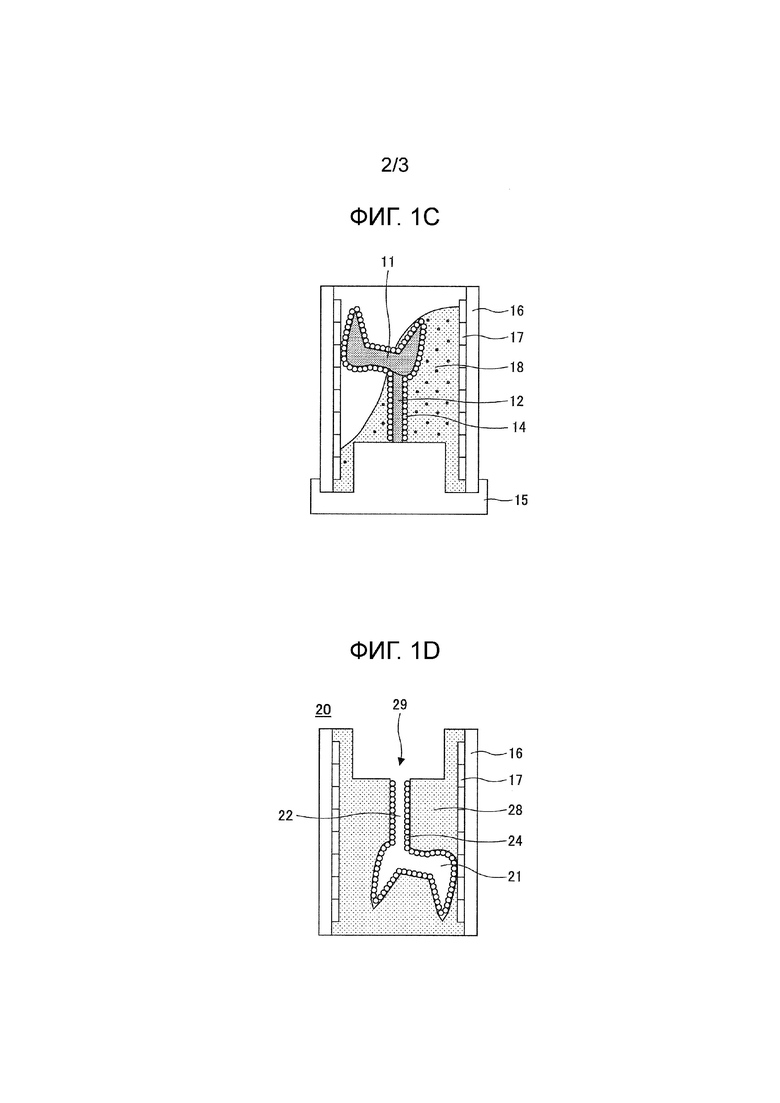
Затем, как проиллюстрировано на фиг. 1C, может быть выполнен этап введения, на котором вводят восковую модель в формовочный материал.
Перед выполнением этапа введения на периферическом участке основного участка формирователя 15 тигля, к которому фиксируются восковая модель 11 и штифт 12 для литникового канала, может быть размещено кольцо 16, так, чтобы оно охватывало восковую модель 11 и штифт 12 для литникового канала. Внутри кольца 16 может быть образована прокладка 17.
Затем формовочный материал 18 (называемый также ʺматериал для формованияʺ) в виде суспензии может быть залит в кольцо 16 для введения восковой модели 11 и штифта 12 для литникового канала.
Тип формовочного материала, используемый на этапе введения, не ограничивается специально, и может использоваться материал, обладающий способностью выдерживать температуру и давление, при которых прессуется керамический блок. Например, предпочтительно используется формовочный материал на основе фосфатов.
Затем, после схватывания формовочного материала может быть выполнен этап выжигания, на котором нагревают формовочный материал, включающий в себя восковую модель, для выжигания восковой модели и образования литейной формы. После выполнения этапа введения и схватывания формовочного материала формирователь 15 тигля может быть удален, и может выполняться обжиг. Температура обжига на данном этапе специально на ограничивается, и температура может быть выбрана в соответствии с восковым материалом, используемым для образования восковой модели 11 и штифта 12 для литникового канала или материала формовочного материала 18.
Посредством выполнения этапа выжигания, как проиллюстрировано на фиг. 1D, восковая модель 11 удаляется и образуется полость 21, соответствующая зубному протезу, подлежащему формованию, а поскольку штифт 12 для литникового канала также выгорает, образуется участок 22 штифта для литникового канала, соединенный с полостью 21. Участок 29 центрального литника (называемый также ʺтигельный участокʺ) образуется на одном концевом участке участка 22 штифта для литникового канала для размещения керамического блока на этапе формования, который описан далее. Участок 29 центрального литника имеет форму, соответствующую формирователю 15 тигля, который фиксирует участок 22 штифта для литникового канала.
Затем может быть получено состояние, при котором нитрид бора 24, содержащийся в средстве для обработки поверхности восковой модели по варианту осуществления, который наносится на поверхность восковой модели 11, распределяется на поверхности полости 21 и участка 22 штифта для литникового канала. В настоящем документе на чертежах, с целью объяснения средство 14 для обработки поверхности восковой модели проиллюстрировано большими белыми кругами, чтобы наличие средства 14 для обработки поверхности восковой модели можно было легко увидеть.
Кроме того, посредством выполнения этапа выжигания формовочный материал также обжигается для получения обожженного тела 28 из формовочного материала, и может быть образована литейная форма 20, имеющая полость 21, имеющую форму, соответствующую зубному протезу, подлежащему формованию в обожженном теле 28 из формовочного материала.
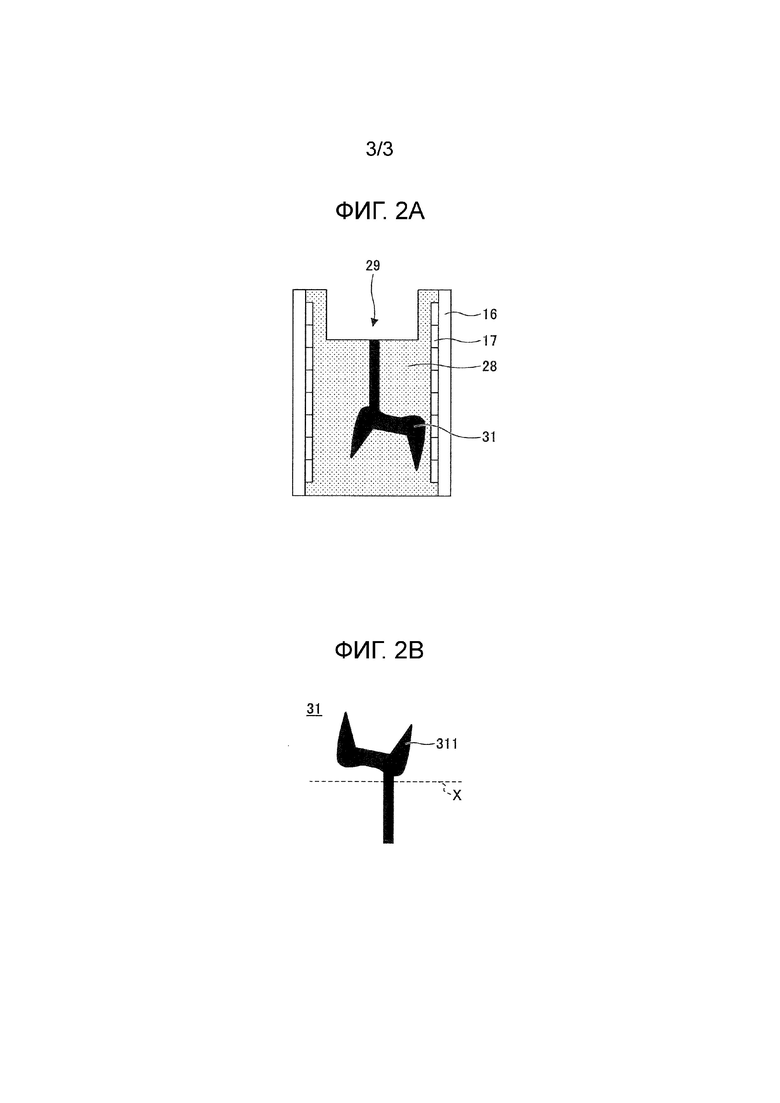
Затем может быть выполнен этап формования, на котором отливают керамический блок в литейной форме, образованной на этапе выжигания. Это означает, что на этапе формования керамический блок может заполнять литейную форму, образованную посредством выжигания восковой модели в формовочном материале посредством нагревания и прессования.
В частности, керамический блок размещается на участке 29 центрального литника литейной формы 20, описанной со ссылкой на фиг. 1D, и прессуется так, чтобы керамикой могла заполнить полость 21 и участок 22 штифта для литникового канала.
Посредством выполнения этапа формования, как проиллюстрировано на фиг. 2A, может быть изготовлен керамический формованный элемент 31.
По окончании этапа формования керамический формованный элемент 31 извлекается из литейной формы. Затем, посредством обрезания по пунктирной линии X, как проиллюстрировано, например, на фиг. 2B, может быть получен зубной протез 311.
Согласно описанному выше способу изготовления зубного протеза по варианту осуществления образование шероховатости на поверхности зубного протеза, изготовленного из керамики, может подавляться при изготовлении зубного протеза посредством прессования керамического блока. Таким образом, может быть изготовлен зубной протез лучшего, по сравнению с протезом, изготовленным традиционным способом, качества.
Примеры
Хотя конкретные примеры и сравнительные примеры описаны здесь и далее в настоящем документе, настоящее изобретение не ограничивается этими примерами.
Пример 1
Приготовление средства для обработки поверхности восковой модели
Для приготовления средства для обработки поверхности восковой модели 98 частей по весу метилэтилкетона (просто называемого ʺMEKʺ) в качестве растворителя, 2 части по весу порошка нитрида бора (средний диаметр 4 мкм) и 0,2 части по весу поверхностно-активного вещества на основе полиэфира в качестве поверхностно-активного вещества, были смешаны с помощью миксера.
Изготовление зубного протеза
Зубная литейная форма была получена с зубов пациента с использованием силиконового слепочного материала. Затем в зубную форму был залит гипс с образованием гипсовой модели.
Затем, как проиллюстрировано на фиг. 1A, на гипсовой модели 13 с помощью зубного воска (изготовленного компанией GC Corporation, наименование продукта: INLAY WAX) была образована восковая модель 11. Затем был установлен штифт 12 для литникового канала, имеющий диаметр 2,5 мм.
Затем, как проиллюстрировано на фиг. 1B, восковая модель 11 и штифт 12 для литникового канала были соединены с формирователем 15 тигля. Затем вышеописанное средство 14 для обработки поверхности восковой модели было нанесено на поверхность восковой модели 11 и поверхность штифта 12 для литникового канала с помощью аэрозоля (этап покрытия восковой модели средством для обработки поверхности).
Затем на периферическом участке основного участка формирователя 15 тигля было установлено кольцо 16, внутри которого была выполнена прокладка 17, к которому были фиксированы восковая модель 11 и штифт 12 для литникового канала, так чтобы кольцо окружало восковую модель 11 и штифт 12 для литникового канала.
Затем, как проиллюстрировано на фиг. 1C, восковая модель 11 и штифт 12 для литникового канала были вставлены посредством заливки формовочного материала 18 (называемый также ʺ материал для формованияʺ) в жидком виде в кольцо 16 (этап введения).
На этом этапе в качестве формовочного материала использовался формовочный материал на основе фосфатов (изготовленный компанией GC EUROPE, наименование продукта: Multi press vest).
После того, как оставленный формовочный материал схватился, был удален формирователь 15 тигля, и формовочный материал, включающий в себя восковую модель 11, выдерживался при 850°C в течение 30 минут на воздухе для выжигания восковой модели и образования литейной формы (этап выжигания).
После этапа выжигания, как проиллюстрировано на фиг. 1D, было подтверждено, что восковая модель 11 и штифт 12 для литникового канала удалены.
Затем керамический блок из дисиликата лития был помещен на центральный литниковый участок 29 литейной формы 20, проиллюстрированной на Фиг. 1D, и было выполнено прессование посредством выдерживания литейной формы 20 и керамического блока при 930°C на воздухе и прессование керамического блока с помощью поршня. Посредством выполнения прессования керамика была введена в участок 22 штифта для литникового канала и полость 21 в литейной форме 20, как проиллюстрировано на фиг. 2A (этап формования).
После охлаждения керамический формованный элемент 31 был извлечен из литейной формы 20, и путем обрезания участка штифта для литникового канала, как проиллюстрировано на фиг. 2B, был получен зубной протез 311.
Посредством аналогичного выполнения было изготовлено в общем десять зубных протезов, включая описанный выше, и налипшие материалы на поверхностях были удалены путем выполнения пескоструйной очистки посредством стеклянных шариков при давлении 0,4 МПа. Затем наличие реактивного слоя было установлено визуально. Такой реактивный слой представляет собой промежуточный слой формовочного материала и керамики, и представляет собой шероховатость, описанную в варианте осуществления. Когда был образован реактивный слой, имеющий диаметр больше или равный 1 мм, он оценивался как бракованный, а когда диаметр реактивного слоя составлял менее 1 мм, можно было говорить, что образование шероховатости подавлено, и он оценивался как изделие, удовлетворяющее техническим условиям.
В этом примере было подтверждено, что изготовленные зубные протезы были изделиями, удовлетворяющими техническим условиям.
Пример 2
Всего было изготовлено десять зубных протезов аналогично примеру 1, за исключением того, что при приготовлении средства для обработки поверхности восковой модели в качестве растворителя использовался этанол.
После оценки аналогично примеру 1, было установлено, что десять из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям.
Пример 3
Зубные протезы были изготовлены аналогично примеру 1, за исключением того, что при приготовлении средства для обработки поверхности восковой модели в качестве растворителя использовалась вода, и после этапа покрытия восковой модели средством для обработки поверхности этап введения выполнялся после высушивания восковой модели сушильным аппаратом при 45 °C. В этом примере также было изготовлено и оценено в целом десять зубных протезов.
После оценки аналогично примеру 1 было установлено, что десять из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям.
В этом примере, когда в качестве растворителя средства для обработки поверхности восковой модели использовалась вода, было необходимо время высушивания растворителя после этапа покрытия восковой модели средством для обработки поверхности. Таким образом, как описано выше, было выполнено высушивание с помощью сушильной машины.
Пример 4
Всего было изготовлено десять зубных протезов аналогично примеру 1, за исключением того, что при приготовлении средства для обработки поверхности восковой модели содержание порошка нитрида бора составляло 15 частей по весу.
При нанесении средства для обработки поверхности восковой модели на поверхность восковой модели на этапе покрытия восковой модели средством для обработки поверхности, форсунка для средства для обработки поверхности восковой модели был блокирован и было невозможно нанесение аэрозолем. Таким образом, покрытие было выполнено с помощью щетки. Таким образом, по сравнению с примером 1, время, необходимое для покрытия восковой модели средством для обработки поверхности на этапе покрытия увеличивалось.
После оценки аналогично примеру 1 было установлено, что восемь из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям.
Пример 5
Всего было изготовлено десять зубных протезов аналогично примеру 1, за исключением того, что при приготовлении средства для обработки поверхности восковой модели содержание порошка нитрида бора составляло 0,07 частей по весу.
После оценки аналогично примеру 1 было установлено, что восемь из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям, но имелось два забракованных изделия.
В этом примере, а также как описано выше, восемь из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям, и было установлено, что образование шероховатости было в достаточной степени подавлено. В настоящем документе признано, что причина того, что два из десяти изделий были забракованы, состояла в том, что концентрация нитрида бора в использованном средстве для обработки поверхности восковой модели была ниже, чем в примере 1, и достаточное количество нитрида бора не могло быть нанесено на поверхность восковой модели.
Пример 6
Всего было изготовлено десять зубных протезов аналогично примеру 1, за исключением того, что при приготовлении средства для обработки поверхности восковой модели использовался нитрид бора, средний диаметр которого составляет 6 мкм.
После оценки аналогично примеру 1 было установлено, что десять из десяти изделий были определены как изделия, удовлетворяющие техническим условиям.
В этом примере, также как описано выше, десять из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям, и было установлено, что образование шероховатости было в достаточной степени подавлено.
Пример 7
Всего было изготовлено десять зубных протезов аналогично примеру 1, за исключением того, что при приготовлении средства для обработки поверхности восковой модели содержание поверхностно-активного вещества составляло 10 частей по весу. В данном случае качестве поверхностно-активного вещества было использовано поверхностно-активное вещество на основе эфира.
После оценки аналогично примеру 1 десять из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям.
Пример 9
Всего было изготовлено десять зубных протезов аналогично примеру 1, за исключением того, что при приготовлении средства для обработки поверхности восковой модели содержание поверхностно-активного вещества составляло 0,05 частей по весу. В данном случае в качестве поверхностно-активного вещества было использовано поверхностно-активное вещество на основе эфира.
После оценки аналогично примеру 1 было установлено, что восемь из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям, но два изделия были забракованы.
В этом примере, также как описано выше, восемь из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям, и было установлено, что образование шероховатости было в достаточной степени подавлено. В данном случае, можно предположить, что причина того, что два из десяти изделий были забракованы, состоит в том, что добавленное содержание поверхностно-активного вещества составляло всего 0,05 частей по весу, а нитрид бора был частично собран в средстве для обработки поверхности восковой модели.
Сравнительный пример 1
Всего было изготовлено десять зубных протезов аналогично примеру 1, за исключением того, что не приготавливалось средство для обработки поверхности восковой модели и не выполнялся этап покрытия восковой модели средством для обработки поверхности.
После оценки аналогично примеру 1 было установлено, что десять из десяти изделий были изделиями, не соответствующими техническим условиям.
Сравнительный пример 2
Всего было изготовлено десять зубных протезов аналогично примеру 1, за исключением того, что при приготовлении средства для обработки поверхности восковой модели не добавлялся нитрид бора.
После оценки аналогично примеру 1 было установлено, что десять из десяти изделий были изделиями, не соответствующими техническим условиям.
Сравнительный пример 3
Всего было изготовлено десять зубных протезов аналогично примеру 1, за исключением того, что при приготовлении средства для обработки поверхности восковой модели не добавлялось поверхностно-активное вещество.
После оценки аналогично примеру 1 было установлено, что четыре из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям, а шесть изделий были изделиями, не соответствующими техническим условиям.
Можно предположить, что причина, по которой четыре из десяти изделий были оценены как изделия, удовлетворяющие техническим условиям, состоит в том, что поскольку поверхностно-активное вещество не было добавлено в средство для обработки поверхности восковой модели, и нитрид бора не был достаточно распределен в средстве для обработки поверхности восковой модели нитрид бора не мог быть равномерно нанесен при покрытии восковой модели.
Хотя предпочтительный вариант осуществления средства для обработки поверхности восковой модели и способ изготовления зубного протеза был проиллюстрирован и описан для частных случаев, следует понимать, что в нем могут быть сделаны небольшие модификации без отступления от смысла и объема изобретения, ограниченного формулой.
Настоящая заявка основана на и претендует на приоритет на основании японской заявки № 2014-240466, поданной 27 ноября 2014 года, полное содержание которой таким образом введено посредством ссылки.
Номера ссылочных позиций
11 восковая модель
14 средство для обработки поверхности восковой модели
18 формовочный материал
21 полость
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОГО ПРОТЕЗА | 2015 |
|
RU2603715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| Способ изготовления несъемного металлокерамического протеза с использованием имплантированных металлических опор | 1988 |
|
SU1577779A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ ЗУБНЫХ ПРОТЕЗОВ | 2004 |
|
RU2270637C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОЛИТЫХ МЕТАЛЛИЧЕСКИХ КАРКАСОВ ДЛЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ МЕТОДОМ ТЕРМОВАКУУМНОЙ ШТАМПОВКИ ЗАГОТОВОК ДЛЯ ЛИТЬЯ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2010 |
|
RU2429797C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ОРТОПЕДИЧЕСКИХ КОНСТРУКЦИЙ МЕТОДОМ ИНЖЕКЦИОННОГО ЛИТЬЯ С ИСПОЛЬЗОВАНИЕМ ДОПОЛНИТЕЛЬНЫХ КАНАЛОВ | 2006 |
|
RU2320291C1 |
| Способ изготовления керамической формы по выжигаемой полимерной модели в литье по выплавляемым моделям | 2022 |
|
RU2781943C1 |
| Устройство для изготовления зубных протезов | 2020 |
|
RU2722458C1 |
| СПОСОБ РЕСТАВРАЦИИ КОМБИНИРОВАННЫХ ЗУБНЫХ ПРОТЕЗОВ ПРИ ЧАСТИЧНЫХ СКОЛАХ КЕРАМИЧЕСКОЙ ОБЛИЦОВКИ | 2013 |
|
RU2535508C1 |
| Способ изготовления пластмассовых зубных протезов и устройство для его осуществления | 1989 |
|
SU1825311A3 |
Изобретение относится к литейному производству и может быть использовано для изготовления зубных протезов. Средство содержит растворитель, нитрид бора и поверхностно-активное вещество (ПАВ), причем содержание нитрида бора больше или равно 0,1 мас. % и меньше или равно 10 мас. %, а содержание ПАВ больше или равно 0,1 мас. % и меньше или равно 5 мас. %. Способ содержит этап нанесения средства для обработки поверхности восковой модели, при этом наносят средство, упомянутое выше, этап введения восковой модели в формовочный материал, этап выжигания, на котором после схватывания формовочного материала нагревают формовочный материал, включающий в себя восковую модель, и выжигают восковую модель с образованием литейной формы, и этап формования, на котором отливают керамический блок в литейной форме. Технический результат - подавление образования шероховатости на поверхности керамики при придании формы керамическому блоку с помощью литейной формы. 2 н. и 1 з.п. ф-лы, 2 ил., 12 пр.
1. Средство для обработки поверхности восковой модели, содержащее:
растворитель,
нитрид бора и
поверхностно-активное вещество,
причем содержание нитрида бора больше или равно 0,1 % мас. и меньше или равно 10 % мас., а содержание поверхностно-активного вещества больше или равно 0,1 % мас. и меньше или равно 5 % мас.
2. Средство по п. 1, в котором растворитель содержит один или более веществ, выбранных из воды, этанола, метанола, пропанола, бутанола, пентанола, ацетона, тетрагидрофурана и метилэтилкетона.
3. Способ изготовления зубного протеза, содержащий этапы, в следующем порядке:
этап нанесения средства для обработки поверхности восковой модели, на котором наносят средство для обработки поверхности восковой модели по п.1 или 2 на поверхность восковой модели,
этап введения, на котором вводят восковую модель в формовочный материал,
этап выжигания, на котором после схватывания формовочного материала нагревают формовочный материал, включающий в себя восковую модель, и выжигают восковую модель с образованием литейной формы, и
этап формования, на котором отливают керамический блок в литейной форме.
| JPS62204741 A, 09.09.1987 | |||
| JPS62204741 A, 09.09.1987 | |||
| ЭЛЕКТРОДИНАМИЧЕСКИЙ ИЗМЕРИТЕЛЬНЫЙ ПРИБОР | 1927 |
|
SU9592A1 |
| JPS62204741 A, 09.09.1987 | |||
| ЭЛЕКТРОДИНАМИЧЕСКИЙ ИЗМЕРИТЕЛЬНЫЙ ПРИБОР | 1927 |
|
SU9592A1 |
| ЗУБНОЙ ПРОТЕЗ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2373894C2 |

