Изобретение относится к машиностроению, в частности к токарным станкам, предназначенным для синхронной обточки и восстановлению по заданному профилю колёсных пар подвижного состава железнодорожных вагонов и локомотивов.
Известен станок для обточки колёсной пары (по заявке WO2020245761), имеющий две подвижные бабки, снабженных вращающимися от приводов шпинделей, базирующихся под углом на направляющих, изготовленных из кованой стали и с высокой точностью. Для перемещения кулачков зажимов колесной пары используются червячные винтовые передачи.
Известен станок для обточки колёсной пары (по патенту RU148864U1, выбран в качестве прототипа), содержащий станину с двумя подвижными шпиндельными бабками, оснащенными планшайбами с зажимами с кулачками, с редукторами для перемещения шпиндельных бабок. Зажимы оснащены демпфирующими поршнями с замкнутой системой густой смазки.
Общим недостатком известных станков является то, что для точной синхронной работы двух подвижных бабок требуется изготовление двух шпинделей из кованной стали, с высокой точностью всей установочной поверхности станины - направляющие обеих бабок и суппортов должны находиться на одной плоскости с минимальной погрешностью. Увеличивается количество электрокомпонентов для контроля и управления синхронной работой всех частей. Для синхронной работы двух подвижных бабок требуется дополнительное программное обеспечение. Большое количество конструктивных элементов поддающихся износу в процессе эксплуатации приводит к снижению надежности. Механический привод подвижных бабок с использованием редукторов в прототипе характеризуется недостаточным усилием прижима при фиксации колёсной пары, недостаточную плавность хода.
Технической задачей является уменьшение количества ответственных сборочных элементов, упрощение их изготовления, уменьшение количества компонентов автоматизации (датчиков, систем идентификации, соединителей), упрощение пусконаладочных работ. Техническим результатом является повышение надежности станка и упрощение его конструкции.
Технический результат достигается в станке для обточки колёсной пары (далее, также - станок), имеющем станину с подвижной бабкой, соединенной гидроприводом с замкнутым гидравлическим контуром, и с неподвижной бабкой, оснащенной соединенным с приводом шпинделем с планшайбой, на которой установлены по меньшей мере три гидроцилиндра с зажимами, соединенные с общим гидравлическим контуром. На станине на направляющих установлены суппорты с резцедержателями. Подвижная бабка перемещается по рельсовым направляющим. Станок оснащен гидростанцией, соединенной с замкнутым гидравлическим контуром через гидрораспределитель и соединенной с общим гидравлическим контуром. На станине установлен подъёмный механизм колёсной пары с гидроцилиндром, соединенным с общим гидравлическим контуром. Суппорты перемещаются по рельсовым направляющим с использованием сервоприводов. Станок выполнен с возможностью расположения буксовых опор колёсной пары между зажимами. Зажимы оснащены съёмными кулачками с резьбовыми соединениями.
Изобретение поясняется рисунками:
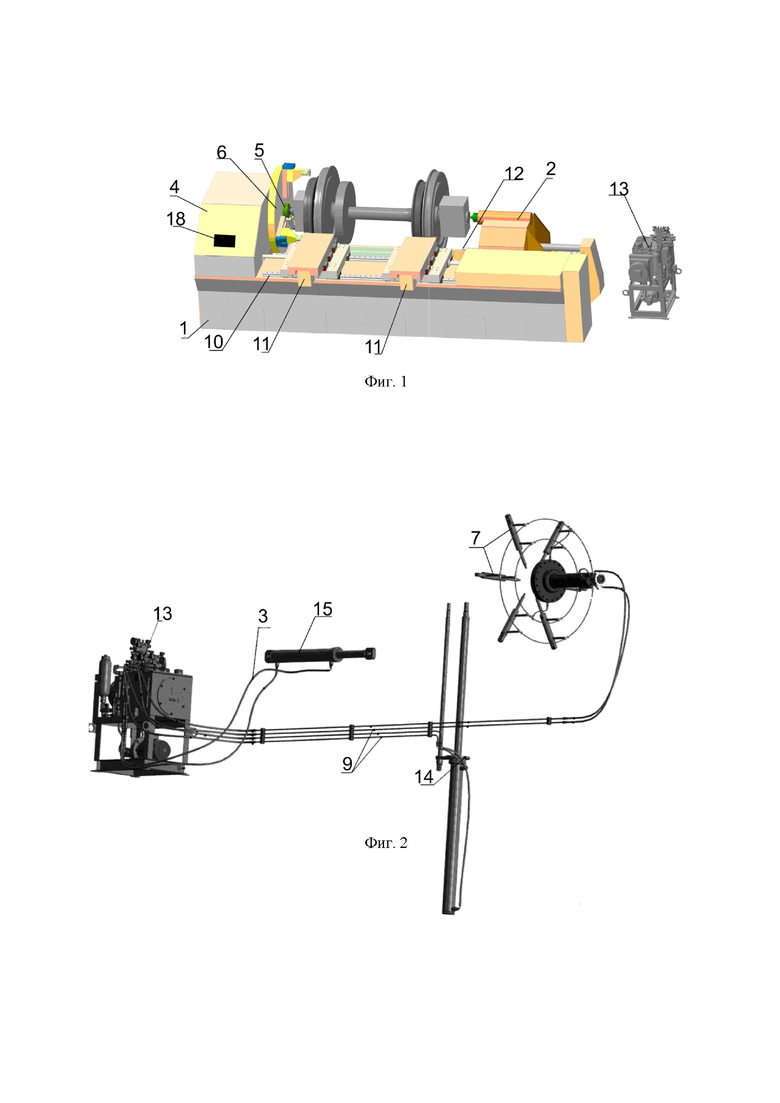
фиг. 1 - станок;
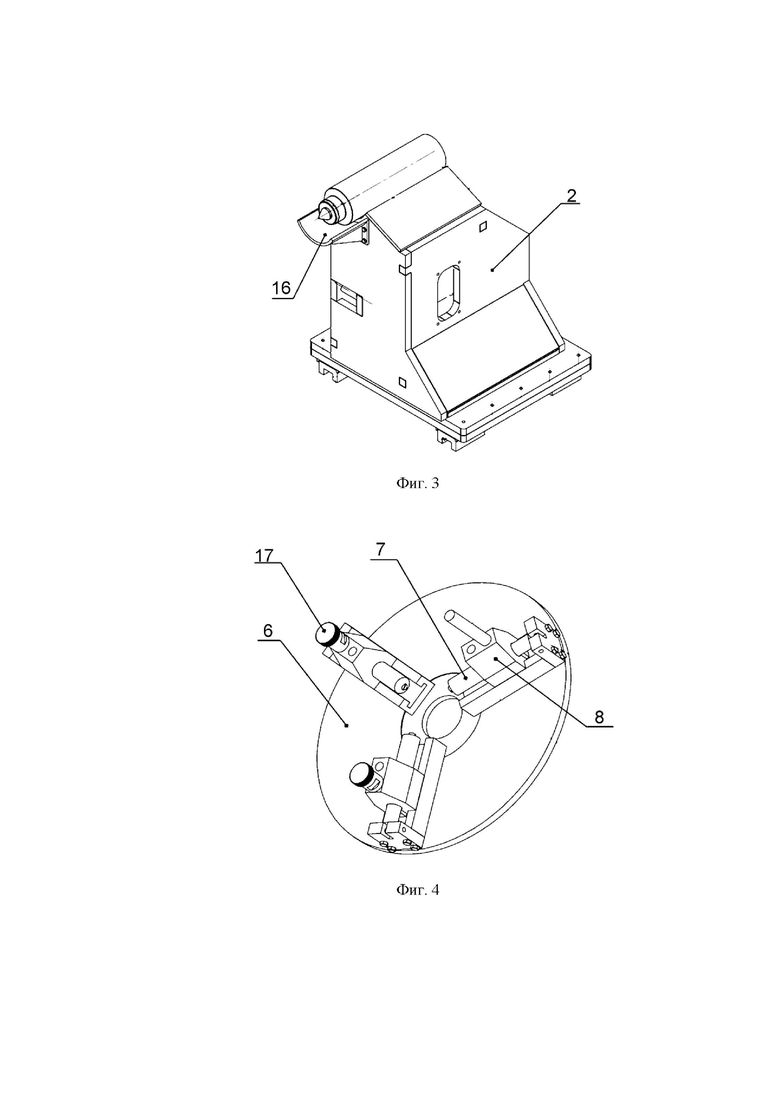
фиг. 2 - гидравлическая система станка;
фиг. 3 - подвижная бабка;
фиг. 4 - планшайба с кулачками.
Станок (фиг. 1) для обточки колёсной пары имеет станину 1, цельную или сварную, с опорными креплениями, с подвижной бабкой 2, соединенной гидроприводом с замкнутым гидравлическим контуром 3 (фиг. 2), и с неподвижной бабкой 4.
Подвижная бабка 2 перемещается по рельсовым направляющим 12. Подключение к замкнутому гидравлическому контуру не дает гидроприводу подвижной бабки 2 сдвинуться при фиксации колёсной пары, в случае аварийного отключения электроэнергии во время работы.
Неподвижная бабка 4 оснащена соединенным с приводом от электромотора шпинделем 5 с планшайбой 6. На планшайбе 6 установлены, по меньшей мере, три гидроцилиндра 7 с зажимами 8. Такое минимальное количество обеспечивает надежный зажим. Количество гидроцилиндров может быть больше, например, 4, 5, 6 и зависит от необходимости более точной фиксации колёсной пары, для уменьшения уровня вибрации, для снижения нагрузки на каждый из съемных кулачков 17.
Зажимы могут оснащаться съемными кулачками 17 с резьбовыми соединениями для цельнолитых колёс, или поводками для колёс со спицами. Используется комплект съемных кулачков 17 разной длины под известные размеры колесных пар.
Наличие зажимов 8 с гидроприводом от гидроцилиндров 7, при использовании автоматизированного программного управления, позволяет прочно фиксировать колёсную пару с необходимым усилием, исключая человеческий фактор, что повышает надежность работы станка. Общий гидравлический контур 9, к которому подключаются гидроцилиндры 7, не является замкнутым.
На станине 1 на рельсовых направляющих 10 установлены суппорты 11 с резцедержателями по одной плоскости и имеют возможность перемещения по ней. Суппорты 11 перемещаются по рельсовым направляющим 11 с использованием сервоприводов. Двухсуппортная обработка и измерение профиля в совокупности дают высокопроизводительную одновременную синхронную обточку колёс.
Станок оснащен гидростанцией 13, соединенной с замкнутым гидравлическим контуром 3 через гидрораспределитель, и соединенной с общим гидравлическим контуром 9.
На станине установлен подъёмный механизм колёсной пары с гидроцилиндром 14, соединенным с общим гидравлическим контуром 9.
Станок выполнен с возможностью расположения буксовых опор колёсной пары между зажимами. Данная возможность достигается благодаря компактной конструкции зажимов 8, выполненных в виде каретки в которую устанавливается спица или кулачок 17, двигающейся вдоль бруса, соединенной с гидроцилиндром 7, что обеспечивает дополнительное пространство между кулачками 17.
При закреплении колёсной пары и во время работы, подвижная бабка 2 центрует её по оси вращения с прочным зажатием от гидроцилиндра 15, подключенного к замкнутому гидравлическому контуру 3, отключаемому гидрораспределителем от гидростанции 13.
Станок работает следующим образом.
По сигналу с пульта управления 18 подключается гидростанция 13. Происходит погрузка колёсной пары на подъёмный механизм. Совмещаются установочные центры станка и центры оси колёсной пары, после чего она зажимается подвижной бабкой 2. Зажимами 8 фиксируется колёсная пара по внутреннему диаметру колеса. Производится измерение профилей колёсных пар при помощи шаблонов. Запускаются электродвигатели вращающие шпиндель 5 и приводы перемещения суппортов 11. Скорость вращения шпинделя 5 варьируется от 8 до 35 об/мин. Определяется положение координат нулевой точки колёсной пары в плоскости, запускается ЧПУ программа обработки, начинается перемещение резцов в плоскости для обточки.
В случае аварийного отключения электроэнергии в процессе обточки зажимы 8, с гидроцилиндрами 7, подключенными к общему гидравлическому контуру 9 блокируются на месте обратным клапаном, а подвижная бабка 2 останется на своём месте при замкнутом контуре гидрораспределителем. Таким образом, использование в станке одной подвижной бабки, соединенной гидроприводом с замкнутым гидравлическим контуром, и зажимов, соединенных с общим гидравлическим контуром, повышает надежность его работы. Кроме того уменьшается количество ответственных сборочных элементов, упрощается их изготовление, что упрощает пусконаладочные работы, это также приводит к повышению надежности станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| ПОРТАЛЬНЫЙ КОЛЕСОТОКАРНЫЙ СТАНОК | 2007 |
|
RU2405661C1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Токарный станок | 1985 |
|
SU1240501A1 |
| Лущильный станок | 1982 |
|
SU1027038A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
| Шпиндельная бабка | 1990 |
|
SU1750849A2 |
Изобретение относится к машиностроению, в частности к токарным станкам. Может использоваться для обработки колёсных пар. Станок для обточки колёсной пары имеет станину с подвижной бабкой, соединенной гидроприводом с замкнутым гидравлическим контуром, и с неподвижной бабкой, оснащенной соединенным с приводом шпинделем с планшайбой. На планшайбе установлены гидроцилиндры с зажимами, соединенные с общим гидравлическим контуром. На станине на направляющих установлены суппорты с резцедержателями. Подвижная бабка перемещается по рельсовым направляющим. Станок оснащен гидростанцией, соединенной с замкнутым гидравлическим контуром через гидрораспределитель и соединенной с общим гидравлическим контуром. На станине установлен подъёмный механизм колёсной пары с гидроцилиндром, соединенным с общим гидравлическим контуром. Суппорты перемещаются по рельсовым направляющим с использованием сервоприводов. Обеспечивается повышение надежности станка и упрощение его конструкции. 6 з.п. ф-лы, 4 ил.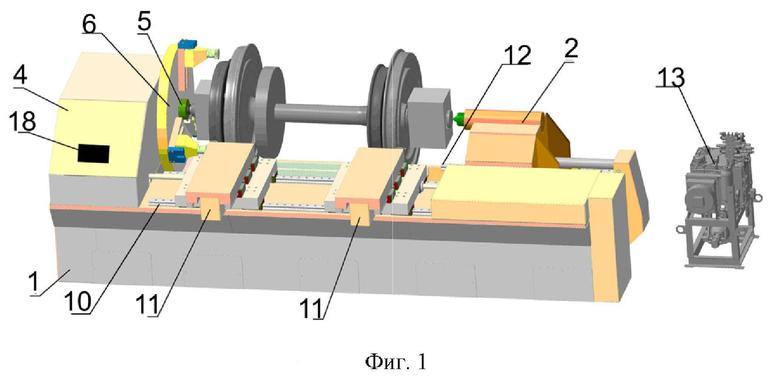
1. Станок для обточки колёсной пары, имеющий станину с подвижной бабкой, соединенной гидроприводом с замкнутым гидравлическим контуром, и с неподвижной бабкой, оснащенной соединенным с приводом шпинделем с планшайбой, на которой установлены по меньшей мере три гидроцилиндра с зажимами, соединенные с общим гидравлическим контуром, на станине на направляющих установлены суппорты с резцедержателями.
2. Станок по п.1, характеризующийся тем, что подвижная бабка перемещается по рельсовым направляющим.
3. Станок по п.1, характеризующийся тем, что оснащен гидростанцией, соединенной с замкнутым гидравлическим контуром через гидрораспределитель и соединенной с общим гидравлическим контуром.
4. Станок по п.1, характеризующийся тем, что на станине установлен подъёмный механизм колёсной пары с гидроцилиндром, соединенным с общим гидравлическим контуром.
5. Станок по п.1, характеризующийся тем, что суппорты перемещаются по рельсовым направляющим с использованием сервоприводов.
6. Станок по п.1, характеризующийся тем, что выполнен с возможностью расположения буксовых опор колёсной пары между зажимами.
7. Станок по п.1, характеризующийся тем, что зажимы оснащены съёмными кулачками с резьбовыми соединениями.
| Установка для одновременной сварки с двух сторон листового металла | 1961 |
|
SU148864A1 |
| RU 66997 U1, 10.10.2007 | |||
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| WO 2020245761 A1, 10.12.2020 | |||
| US 4116094 A1, 26.09.1978. | |||

