Данная заявка заявляет право на преимущество приоритета к патентной заявке США N 12/171,151, с названием «Колесотокарный станок для крытых вагонов», поданной 10 июля 2008 года; раскрытие сущности данной заявки представлено здесь на основании ссылки во всей полноте.
Данное раскрытие сущности в заявке относится главным образом к содержанию и техническому обслуживанию железнодорожных транспортных средств. Более конкретно, данное раскрытие изобретения относится к оборудованию для машинной обработки и технического обслуживания колес локомотивов или железнодорожных вагонов.
Колеса на железнодорожных локомотивах и вагонах часто эксплуатируются с нарушением норм и изнашиваются в ходе нормального использования. Износ отражается на контуре колеса, приводя к возникновению нежелательных изменений, включая спущенные колеса, высокие реборды и другие контуры, которые негативно влияют на работу колеса. Изношенное колесо может отрицательно сказаться на качестве поездки, повысить риск схода с рельсов, а также содействовать повышенному износу, «усталости», шуму и избыточному потреблению топлива.
Содержание и техническое обслуживание колес локомотивов и железнодорожных вагонов важно для безопасности и эффективного функционирования железных дорог. Техническое обслуживание колес локомотива и железнодорожного вагона обычно предполагает прекращение использования данного локомотива или железнодорожного вагона, а также повторную контурную обработку или «повторную точную подгонку» колеса с помощью токарного механизма. Такие известные токарные механизмы могут быть установлены в ямах под съемными профилями рельсов. Такие механизмы могут быть оборудованием типа ЧПУ, они обычно большие, дорогие и не подлежат переносу. Стационарное оборудование предполагает выделение постоянной мастерской или зоны для технического обслуживания, а также прекращение использования локомотива или вагона.
Колеса локомотива и железнодорожного вагона могут также пройти перепрофилирование с использованием ручных токарных механизмов. Однако подобные выполняемые вручную процессы обычно занимают много времени и предполагают интенсивный труд: так, повторная контурная обработка пары колес занимает около 8 часов. Кроме того, некоторые известные процессы подразумевают образование длинной, непрерывной стружки. Тогда машинист обязан носить защитные средства типа тяжелой кожаной формы, а также защищать лицо, чтобы избежать попадания чрезвычайно горячих, острых, как бритва, стружек.
Таким образом, существует потребность в портативном оборудовании для повторного профилирования колес локомотивов или вагонов. Более того, существует потребность в токарном механизме, который будет боле эффективным и безопасным, чем ручные токарные механизмы. И далее, существует потребность в автоматической системе перепрофилирования колес, которая будет быстрой, эффективной и менее дорогой, чем обычные системы, расположенные в мастерских по техническому обслуживанию.
Одно воплощение изобретения относится к оборудованию для профилирования колеса, присоединенного к поезду. Это оборудование включает режущий инструмент или точильный инструмент, спроектированный так, чтобы входить в зацепление с колесом; систему резцовых салазок крестового суппорта, предназначенную для позиционирования режущего инструмента, по крайней мере, по двум осям; присоединенное компьютерное управление для управления системой резцовых салазок крестового суппорта. Управление системой резцовых салазок крестового суппорта организовано так, чтобы колесо имело конфигурацию, соответствующую заданному профилю.
Другое воплощение относится к методу профилирования колеса, когда оно прикреплено к вагону или локомотиву, стоящему на рельсах. Этот метод подразумевает расцепление колеса с рельсами. Колесо обычно прикреплено к вагону или локомотиву. Метод также включает присоединение портативного фрезера или токарного механизма к рельсовому пути; вращение колеса; а также профилирование колеса в соответствии с профилем, заложенным в портативном фрезере или токарном механизме.
Еще одно воплощение относится к системе профилирования колеса в соответствии с заданным в электронном виде профилем. Колесо соединено с поездом. Система включает токарный режущий инструмент, имеющий конфигурацию, которая позволяет входить в зацепление с колесом; систему позиционирования крестового суппорта для позиционирования режущего инструмента по крайней мере по двум осям и компьютерное управление для контроля за системой позиционирования крестового суппорта. Управление системой резцовых салазок крестового суппорта осуществляется таким образом, чтобы колесо приобретало форму, соответствующую заданному профилю.
Фиг.1 - изометрическая проекция железнодорожного вагона в соответствии с примером осуществления изобретения.
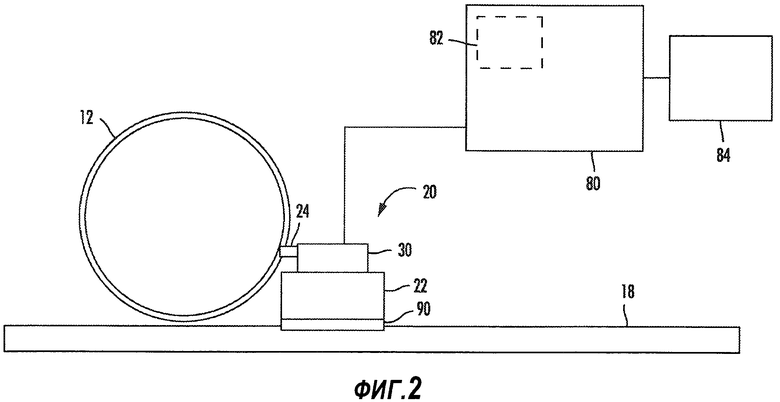
Фиг.2 - блок-диаграмма оборудования для повторного профилирования колеса для железнодорожного вагона Фиг.1 в соответствии с примером осуществления изобретения.
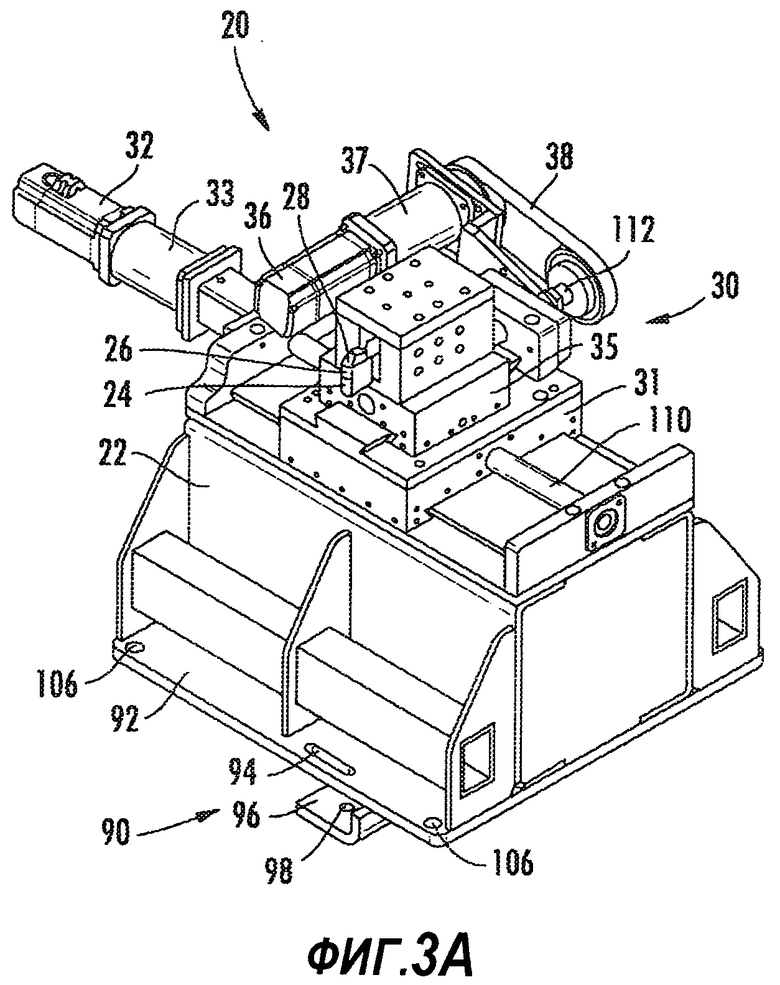
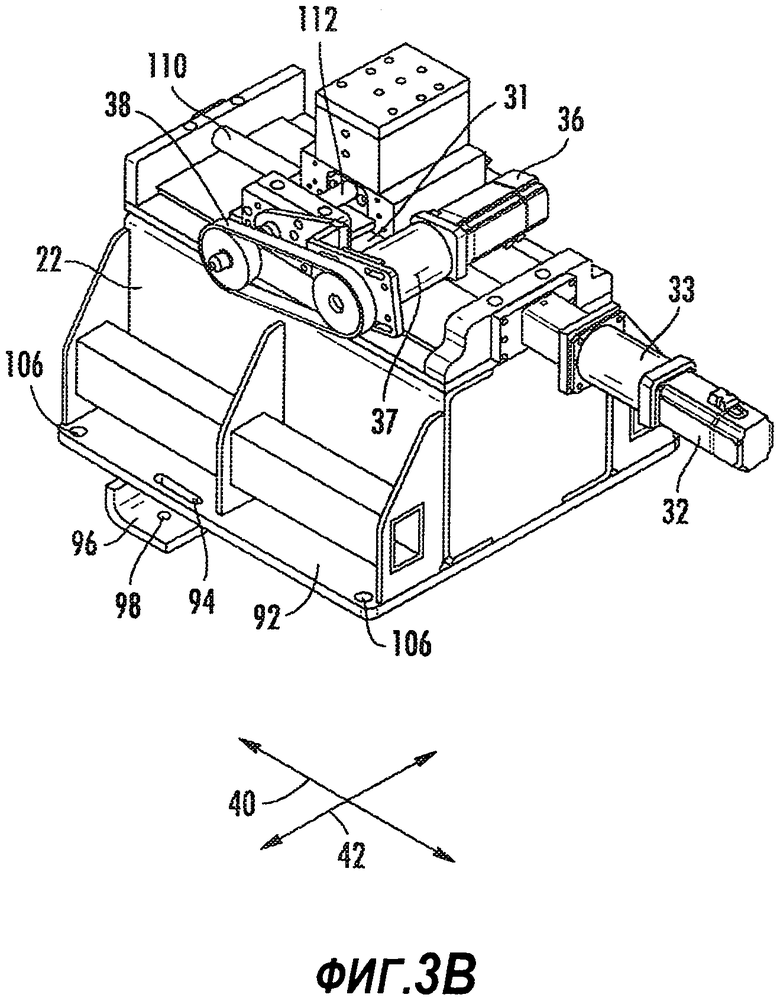
Фиг.3А и 3В - изометрические проекции оборудования для повторного профилирования колеса для железнодорожного вагона Фиг.1 в соответствии с примером осуществления изобретения.
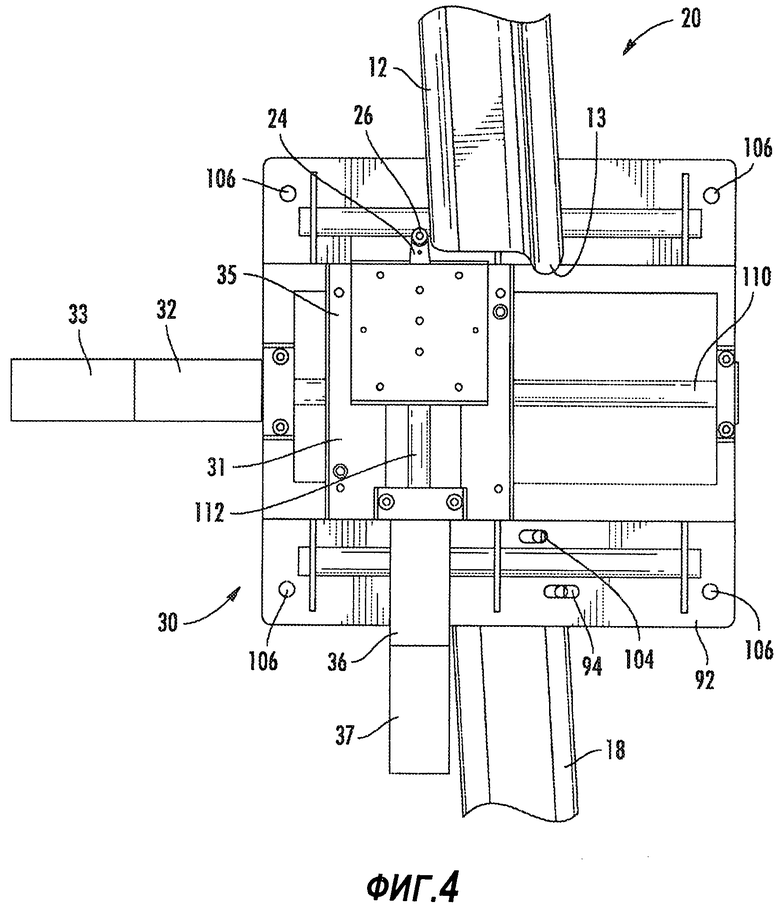
Фиг.4 - вид сверху оборудования Фиг.2 для повторного профилирования колеса для железнодорожного вагона.
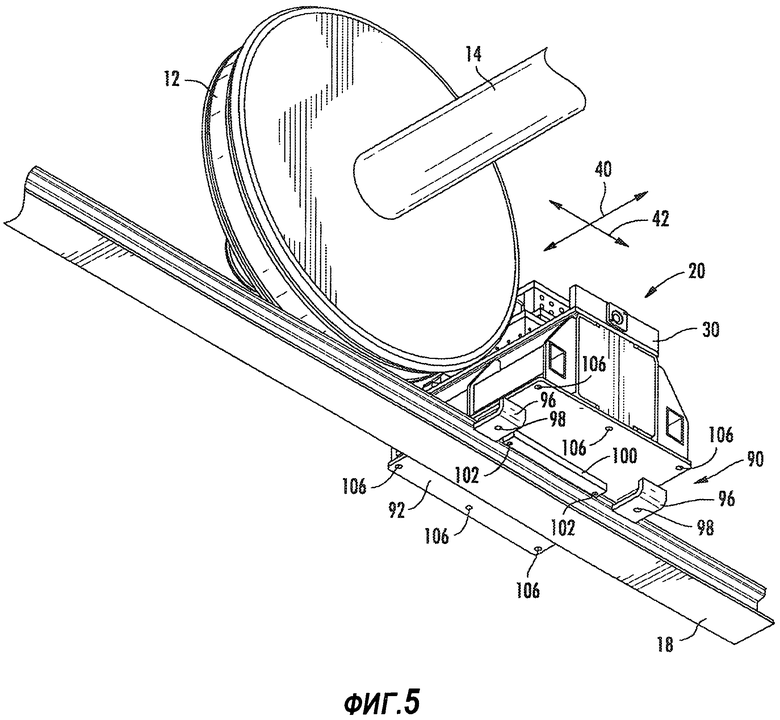
Фиг.5 - изометрический вид снизу оборудования Фиг.2, показывающий механизм для присоединения оборудования к рельсовому пути.
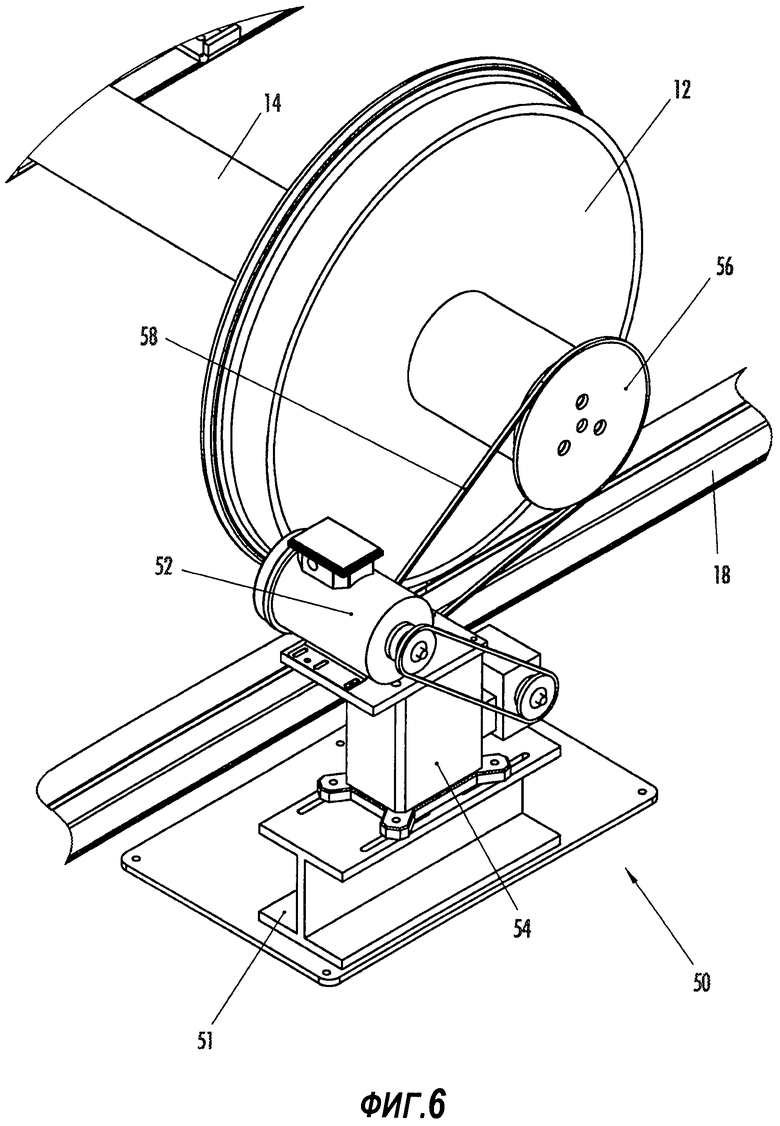
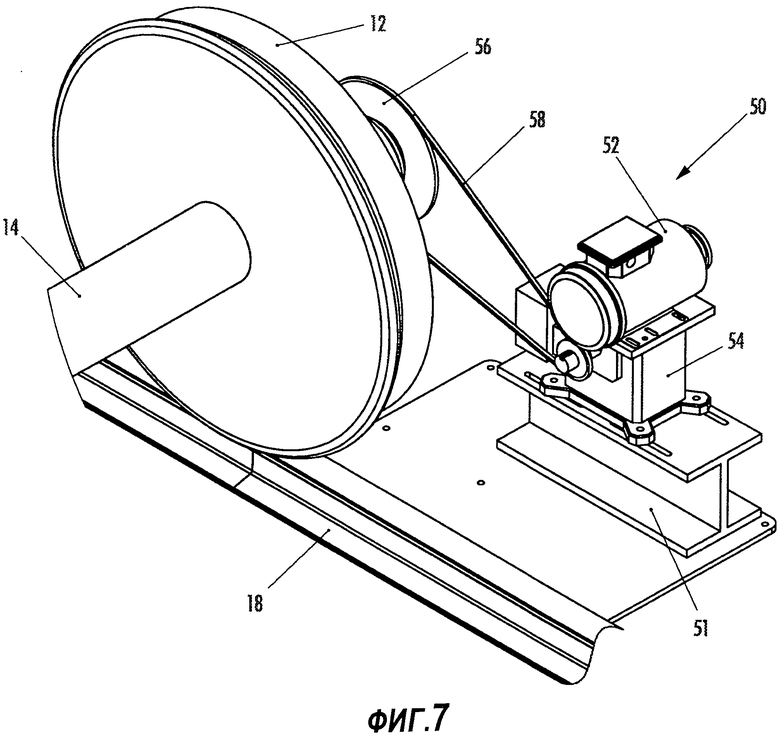
Фиг.6-7 - изометрические виды приводного механизма для оборудования Фиг.2 в соответствии с одним примером осуществления изобретения.
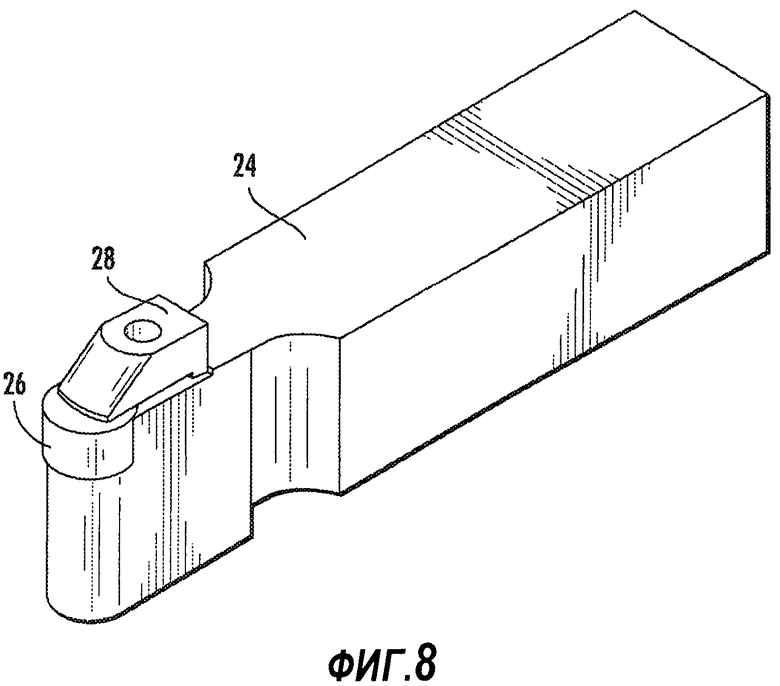
Фиг.8 - изометрический вид режущего инструмента для оборудования Фиг.2 в соответствии с примером осуществления изобретения.
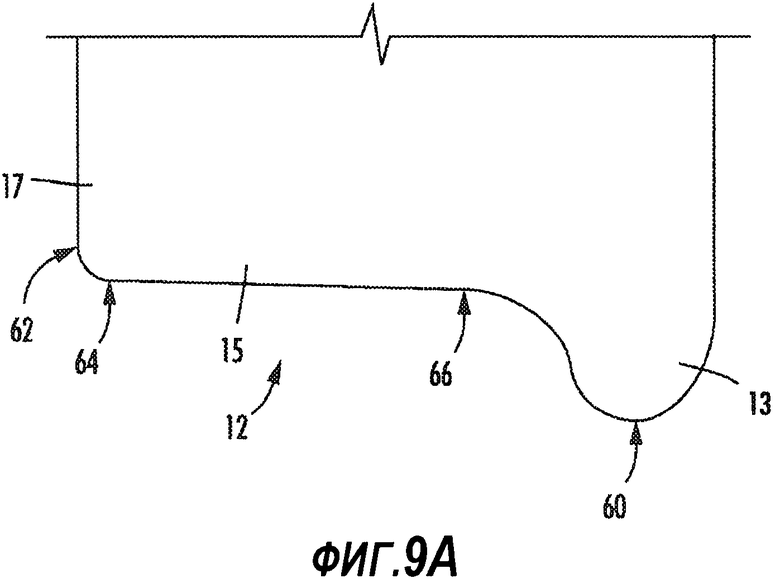
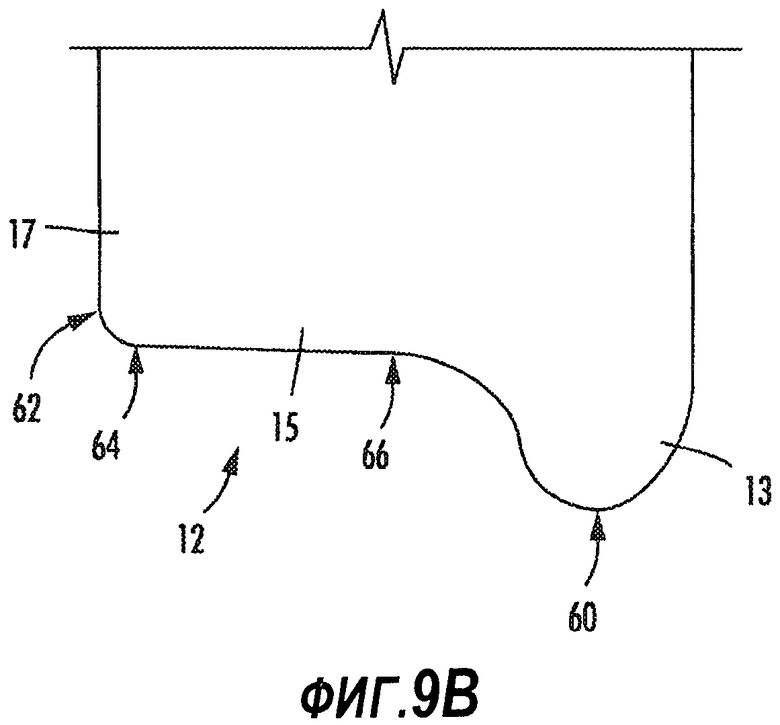
Фиг.9А-9В - виды сверху двух предлагаемых в качестве примера профилей колес для колеса железнодорожного вагона Фиг.1.
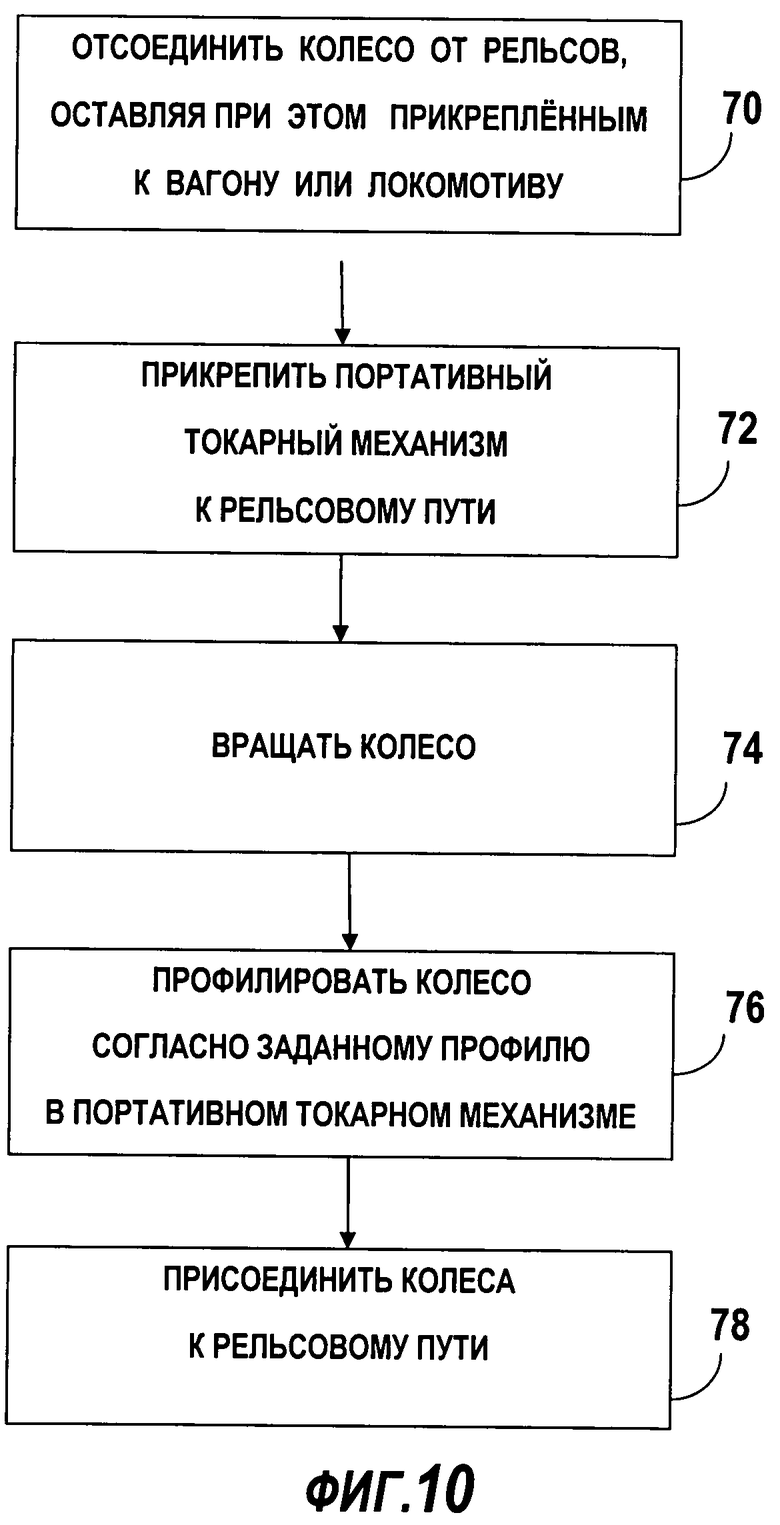
Фиг.10 - блок-схема метода профилирования колеса в соответствии с примером осуществления изобретения.
Фиг.11 - вид сверху оборудования для повторного профилирования колеса железнодорожного вагона в соответствии с другим примером осуществления изобретения.
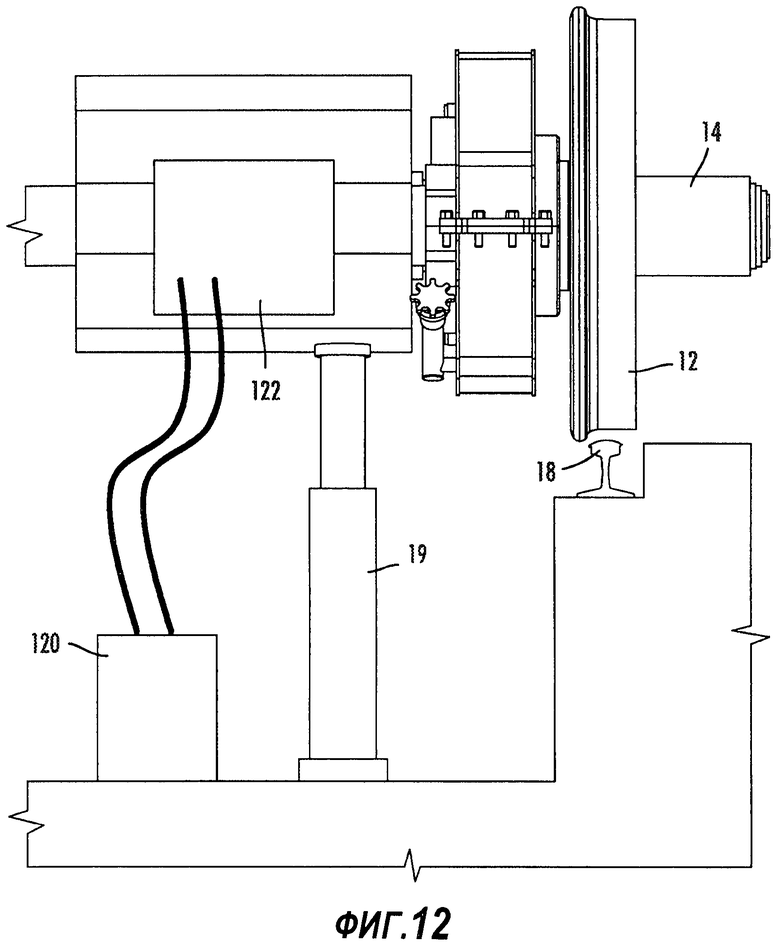
Фиг.12 - вид спереди приводного механизма для оборудования для повторного профилирования колеса локомотива в соответствии с другим примером осуществления изобретения.
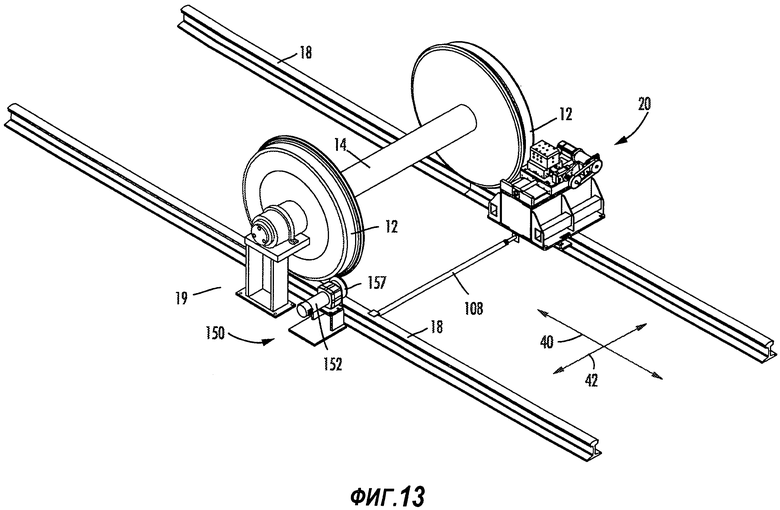
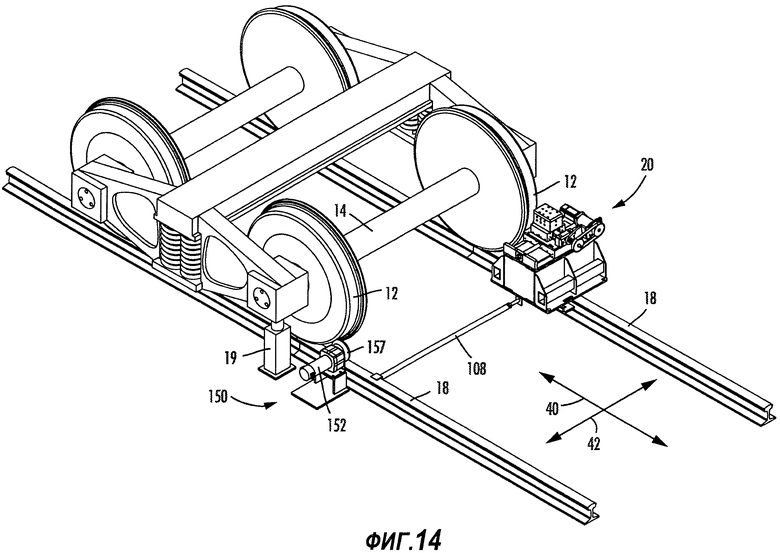
Фиг.13 и 14 - изометрические виды приводного механизма для оборудования для повторного профилирования колеса локомотива в соответствии с другим примером осуществления изобретения.
Ссылаясь в целом на фигуры, а более конкретно - на фиг.2-4, оборудование 20 для профилирования или повторного профилирования колес 12 железнодорожного вагона 10 показано в соответствии с примером осуществления изобретения. В рамках данной спецификации и патентной формулы железнодорожные вагоны включают любые колесные системы, спроектированные для езды по железнодорожным путям или рельсам, включая, например, локомотив 11 и железнодорожный вагон 10, что показано на фиг.1. Оборудование 20 - это токарное оборудование с компьютерным управлением, которое спроектировано таким образом, чтобы вступать в сцепление с путями 18, по которым едет локомотив 11 или железнодорожный вагон 10.
Оборудование 20 - это портативное токарное устройство, которое спроектировано таким образом, чтобы его можно было сцепить с железнодорожным путем или рельсами 18, где стоят колеса 12 железнодорожного вагона 10. Чтобы обеспечить точный профиль для колеса 12 с относительно коротким временем цикла, используется оборудование 20, представляющее собой токарное устройство на основе ЧПУ. Желательный профиль 82 для колеса 12 и траектория резки, необходимая для обеспечения профиля для колеса 12, хранится в компьютерном управлении 80, подсоединенном к оборудованию 20. Оборудование 20 включает режущий инструмент 24 с вкладышем 26. Профиль для колеса 12 создается в результате вращения колеса 12 и движения режущего инструмента 24 относительно колеса 12 с помощью 2-осного механизма скольжении 30. Пользователь может работать с интерфейсом 84, соединенным с устройством для компьютерного управления 80 для управления оборудованием 20.
Оборудование 20 можно легко передвигать к железнодорожному вагону 10 или локомотиву 11 в любое место вместо того, чтобы перемещать железнодорожный вагон 10 или локомотив 11 к оборудованию 20. В то время как большинство существующих механизмов может весить более нескольких тонн, оборудование 20 весит примерно 450 фунтов. Оборудование 20, например, может быть использовано для обслуживания железнодорожного вагона 10 или локомотива 11, который сломался в неком месте, удаленном от станции или зоны обслуживания. В соответствии с одним примером осуществления изобретения колеса оборудования 20 могут быть присоединены к оборудованию 20. В соответствии с другим примером осуществления изобретения оборудование 20 может перемещаться с помощью такого транспортного средства как вилочный погрузчик.
Как лучше всего показано на фиг.4, оборудование 20 соединено с рельсовым путем 18 с помощью монтажного механизма 90. Монтажный механизм 90 опирается на верхнюю часть рельсов 18, центрованных с колесом 12, чтобы подвергнуть его механической обработке. Монтажный механизм 90 спроектирован таким образом, чтобы поддерживать оборудование 20 в таком положение, чтобы оборудование находилось на одном уровне и было прочно сцеплено с рельсовым путем 12, а также чтобы оно вращалось, что позволит осуществить отцентровку по отношению к колесу 12. В соответствии с примером осуществления изобретения монтажный механизм 90 включает пластину или основную часть 92, один или несколько зажимов 96, крепежную планку 100 и педаль 108.
Крепежная планка 100 размещена вдоль кромки рельсов 18, чтобы зафиксировать оборудование 20 над рельсами 18 (то есть таким образом, чтобы оборудование 20 было практически центровано с рельсами 18). Колеса 12 и ось 14 могут быть спроектированы так, чтобы слегка вращаться относительно вертикальной оси (чтобы облегчить движение железнодорожного вагона 10 и локомотива 11, движущихся по рельсам с угоном). Когда железнодорожный вагон 10, локомотив 11 отрываются от рельсов 18, колеса 12 и ось могут вращаться относительно горизонтальной оси. Амплитуда и направление этого вращения обычно непредсказуемы. Чтобы компенсировать это вращение и отцентрировать оборудование 20 с колесом 12, крепежная планка 100 входит в сцепление с пластиной 92 с заделанным соединением (не показанным), предусмотренным обычно в центре крепежной планки 100. Крепежная планка 100 имеет одно или несколько отверстий 102, которые центрованы с соответствующими прорезями (канавками) 104 (Фиг.4) на пластине 92. При вращении оборудования оно центруется с колесом 12, а проходящие через отверстия 102 крепежи оказываются затянуты, чтобы предотвратить вращение оборудования 20 относительно заделанного соединения крепежной планки 100.
Зажимы 96 могут двигаться в направлении, обычно перпендикулярном по отношению к рельсам 18. Зажимы 96 находятся в сцеплении с пластиной 92 с помощью крепежа, который проходит через отверстие 98 в зажиме 96 и прорезь (канавку) 94 в пластине 92. В соответствии с примером осуществления изобретения зажимы 96 находятся в зацеплении с пластиной 92 с помощью болта, который навинчивает гайку. Как только болт закреплен, головка болта и гайка плотно прижимают зажим 96 к пластине 92, не давая зажиму 96 вращаться относительно пластины 92. Когда оборудование 20 размещено на рельсах 18, зажимы 96 перемещаются так, чтобы сжать рельсы 18. Штанга толкателя 108 (Фиг.12) предусмотрена для того, чтобы ограничить движение оборудования в направлении, перпендикулярном рельсам 18. Один конец штанги толкателя 108 находится в зацеплении с оборудованием, в то время как противоположный конец выступает таким образом, чтобы вступить в контакт с противоположными рельсами 18 (то есть данное железнодорожное оборудование не опирается) или другим подходящим стационарным объектом.
В соответствии с одним примером осуществления изобретения оборудование 20 центруется (то есть таким образом режущий инструмент 24 двигается в горизонтальной плоскости). Отверстия с резьбой 106 предусмотрены по периферии пластины 92. В отверстия 106 входят рихтовальные механизмы, такие как штанги с резьбой (не показаны), конец которых касается основания. За счет поворота данных рихтовальных механизмов они перемещаются в вертикальном направлении относительно пластины 92 и двигают различные участки пластины 92, а также в свою очередь оборудование 20 вверх и вниз. В соответствии с примером осуществления изобретения отверстия 106 предусмотрены в каждом углу пластины 92. В соответствии с другим примером осуществления изобретения отверстия 106 могут быть предусмотрены в каком-либо другом месте (то есть по поверхности пластины 92).
Как лучше всего показано на Фиг.8, режущий инструмент 24 имеет вкладыш 26, который закреплен с помощью зажимов вкладыша 28 (то есть фиксатора, держателя и т.д.). Кромки колес 12, будучи профилированными, могут содержать попавший песок, камни и другие посторонние осколки. Режущий инструмент 24 имеет вкладыш высококачественного режущего инструмента, что позволяет противостоять износу, связанному с посторонними частицами. В соответствии с одним примером осуществления изобретения вкладыш 26 может быть сделан из карбид-вольфрамового материала. В соответствии с другим примером осуществления изобретения вкладыш 26 может быть сделан из кермета, карбида с покрытием, керамического материала или любого другого материала, известного в данной области. В то время как вкладыш может быть показан в целом в виде цилиндрической детали на Фиг.3 и 8, то в соответствии с другим примером осуществления изобретения данный вкладыш может иметь разные геометрические формы.
Колесо 12 поворачивается так, чтобы режущий инструмент 24 мог профилировать всю окружность колеса 12 с приводным механизмом 50. Приводной механизм 50 включает базу 51, источник питания, такой как двигатель привода 52, зубчатый редуктор 54 и звездочку, находящуюся в сцеплении с колесом, напротив колеса 12, которое должно быть профилировано (то есть на той же оси 14). Звездочка 56 должна быть прикручена болтами или иным образом сцеплена с краем колеса 12 напротив колеса 12, которое должно быть профилировано. Поскольку оба колеса 12 установлены на одной и той же пространственной оси 14, то поворот одного колеса также приводит к повороту другого колеса. Предусмотрен зубчатый редуктор 54 между двигателем привода 52 и звездочкой 56 для уменьшения скорости вращения колеса 12 и увеличения крутящего момента колеса 12. Выходной вал зубчатого редуктора 54 находится в сцеплении со звездочкой 56 с цепью 58. В соответствии с другим примером осуществления колесо может приводиться в движение другими способами (то есть двигатель сцеплен напрямую с колесом, а валик непосредственно контактирует с кромкой колеса и т.д.). В соответствии с примером осуществления колесо 12 поворачивается примерно на 30-40 оборотов в минуту. В соответствии с другим примером осуществления колесо 12 может поворачиваться с другой скоростью в зависимости от целого ряда факторов, включая материал режущего инструмента, геометрическую форму режущего инструмента, частоту вращения двигателя и т.д. В соответствии с одним примером осуществления двигатель привода 52 - это 15 л.с. двигатель переменного тока, и зубчатый редуктор 54 предусматривает коэффициент зубчатой редукции 40:1.
Ссылаясь на Фиг.13 и 14, в соответствии с другим примером осуществления приводной механизм 150 использует фрикционное колесо, чтобы повернуть колесо 12 и ось 14. Приводной механизм аналогичен приводному механизму 50, но включает приводной двигатель 152, который поворачивает фрикционное колесо, такое как обрезиненный валик 157. Валик 157 плотно прижат к колесу 12 напротив колеса 12, которое должно быть профилировано (то есть на той же оси 14). Может быть предусмотрен зубчатый редуктор между приводным двигателем 152 и валиком 157. Валик 157 вращается с помощью двигателя 152 и, в свою очередь, вращает колеса 12 и ось 14.
Режущий инструмент 24 находится в сцеплении с механизмом скольжения 30, который позволяет режущему механизму 24 передвигаться относительно колеса 12 вдоль как х-оси 40, так и у-оси 42. Механизм скольжения включает первую скользящую часть 31, которая двигается вдоль х-оси 40 параллельно оси 14, и вторую скользящую часть 35, которая двигается вдоль у-оси 42 перпендикулярно оси 14. Предусмотрен первый источник питания 32 для перемещения первой скользящей части 31. Предусмотрен второй источник питания 36 для перемещения второй скользящей части 35. Как описано выше, в соответствии с другим примером осуществления оборудование 20 - это токарный станок на основе ЧПУ, и источники питания 32 и 36 - это электромоторы (то есть следящие электродвигатели, шаговые электродвигатели и т.д.), которые управляются сигналами от компьютерного регулятора. Источники питания 32 и 36 находятся в зацеплении с зубчатыми редукторами 33 и 37 соответственно. Зубчатые редукторы 33 и 37 уменьшают частоту вращения вала и увеличивают крутящий момент от источников питания 32 и 36. В соответствии с различными примерами осуществления зубчатые редукторы 33 и 37 могут непосредственно находиться в сцеплении с механизмом скольжения или могут находиться в сцеплении с механизмом скольжения через передаточный механизм.
Как показано на примере осуществления фиг.3, источник питания 32 и зубчатый редуктор 33 находятся в непосредственном сцеплении с резьбовым приводным валом 110 для первой скользящей части механизма 31, в то время как источник питания 36 и зубчатый редуктор 37 находятся в сцеплении с резьбовым приводным валом 112 второй скользящей части механизма 35 через передаточный механизм 38. Передаточный механизм 38 может быть любым механизмом, который надлежащим образом передает крутящий момент, как, например, ремень и механизм шкива, цепь и механизм звездочки или зубчатая передача. В соответствии с одним примером осуществления передаточный механизм 38 включает ремень привода (не показан), который приводит в действие два шкива. Могут быть предусмотрены передаточные механизмы для перестановки источников питания (то есть для обеспечения более компактного оборудования 20) и/или чтобы еще более понизить или повысить частоту вращения приводных валов для механизмов скольжения 30 (то есть путем представления двух различных по размеру шкивов или звездочек или сокращения зубчатой передачи). Может быть предусмотрено защитное устройство или оболочка, чтобы предотвратить непреднамеренный контакт между лицом или объектом и движущимися компонентами передаточного механизма 38. В соответствии с одним примером осуществления источники питания 32 и 36 - это следящие электродвигатели, и зубчатые редукторы 33 и 37 - это 20:1 зубчатые редукторы. В соответствии с другими примерами осуществления источники питания 32 и 36 могут быть маховичками ручной подачи с системой слежения.
Вторая скользящая часть механизма 35 может быть спроектирована так, чтобы вращаться вокруг вертикальной оси относительно базы 22 и монтажного механизма 90. В соответствии с одним примером осуществления вторая скользящая часть механизма 35 может быть заблокирована в двух положениях на 180 градусов в отдельности для обслуживания обоих колес 12 на оси 14 в момент зацепления внутренней кромки любой рельсы 18 путем переориентации монтажного механизма 90 относительно второй скользящей части механизма 35.
В то время как режущий механизм 24 профилирует колесо 12, он может образовывать стружку из удаляемого материала. Поскольку оборудование 20 профилирует колесо 12 с помощью автоматического процесса на основе ЧПУ, у пользователя нет необходимости находиться в непосредственной близости с колесом 12, когда оно проходит механическую обработку, что сокращает вероятность того, что пользователю будет нанесен порез стружкой.
Со ссылкой на Фиг.10 метод профилирования колес 12 на железнодорожном вагоне 10 или локомотиве 11 включает прежде всего отсоединение колес 12 от рельсов 18 (шаг 70). В соответствии с одним примером осуществления домкрат или подъемное устройство 19 (Фиг.12) используется для подъема одного комплекта колес 12 с рельсов 18, в то в время как другой набор колес остается в зацеплении. Как колеса 12, так и ось 14 остаются в зацеплении с железнодорожным вагоном или локомотивом 11 для сокращения количества времени, необходимого для профилирования колес 12.
После того как колеса 12 отцеплены от рельсов 18, оборудование 20 входит в сцепление с рельсами 18 в непосредственной близости от колеса 12 с помощью монтажного механизма 90 (шаг 72). Положение режущего инструмента 24 относительно колеса 12 калибруется путем первого соприкосновения режущего инструмента 24 с колесом 12 в нескольких местах и сохранения этих позиций в компьютерном регуляторе. В соответствии с одним примером осуществления (как показано на Фиг.9А и 9В) режущий инструмент касается колеса 12 в четырех местах. Первая точка 60 находится на верху реборды колеса. Вторая точка 62 находится на внешней кромке или «ободе» 17 колеса 12. Третья точка 64 и четвертая точка 66 находятся на двух контактных точках «профиля катания» колеса 15.
Колесо 12 вращается, так что режущий инструмент 24 может профилировать всю окружность колеса 12 (этап 14). Если 11 - это локомотив, то колесо 12 может быть ведущим колесом. Однако подача питания к локомотиву приведет к тому, что все ведущие колеса на локомотиве 11 начнут вращаться. Чтобы повернуть только то колесо, которое подвергается профилированию оборудованием 20, используется внешний источник питания. В соответствии с одним примером осуществления, показанным на Фиг.12, колесо 12 поворачивается путем подачи питания к тяговому электродвигателю 122 с портативным источником питания 120, таким как сварочный агрегат на постоянном токе. Если железнодорожный вагон 10 - это вагон без приводного двигателя, такой как крытый вагон, то колесо 12 вращается цепью и зубчатым (цепным) приводным механизмом 50, как показано на Фиг.6 и 7, или приводным механизмом на фрикционной передаче 150, как показано на Фиг.13 и 14.
В то время как колесо 12 вращается, режущий инструмент 24 профилирует колесо 12 в соответствии с сохраненным профилем 82 в компьютерном регуляторе 80 (этап 76). Режущий инструмент 24 перемещается с помощью механизма скольжения 35 вдоль х-оси 40 и у-оси 42 с приводными двигателями 32 и 36. В соответствии с одним примером осуществления оборудование 20 может быть использовано для машинной обработки колеса 12 в отношении AAR-IB обычного профиля реборды (Фиг.9A) или AAR-IB узкого профиля реборды (Фиг.9B). В соответствии с другими примерами осуществления компьютерный регулятор может предусматривать другие пути для оборудования 20 с целью машинной обработки колеса 12 по другому профилю.
Как только прошло профилирование колеса 12, железнодорожный вагон 10 или локомотив 11 опускается на рельсы 78 (этап 78). Железнодорожный вагон 10 или локомотив 11 могут быть затем подняты, чтобы приступить к профилированию других колес, а если все колеса прошли профилирование, то железнодорожный вагон 10 или локомотив 11 могут опять войти в эксплуатацию.
Со ссылкой на Фиг.11 в соответствии с другим примером осуществления оборудование 20, используемое для профилирования колеса 12, не является токарной установкой на основе ЧПУ. Вместо этого шаблон 122 предоставляет путь для режущего инструмента 24 оборудования 20, в то время как оператор перемещает режущий инструмент 24 с помощью ручного механизма скольжения 130. Маховичок ручной подачи поворачивается так, чтобы перемещать первую скользящую часть механизма 31 вдоль приводного вала110, и второй маховичок ручной подачи 136 поворачивается так, чтобы перемещать вторую скользящую часть механизма вдоль приводного вала 112. Шаблон 122 включает профиль 124, который описывает желательный профиль колеса 112. Шаблон 122 расположен относительно колеса 12 таким образом, что рукоятка 120, простирающаяся от оборудования 20, контактирует с шаблоном 122 в положении, аналогичном положению режущего инструмента 24 относительно колеса 12. Положение шаблона 122 калибровано первым прикосновением режущего инструмента 24 к колесу 12 в нескольких местах и позиционированием шаблона 122 таким образом, чтобы рукоятка 120 контактировала с шаблоном 122 в тех же местах. Калибровочные точки могут быть аналогичны калибровочным точкам, используемым для калибровки ЧПУ процесса, описанного выше, или это могут быть другие точки.
В рамках данного раскрытия изобретения термин «сцепление» означает соединение двух элементов непосредственно или опосредованно друг с другом. Такое соединение может быть стационарным по своей природе или подвижным по своей природе. Такое соединение может состоять из двух элементов или из двух элементов и любых дополнительных промежуточных элементов которые полностью сформированы как единое унитарное тело с еще одним или с двумя элементами или с двумя элементами и любым числом дополнительных промежуточных элементов, прикрепленных друг к другу. Такое соединение может быть постоянным по своей природе или может быть подвижным или разъемным по своей природе.
Важно отметить, что конструкция и расположение колесной фрезы, как показано на различных примерах осуществления изобретения, является только иллюстративным. Хотя только несколько примеров осуществления данного изобретения детально описано в данном раскрытии изобретения, специалисты в данной области, ознакомившиеся с данным раскрытием изобретения, высоко оценят многие возможные модификации (то есть допускаемые вариации по размеру, габаритам, структуре, форме, пропорциям различных элементов, по значениям параметров, по способу монтажа, по использованию материалов, цветов, по ориентировке и т.д.), не удаляясь при этом существенно от новшеств и преимуществ, представленных в данной заявке. Соответственно все такие модификации предназначены для включения в объем данного раскрытия изобретения. Другие замены, модификации, изменения и исключения могут быть сделаны в конструкции, условиях эксплуатации и расположении различных примеров осуществления изобретения, не удаляясь при этом по существу от данного раскрытия изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обточки бандажей колёсных пар тягового подвижного состава | 2018 |
|
RU2684660C1 |
| Малогабаритный колесотокарный станок для обработки колесных пар локомотивов и вагонов без выкатки | 2022 |
|
RU2797231C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| ПОРТАЛЬНЫЙ КОЛЕСОТОКАРНЫЙ СТАНОК | 2007 |
|
RU2405661C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2001 |
|
RU2211747C2 |
| Способ обработки профильных торцовых поверхностей | 1990 |
|
SU1743703A1 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВЕРХНЕГО СТРОЕНИЯ ПУТИ | 2011 |
|
RU2565458C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| СИСТЕМА И СПОСОБ ДЛЯ ОПТИМИЗАЦИИ РАБОТЫ ПОЕЗДА С УЧЕТОМ ПАРАМЕТРОВ ВАГОНА | 2007 |
|
RU2605648C2 |
| СИСТЕМА И СПОСОБ ДЛЯ ОПТИМИЗАЦИИ РАБОТЫ ПОЕЗДА С УЧЕТОМ ПАРАМЕТРОВ ВАГОНА | 2007 |
|
RU2470814C2 |

Станок включает инструмент, спроектированный для взаимодействия с колесом; систему резцовых салазок крестового суппорта для позиционирования режущего инструмента по крайней мере по двум осям, присоединенного компьютерного управления для управления системой резцовых салазок крестового суппорта. Система резцовых салазок крестового суппорта управляется таким образом, чтобы колесо обрабатывалось по контуру в соответствии с заданным профилем. Технический результат: повышение эффективности и безопасности за счет автоматизации обработки. 3 н. и 12 з.п. ф-лы, 14 ил.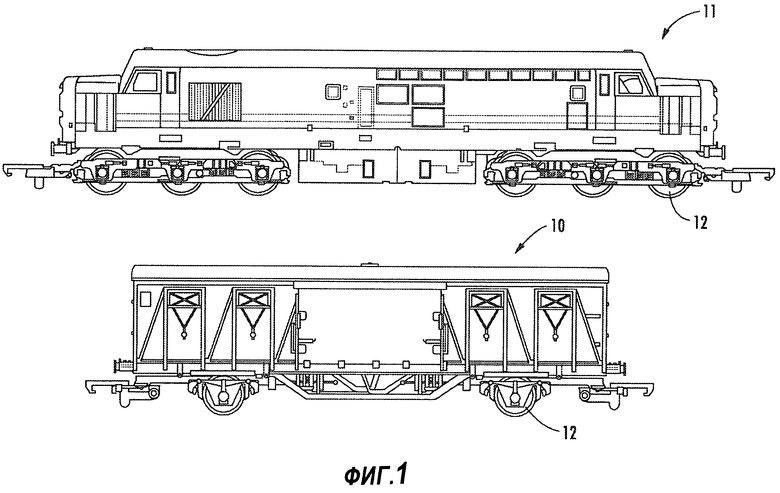
1. Оборудование для профилирования железнодорожного колеса, прикрепленного к вагону или локомотиву на рельсах, включающее инструмент, выполненный с возможностью взаимодействия с колесом, систему резцовых салазок крестового суппорта для позиционирования режущего инструмента по меньшей мере по двум осям, компьютерное управление для осуществления контроля за системой резцовых салазок крестового суппорта при профилировании упомянутого колеса в соответствии с заданным профилем и выполненный с возможностью взаимодействия с колесом с помощью болта и звездочки мотор для вращения колеса.
2. Оборудование по п.1, включающее интерфейс для присоединения к стабильной основе.
3. Оборудование по п.2, в котором интерфейс предназначен для присоединения к рельсам, установленным на рельсовом пути, причем данный рельсовый путь составляет стабильную основу.
4. Оборудование по п.1, в котором инструмент выполнен в виде токарного режущего инструмента.
5. Оборудование по п.3, в котором система резцовых салазок крестового суппорта присоединена к рельсам на разъемной основе.
6. Оборудование по п.1, в котором компьютерное управление хранит по крайней мере четыре положения, связанные с колесом.
7. Оборудование по п.6, в котором по крайней мере четыре положения включают по крайней мере одно положение на верху реборды колеса, на внешней кромке колеса, на первом профиле катания колеса и на втором профиле катания колеса.
8. Оборудование по п.1, в котором инструмент выполнен в виде высококачественного твердосплавного токарного режущего инструмента.
9. Способ профилирования железнодорожного колеса, прикрепленного к вагону или локомотиву на рельсах, включающий отсоединение колеса от рельсов, причем колесо остается присоединенным к железнодорожному вагону или локомотиву, присоединение токарной установки к рельсовому пути, вращение колеса посредством звездочки, прикрученной к колесу болтами, профилирование колеса в соответствии с заданным профилем, который хранится в электронном виде в токарной установке.
10. Способ по п.9, в котором колесо вращается посредством мотора, прикрепленного к локомотиву.
11. Способ по п.9, включающий обработку стандартного профиля реборды или узкого профиля реборды.
12. Способ по п.9, в котором токарная установка включает систему резцовых салазок крестового суппорта для позиционирования режущего инструмента по меньшей мере по двум осям и систему компьютерного управления для управления системой резцовых салазок крестового суппорта, в которой хранится заданный профиль.
13. Способ по п.9, в котором система резцовых салазок крестового суппорта включает первый мотор и второй мотор, первый мотор предназначен для регулирования положения по оси X, а второй мотор - для регулирования положения по оси Y.
14. Система для профилирования железнодорожного колеса в соответствии с сохраненным в электронном виде профилем, причем колесо остается присоединенным к вагону или локомотиву на рельсах, включающая токарный режущий инструмент, выполненный с возможностью взаимодействия с колесом, систему позиционирования резцовых салазок для позиционирования режущего инструмента по крайней мере по двум осям, устройство регулировки для управления системой позиционирования резцовых салазок и мотор для вращения колеса, выполненный с возможностью взаимодействия с колесом с помощью болта и звездочки, при этом система резцовых салазок крестового суппорта выполнена с возможностью управления таким образом, что колесу придается форма, соответствующая заданному профилю.
15. Система по п.14, в которой управление представляет собой компьютерное управление с использованием сохраненного профиля колеса в электронном виде.
| KR 97008073 B1, 20.05.1997 | |||
| Станок для обточки колесных пар без выкатки для восстановления профиля бандажа железнодорожных колес | 1989 |
|
SU1708148A3 |
| Воздухораспределитель обслуживающий воздушно-тяговые и воздушно-тормозные агрегаты повозки | 1930 |
|
SU30297A1 |
| Способ регулирования температуры перегретого аппарата | 1934 |
|
SU44559A1 |
| Фототрансформатор | 1947 |
|
SU71577A1 |

