(54) СПОСОБ ГЕРМЕТИЗАЦИИ МИНИАТЮРНЫХ РЕЛЕ
1
Изобретение относится к релестроению, а именно, к технологии окончательной сборки герметичных реле и может быть использовано в приборостроительной промышленности в технологии сборки герметичных приборов, закрытых металлическим кожухом.
Среди большого количества способов герметизации приборов широкое применение нашел способ, при котором металлический чехол припаивают к основанию, из откачного отверстия кожуха производят откачку воздуха из объема прибора и в вакуумной Ю камере закрывают откачное отверстие.
Известен способ закрывания откачного отверстия путем установки металлического шарика и его приварки к кожуху 1J.
Способ обладает рядом существенных преимуществ в смысле обеспечения чистоты внутреннего объема герметизируемого прибора, но не нашел применения при герметизации микроминиатюрных реле, так как шарик увеличивает габариты и вед реле.
Известен способ герметизации миниа- 20 тюрных реле, согласно которому на уголке кожуха выдавливается лунка. В этой лунке пробивается отверстие. Лунку заполняют легкоплавким материалом (поллудой). Сверлом прочищают отверстие от поллуды. Подготовленный таким образом кожух отправляют на операцию окончательной сборки реле, где производится следующее: в боксе герметизации реле соединяют с (сваркой или пайкой периметра кожуха с периметром цоколя). Сквозь отверстие кожуха внутренний объем реле заполняют средой контролируемого состава и запаивают отверстие, разогревая ранее присоединенную к кожуху поллуду (2).
Однако известная технология герметизации обладает значительной трудоемкостью подготовительных операций при обработке кожуха перед герметизацией и низким качеством как подготовительных операций, так и операции герметизации.
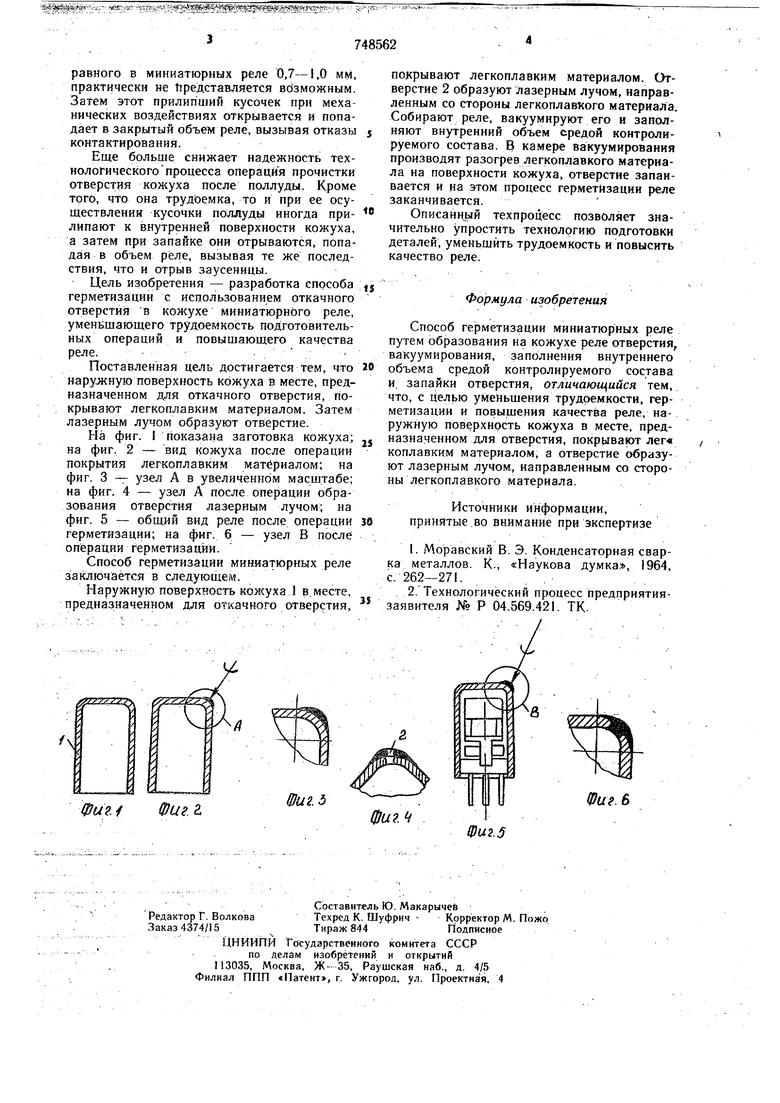
Второй недостаток объясняется тем, что при пробивке отверстия в тонкостенном кожухе образуется заусеница. Эта заусеница снимается сверлом при операции зенковки. Так как материал кожуха - это мягкий алюминий или сплав МНЦ, то при зенковке иногда часть заусеницы как бы прилипает к поверхности отверстия. Проконтролировать же в массовом производстве все кожухов по качеству поверхности отверстия,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации миниатюрного реле | 1986 |
|
SU1360480A1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МИКРОСБОРКИ | 2003 |
|
RU2262767C2 |
| Способ герметизации миниатюрных реле | 1982 |
|
SU1108941A1 |
| Способ герметизации реле | 1982 |
|
SU1032495A1 |
| Способ герметизации реле | 1987 |
|
SU1410130A1 |
| Способ герметизации микросборки | 1983 |
|
SU1381618A1 |
| Способ изготовления оснований цоколей герметичных реле | 1978 |
|
SU748561A1 |
| Способ герметизации микрокорпусов | 2018 |
|
RU2677250C1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МИКРОУЗЛА | 2013 |
|
RU2547842C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
