Изобретение относится к области расточки металлических деталей и, в частности, операций чистовой обработки отверстия цилиндра двигателей внутреннего сгорания.
Объектами изобретения являются вращающийся расточной инструмент со съемными пластинами, включающий в себя вращающийся корпус держателя пластин, снабженный кассетами, удерживающими съемные режущие пластины, предназначенные для механической обработки цилиндрического ствола посредством осевого перемещения инструмента в стволе, и новый способ чистовой механической обработки отверстия в корпусе двигателя внутреннего сгорания посредством этого вращающегося инструмента механической обработки.
Это изобретение находит предпочтительное, но не исключительное применение в области механической обработки и чистовой обработки цилиндрических отверстий в механических деталях, таких как металлические блоки цилиндров двигателей внутреннего сгорания.
Как правило, эти операции осуществляют посредством инструментов со съемными пластинами с одним зубом или с множеством зубьев, выполненных с возможностью производить механическую обработку и чистовую обработку отверстий в чугуне или алюминии. Операции черновой, а затем чистовой обработки осуществляют на гильзе из чугуна за несколько проходов инструмента с пластинами, специально предназначенными для механической черновой обработки, и с другими пластинами, предназначенными для проходов чистовой обработки.
Из патентного документа DE 1281803 известен инструмент для нарезки резьбы, снабженный одной съемной режущей пластиной, которая имеет первую обдирочную кромку в виде треугольного зуба, выполненную с возможностью нарезания резьбы в материале, за которой расположена вторая доводочная кромка в виде удлиненного зуба. Такая пластина позволяет нарезать внутреннюю резьбу за один проход инструмента, срезая при помощи доводочной кромки выступы материала, поднятые обдирочной кромкой. Однако инструмент, выполненный с возможностью нарезания внутренней резьбы для резьбовых винтов, не является достаточно точным для механической обработки стволов цилиндров двигателя, которая требует соблюдения очень точных размеров на канавках, выполняемых в металле для смазки цилиндров. Действительно, в этом случае необходимо достаточно ровное состояние поверхности для ограничения трения, одновременно обеспечивающее сцепление с покрытием для выравнивания глубины полых канавок. Это поверхностное состояние невозможно получить при помощи инструмента, описанного в этом документе, единственная пластина которого не обеспечивает требуемого уровня точности.
Изобретение обеспечивает выполнение канавок посредством инструмента, снабженного съемными пластинами, расположенными специально для получения качественного состояния поверхности и точного соблюдения размеров, предусмотренных конструкторами для стволов цилиндров.
В связи с этим инструмент согласно изобретению содержит первую режущую пластину, выполненную с возможностью чернового выполнения канавок в обрабатываемом материале, вторую пластину для чистовой обработки канавок, выполненных черновым проходом первой пластиной, и третью выравнивающую пластину, выполненную с возможностью выравнивания выступов материала, поднятых двумя первыми пластинами.
Предпочтительно три пластины расположены ступенчато вокруг корпуса держателя инструмента, чтобы последовательно проникать в материал.
Новый способ механической обработки позволяет осуществлять за один проход инструмента одновременно операции чернового выполнения канавок, чистовой обработки канавок и выравнивания поверхности, которые осуществляют посредством пластин, специально предназначенных соответственно для каждой из этих операций.
Изобретение будет более понятно из последующего описания неограничивающего варианта его осуществления со ссылками на чертежи.
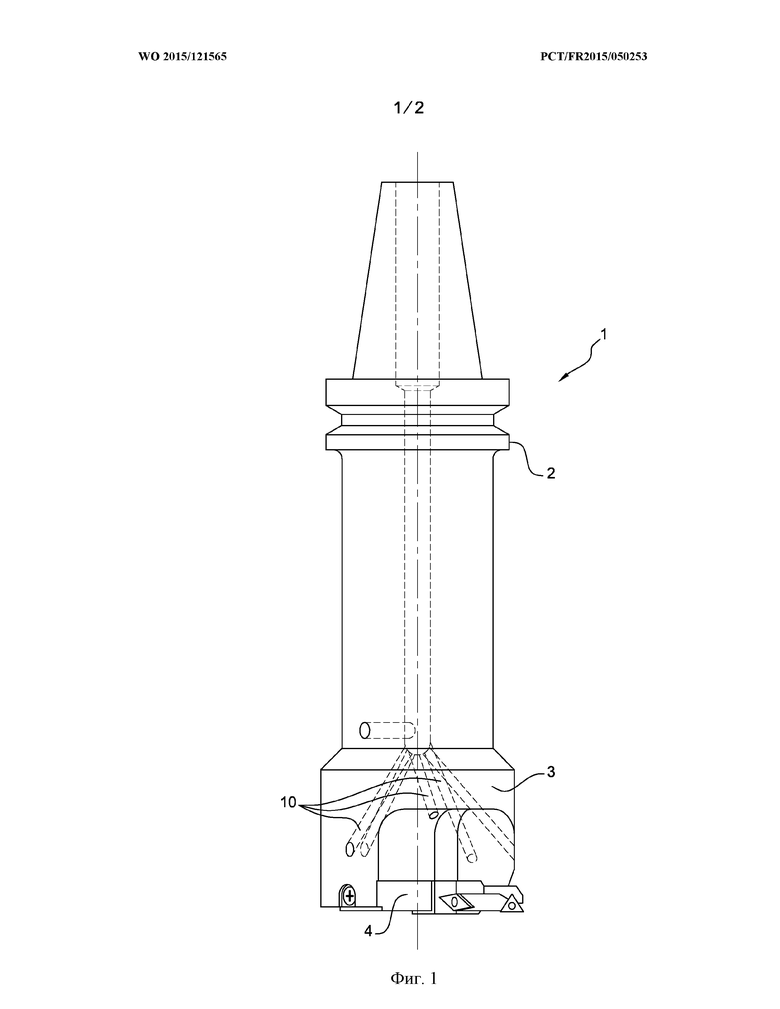
На фиг. 1 показан вращающийся инструмент согласно изобретению, общий вид;
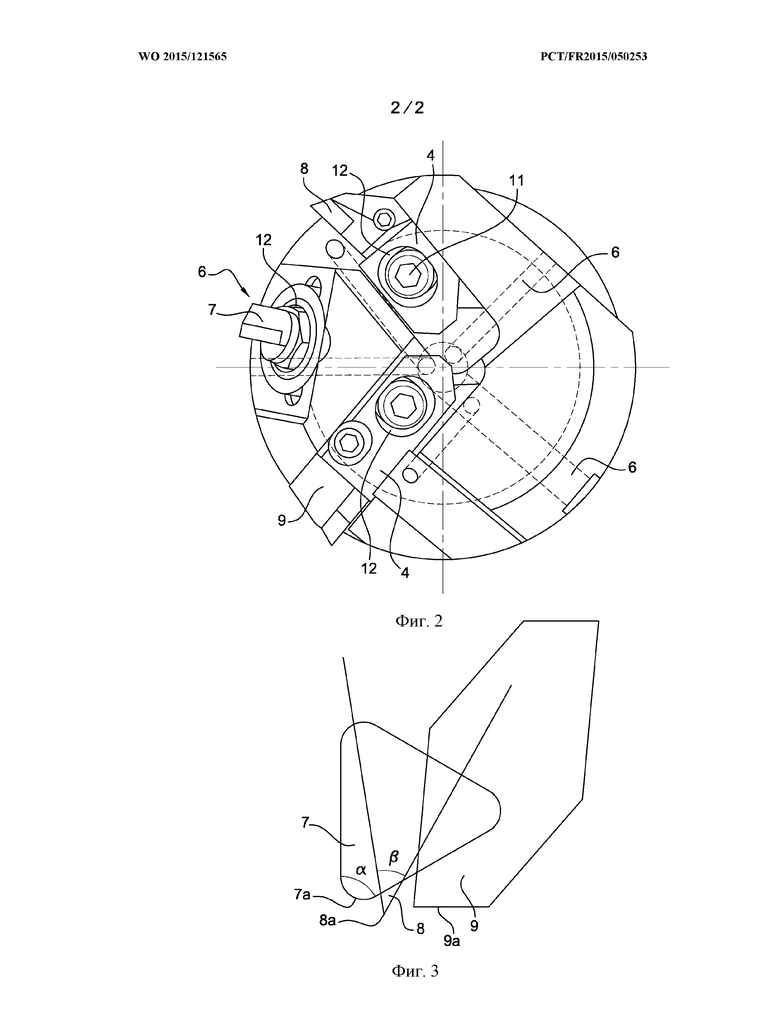
на фиг. 2 – инструмент на фиг. 1, вид снизу;
на фиг. 3 – радиальное ступенчатое расположение пластин на инструменте.
Показанный на фиг. 1 вращающийся инструмент выполнен в виде стандартного держателя 1 пластин с заплечиком 2 для закрепления на приводе станка (не показан) и содержит корпус 3 держателя пластин. Инструмент содержит внутренние отверстия 10 для смачивания режущих пластин 7, 8, 9 с целью их охлаждения. В держателе 3 пластин установлено множество кассет 4 или планок с пластинами (три в представленном примере). На кассетах или планках 4 закреплены три разные режущие пластины, а именно пластина 7 для черновой обработки, пластина 8 для чистовой обработки и выравнивающая пластина 9, показанные на фиг. 2 и 3. Положение кассет 4 может быть отрегулировано регулировочными винтами 6, показанными на фиг. 2, позволяющими регулировать угол резания режущих кромок каждой пластины. Пластины затягивают в необходимом положении на корпусе 3 посредством зажимных винтов 11.
На фиг. 3 показано небольшое выступание пластины 7 для черновой обработки в радиальном направлении относительно двух других. Предпочтительно все три пластины 7, 8, 9 установлены ступенчато вокруг держателя 3 инструмента таким образом, что они во время проникновения инструмента в обрабатываемый материал проникают последовательно в порядке: пластина для черновой обработки, пластина для чистовой обработки и выравнивающая пластина.
Пластины 7, 8, 9 имеют центральное проходное отверстие 12 для зажимного винта 11, закрепляющего их на кассете 4. Первая пластина 7 является пластиной треугольной формы для черновой обработки и называемой «пластиной для формирования канавок», нарезающей полость канавки в обрабатываемом материале. Вторую пластину 8 тоже называют «пластиной для формирования канавок». Она имеет режущий зуб 8а треугольной формы, угол β в вершине которого является более острым, чем угол α резания первой пластины, чтобы проникать в канавку, открытую первой пластиной, с целью ее чистовой обработки. Наконец, третья пластина 9 имеет выравнивающую часть 9а в виде удлиненного лезвия, предназначенного для выравнивания во время своего прохода выступов материала, поднятых предыдущими пластинами, в массе обрабатываемого материала.
В случае упомянутых выше вариантов применения изобретения режущая пластина 8 имеет треугольную режущую кромку, угол в вершине которой составляет от 35° до 40°, тогда как выравнивающая пластина 9 предпочтительно имеет ромбовидную форму.
Кромки 7а, 8а, 9а пластин 7, 8, 9 могут быть выполнены из разных материалов в зависимости от обрабатываемого материала. Они могут быть полностью выполнены из карбида металла (в том числе режущие и выравнивающие кромки), предпочтительно из карбида вольфрама для обработки стали. Для механической обработки чугуна, например, в гильзах ствола цилиндра, предпочтительно они выполнены из кубического нитрида бора (CBN). Механическая обработка алюминия требует использования поликристаллических алмазов (PCD).
Пластина 7 для черновой обработки имеет три режущих грани, которые могут быть использованы последовательно посредством поворота на корпусе 3. Режущая пластина 8 имеет две такие грани: эти пластины могут быть повернуты на их кассете 4 для последовательного использования всех их режущих кромок. Ступенчатое расположение пластин обеспечивает постепенную обработку материала, позволяет уменьшить режущее усилие каждой пластины и, следовательно, их износ.
Как было указано выше, механическая обработка расточных отверстий двигателей требует осуществления множества операций, в частности, если они выполнены из разных материалов: по меньшей мере одного этапа черновой обработки и этапа чистовой обработки, за которым следует этап выравнивания. Таким образом, когда на инструменте установлена пластина одного типа, требуется несколько проходов этого инструмента. Согласно изобретению, с пластинами, специально предназначенными соответственно на каждом проходе для черновой обработки (обдирки), чистовой обработки и выравнивания, достаточно всего одного прохода инструмента.
Таким образом, изобретение позволяет осуществлять удовлетворительное выполнение канавок с ярко выраженным состоянием поверхности при проходной обработке, и выровненных в отверстиях цилиндров, в частности, из чугуна или алюминия всего за один проход инструмента, обеспечивающий работу черновой обработки, чистовой обработки канавок и их выравнивания или «доводки». Новый способ чистовой обработки отверстия цилиндра в корпусе двигателя внутреннего сгорания с вращающимся инструментом механической обработки согласно изобретению позволяет, таким образом, осуществлять одновременно за один проход инструмента операции чернового выполнения канавок, чистовой обработки канавок и выравнивания поверхности, благодаря разным пластинам 7, 8, 9, предназначенным специально для этих операций. Затем обработанная поверхность позволяет наносить на нее покрытие для выравнивания глубины полых канавок. Применение процесса на механически обработанной поверхности посредством инструмента согласно изобретению представляет собой эффективное средство получения в конечном итоге необходимого выравнивания.
Изобретения относятся к обработке материалов резанием и могут быть использованы при обработке отверстия цилиндра в корпусе двигателя внутреннего сгорания. Вращающийся расточной инструмент содержит вращающийся корпус держателя режущих пластин, установленных в кассетах. Первая режущая пластина выполнена с возможностью чернового выполнения канавок в обрабатываемом материале, вторая пластина предназначена для чистовой обработки канавок, выполненных черновым проходом первой пластиной, а третья режущая пластина является выравнивающей пластиной, выполненной с возможностью выравнивания выступов материала, поднятых двумя первыми пластинами. При этом вторая пластина имеет режущий зуб треугольной формы, угол при вершине которого является более острым, чем угол резания первой пластины. Обеспечивается постепенная обработка материала с его выравниванием, снижается износ режущих пластин. 2 н. и 8 з.п. ф-лы, 3 ил.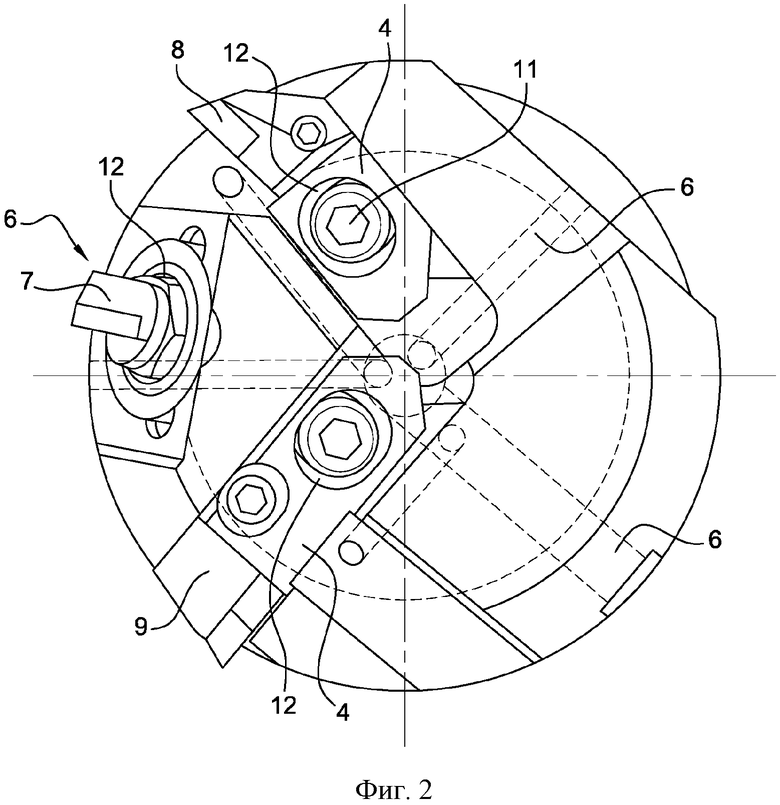
1. Вращающийся расточной инструмент (1) со съемными режущими пластинами (7), содержащий вращающийся корпус (3) держателя пластин, снабженный кассетами (4), удерживающими съемные режущие пластины (7, 8, 9), предназначенные для механической обработки цилиндрического ствола посредством осевого перемещения инструмента в стволе, отличающийся тем, что он содержит первую пластину (7), выполненную с возможностью чернового выполнения канавок в обрабатываемом материале, вторую пластину (8) для чистовой обработки канавок, выполненных черновым проходом первой пластиной, и третью выравнивающую пластину (9), выполненную с возможностью выравнивания выступов материала, поднятых двумя первыми пластинами, причем вторая пластина (8) имеет режущий зуб (8а) треугольной формы, угол (β) в вершине которого является более острым, чем угол (α) резания первой пластины (7).
2. Вращающийся расточной инструмент по п. 1, отличающийся тем, что три пластины (7, 8, 9) расположены ступенчато вокруг корпуса (3) держателя инструмента для последовательного проникновения в материал.
3. Вращающийся расточной инструмент по п. 1, отличающийся тем, что пластина (7) для черновой обработки имеет в целом треугольную форму.
4. Вращающийся расточной инструмент по п. 1, отличающийся тем, что вторая пластина (8) имеет треугольную режущую кромку, угол при вершине которой составляет от 35° до 40°.
5. Вращающийся расточной инструмент по п. 1, отличающийся тем, что выравнивающая пластина (9) имеет ромбовидную форму с плоской режущей кромкой (9а).
6. Вращающийся расточной инструмент по п. 1, отличающийся тем, что режущие кромки (7а, 8а, 9а) пластин (7, 8, 9) выполнены из карбида металла.
7. Вращающийся расточной инструмент по п. 1, отличающийся тем, что режущие кромки (8а) выполнены из кубического нитрида бора (CBN).
8. Вращающийся расточной инструмент по п. 1, отличающийся тем, что режущие кромки (8а) выполнены из поликристаллических алмазов.
9. Способ чистовой механической обработки отверстия цилиндра в корпусе двигателя внутреннего сгорания посредством вращающегося расточного инструмента (1) по п. 1, в котором осуществляют операции чернового выполнения канавок, чистовой обработки канавок и выравнивания поверхности одновременно во время одного и того же прохода инструмента посредством режущих пластин (7, 8, 9), предназначенных соответственно для каждой из указанных операций.
10. Способ по п. 9, отличающийся тем, что после обработки поверхности наносят покрытие для выравнивания глубины образованных при обработке полых канавок.
| DE 102009028040 A1, 10.02.2011 | |||
| Кольцевое сверло | 1983 |
|
SU1186405A1 |
| Способ компенсации влияния изменений давления и температуры анализируемой среды на точность показаний газовых интерферометров и устройство для осуществления этого способа | 1954 |
|
SU101955A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ МАТРИЦ В МАТРИЦЕ И СТРОКООТЛИВНОЙ НАБОРНОЙ МАШИНЕ | 1929 |
|
SU19226A1 |
| WO 2013142885 A1, 03.10.2013. | |||

