ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к конструктивным элементам транспортного средства из алюминиевого сплава, и в частности, к выполнению отверстия вне плоскости у основной части конструктивных элементов.
УРОВЕНЬ ТЕХНИКИ
Грузовые автомобили малой грузоподъемности (с кузовом типа «пикап») являются моторными транспортными средствами с передней пассажирской зоной, часто указываемой ссылкой как кабина, и грузовой зоной с открытым верхом, часто указываемой ссылкой как грузовой кузов. Грузовой кузов обычно имеет по существу плоскую платформу, у которой две боковых стенки и передний соединительный головной борт продолжаются вверх от нее. Грузовые автомобили малой грузоподъемности также могут применять нижнюю откидную дверь, обычно указываемую ссылкой как задний откидной борт, присоединенный шарнирно на задней кромке платформы и закрываемый для предоставления четвертой стенки для грузовой зоны. Кабины и грузовые кузовы могут быть отдельными узлами или частью одной и той же конструкцией несущего кузова. Грузовые автомобили малой грузоподъемности весьма популярны, так как грузовой кузов дает им возможность использоваться столькими многими разными способами, включая перевозку многообразия типов груза и буксировку различных типов прицепов.
Традиционно, большинство конструкций кузова на грузовых автомобилях малой грузоподъемности были выполнены из стальных сплавов. За годы опыта конструкторы грузовых автомобилей малой грузоподъемности научились как проектировать детали кузова грузового автомобиля из конструкционной стали, которые выдерживают многообразие требующихся применений грузовых автомобилей малой грузоподъемности. Современная регулятивная и экономическая среды повысили важность становления грузовых автомобилей малой грузоподъемности более эффективными, а также функциональными и долговечными. Один из способов уменьшить расход топлива транспортного средства состоит в том, чтобы снижать вес конструкции транспортного средства.
Алюминиевые сплавы типично имеют более высокое отношение предела прочности к массе, чем стальные сплавы. Следовательно, замена стали алюминием предлагает потенциальную возможность для снижения веса. Однако, модуль упругости алюминия, как правило, является более низким, чем модуль упругости стали. Кроме того, технологии и способы изготовления соединительных деталей, которые хорошо работают для стальных деталей, могут не срабатывать для такой же алюминиевой детали. Вследствие этих и других различий, простая замена материала не обязательно создает приемлемую конструкцию.
Алюминиевые сплавы обычно идентифицируются четырехзначным числом, первый знак которого типично образует основной легирующий элемент(ы). Например, основными легирующими элементами в алюминиевом сплаве серии 6xxx или 6000 являются магний и кремний наряду с тем, что основным легирующим элементом серии 5xxx или 5000 является магний, а для серии 7xxx или 7000 - цинк. При описании серии алюминиевых сплавов на основании основного легирующего элемента, первая цифра может сопровождаться тремя x (заглавными или строчными) или тремя 0 (нулями). Дополнительные цифры, представленные буквой ‘x’ или цифрой ‘0’ в обозначении серии, образуют точный алюминиевый сплав. Например, алюминиевый сплав 6061 имеет состав из 0,8-1,2% магния, 0,4-0,8% кремния, 0,15-0,4% меди, 0,04-0,35% хрома, 0-0,7% железа, 0-0,25% цинка, 0-0,15% марганца и 0-0,15% титана. Разные сплавы дают разные компромиссные соотношения прочности, твердости, обрабатываемости и других свойств.
В дополнение, пять основных обозначений закалки могут использоваться для алюминиевых сплавов, которыми являются: F - как изготовленный, O - отожженный, H - деформационно упрочненный, T - термообработанный, и W - как закаленный (между термообработкой и искусственным или естественным старением решения). Обозначение закалки может сопровождаться одно или двухзначным числом для дальнейшего определения. Например, алюминий с обозначением закалки T6 был решением, термообработанным и искусственно состаренным, но не подвергнутым холодной обработке после термообработки решения (или так, что холодная обработка не была бы распознаваемой в свойствах материала).
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В одном из аспектов изобретения предложен автомобильный компонент для соединения кузовных элементов, образующий отверстие вне плоскости, содержащий:
конструктивный элемент из алюминиевого сплава, имеющий сторону, содержащую основную часть, образующую углубленный участок, окруженный основной частью и имеющий толщину, по существу равную толщине основной части, причем углубленный участок содержит опорный подучасток, который по существу параллелен основной части, и деформационно упрочненный подучасток, присоединяющий опорный подучасток к основной части, при этом опорный подучасток находится вне плоскости с основной частью и образует отверстие, причем опорный подучасток выполнен такого размера, что ширина опорного подучастка, продолжающегося между периметром отверстия и деформационно упрочненным подучастком составляет по меньшей мере 6 миллиметров.
В одном из вариантов предложен компонент, в котором основная часть имеет по существу плоскую первую поверхность, опорный подучасток имеет по существу плоскую вторую поверхность, по существу параллельную с первой поверхностью, а глубина между первой поверхностью и второй поверхностью по меньшей мере в 2,5 раза больше толщины основной части.
В одном из вариантов предложен компонент, в котором первая контактная поверхность продолжается между основной частью и деформационно упрочненным подучастком с первым радиусом, и вторая контактная поверхность продолжается между деформационно упрочненным подучастком и опорным подучастком со вторым радиусом, при этом первый и второй радиусы по меньшей мере в 3 раза больше толщины основной части.
В одном из вариантов предложен компонент, в котором отверстие является по существу круглым.
В одном из вариантов предложен компонент, в котором отверстие имеет диаметр по меньшей мере 16 миллиметров.
В одном из вариантов предложен компонент, в котором отверстие является отверстием для доступа, используемым при сборке компонента.
В одном из вариантов предложен компонент, в котором конструктивный элемент из алюминиевого сплава выполнен из алюминиевого сплава серии 6000..
Таким образом, один из аспектов настоящего изобретения направлен на автомобильный компонент, образующий отверстие вне плоскости. Компонент является конструктивным элементом из алюминиевого сплава, содержащим основную часть, окружающую углубленный участок. Углубленный участок имеет деформационно упрочненный подучасток, присоединяющий опорный подучасток к основной части. Опорный подучасток находится вне плоскости с основной частью и образует отверстие. Конструктивный элемент может быть алюминиевым сплавом серии 6000. Конструктивный элемент может быть алюминиевым сплавом 6111.
В этом аспекте, опорный подучасток может быть по существу параллельным с основной частью. Опорный подучасток также может иметь ширину по меньшей мере 6 миллиметров, продолжающуюся по существу перпендикулярно от любой точки периметра отверстия. Основная часть может иметь первую толщину, а опорный подучасток может иметь вторую толщину, по существу равную первой толщине. Первая и вторая толщины могут иметь значение по меньшей мере 2 миллиметра.
Основная часть может иметь по существу плоскую первую поверхность. Опорный подучасток может иметь по существу плоскую вторую поверхность. Вторая поверхность может быть по существу параллельной с первой поверхностью. Глубина между первой поверхностью и второй поверхностью может быть по меньшей мере в 2,5 раза больше первой толщины. Глубина может иметь значение по меньшей мере 5 миллиметров.
Первая контактная поверхность может продолжаться между основной частью и деформационно упрочненным подучастком с первым радиусом. Вторая контактная поверхность может продолжаться между деформационно упрочненным подучастком и опорным подучастком со вторым радиусом. Первый и второй радиусы могут искривляться в противоположных направлениях. Первый и второй радиусы могут быть по меньшей мере в 3 раза больше первой толщины. Первый и второй радиусы могут иметь значение по меньшей мере 6 миллиметров.
Отверстие может быть по существу круглым, однако, другие формы могут использоваться, и многочисленные отверстия могут быть сгруппированы друг с другом. Отверстие может иметь диаметр по меньшей мере 16 миллиметров. Отверстие может быть отверстием для доступа, используемым при сборке компонента. Углубленный участок может продолжаться внутрь в конструктивный элемент с внешней поверхности или может продолжаться наружу из конструктивного элемента с внутренней поверхности.
Еще один аспект настоящего изобретения направлен на грузовой автомобиль малой грузоподъемности с конструктивным элементом из алюминиевого сплава серии 6000. Конструктивный элемент из алюминиевого сплава серии 6000 имеет основную часть, окружающую опорный подучасток вне плоскости с основной частью. Конструктивный элемент из алюминиевого сплава серии 6000 также имеет деформационно упрочненный подучасток, расположенный между основной частью и опорным подучастком. Опорный подучасток образует отверстие, таким образом, предусматривая отверстие, находящееся вне плоскости с основной частью. Конструктивный элемент может быть деталью узла основания крыши.
Опорный подучасток продолжается по существу параллельно с основной частью от периметра определенного им отверстия минимум на 6 миллиметров. Конструктивный элемент может иметь по существу постоянную толщину. Толщина может иметь значение по меньшей мере 2 миллиметра. Опорный подучасток может иметь глубину от основной части по меньшей мере в 2,5 раза больше толщины. Глубина может иметь значение 5 миллиметров.
Первая контактная поверхность между основной частью и деформационно упрочненным подучастком может иметь первый радиус по меньшей мере в 3 раза больше толщины. Первый радиус может иметь значение по меньшей мере 6 миллиметров. Вторая контактная поверхность между деформационно упрочненным подучастком и опорным подучастком может иметь второй радиус по меньшей мере в 3 раза больше толщины. Второй радиус может иметь размер, по существу такой же, как первый радиус. Второй радиус может иметь значение по меньшей мере 6 миллиметров.
Дополнительный аспект настоящего изобретения направлен на способ изготовления конструктивного элемента транспортного средства из алюминиевого сплава, образующего отверстие вне плоскости. Первый этап этого способа включает в себя выбор заготовки из алюминиевого сплава, содержащей толщину. Второй этап в этом способе включает в себя формование заготовки, чтобы опорный подучасток был выполнен по существу параллельно и вне плоскости с основной частью на расстоянии по меньшей мере в 2,5 раза больше толщины, и образовывал и окружал отверстие по меньшей мере на 6 миллиметров.
В этом аспекте, этап формования заготовки также может включать в себя вытягивание опорного подучастка из основной части и деформационное упрочнение деформационно упрочненного подучастка двойной кривизны между опорным подучастком и основной частью. Деформационно упрочненный подучасток двойной кривизны может иметь первый радиус и второй радиус, каждый по меньшей мере в 3 раза больше толщины. К тому же, в этом аспекте, этап формования заготовки может включать в себя пробивание отверстия по существу одновременно с вытягиванием опорного подучастка.
Вышеприведенные аспекты настоящего изобретения и другие аспекты будут подробнее пояснены ниже со ссылкой на приложенные чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
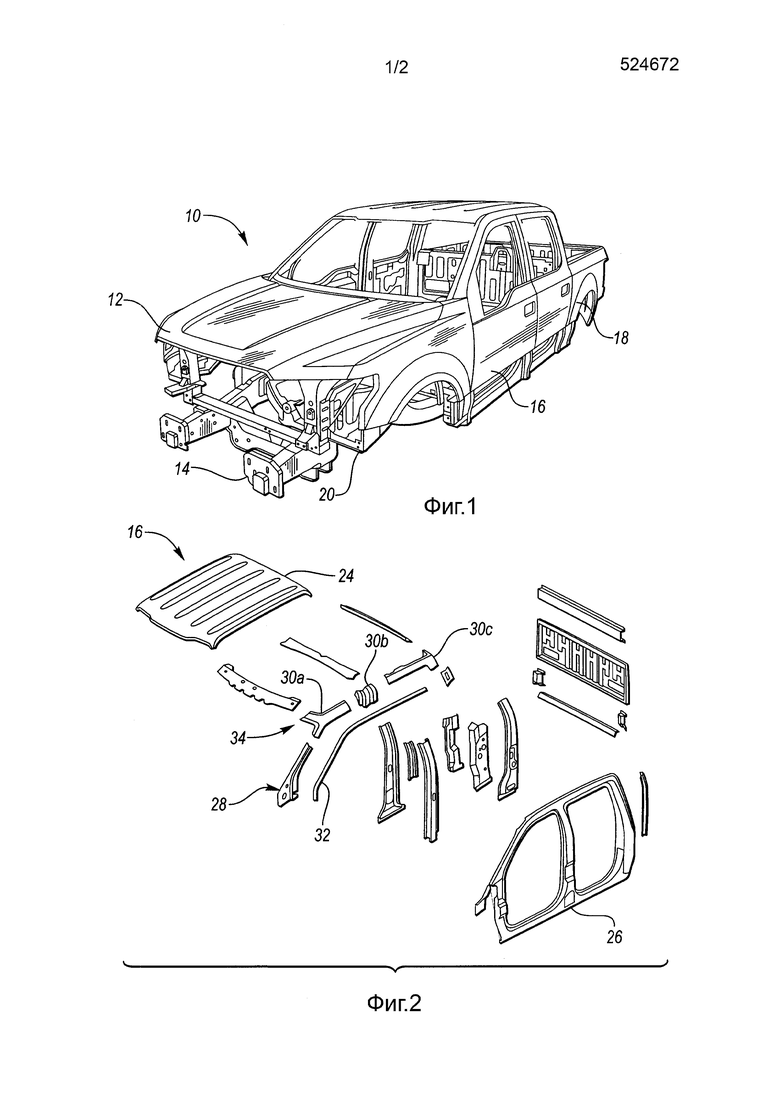
Фиг.1 - общий вид кабины и грузового кузова на раме грузового автомобиля малой грузоподъемности.
Фиг.2 - местное изображение в разобранном виде кабины грузового автомобиля малой грузоподъемности.
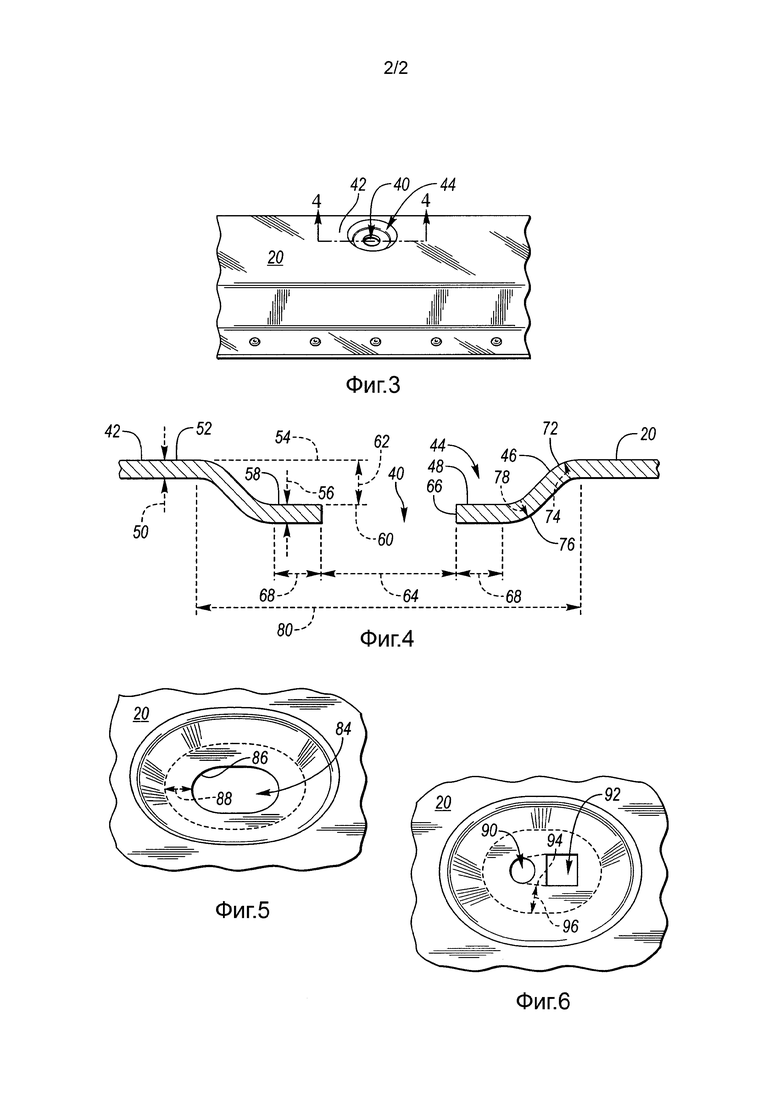
Фиг.3 - местный общий вид конструктивного элемента из алюминиевого сплава, образующего отверстие вне плоскости.
Фиг.4 - вид в поперечном разрезе, взятый по линии 4-4 на фиг.3.
Фиг.5 - местный вид сверху конструктивного элемента из алюминиевого сплава, образующего щелевое отверстие вне плоскости.
Фиг.6 - вид сверху конструктивного элемента из алюминиевого сплава, образующего группу отверстий вне плоскости.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Проиллюстрированные варианты осуществления раскрыты со ссылкой на чертежи. Однако следует понимать, что раскрытые варианты осуществления подразумеваются только примерами, которые могут быть воплощены в различных и альтернативных формах. Фигуры не обязательно должны определять масштаб, и некоторые признаки могут быть преувеличены или сведены к минимуму, чтобы показать подробности конкретных компонентов. Раскрытые специфичные конструктивные и функциональные детали должны интерпретироваться не в качестве ограничивающих, а в качестве представляющих основу для обучения специалиста в данной области техники, каким образом осуществить раскрытые концепции на практике.
Фиг.1 показывает еще не завершенный грузовой автомобиль 10 малой грузоподъемности, содержащий кузов 12, установленный на раме 14. Кузов 12 имеет кабину 16 и грузовой кузов 18. Конструкция 12 кузова может содержать некоторое количество автомобильных конструктивных элементов 20. Конструктивные элементы 20 могут быть алюминиевыми сплавами. Конструктивные элементы могут быть алюминиевыми сплавами серии 5xxx и серии 6xxx.
Фиг.2 показывает местное изображение в разобранном виде кабины 16, иллюстрирующий пример некоторого количества конструктивных элементов 20. Помечены панель 24 крыши, конструкция 26 бокового дверного проема и некоторое количество элементов 28, 30a, 30b, 30c, 32 усиления. Элементы 30a, 30b, 30c усиления могут быть собраны, чтобы предоставить узел 34 основания крыши. Узел 34 основания крыши присоединяет панель 24 крыши к боковой конструкции 26 и обеспечивает конструктивную опору для кабины 16 грузового автомобиля 10 малой грузоподъемности. Другие показанные конструктивные элементы 20 также могут быть включены в состав для предоставления узла 34 основания крыши.
Все из компонентов, показанных на фиг.2, помеченных или нет, могут считаться конструктивными элементами 20. Кроме того, другие компоненты, не показанные на фиг.2, такие как те, которые составляют грузовой кузов 18 (смотрите фиг.1), также могут считаться конструктивными элементами 20. Конструктивные элементы 20 включают в себя наружные панели кузова, внутренние панели кузова, элементы усиления и соединительные элементы, которые предоставляют возможность, чтобы все из указанных ранее компонентов собирались друг с другом. Все из компонентов на фиг.2, помеченные или не помеченные, могут быть сделаны из алюминиевого сплава серии 6xxx. Узел 34 основания крыши может быть выполнен из алюминиевого сплава 6111.
Рама 14 транспортного средства и узлы 12 кузова (смотрите фиг.1) могут быть собраны посредством соединения отдельных отформованных компонентов (то есть 28, 30a, 30b, 30c, 32). Способы соединения могут включать в себя контактную точечную сварку (RSW), самопрокалывающие заклепки (SPR) и использование других крепежных деталей, таких как болты. Во время процесса сборки, отверстия для доступа могут требоваться в некоторых из компонентов, чтобы давать возможность доступа инструментам для производства, чтобы соединять компоненты. Например, RSW может требовать отверстий для доступа сварочного пистолета, SPR может требовать отверстий для доступа для пистолетов SPR и, что касается болтов и/или гаек, гайковерт может требовать отверстия для осуществления доступа к месту соединения и связывания некоторых деталей друг с другом. В дополнение, отверстия также могут использоваться для стока (E-) внутреннего покрытия и снижения веса.
Фиг.3 и 4 показывают общий вид и в поперечном разрезе, соответственно, части конструктивного элемента 20, образующего отверстие 40. Конструктивный элемент 20 имеет основную часть 42, окружающую углубленный участок 44. Углубленный участок 44 имеет деформационно упрочненный подучасток 46 и опорный участок 48. Деформационно упрочненный подучасток 46 расположен между основной частью 42 и опорным подучастком 48. Деформационно упрочненный подучасток 46 присоединяет опорный подучасток 48 к основной части 42. Часть деформационно упрочненного подучастка 46 может иметь жесткость, более высокую, чем основная часть. Углубленный участок 44 может продолжаться внутрь в конструктивный элемент 20, как показано на фиг.3, или может быть перевернут, чтобы продолжаться наружу из конструктивного элемента 20.
Основная часть 42 имеет толщину 50 и первую поверхность. Первая поверхность 52 является по существу плоской и может использоваться для определения первой плоскости 54. Опорный подучасток 48 имеет вторую толщину 56 и вторую поверхность 58. Вторая поверхность 58 является по существу плоской и может использоваться для определения второй плоскости 60. Вторая толщина 56 может быть по существу равной первой толщине 50. Конструктивный элемент 20 может иметь по существу постоянную толщину 50, 56 ближе к отверстию 40. Например, толщина 50, 56 может иметь значение 2 миллиметра. По существу, используемое в этой заявке на патент не имеет точное значение, соответственно, может быть задан некоторый допуск, и специалист в данной области техники может образовывать изрядную величину допуска для каждого признака, который эта составляющая существенно модифицирует. Например, вторая толщина 56 может быть более тонкой, чем первая толщина 50 вследствие вытягивания материала для выполнения углубленного участка 40, и по-прежнему считаться по существу равной одна другой.
Вторая поверхность 58 может быть по существу параллельна с первой поверхностью 52, и с существенной плоскостностью, и будучи по существу равными толщинами 50, 56, может быть указано, что опорный подучасток 48 по существу параллелен основной части 42. Глубина 62 может быть определена между первой поверхностью 52 и второй поверхностью 58. Глубина 62 может быть по меньшей мере в 2,5 раза больше первой толщины 50. Например, если конструктивный элемент имеет толщину 50 в 2 миллиметра, глубина имела бы значение по меньшей мере 5 миллиметров. Глубина 62 также может быть ограничена, чтобы быть в пределах 4 толщин 50 из соображений технологичности. Глубина 62 первой поверхности основной части 42 (используемой для определения первой плоскости 54) от второй поверхности 58 опорного подучастка 48 (используемого для определения второй плоскости 60) предусматривает, что опорный подучасток 48 находится вне плоскости с основной частью 42.
Опорный подучасток 48 образует отверстие 40. Отверстие 40 может быть по существу круглым, однако, другие формы могут использоваться, и многочисленные отверстия могут быть сгруппированы друг с другом. Отверстие 40 может иметь диаметр 64 по меньшей мере 4 миллиметра. Опорный подучасток 48 также образует периметр 66 отверстия 40. Опорный подучасток 48 имеет ширину 68, продолжающуюся по существу перпендикулярно от периметра 66. Ширина 68 может иметь значение по меньшей мере 6 миллиметров, чтобы опорный подучасток 48 продолжался минимум на 6 миллиметров от каждой точки по периметру 66 отверстия 40. Отверстие 40 может быть отверстием для доступа, используемым при сборке компонента. Отверстие для доступа может иметь диаметр 64 по меньшей мере 16 миллиметров.
Может быть определена первая контактная поверхность 72, которая продолжается между основной частью 42 и деформационно упрочненным подучастком 46. Первая контактная поверхность 72 может считаться частью деформационно упрочненного подучастка 46 и присоединенной к основной части 42 в противоположность расположению между этими двумя. Первая контактная поверхность 72 имеет первый радиус 74. Первый радиус 74 может быть по меньшей мере в 3 раза больше первой толщины 50. Например, если конструктивный элемент имеет толщину 50 в 2 миллиметра, первый радиус 74 имел бы значение по меньшей мере 6 миллиметров.
Может быть определена вторая контактная поверхность 76, которая продолжается между деформационно упрочненным подучастком 46 и опорным подучастком 48. Вторая контактная поверхность 76 может считаться частью деформационно упрочненного подучастка 46 и присоединенной к опорному подучастку 48 в противоположность расположению между этими двумя. Вторая контактная поверхность 76 имеет второй радиус 78. Второй радиус 78 может быть по меньшей мере в 3 раза больше первой толщины 50. Например, если конструктивный элемент имеет толщину 50 в 2 миллиметра, первый радиус 74 имел бы значение по меньшей мере 6 миллиметров.
Углубленный участок 44 может иметь общую опорную поверхность 80. Опорная поверхность 80, окружающая круглое отверстие 40, может иметь соотношение глубины и опорной поверхности. Соотношение глубины и опорной поверхности может образовываться посредством деления опорной поверхности 80 на глубину 62. Соотношение глубины и опорной поверхности между 0,05 и 0,2 может быть желательным. Например, конструктивный элемент 20, содержащий углубленный участок 44, образующий круглое отверстие 40, может иметь глубину 62 в 5 миллиметров и опорную поверхность 80 в 33 миллиметра. Углубленный участок 44, в этом примере, может иметь соотношение глубины и опорной поверхности 0,15.
Углубленный участок 44 может предусматривать усиленное кольцо материала вокруг отверстия 40, по меньшей мере частично обусловленное знакопеременной двойной кривизной первой и второй контактных поверхностей 72, 76 и производством конструктивного элемента 20 для достижения геометрической формы. Дополнительные процессы деформационного упрочнения могут проводиться в отношении деформационно упрочненного подучастка 46 вне процесса производства, используемого для определения формы. В дополнение, углубленный участок 44 образует отверстие 40 вне плоскости с основной частью 42. Таким образом, если основная часть 42 подвергается растяжению в плоскости, такому как вследствие гибки, напряжение в конструктивном элементе 20 сосредотачивается главным образом вдоль деформационно упрочненного подучастка 46 (усиленного кольца) и обходит отверстие 40. Как результат, периметр 66 отверстия 40 подвергается меньшему напряжению, чем если бы отверстие находилось в плоскости с основной частью 42.
Отверстие 40, являющееся определенным вне плоскости с основной частью 42, опорный подучасток 48, окружающий отверстие 40, и деформационно упрочненный подучасток 46, окружающий опорный подучасток 48, могут улучшать общую конструктивную устойчивость конструктивного элемента 20 из алюминиевого сплава.
Фиг.5 - местный вид сверху конструктивного элемента 20 из алюминиевого сплава, образующего щелевое отверстие 84 вне плоскости. Щелевое отверстие 84 является представлением, в котором отверстие может иметь любую геометрическую форму. Щелевое отверстие имеет периметр 86. Как и раньше, ширина 88 продолжается по существу перпендикулярно от периметра 86. Ширина 88 может продолжаться минимум на 6 миллиметров от каждой точки по периметру 86 отверстия 84.
Фиг.6 - местный вид сверху конструктивного элемента 20 из алюминиевого сплава, образующего группу отверстий 90, 92 вне плоскости. Круглое первое отверстие 90 и квадратное второе отверстие 92 показаны в качестве примеров сгруппированных отверстий, содержащих отличающиеся геометрии. Любое количество отверстий может быть включено в группу. Отличие от вариантов осуществления, перечисленных выше, состоит в том, что периметр 94 не является безусловно кромкой геометрической формы, но общей границей всех сгруппированных отверстий, совместно использующей границы кромки одной геометрической формы и проходящей от одного отверстия 90 к другому отверстию 92, как показано на фигуре. Ширина 96, как и раньше продолжается по существу перпендикулярно от периметра 94. Ширина 96 может продолжаться минимум на 6 миллиметров от каждой точки по периметру 94 отверстий 90, 94. Отметим, что расстояние между отверстиями 90, 92 может быть большим или меньшим, чем 6 миллиметров.
Способ производства может осуществляться для изготовления конструктивного элемента 20, как описано выше. Конструктивный элемент 20, в этом случае, может быть конструктивным элементом транспортного средства из алюминиевого сплава, образующим отверстие вне плоскости. Первый этап этого способа может включать в себя выбор заготовки из алюминиевого сплава, содержащей известную толщину. Заготовка может вырезаться из рулона алюминиевого сплава по существу постоянной толщины. Второй этап в способе может включать в себя формование заготовки, чтобы опорный подучасток был выполнен по существу параллельно и вне плоскости с основной частью на расстоянии по меньшей мере в 2,5 раза больше толщины, и образовывал и окружал отверстие по меньшей мере на 6 миллиметров.
Этап формования может включать в себя вытягивание опорного подучастка из основной части. Вытягивание является операцией штамповки. Этап формования также может включать в себя деформационное упрочнение деформационно упрочненного подучастка двойной кривизны между опорным подучастком и основной частью. Деформационное упрочнение может выполняться посредством операции вытягивания. Способ также может включать в себя, или включать в себя в качестве альтернативы, отдельную операцию деформационного упрочнения, выполняемую над деформационно упрочненным подучастком. Деформационно упрочненный подучасток двойной кривизны может иметь первый радиус и второй радиус, каждый по меньшей мере в 3 раза больше толщины.
Этап формования заготовки также может включать в себя пробивание отверстия. Отверстие может пробиваться по существу одновременно с вытягиванием опорного подучастка. В качестве альтернативы, отверстие может быть вырезано после того, как выполнен опорный подучасток. Кроме того, сначала может быть выполнено отверстие, а опорный подучасток выполнен вокруг отверстия.
Несмотря на то, что примерные варианты осуществления описаны выше, не предполагается, что эти варианты осуществления описывают все возможные формы раскрытых устройств и способа. Скорее, словесные формулировки, используемые в описании изобретения, предпочтительнее являются словесными формулировками описания, нежели ограничением, и понятно, что различные изменения могут быть произведены, не выходя из сущности и объема изобретения в качестве заявленных в формуле изобретения. Признаки различных вариантов осуществления изобретения могут комбинироваться для получения дополнительных вариантов осуществления раскрытого изобретения.
Изобретение относится к области транспортного машиностроения. Автомобильный компонент для соединения кузовных элементов, образующий отверстие вне плоскости, содержит конструктивный элемент из алюминиевого сплава. Конструктивный элемент имеет сторону, содержащую основную часть, образующую углубленный участок, окруженный основной частью и имеющий толщину, равную толщине основной части. Углубленный участок содержит опорный подучасток, который параллелен основной части, и деформационно упрочненный подучасток, присоединяющий опорный подучасток к основной части. Опорный подучасток находится вне плоскости с основной частью и образует отверстие. Опорный подучасток выполнен такого размера, что ширина опорного подучастка составляет 6 миллиметров. Достигается снижение веса и повышение прочности автомобильного компонента. 6 з.п. ф-лы, 6 ил.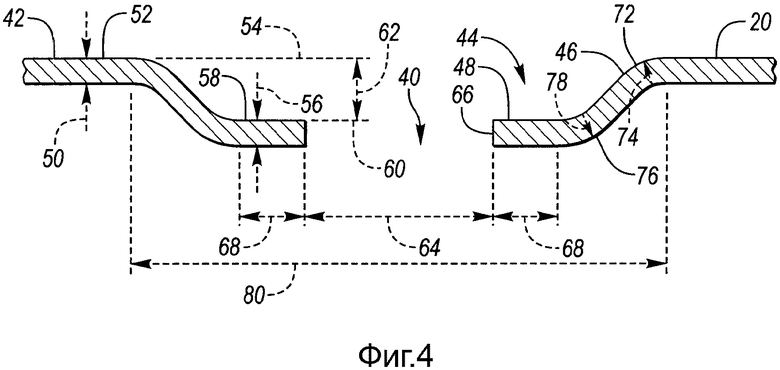
1. Автомобильный компонент для соединения кузовных элементов, образующий отверстие вне плоскости, содержащий:
конструктивный элемент из алюминиевого сплава, имеющий сторону, содержащую основную часть, образующую углубленный участок, окруженный основной частью и имеющий толщину, по существу равную толщине основной части, причем углубленный участок содержит опорный подучасток, который по существу параллелен основной части, и деформационно упрочненный подучасток, присоединяющий опорный подучасток к основной части, при этом опорный подучасток находится вне плоскости с основной частью и образует отверстие, причем опорный подучасток выполнен такого размера, что ширина опорного подучастка, продолжающегося между периметром отверстия и деформационно упрочненным подучастком, составляет по меньшей мере 6 миллиметров.
2. Компонент по п.1, в котором основная часть имеет по существу плоскую первую поверхность, опорный подучасток имеет по существу плоскую вторую поверхность, по существу параллельную с первой поверхностью, а глубина между первой поверхностью и второй поверхностью по меньшей мере в 2,5 раза больше толщины основной части.
3. Компонент по п.1, в котором первая контактная поверхность продолжается между основной частью и деформационно упрочненным подучастком с первым радиусом, и вторая контактная поверхность продолжается между деформационно упрочненным подучастком и опорным подучастком со вторым радиусом, при этом первый и второй радиусы по меньшей мере в 3 раза больше толщины основной части.
4. Компонент по п.1, в котором отверстие является по существу круглым.
5. Компонент по п.4, в котором отверстие имеет диаметр по меньшей мере 16 миллиметров.
6. Компонент по п.1, в котором отверстие является отверстием для доступа, используемым при сборке компонента.
7. Компонент по п.1, в котором конструктивный элемент из алюминиевого сплава выполнен из алюминиевого сплава серии 6000.
| US 6394537 B1, 28.05.2002 | |||
| US 5150944 A, 29.09.1992 | |||
| Устройство для установки вилок (фиксаторов) при их заливке в стаканах балок сборочных стапелей агрегатов самолетов | 1956 |
|
SU116826A1 |

