Область техники, к которой относится изобретение
Настоящее изобретение относится в области упрочнения лазером поверхности изделий из черных металлов, таких как сталь, например, коленчатых валов.
Уровень техники
В области техники, к которой относится изобретение, известно упрочнение черных металлов, таких как среднеуглеродистая сталь, путем нагрева материала до высокой температуры, которая ниже его температуры плавления, и затем закалки его, то есть его быстрого охлаждения для образования твердого мартенсита. Нагрев может происходить в печах или осуществляться индукционным нагревом, а охлаждение может осуществляться путем использования охлаждающей жидкости, такой как вода или вода, смешанная с другими компонентами.
Часто упрочнения требует только поверхность. Поверхностное упрочнение повышает износостойкость материала и иногда может использоваться и для повышения усталостной прочности, вызванной остаточными сжимающими напряжениями. Поверхностное упрочнение может использоваться для упрочнения поверхностей, которые при использовании будут подвергаться существенному износу, например, опорные поверхности, такие как поверхности шеек коленчатых валов.
Лазерное поверхностное упрочнение – это способ поверхностной обработки, в котором в качестве источника тепла для упрочнения поверхности подложки используют лазерное излучение высокой энергии. Известно использование излучения лазера для достижения поверхностного упрочнения, см., например:
- F. Vollertsen, et al., «State of the art of Laser Hardening и Cladding», Proceedings of the Third International WLT-Conference on Lasers in Manufacturing 2005 Munich, June 2005;
- M. Seifert, et al., «High Power Diode Laser Beam Scanning in Multi-Kilowatt Range», Proceedings of the 23rd International Congress on Applications of Lasers и Electro-Optics 2004;
- S. Safdar, et al., «An Analysis of the Effect of Laser Beam Geometry on Laser Transformation Hardening», Journal of Manufacturing Science и Engineering, Aug. 2006, Vol. 128, pp. 659-667;
- H. Hagino, et al., «Design of a computer-generated hologram for obtaining a uniform hardened profile by laser transformation hardening with a high-power diode laser», Precision Engineering 34 (2010), pp. 446-452;
- US-4313771-A;
- DE-4123577-A1;
- EP-1308525-A2;
- EP-2309126-A1;
- JP-2008-202438-A;
- JP-S61-58950-A;
- US-4797532-A.
Использование лазерного излучения для поверхностного упрочнения обладает рядом преимуществ: луч лазера по существу независим от обрабатываемой детали, легко управляем, не требует вакуума и не создает продуктов горения. Кроме того, поскольку луч лазера обычно нагревает металлическое изделие или обрабатываемую деталь лишь локально, остальная часть обрабатываемой детали может действовать как теплоотвод, обеспечивая быстрое охлаждение, известное также как самозакалка: холодная внутренняя часть обрабатываемой детали представляет собой достаточно большой теплоотвод для закалки горячей поверхности путем проведения тепла вовнутрь со скоростью, достаточно высокой, чтобы обеспечить образование мартенсита на поверхности. Таким образом, можно избежать необходимости во внешних охлаждающих средах, таких, как охлаждающие жидкости.
Одна из проблем, связанных с использованием лазерного излучения в качестве источника тепла в процессах упрочнения металлов, заключается в том, что ширина зоны упрочнения ограничивается размерами лазерного пятна. Известно использование оптики для изменения формы пятна, например, для получения по существу прямоугольного пятна, имеющего более или менее равномерное распределение интенсивности. Как альтернатива, для повторного перемещения пятна по дорожке могут использоваться сканирующие средства (такие как сканирующее зеркало, связанное с приводными средствами), таким образом, источник тепла может рассматриваться как прямоугольный источник, перемещающийся по дорожке.
Несмотря на его преимущества, лазерное упрочнение зачастую не находит применения, поскольку считается, что для многих практических применений этой технологии производительность будет недостаточно высокой, и поскольку трудно добиться, что все части, подлежащие нагреву, будут нагреты в требуемой степени. Для гарантии, что упрочнение и отпуск достигнуты с необходимыми глубинами, но без причинения повреждения перегревом, крайне важен правильный нагрев.
Например, коленчатый вал (часть двигателя, преобразующая возвратно-поступательное линейное движение поршня во вращение) представляет собой сложное изделие, которое часто воспринимается как трудное для упрочнения лазерным излучением. Пример коленчатого вала показан на фиг. 1. Коленчатый вал 1000 представляет собой кованое или литое стальное изделие, имеющее две или более центрально расположенные коаксиальные цилиндрические шейки 1001 (известные также как «коренные шейки») и одну или несколько смещенных цилиндрических шатунных шеек 1002, разделенных противовесами и щеками, образующими стенки 1005, проходящие по существу перпендикулярно поверхностям шеек. Сложная форма этого изделия может затруднять правильное «сканирование» поверхности лазерным лучом; дорожки или зоны упрочнения могут иметь разную ширину и/или быть асимметричными и/или лежать в разных плоскостях (как в случае стенок 1005 и поверхностей шеек 1001 и 1002). Таким образом, сегодня для упрочнения коленчатых валов часто используется высокочастотный индукционный нагрев с последующим процессом закалки в водном растворе полимера. Однако этот процесс, хотя и доказавший свою эффективность в достижении требуемого упрочнения, обладает некоторыми недостатками. Так, например, индукторы для создания нагрева путем индукции должны быть разработаны в соответствии с конкретной конструкцией коленчатого вала, что снижает гибкость: на то чтобы адаптировать индукционную машину к новому виду коленчатого вала, может уйти много времени и средств. Кроме того, нагрев индукцией является дорогостоящим в части энергии, требуемой для нагрева коленчатого вала до требуемой степени. Кроме того, процесс охлаждения сложен, дорог и проблематичен с экологической точки зрения из-за использования требуемых больших количеств охлаждающей жидкости. Кроме того, для обеспечения правильного процесса упрочнения необходимо тщательно контролировать параметры, такие как температура и расход охлаждающей жидкости.
Таким образом, упрочнение с использованием лазерного излучения в качестве источника тепла может быть привлекательной альтернативой в части гибкости, экологичности, потребления энергии и затрат.
В документе DE-10 2005 005 141-B3 раскрыт способ лазерного упрочнения поверхностей шеек коленчатого вала. В соответствии с этим способом для того, чтобы удерживать коленчатый вал и последовательно поворачивать его вокруг оси коренных шеек и вокруг осей шатунных шеек во время нагрева соответствующих шеек лазерным излучением, используют шестикоординатный промышленный робот. Таким образом, за счет использования возможностей перемещения промышленного робота расстояние между лазерным источником и поверхностью, на которую проецируют лазерный луч, могут поддерживать постоянным.
Кроме того, в документе US-2004/0244529-A1 описано использование лазера для упрочнения небольшой зоны коленчатого вала. В этом случае лазерное излучение используется для упрочнения нескольких находящихся на расстоянии друг от друга частей, причем протяженность этих частей варьирует по зоне, подлежащей упрочнению. Поскольку с этими находящимися на расстоянии друг от друга частями упрочняется лишь малая часть коленчатого вала, нет нужды беспокоиться о перегреве других, более теплочувствительных частей.
В документе DE-3905551-A1 описана система для упрочнения поверхности коленчатого вала, в которой лазерный луч проецируется на коленчатый вал, и в которой происходит относительное перемещение между лучом и коленчатым валом, и при этом луч будет последовательно проецироваться на разные части коленчатого вала. Мощность или распределение мощности в луче подобрано в зависимости от геометрии соответствующей части коленчатого вала и в зависимости от требуемой глубины проникновения лазерного луча. Недостаток подхода, описанного в документе DE-3905551-A1, заключается в том, что он не может обеспечить высокую производительность. Для того чтобы добиться достаточной глубины упрочненного слоя (в автомобилестроении обычно требуются глубины упрочнения по меньшей мере 800, 1000, 1500, 2000 или даже 3000 мкм в части эффективной глубины упрочнения, и часто требуется иметь 100% преобразованного мартенсита до глубин 200 мкм или более), недостаточно повысить температуру определенной части поверхности: энергию необходимо прикладывать в течение достаточно продолжительного времени, чтобы нагреть не только поверхность, но и материал под поверхностью до достаточной глубины. Поскольку чрезмерный нагрев поверхности нежелателен, для того чтобы добиться требуемого проникновения, наилучшим решением является не просто увеличение мощности лазерного луча, а скорее продление времени, в течение которого лазерный нагрев прикладывается к соответствующей зоне. В системе, раскрытой в документе DE-3905551-A1, в которой лазерный луч поддерживается неподвижным и прикладывается к конкретной зоне, получение подходящего нагрева и проникновения на основных частях коренных шеек или шатунных шеек потребует существенного количества времени. Таким образом, в документе DE-3905551-A1, возможно, описывается способ, подходящий для упрочнения очень специфических частей поверхности коленчатого вала, но не для упрочнения обычных поверхностей шеек.
Кроме того, в документе EP-1972694-A2 основное внимание уделено упрочнению конкретных частей коленчатого вала, а именно частей галтелей, с использованием одного или нескольких лазеров. Лазерное излучение направляют на часть, подлежащую упрочнению, а коленчатый вал проворачивают. Раскрытый способ может включать этап предварительного нагрева, этап основного нагрева и этап последующего нагрева. При проворачивании коленчатого вала лазерное излучение поддерживается постоянным. В документе EP-1972694-A2 ничего не говорится об опасности перегрева более теплочувствительных частей поверхности коленчатого вала.
В документе US-2004/0108306-A1 отмечено, что для упрочнения подшипников коленчатого вала, то есть, поверхностей коренных шеек и шатунных шеек, автомобилестроители используют процесс индукционного нагрева, а для прокатки галтелей для повышения сжимающих напряжений используется процесс механической прокатки. Однако согласно документу US-2004/0108306-A1 эти процессы являются капиталоемкими, отнимающими много времени, приводят к неоднородностям и имеют подверженность к растрескиванию в отверстиях для подвода масла, что требует процесса отпуска. В документе US-2004/0108306-A1 описана термическая обработка галтелей лазером, направленная на исключение необходимости процесса механической прокатки. Предложено управление температурой замкнутого контура с использованием оптического пирометра. Предложено использование управляемого двухкоординатного механизма для поддерживания постоянного расстояния нагрева между лазером и галтелью.
В статье S.M. Shariff, et al., «Laser Surface Hardening of a Crankshaft», SAE 2009-28-0053 (SAE International), рассматривается лазерное упрочнение поверхности коленчатого вала, направленное на достижение глубины упрочненного слоя более 200 мкм с твердостью 500-600 HV (по Виккерсу) в разных упомянутых местах. В этом документе упоминается проблема плавления на периферии отверстий из-за уменьшенного эффекта теплоотвода и аккумуляции тепла на краю. Утверждается, что эту проблему можно решить путем уменьшения эффекта предварительного нагрева на краю отверстия путем выбора подходящего места начала и изменения технологических параметров в допустимых пределах.
Одна из причин, по которым лазерное упрочнение не стало чаще использоваться в контексте сложных изделий, таких как коленчатые валы, заключается в том, что существует мнение, что может быть трудным добиться правильного нагрева частей, то есть достаточного нагрева для обеспечения правильного упрочнения (обычно упрочненный слой должен иметь эффективную глубину упрочнения по меньшей мере 800 мкм или более, такую как по меньшей мере 1000, 1500, 2000 мкм или более, и/или иметь 100% преобразованного мартенсита до глубины, такой как 200 мкм или более) при одновременном недопущении перегрева чувствительных частей. Например, в случае коленчатого вала, такого как показан на фиг. 1, особое внимание следует уделить тому, что касается нагрева шеек в соответствии с отверстиями 1003 подвода масла, и факультативно также тому, что касается галтелей 1004. Например, если большое лазерное пятно просто проецируется на поверхность шейки при повороте шейки для нагрева всей поверхности, и если скорость поворота и мощность лазерного луча поддерживаются постоянными так, чтобы каждая часть поверхности получала одинаковое количество энергии, и если этой энергии достаточно для достижения подходящего нагрева основной части поверхности для обеспечения требуемого упрочнения, на краях отверстий подвода масла нагрев может стать чрезмерным, повреждающим, таким образом, указанные края. То же может происходить в галтелях, которые обычно подрезаны; таким образом, имеются края, которые при перегреве могут получить повреждение.
Описание изобретения
Первый аспект изобретения относится к способу лазерного упрочнения поверхности обрабатываемой детали, причем обрабатываемая деталь содержит по меньшей мере один участок поверхности, подлежащий упрочнению, причем способ включает:
проецирование лазерного луча из лазерного источника на указанный участок поверхности, чтобы получить лазерное пятно (то есть то, что может именоваться фактическим лазерным пятном) на указанном участке поверхности;
создание относительного перемещения между поверхностью обрабатываемой детали и лазерным источником (например, путем смещения обрабатываемой детали и/или лазерного источника; это перемещение может в некоторых вариантах осуществления изобретения включать, например, вращение обрабатываемой детали), тем самым обеспечивая последовательное проецирование лазерного пятна на разные части указанного участка поверхности;
во время указанного относительного перемещения повторяющееся сканирование лазерного луча по соответствующей части указанного участка поверхности в двух измерениях, следуя такой схеме сканирования, чтобы создать на указанном участке поверхности двумерное эквивалентное или эффективное лазерное пятно, причем указанное эффективное лазерное пятно имеет распределение энергии. Это распределение энергии будет зависеть от параметров, таких как мощность фактического лазерного пятна, схема сканирования и скорость, с какой лазерное пятно сканируют по разным частям или сегментам схемы сканирования.
Вследствие относительного перемещения указанное эффективное лазерное пятно проходит по указанному участку поверхности, например, в первом направлении, таком как, в случае упрочнения шейки коленчатого вала, в окружном направлении шейки коленчатого вала.
Этот вид устройства раскрыт тем же заявителем в международной заявке на патент PCT/EP2013/067949, содержание которой ссылкой включено в настоящее описание. Это устройство является преимущественным в том, что обеспечивает inter alia (среди прочего – лат.) динамическую адаптацию распределения энергии вдоль и поперек эффективного лазерного пятна, когда эффективное лазерное пятно проходит по участку поверхности, подлежащему упрочнению, путем адаптации, например, одного или нескольких параметров, указанных выше, таких как компоновка схемы сканирования (например, число, ориентация и/или длина сегментов схемы сканирования), и/или скорость, с которой лазерное пятно смещается по схеме сканирования, например, по разным частям или сегментам схемы сканирования. Например, разным сегментам могут назначаться разные скорости, при этом когда происходит относительное перемещение эффективного лазерного пятна по участку поверхности, подлежащему упрочнению, компоновка схемы сканирования и/или скорость, назначенные одному или нескольким сегментам, могут быть изменены. Тем самым, распределение энергии может быть адаптировано с учетом определенных более теплочувствительных подучастков. Типичным примером такого более теплочувствительного подучастка является участок, прилегающий к отверстию подвода масла шейки коленчатого вала.
В соответствии с этим аспектом изобретения схема сканирования содержит по меньшей мере три сегмента, и указанное сканирование лазерного луча осуществляют так, что указанный лазерный луч или фактическое лазерное пятно следует, по меньшей мере, по одному из указанных сегментов чаще, чем он следует, по меньшей мере, по другому из указанных сегментов. Это устройство является преимущественным в том, что оно повышает гибкость и улучшает способ, каким может использоваться схема сканирования для обеспечения подходящего и, если необходимо, симметричного или по существу симметричного распределения энергии. Например, один из указанных сегментов может использоваться как путь или мостик, по которому следует лазерное пятно при движении между двумя другими сегментами, при этом переход лазерного пятна между разными частями (такими как конец и начало) схемы сканирования может осуществляться с использованием сегментов (таких как промежуточные сегменты) схемы сканирования для перехода, тем самым переход может часто осуществляться без выключения лазерного луча и без искажения симметрии двухмерного распределения энергии, если эта симметрия требуется.
В некоторых вариантах осуществления изобретения схема сканирования содержит по меньшей мере три по существу параллельные прямые или кривые линии, распределенные друг за другом в первом направлении, причем указанные линии обычно проходят во втором направлении, причем указанные по меньшей мере три линии содержат первую линию, по меньшей мере одну промежуточную линию и последнюю линию, расположенные друг за другом в указанном первом направлении, причем указанное сканирование лазерного луча осуществляется таким образом, что указанный лазерный луч или фактическое лазерное пятно следует по указанной промежуточной линии чаще, чем указанный лазерный луч следует по указанной первой линии и/или указанной последней линии. То есть, например, лазерный луч может в среднем следовать по указанной промежуточной линии в два раза чаще, чем он следует по указанной первой линии и указанной последней линии, например, лазерный луч может проходить по промежуточной линии каждый раз, когда он проходит от первой линии к последней, и vice versa. То есть, промежуточная линия или линии могут служить чем-то вроде мостика, по которому следует фактическое лазерное пятно, когда перемещается между первой и последней линиями.
Установлено, что это устройство является практичным и легко реализуемым, и установлено также, что подходящие распределения энергии часто можно получить путем адаптации скорости сканирования и по существу без адаптации мощности лазерного луча. При сканировании можно изменять и мощность лазерного луча, чтобы адаптировать распределение энергии, но быстрое переключение мощности не всегда возможно или желательно, и использование лазерного луча на низком уровне мощности или выключенным на протяжении существенных частей цикла сканирования может означать субоптимальное использование возможностей лазера. Таким образом, для того чтобы в полной мере использовать доступную мощность, часто желательно работать с лазерным лучом полностью во включенном состоянии.
Часто желательно использовать три или более линий, расположенных таким образом, то есть, друг за другом в направлении, отличном от направления, в котором проходят линии, например, перпендикулярном ему, чтобы добиться значительной протяженности эффективного лазерного пятна не только в направлении вдоль линий, но и в другом направлении, чтобы сделать эффективное лазерное пятно подходящим для нагрева достаточно широкой части поверхности до достаточно высокой температуры и для поддержания температуры на требуемом уровне или уровнях в течение достаточного времени, одновременно с этим позволяя эффективному лазерному пятну двигаться с достаточной скоростью, обеспечивая тем самым высокую производительность. Таким образом, значительная протяженность эффективного лазерного пятна в двух измерения зачастую является преимущественной.
В некоторых вариантах осуществления изобретения схема сканирования содержит по меньшей мере три по существу параллельные линии или сегмента, распределенных друг за другом в первом направлении, например, в направлении, в котором эффективное лазерное пятно движется на протяжении процесса упрочнения, причем указанные линии проходят во втором направлении, например, в направлении, перпендикулярном первому направлению. В некоторых вариантах осуществления изобретения указанные по меньшей мере три линии содержат первую линию, по меньшей мере одну промежуточную линию и последнюю линию, расположенные друг за другом в указанном первом направлении, и сканирование лазерного луча осуществляется таким образом, что лазерное пятно сканируется вдоль указанных линий согласно последовательности, в соответствии с которой лазерное пятно после следования по указанной первой линии следует по указанной промежуточной линии, указанной последней линии, указанной промежуточной линии и указанной первой линии в таком порядке.
Вышеприведенное определение не означает, что сканирование обязательно должно начинаться с первой линии, а просто указывает последовательность, в соответствии с которой лазерное пятно прокладывает путь или следует по вышеупомянутым линиям схемы сканирования. Кроме того, оно не исключает, что в промежутках между (например, до или после) следованием по некоторым или всем линиям, указанным выше, эффективное лазерное пятно может следовать по другим линиям, таким как линии, соединенные с первой, последней и промежуточной линиями, и/или дополнительным промежуточным линиям.
То есть, в этих вариантах осуществления после движения по первой линии лазерное пятно всегда дважды следует по указанной промежуточной линии перед тем, как снова двигаться по первой линии. Хотя более простым подходом могло бы быть осуществление сканирования таким образом, что после указанной последней линии лазерное пятно возвращается непосредственно к указанной первой линии, установлено, что последовательность, с которой сканирование следует в соответствии с этими вариантами осуществления, подходит для достижения симметричного распределения энергии относительно оси симметрии, проходящей в указанном первом направлении.
В некоторых вариантах осуществления изобретения схема сканирования содержит несколько указанных промежуточных линий. Число линий может быть выбрано оператором, или разработчиком процесса, или разработчиком оборудования в зависимости от, например, размера фактического лазерного пятна и требуемой протяженности эффективного лазерного пятна, например, в первом направлении. Например, минимальным числом линий может быть три линии, но во многих практических реализациях может использоваться большее число линий, например, четыре, пять, шесть, десять или более линий, если считать первую, последнюю и промежуточные линии. В некоторых вариантах осуществления изобретения число линий изменено для изменения распределения энергии, когда эффективное лазерное пятно перемещается по участку поверхности, подлежащему упрочнению.
В некоторых вариантах осуществления изобретения по указанной по меньшей мере одной промежуточной линии лазерное пятно перемещается с более высокой скоростью, чем по указанным первой линии и последней линии. Это зачастую является предпочтительным для достижения подходящего распределения энергии в указанном первом направлении, по меньшей мере, на протяжении части или существенной части процесса упрочнения. Более высокая скорость лазерного пятна при перемещении по промежуточным линиям или, по меньшей мере, при перемещении по одной или нескольким из них, компенсирует тот факт, что лазерное пятно перемещается по указанным промежуточным линиям в два раза чаще, чем оно перемещается по указанным первой и последней линиям. Например, скорость лазерного пятна по промежуточным линиям в некоторых вариантах осуществления изобретения может быть примерно в два раза выше скорости лазерного пятна по первой и/или последней линиям. Для разных промежуточных линий скорость может быть разной. Скорость для каждой линии может быть выбрана в соответствии с требуемым распределением энергии в первом направлении. Сейчас скорость, с которой эффективное лазерное пятно перемещается по разным линиям или сегментам схемы сканирования, когда эффективное лазерное пятно проходит по участку поверхности, подлежащему упрочнению, может быть динамически изменена, например, для адаптации распределения энергии во избежание перегрева более теплочувствительных подучастков.
В некоторых вариантах осуществления изобретения схема сканирования дополнительно содержит линии, проходящие в указанном первом направлении, между концами первой, последней и промежуточных линий, тем самым указанное лазерное пятно следует по указанным линиям, проходящим в указанном первом направлении, при движении между указанной первой линией, указанными промежуточными линиями и указанной последней линией. В некоторых вариантах осуществления изобретения по указанным линиям, проходящим в первом направлении, лазерное пятно перемещается с более высокой скоростью, чем по указанной первой линии и указанной последней линии, по меньшей мере, на протяжении части процесса упрочнения.
В некоторых вариантах осуществления изобретения, лазерное пятно перемещается по указанной схеме сканирования без включения и выключения лазерного луча и/или при поддерживании мощности лазерного луча по существу постоянной. Это позволяет осуществлять сканирование с высокой скоростью без учета способности лазера переключаться между разными уровнями мощности, например, между включением и выключением, и позволяет использовать лазерное оборудование, которое не может обеспечивать очень быстрое переключение между уровнями мощности. Кроме того, это обеспечивает экономически эффективное использование имеющейся выходной мощности, то есть, возможностей лазерного оборудования в части мощности.
В некоторых вариантах осуществления изобретения обрабатываемая деталь представляет собой коленчатый вал.
Другой аспект изобретения относится к способу лазерного упрочнения поверхностей шеек коленчатого вала, причем указанный коленчатый вал содержит, по меньшей мере, первую шейку, имеющую первую ширину, и, по меньшей мере, вторую шейку, имеющую вторую ширину, причем указанная вторая ширина больше указанной первой ширины, причем каждая из указанных шеек содержит участок поверхности, подлежащий упрочнению, причем указанный участок поверхности проходит в первом направлении, соответствующем окружному направлению шейки, и во втором направлении, параллельном оси вращения коленчатого вала.
Способ включает:
A) на протяжении по меньшей мере одного этапа способа или этапа процесса упрочнения коленчатого вала с использованием указанного способа, одновременное проецирование лазерного луча из первого лазерного источника и лазерного луча из второго лазерного источника на указанный участок поверхности указанной второй шейки; и
B) на протяжении по меньшей мере другого этапа способа или процесса проецирование лазерного луча из указанного первого лазерного источника на указанный участок поверхности указанной первой шейки при одновременном проецировании лазерного луча из указанного второго лазерного источника на другую часть (такую как другая шейка, такую как другая первая шейка) коленчатого вала, который может быть тем же самым или другим коленчатым валом.
Использование двух лазерных источников/лучей в соответствии со вторым аспектом изобретения является преимущественным в том, что обеспечивает повышение эффективности в части использования доступной мощности лазера в процессе упрочнения. Если используется лишь один лазер, то необходимо использовать лазер, обладающий подходящей мощностью, позволяющей ему создавать эффективное лазерное пятно с распределением энергии, подходящим для упрочнения поверхности коленчатого вала, и с размером, проходящим по основной части, а также шеек, имеющих вторую ширину – то есть, самых широких шеек, подлежащих упрочнению – при этом, с другой стороны, также проходящим достаточно в окружном направлении, чтобы обеспечить достаточно высокую скорость перемещения эффективного лазерного пятна в указанном окружном направлении – из-за относительного перемещения, рассмотренного выше – одновременно обеспечивая нагрев соответствующих частей шейки в течение достаточно продолжительного времени без чрезмерных нежелательных колебаний энергии. Такие лазеры могут быть доступными, но проблема заключается в том, что лазер, обладающий такой способностью и мощностью, не может использоваться эффективно, если используется для упрочнения поверхностей шеек, имеющих первую ширину, то есть меньшую ширину. То есть, например, в случае шейки, такой как показана на фиг. 1, лазер, подходящий сам по себе для упрочнения поверхностей шатунных шеек (которые примерно вдвое шире коренных шеек) эффективным образом и со скоростью, обеспечивающий высокую производительность, будет использоваться субоптимальным образом, когда будет использоваться для упрочнения коренной шейки.
Таким образом, использование двух лазерных источников, которые могут быть адаптированы так, что их способность/мощность является достаточной так, что каждый из них может быть использован для подходящего и эффективного упрочнения шеек, имеющих первую ширину (меньшую), с требуемой скоростью в готовых шейках за единицу времени, и которые могут вместе использоваться для упрочнения шеек, имеющих вторую ширину (бόльшую), с требуемой скоростью, обеспечивает более эффективное использование доступной мощности лазера. Если двухмерное распределение энергии каждого эффективного лазерного пятно определено сканированием лазерного пятна по схеме сканирования, то же самое может быть применимым к сканирующему оборудованию: две меньших или более простых схем сканирования могут быть скомбинированы для образования требуемого распределения энергии таким путем, который потребовал бы большей или более сложной схемы сканирования, если бы был использован лишь один лазер и связанные средства сканирования.
В некоторых вариантах осуществления изобретения способ включает:
A) на протяжении по меньшей мере одного этапа способа проецирование лазерного луча из первого лазерного источника на указанный участок поверхности указанной второй шейки для получения эффективного лазерного пятна на указанном участке поверхности, причем указанное эффективное лазерное пятно проходит в указанном втором направлении по первой части участка поверхности, подлежащего упрочнению, и
проецирование другого лазерного луча из второго лазерного источника на указанный участок поверхности указанной второй шейки для получения эффективного лазерного пятна на указанном участке поверхности, причем указанное эффективное лазерное пятно проходит в указанном втором направлении по второй части участка поверхности, подлежащего упрочнению,
причем указанная первая часть и указанная вторая часть вместе проходят по основной части указанного участка поверхности, подлежащего упрочнению;
B) на протяжении по меньшей мере другого этапа способа проецирование лазерного луча из первого лазерного источника на указанный участок поверхности указанной первой шейки для получения эффективного лазерного пятна на указанном участке поверхности, причем указанное эффективное лазерное пятно проходит в указанном первом направлении по основной части участка поверхности, подлежащего упрочнению;
на протяжении обоих указанных этапов способа,
создание относительного перемещения поверхности коленчатого вала и лазерного источника в указанном окружном направлении для последовательного проецирования эффективных лазерных пятен на разные части указанных участков поверхности в окружном направлении;
причем указанные эффективные лазерные пятна имеют двухмерное распределение энергии.
Это двухмерное распределение энергии может быть фиксированным или может быть динамически адаптировано, например, для покрытия более или менее теплочувствительных подучастков. Например, эффективное лазерное пятно может устанавливаться сканированием фактического лазерного пятна по соответствующей части указанного участка поверхности в двух измерениях, следуя схеме сканирования для получения двухмерного эквивалентного или эффективного лазерного пятна на указанном участке поверхности, причем указанное эффективное лазерное пятно имеет двухмерное распределение энергии, зависящее от параметров, таких как скорость сканирования (скорость, с какой лазерное пятно движется по разным частям или сегментам схем сканирования), мощность лазерного пятна и изменение мощности по схеме сканирования, компоновка схемы сканирования, размер лазерного пятна и т. д. Один или несколько из этих параметров могут быть динамически адаптированы при движении эффективного лазерного пятна по окружности соответствующей шейки, чтобы адаптировать распределение энергии, когда, например, эффективное лазерное пятно приближается к теплочувствительному участку, например к участку, прилегающему к отверстию подвода масла. Эта и родственные идеи раскрыты тем же заявителем в международной заявке на патент PCT/EP2013/067949, содержание которой посредством ссылки включено в настоящее описание.
В некоторых вариантах осуществления изобретения первая часть размещена по существу прилегающей к указанной второй части без какого-либо существенного перекрытия между двумя частями. Например, перекрытие может быть менее 5, 10, 20 или 30%; в некоторых вариантах осуществления оно может равняться нулю или почти нулю.
В других вариантах осуществления изобретения первая часть и вторая часть значительно перекрываются друг другом. Например, перекрытие может быть более 70, 80 или 90%, например 100%.
То есть, первая часть и вторая часть могут представлять собой отдельные неперекрывающиеся части, но могут и перекрываться. В некоторых вариантах осуществления изобретения первая и вторая части значительно или полностью перекрываются в пространстве. Важно то, что общий эффект двух лазерных лучей создает общее двухмерное распределение энергии, имеющее достаточную протяженность в первом и втором направлениях, и с достаточной плотностью энергии, выраженной в приложенной мощности на единицу площади, чтобы обеспечить упрочнение шейки эффективно и качественно (например, без чрезмерных нежелательных колебаний энергии в пределах эффективного лазерного пятна) и с эффективным лазерным пятном, проходящим с достаточной скоростью в окружном направлении, для достижения высокой эффективности, выраженной в изделиях за час.
В некоторых вариантах осуществления изобретения на протяжении по меньшей мере одного этапа способа лазерный луч из первого лазерного источника проецируется на шейку одного коленчатого вала, и лазерный луч из второго лазерного источника проецируется на шейку другого коленчатого вала. Во многих случаях коленчатый вал будет иметь количество шеек, субоптимальное с точки зрения эффективности использования доступной мощности лазера. Например, если два лазерных источника будут использованы для совместного упрочнения более широких шеек и упрочнения отдельно менее широких шеек, если число менее широких шеек не будет четным, на протяжении одной последовательности или этапа упрочнения шеек один лазерный источник будет оставаться бездействующим. Например, в случае коленчатого вала, показанного на фиг. 1, есть четыре широких шатунных шейки, но может быть пять менее широких коренных шеек. Два лазерных источника могут быть использованы одновременно для упрочнения каждой из шатунных шеек и могут быть использованы отдельно для упрочнения разных коренных шеек, при этом две коренные шейки могут быть упрочнены одновременно. Однако после упрочнения четырех коренных шеек останется пятая, и для ее упрочнения достаточно одного из лазерных источников. Для повышения эффективности другой лазерный источник вместо того, чтобы оставаться бездействующим, может затем быть использован для упрочнения коренной шейки второго коленчатого вала. Это может послужить дополнительному повышению эффективности использования оборудования.
В некоторых вариантах осуществления изобретения на протяжении, по меньшей мере, одного этапа процесса, во время одной операции происходит упрочнение двух шеек, имеющих первую ширину, а во время другой операции происходит упрочнение одной шейки, имеющей вторую ширину, причем указанные две операции следуют друг за другом и без какого-либо относительного перемещения между лазерными источниками и коленчатым валом во втором направлении между указанными двумя операциями. Это может ускорить процесс, поскольку может уменьшить время между двумя операциями.
В некоторых вариантах осуществления изобретения, указанный участок поверхности содержит по меньшей мере один более теплочувствительный подучасток и по меньшей мере один менее теплочувствительный подучасток, причем указанное распределение энергии адаптируется таким образом, что в более теплочувствительном подучастке, например, на участке, прилегающем к отверстию подвода масла коленчатого вала, оно является иным, чем на менее теплочувствительном подучастке, чтобы предотвратить перегрев указанного более теплочувствительного подучастка.
Еще один аспект изобретения относится к способу упрочнения участков поверхности, таких как участки поверхности шеек, по меньшей мере двух коленчатых валов, причем способ включает:
на протяжении, по меньшей мере, одного этапа способа или процесса одновременное использование лазерного луча из первого лазерного источника и лазерного луча из второго лазерного источника для упрочнения первого из указанных коленчатых валов, например путем проецирования лазерных лучей на одну и ту же или на разные шейки коленчатого вала; и
на протяжении, по меньшей мере, другого этапа способа одновременное использование лазерного луча из первого лазерного источника для упрочнения указанного первого из указанных коленчатых валов и лазерного луча из второго лазерного источника для упрочнения второго из указанных коленчатых валов.
Установлено, что это является предпочтительным для повышения гибкости и эффективности, сокращения или избегания какого-либо времени бездействия лазерного оборудования. Таким образом, один или несколько лазерных источников могут совместно использоваться для нескольких коленчатых валов. Это особенно предпочтительно в случае изделия, такого как коленчатый вал, имеющего конфигурацию со сложной структурой, содержащей несколько шеек, часто имеющих разную ширину.
В некоторых вариантах осуществления изобретения способ включает на протяжении, по меньшей мере, одного этапа способа или процесса одновременное использование лазерного луча из первого лазерного источника и лазерного луча из второго лазерного источника для упрочнения первого из указанных коленчатых валов и вместе с тем использование лазерного луча из третьего лазерного источника для упрочнения указанного второго из указанных коленчатых валов.
Еще один аспект изобретения относится к устройству для упрочнения участка поверхности обрабатываемой детали, причем устройство содержит по меньшей мере один лазерный источник, предназначенный для проецирования эффективного лазерного пятна на участок поверхности, и средства для создания относительного перемещения указанного участка поверхности и эффективного лазерного пятна, для перемещения указанного эффективного лазерного пятна по указанному участку поверхности для последовательного и постепенного нагрева разных частей указанного участка поверхности до температуры, достаточной для упрочнения. Устройство предназначено – например, с использованием соответственно запрограммированной управляющей системы – работать таким образом, чтобы осуществлять один или несколько способов, описанных выше.
В некоторых вариантах осуществления изобретения устройство содержит по меньшей мере два лазерных источника и предназначено для упрочнения – на одном этапе процесса упрочнения поверхностей шеек коленчатого вала – одной шейки путем проецирования лазерных лучей из обоих указанных лазерных источников на указанную шейку, а на другом этапе указанного процесса двух шеек путем проецирования лазерного луча из первого из указанных лазерных источников на одну из указанных шеек и лазерного луча из другого из указанных лазерных источников на другую из указанных шеек.
В некоторых вариантах осуществления изобретения машина, устройство или система могут содержать два или более лазерных источников, предназначенных для использования по меньшей мере на двух коленчатых валах на протяжении по меньшей мере одной фазы процесса упрочнения. Например, машина может содержать по меньшей мере три лазерных источника, расположенных таким образом, что на протяжении по меньшей мере одного этапа процесса упрочнения лазерные лучи из двух из этих трех лазерных источников используются для упрочнения первого из коленчатых валов, а лазерный луч из одного из указанных лазерных источников используется для упрочнения второго из указанных коленчатых валов, а на протяжении по меньшей мере другого этапа процесса упрочнения лазерный луч из одного из этих трех лазерных источников используется для упрочнения первого из коленчатых валов, а лазерные лучи из двух из указанных лазерных источников используются для упрочнения второго из указанных коленчатых валов.
В некоторых вариантах осуществления изобретения на протяжении значительной части (например, по меньшей мере 50 %, 75 %, 90 %, 95 % или более) времени проецирования эффективного лазерного пятна на участок поверхности эффективное лазерное пятно имеет ширину (или линейную протяженность по кривизне поверхности шейки) в окружном направлении по меньшей мере 5 мм, предпочтительно, по меньшей мере 7 мм, предпочтительнее, по меньшей мере 10 мм, и, даже предпочтительнее, по меньшей мере 15 мм, 20 мм, 30 мм или более, например, по меньшей мере 50 мм. Использование достаточной протяженности в окружном направлении, то есть в направлении относительного перемещения, создаваемого между лазерным источником и поверхностью шейки, позволяет нагревать каждую часть участка поверхности, подлежащего упрочнению, в течение достаточного времени с завершением процесса упрочнения в достаточно короткое время. То есть, достаточная протяженность эффективного лазерного пятна в окружном направлении позволяет осуществлять относительное перемещение с относительно высокой скоростью и вместе с тем достигать достаточной глубины проникновения или упрочнения без использования чрезмерно высоких температур. По этой причине значительная ширина эффективного лазерного пятна в окружном направлении может быть предпочтительной. Естественно, должен быть достигнут баланс между мощностью в части используемой мощности лазера и участком поверхности, покрываемым эффективным лазерным пятном, поскольку доступная мощность должна быть достаточной для обеспечения достаточного нагрева участка. Установлено, что при работе с автомобильными коленчатыми валами, имеющими шейки с шириной порядка одного или нескольких сантиметров в первом направлении, и использовании лазеров, имеющих выходную мощность в пределах нескольких киловатт, например 3-4 кВт, эффективное пятно может, например, иметь ширину в направлении вдоль окружности порядка 1 см, а линейная относительная скорость лазера и поверхности шейки может быть порядка 60 см/мин. Для многих промышленных целей считается, что лазерный луч должен иметь мощность по меньшей мере 3 кВт, предпочтительно, выше, например 6 кВт.
В некоторых вариантах осуществления изобретения указанное эффективное лазерное пятно является эквивалентным или виртуальным лазерным пятном, полученным сканированием лазерного луча в первом направлении и во втором направлении, включая направления между этими двумя направлениями, то есть направления, наклонные к первому и второму направлениям, например по прямому или криволинейному пути или линиям, с повторяющимся следованием схемой сканирования, которой лазерное пятно перемещается со скоростью сканирования, при этом двумерное распределение энергии в течение цикла сканирования определяется указанной скоростью сканирования, указанной схемой сканирования, размером лазерного пятна, мощностью лазерного луча и распределением мощности в лазерном луче. Таким образом, для динамической адаптации двумерного распределения энергии могут использоваться один или несколько из этих параметров. Это позволяет легко адаптировать и изменять размер и форму эффективного лазерного пятна, а также двумерное распределение энергии в эффективном лазерном пятне, во время относительного смещения лазерного источника и поверхности обрабатываемой детали, то есть, например, при вращении коленчатого вала относительно его продольной оси, тем самым адаптируя двумерное распределение энергии таким образом, чтобы избежать перегрева более термочувствительных подучастков, таких как участки, прилегающие к отверстиям подвода масла. В некоторых вариантах осуществления изобретения адаптация распределения энергии осуществляется путем адаптации по меньшей мере одного параметра из указанных скорости сканирования, схемы сканирования, размера лазерного пятна, мощности лазерного луча и распределения мощности в лазерном луче таким образом, что при нагреве указанного менее термочувствительного подучастка указанное распределение энергии является другим, чем при нагреве указанного более термочувствительного подучастка, включая участок, прилегающий к отверстию подвода масла, во избежание перегрева указанного участка, прилегающего к отверстию подвода масла. В некоторых вариантах осуществления изобретения адаптация распределения энергии осуществляется путем адаптации мощности лазерного луча, например включением и выключением лазерного луча при сканировании лазерного пятна по схеме сканирования. Например, при использовании лазера, такого как волоконный лазер, лазерный луч может включаться и выключаться очень быстро, таким образом позволяя получать требуемое распределение энергии включением и выключением лазерного луча при следовании схемой сканирования. Таким образом, нагрев может быть достигнут включением лазерного луча на протяжении определенных линий или частей линий схемы сканирования.
В некоторых вариантах осуществления изобретения, адаптация распределения энергии может быть (дополнительно) осуществлена путем адаптации скорости сканирования во время сканирования лазерного пятна по схеме сканирования. При постоянной мощности лазерного луча более высокая скорость подразумевает, что приложено меньше энергии, и vice versa.
В некоторых вариантах осуществления изобретения сканирование осуществляется со скоростью сканирования, достаточно высокой, чтобы колебания температуры в точках в пределах указанного эффективного лазерного пятна имели амплитуду менее 200 °C, предпочтительно, менее 150 °C, предпочтительнее, менее 100 °C и, даже более предпочтительно, менее 50 °C, между локальным максимумом и следующим локальным минимумом температуры. В этом контексте термин «амплитуда колебаний» означает амплитуду повторяющихся изменений между локальными максимумами и минимумами температурной кривой, исключая начальный существенный нагрев до максимальной температуры на переднем крае эффективного лазерного пятна и последующее охлаждение до низкой температуры на заднем крае эффективного лазерного пятна. Для соответствующего упрочнения желательно, чтобы металл быстро достигал достаточно высокой температуры, и чтобы метал затем оставался при указанной достаточно высокой температуре в течение достаточного времени без значительных колебаний указанной температуры, поскольку эти колебания могут отрицательно отражаться на качестве упрочнения. Для предотвращения слишком большого снижения температуры нагретого пятна до его повторного нагрева лазерным лучом на протяжении следующего цикла сканирования подходящими могут быть скорости сканирования более 10, 25, 50, 75, 100, 150, 200 или 300 Гц (т. е., повторений схемы сканирования в секунду). Подходящее упрочнение требует определенных минимальных температур, и, если требуемая глубина упрочнения должна быть достигнута быстро, предпочтительны высокие температуры. Однако чрезмерные температуры могут отрицательно сказаться на качестве, например, из-за роста размера зерна. Таким образом, необходимо найти компромиссную температуру и отклонения от этой температуры должны быть как можно меньшими. Таким образом, высокая скорость сканирования, выраженная в циклах в секунду, может быть предпочтительной для уменьшения амплитуды флуктуаций или колебаний температуры.
В некоторых вариантах осуществления изобретения указанное распределение энергии имеет более высокую плотность энергии в передней части или на переднем крае указанного эффективного лазерного пятна, чем в задней части или на заднем крае указанного эффективного лазерного пятна, при этом участок, сканируемый эффективным лазерным пятном, вначале получает лазерное излучение с более высокой средней мощностью, а затем получает лазерное излучение с более низкой средней мощностью. Это повышает эффективность в том, что соответствующая температура для упрочнения достигается быстро, что сокращает время, в течение которого эффективное лазерное пятно необходимо проецировать на определенный участок для достижения требуемой глубины упрочнения. Таким образом, на полное упрочнение, например поверхности шейки, уходит меньше времени.
В некоторых вариантах осуществления изобретения способ включает этап использования другой схемы сканирования для лазерного луча в указанном эффективном лазерном пятне на указанном более термочувствительном подучастке, чем на указанном менее термочувствительном подучастке.
В некоторых вариантах осуществления изобретения способ включает этап адаптации указанного распределения энергии путем адаптации скорости сканирования таким образом, что по меньшей мере в части указанного эффективного лазерного пятна на указанном более термочувствительном подучастке она другая, чем на указанном менее термочувствительном подучастке.
В некоторых вариантах осуществления изобретения указанное эффективное лазерное пятно содержит переднюю часть с распределением и плотностью энергии, выбранными для нагрева части поверхности обрабатываемой детали до температуры упрочнения, промежуточную часть с распределением и плотностью энергии (например, с очень низкой плотностью энергии, например, с нулевой мощностью или мощностью, близкой к нулю), выбранными таким образом, чтобы обеспечить охлаждение нагретой части поверхности для закалки, и заднюю часть, имеющую распределение и плотность энергии, выбранные для нагрева закаленной части для ее отпуска. Обычно многие обрабатываемые детали, такие как коленчатые валы, требуют – в дополнение к их упрочнению – отпуска, чтобы уменьшить твердость, повысить пластичность и снизить хрупкость. Для отпуска обрабатываемую деталь необходимо нагреть до температуры, которая обычно ниже температуры, используемой для упрочнения. Если обрабатываемая деталь упрочнена с помощью лазерной обработки, отпуск может происходить в печи, но ее также можно отпускать, используя лазерную обработку, подобную используемой для упрочнения, но с другой плотностью и/или другим распределением энергии. Например, в случае коленчатого вала отпуск может осуществляться с использованием цикла отпуска после цикла упрочнения. Например, после упрочнения 360 градусов эффективное лазерное пятно могут снова перемещать вокруг шейки или вдоль нее, на этот раз для ее отпуска. Возможно, однако, предусмотреть упрочнение и отпуск в одном цикле или на одном технологическом этапе, используя эффективное лазерное пятно, содержащее: переднюю часть для нагрева поверхности обрабатываемой детали до требуемой температуры упрочнения и для поддерживания поверхности при указанной температуре в течение достаточного времени для получения требуемой глубины упрочнения, промежуточную часть с низкой плотностью энергии, например с плотностью энергии или мощности, равной по существу 0 Вт/см2, чтобы позволить нагретой части охладиться для ее закалки или самозакалки, и заднюю часть, имеющую распределение и плотность энергии такие, чтобы повторно нагреть закаленную часть в степени, необходимой для отпуска, если требуется. При таком подходе для того чтобы осуществить и закалку, и отпуск, может быть достаточным позволить эффективному лазерному пятну один раз пройти по обрабатываемой поверхности, например в случае поверхности шейки коленчатого вала, путем поворота коленчатого вала один раз относительно его оси вращения.
В разных аспектах изобретения, описанных выше, включающих сканирование лазерного луча или лазерного пятна вдоль и/или поперек части обрабатываемой детали, это сканирование могут осуществлять таким образом, что лазерное пятно повторно следует схеме сканирования, содержащей несколько сегментов, причем с каждым из указанных сегментов связано по меньшей мере одно значение параметра, влияющего на указанное двумерное распределение энергии, например, хранится в памяти управляющей системы, чтобы быть использованным для адаптации работы в зависимости от соответствующего сегмента каждый раз, когда лазерное пятно перемещают по указанному сегменту. Указанное по меньшей мере одно значение параметра при работе могут динамически адаптировать, чтобы указанное по меньшей мере одно значение параметра было иным по меньшей мере для одного из указанных сегментов, когда эффективным лазерным пятном нагревают указанный более термочувствительный подучасток, чем когда нагревают указанный менее термочувствительный подучасток. Например, для данного сегмента разные значения параметра (или комбинации значений параметров) могут храниться в разных ячейках памяти, и в зависимости от подучастка, который нагревают, значение параметра могут извлекать из той или иной ячейки памяти. Однако это лишь пример, и другие реализации находятся в пределах объема изобретения. Установлено, что сегментированная схема сканирования позволяет легко находить и реализовывать распределение энергии, адаптированное к конкретной конструкции коленчатого вала. Путем адаптации одного или нескольких параметров, влияющих на двумерное распределение энергии, распределение энергии легко изменять, чтобы, например, прикладывать меньше мощности/энергии к более термочувствительным частям обрабатываемой детали, таким как участок вокруг краев отверстия подвода масла коленчатого вала. Таким образом, оператор может путем назначения разных значений определенным параметрам для каждого сегмента определять разные распределения энергии, и путем переключения между разными распределениями энергии при упрочнении части обрабатываемой детали, такой как поверхность шейки коленчатого вала, можно добиться подходящего упрочнения, одновременно избежав локального перегрева термочувствительных частей. Использование сегментированной схемы сканирования и назначение значений параметров на посегментной основе облегчают нахождение соответствующих значений, например, с помощью небольшого числа проверок методом проб и ошибок. Например, чтобы учесть отверстие подвода масла, значения, назначаемые определенным сегментам, могут выбирать с таким расчетом, чтобы уменьшить энергию, прикладываемую рядом с указанными отверстиями подвода масла, когда эффективное лазерное пятно доходит до соответствующих подучастков обрабатываемой детали.
Значения параметров могут указывать по меньшей мере один из следующих параметров: скорость сканирования, размер лазерного пятна, мощность лазерного луча, распределение мощности в лазерном луче, длина соответствующего сегмента и ориентация соответствующего сегмента. Во многих вариантах осуществления изобретения предпочтительными параметрами могут быть мощность лазерного луча и/или скорость сканирования.
В некоторых вариантах осуществления изобретения, описанных выше, способ включает этап уменьшения плотности энергии в передней части эффективного лазерного пятна, когда эффективное лазерное пятно подходит к ранее упрочненному участку указанного участка поверхности, например к ранее упрочненной части шейки коленчатого вала, упрочненной перемещением эффективного лазерного пятна вокруг шейки в окружном направлении. Тем самым можно предотвратить ненужный нагрев уже нагретой и упрочненной части шейки. В некоторых вариантах осуществления изобретения просто уменьшают плотность мощности/энергии на переднем крае эффективного лазерного пятна, но эффективное лазерное пятно продолжает движение, например, вокруг шейки в окружном направлении, для повторного нагрева упрочненной части в некоторой степени с целью ее отпуска. В других вариантах осуществления изобретения способ включает этап, когда эффективное лазерное пятно подходит к ранее упрочненной части указанного участка поверхности, например к ранее упрочненной части шейки коленчатого вала, упрочненной перемещением эффективного лазерного пятна вокруг шейки в направлении вдоль окружности, прерывания перемещения указанного эффективного лазерного пятна в передней части указанного эффективного лазерного пятна, тогда как задняя часть указанного эффективного лазерного пятна продолжает движение в указанном окружном направлении вдоль окружности, тем самым постепенно уменьшая размер указанного эффективного лазерного пятна в указанном окружном направлении, пока указанное эффективное лазерное пятно не исчезнет. То есть, эффективное лазерное пятно по существу останавливается при достижении ранее упрочненной части, то есть, например, передний край останавливается, а задний край догоняет передний край, завершая цикл упрочнения.
В обоих случаях реализация способа может быть значительно облегчена, если эффективное лазерное пятно состоит из сегментов, таких как сегменты схемы сканирования. Уменьшения или гашения эффективного лазерного пятна начиная с его переднего края, можно добиться путем адаптации плотности энергии в указанных сегментах, например снижением мощности луча и/или повышения скорости сканирования и/или просто аннулированием или перестановкой сегментов. Таким образом, сегментированный подход в сочетании с использованием двумерного сканирования лазерного луча для создания эффективного лазерного пятна обеспечивает гибкость и позволяет специалисту правильно действовать, например, в случае лазерного упрочнения шеек коленчатых валов в направлении вдоль окружности, при подходе эффективного лазерного пятна к ранее упрочненной части дорожки.
Разные аспекты, описанные выше, если они совместимы между собой, могут быть скомбинированы.
Краткое описание чертежей
Для завершения описания и обеспечения лучшего понимания изобретения приложен комплект чертежей. Указанные чертежи представляют собой неотъемлемую часть описания и иллюстрируют разные пути осуществления изобретения, которые должны быть интерпретированы не как ограничивающие объем изобретения, а лишь как примеры того, как изобретение может быть осуществлено.
На чертежах:
фиг. 1 представляет собой схематический вид в перспективном изображении коленчатого вала, известного в данной области техники;
фиг. 2 представляет собой схематический вид в перспективном изображении системы в соответствии с одним возможным вариантом осуществления изобретения;
фиг. 3 представляет собой схематический вид спереди части лазерного источника 1 и части обрабатываемой детали в соответствии с одним возможным вариантом осуществления изобретения;
фиг. 4A-4C схематически иллюстрируют, как адаптировано распределение энергии эффективного лазерного пятна при упрочнении участка вокруг отверстия подвода масла коленчатого вала;
фиг. 5A и 5B представляют собой схематические виды сверху части обрабатываемой детали в два разных момента процесса упрочнения с эффективным лазерным пятном, созданным путем использования многоугольной схемы сканирования;
фиг. 6 схематически иллюстрирует эффективное лазерное пятно, созданное схемой сканирования, содержащей несколько параллельных линий;
фиг. 7A и 7B иллюстрируют одну возможную схему сканирования, содержащую несколько параллельных линий;
фиг. 8A и 8B иллюстрируют схему сканирования для создания эффективного лазерного пятна в соответствии с одним вариантом осуществления изобретения;
фиг. 9A и 9B иллюстрируют схему сканирования для создания эффективного лазерного пятна в соответствии с другим вариантом осуществления изобретения;
фиг. 10A-10C схематически иллюстрируют, как два лазерных источника могут быть использованы для упрочнения шеек коленчатого вала;
фиг. 11A и 11B схематически иллюстрируют, как лазерные лучи из двух лазерных источников могут создавать эффективное лазерное пятно на поверхности шейки коленчатого вала;
фиг. 12A и 12B схематически иллюстрируют, как в одном возможном варианте осуществления изобретения устройство или система может содержать два или более лазеров, которые могут быть совместно использованы на двух или более коленчатых валах.
Описание путей осуществления изобретения
Фиг. 2 иллюстрирует систему в соответствии с одним возможным вариантом осуществления изобретения. Система содержит каркасную конструкцию, в которой размещен лазерный источник 1, установленный на каретке 11 лазера, которая выполнена с возможностью перемещения в вертикальном направлении параллельно вертикальной оси Z системы первыми приводными средствами 12 каретки лазера, например, серводвигателем или любыми иными подходящими приводными средствами. С другой стороны, лазерный источник 1 может быть также приведен горизонтально параллельно горизонтальной оси Х системы по горизонтальной дорожке 14, приводимый вторыми приводными средствами 13 каретки лазера, такими как другой серводвигатель или любые иные подходящие приводные средства.
С другой стороны, система содержит две каретки 20 для обрабатываемых деталей, причем на каждой каретке для обрабатываемых деталей могут быть размещены параллельно две обрабатываемые детали 1000 (в этом варианте осуществления обрабатываемыми деталями являются коленчатые валы), и она содержит приводные средства (не показанные), предназначенные для вращения каждой обрабатываемой детали вокруг центральной оси (в этом варианте осуществления центральная ось соответствует продольной оси, проходящей через центры коренных шеек коленчатого вала), причем указанная ось параллельна оси Х системы. С другой стороны, каждая каретка 20 для обрабатываемых деталей связана с приводными средствами 21 каретки для обрабатываемых деталей (такими как серводвигатель или любые иные подходящие приводные средства), предназначенными для перемещения каретки для обрабатываемых деталей горизонтально, параллельно оси Y системы, перпендикулярной оси Х.
Ссылки на горизонтальное и вертикальное направления служат лишь для упрощения объяснения, и понятно, что возможна и находится в пределах объема изобретения любая другая ориентация.
В настоящем случае лазерный источник 1 вначале используется для упрочнения соответствующих частей поверхности одной из обрабатываемых деталей 1000 в первой из кареток 20 для обрабатываемых деталей, затем он используется для упрочнения соответствующих частей поверхности другой обрабатываемой детали 1000 в указанной первой из кареток 20 для обрабатываемых деталей, а затем перемещается по дорожке 14 в положение напротив второй из кареток 20 для обрабатываемых деталей для упрочнения поверхностей обрабатываемых деталей 1000, расположенных в ней. Когда лазерный источник 1 используется на обрабатываемых деталях во второй из кареток для обрабатываемых деталей, при этом обрабатываемые детали в первой из кареток для обрабатываемых деталей могут быть выгружены и заменены новыми обрабатываемыми деталями для обработки лазерным источником и vice versa.
Понятно, что есть много альтернативных возможностей. Например, может быть лишь одна обрабатываемая деталь на каретку для обрабатываемых деталей, или могут быть более двух обрабатываемых деталей на каретку для обрабатываемых деталей. Может быть один лазерный источник на каретку для обрабатываемых деталей (то есть, к дорожке 14 может быть добавлена вторая каретка лазерного источника со своим соответствующим лазерным источником). Кроме того, несколько расположений, подобных показанному на фиг. 2, или их варианты могут быть размещены параллельно. Кроме того, каждая каретка 11 лазера может быть оснащена более чем одним лазерным источником 1, при этом лазерной упрочняющей обработке могут быть одновременно подвергнуты несколько обрабатываемых деталей в каретке для обрабатываемых деталей. Соотношение между количеством лазерных источников, количеством кареток для обрабатываемых деталей и количеством обрабатываемых деталей может быть выбрано с таким расчетом, чтобы оптимизировать использование более дорогих частей системы и оптимизировать производительность, например, путем обеспечения загрузки и разгрузки обрабатываемых деталей без остановки работы системы. В некоторых вариантах осуществления изобретения несколько лазерных источников могут быть использованы для направления лазерных лучей одновременно на один и тот же коленчатый вал, например, для воздействия одновременно на разные шейки коленчатого вала или на одну и ту же шейку коленчатого вала.
В некоторых вариантах осуществления изобретения, если обрабатываемой деталью является коленчатый вал 1000 с коренными шейками 1001 и шатунными шейками 1002, при термической обработке коренных шеек 1001 коленчатого вала лазерный источник не перемещается в направлении оси Z, а каретка для обрабатываемых деталей не перемещается в направлении оси Y, поскольку поверхность коренной шейки является круглой и симметричной относительно оси вращения коленчатого вала. В некоторых вариантах осуществления изобретения при необходимости использовать лазерную термическую обработку по всей протяженности коренной шейки в направлении оси X возможно перемещение лазерного источника и/или обрабатываемых деталей по оси Х. Это зависит от мощности лазерного источника и способности средств сканирования (не показанных) перемещать лазерный луч в направлении оси X. Если лазерный луч может быть сканирован по пути коренной шейки 1001 по всей его протяженности в направлении оси Х, перемещение лазерного источника 1 в направлении оси Х может не понадобиться при термической обработке одной, например, из коренных шеек 1001 коленчатого вала, а может понадобиться лишь при переключении с обработки одной шейки на обработку другой; то же самое касается и термической обработки, например, шатунных шеек 1002 коленчатого вала.
Однако при термической обработке шатунной шейки 1002, центральная ось которой радиально смещена от центральной оси коренных шеек, при вращении соответствующей обрабатываемой детали – коленчатого вала 1000 — в каретке 20 для обрабатываемых деталей источник лазерного излучения 1 перемещается вертикально параллельно оси Z, и каретка 20 для обрабатываемых деталей перемещается горизонтально параллельно оси Y, чтобы поддерживать постоянное расстояние между лазерным источником (например, выходом средств сканирования лазерного источника или поверхностью линзы) и поверхностью, на которую проецируется лазерный луч. В других вариантах осуществления изобретения коленчатые валы могут перемещаться параллельно осям Z и Y. Дополнительно или альтернативно, лазерный источник может предназначаться для перемещения параллельно осям Z и Y.
Электронные средства управления, такие как компьютер, компьютерная система или программируемый контроллер (не показаны на фиг. 2), могут управлять работой первых приводных средств 12 и вторых приводных средств 13 каретки лазера, а также работой приводных средств 21 каретки для обрабатываемых деталей и приводных средств для вращения обрабатываемых деталей 1000 в каретках 20 для обрабатываемых деталей.
Лазерный источник 1 содержит систему сканирования, предназначенную для изменения направления лазерного луча. Эти системы сканирования хорошо известны в данной области техники и часто содержат одно или несколько сканирующих зеркал, углы которых могут быть изменены в соответствии с функциями сканирования, такими как синусоидальные функции, треугольные функции и т.д., под управлением компьютера. Одноосная система сканирования (например, система сканирования со сканирующим зеркалом, поворотным относительно одной оси, или подобная система) может быть использована для сканирования лазерного луча параллельно оси Х, то есть перпендикулярно направлению перемещения поверхности обрабатываемой детали 1000 относительно лазерного источника 1, из-за вращения обрабатываемой детали 1000. Таким образом, быстрое сканирование по соответствующей части поверхности может создать виртуальное пятно, имеющее протяженность в направлении X намного больше, чем протяженность пятна без сканирования: таким образом, первоначальное пятно превращено в более широкое виртуальное пятно (с большей протяженность в направлении Х), но с меньшей плотностью мощности, поскольку мощность луча распределена на большей площади.
При использовании двухосной системы сканирования (например, системы сканирования, имеющей двухосное зеркало или два одноосных зеркала) лазерный луч может перемещаться в двух направлениях, например, с одной стороны, параллельно оси Х и, с другой стороны, параллельно оси Y, и их сочетания. Таким образом, помимо сканирования поверхности перпендикулярно направлению перемещения поверхности относительно лазерного источника, то есть помимо сканирования поверхности «вдоль» поверхности шеек в направлении оси Х, лазерный луч может также сканировать поверхность в направлении своего перемещения, то есть параллельно оси Y; при этом поверхность шейки коленчатого вала может быть сканирована и в окружном направлении шейки. Кроме того, лазерный луч может описывать пути, сочетающие перемещение в направлении Х и направлении Y. При этом луч может следовать путями, имеющими сложные формы, такие как прямоугольники, овалы, трапеции и т.д. Лазерное пятно может сканироваться по поверхности для образования виртуального заполненного прямоугольника, имеющего существенную высоту в направлении Y (или W) (например, следуя меандровой схеме в пределах прямоугольной границы или следуя несколькими отдельными линиями в пределах указанной границы), или повторяющегося очерчивания краев прямоугольника или любой иной геометрической формы. Таким образом, с использованием возможности системы сканирования может создаваться виртуальное или эквивалентное эффективное лазерное пятно, имеющее требуемые протяженность и форму в направлении Х и направлении Y или W. В случае так называемого XYZ-сканера в дополнение к возможности перемещения в направлениях X и Y предусмотрена фокусирующая линза, которая некоторым видом приводных средств может перемещаться в направлении Z, тем самым обеспечивая динамическую адаптацию размера лазерного пятна. Тем самым как положение пятна, так и его размер могут быть управляемыми и адаптируемыми для оптимизации процесса упрочнения. Кроме того, в качестве альтернативы или в дополнение к перемещению фокусирующей линзы или подобного устройства, размер лазерного пятна может регулироваться и адаптироваться путем перемещения лазерного источника параллельно оси Z с помощью первых приводных средств каретки лазера. Кроме того, система может содержать средства для изменения распределения мощности в лазерном пятне, как известно, например, из документа DE-3905551-A1, упомянутого выше.
Фиг. 3 схематически иллюстрирует лазерный источник 1, содержащий схематически проиллюстрированную двухосную систему 3 сканирования, основанную на двухосном зеркале или двух одноосных зеркалах и предназначенную для отклонения падающего лазерного луча 2 в вертикальной плоскости, параллельной оси Х, и в вертикальной плоскости, параллельной оси Y; угол α представляет максимальный охват в вертикальной плоскости, параллельной оси Х, а угол β – максимальный охват в плоскости, параллельной оси Y. Фиг. 3 схематически иллюстрирует лазерный источник 1, помещенный над обрабатываемой деталью, точнее, над коренной шейкой 1001 коленчатого вала, имеющей отверстие 1003 подвода масла и вращающейся в каретке для обрабатываемых деталей (не показанной) в направлении, указанном стрелкой. Схематически проиллюстрирована на фиг. 3 часть или участок 1006, по которой или которому может проходить лазерное пятно при сканировании лазерного луча. Таким образом, с помощью этого вида лазерного источника небольшое лазерное пятно, проецируемое на верх обрабатываемой детали, может заменяться большим виртуальным или эквивалентным пятном, полученным повторяющимся сканированием с высокой скоростью схемы, имеющей любую нужную форму, в части 1006, определяемой максимальным охватом, обеспечиваемым системой сканирования, в соответствии с углами α и β. Таким образом, вместо нагрева лазерным лучом одного небольшого пятна может нагреваться большая площадь (но с меньшей мощностью на единицу площади) путем сканирования указанной площади лазерным лучом в течение определенного промежутка времени. Или иными словами: вместо получения большого пятна (например, большого прямоугольного пятна) с использованием, например, соответствующей неподвижной оптики, соответствующее распределение мощности может достигаться сканированием меньшего и более мощного пятна по большей площади. Такой подход имеет одно важное преимущество: он обеспечивает возможность динамического прикладывания разных количеств энергии к разным частям поверхности путем адаптации схемы сканирования, скорости перемещения при сканировании, мощности луча и/или размера пятна в зависимости от разных характеристик разных частей поверхности, например, в зависимости от чувствительности к теплу и опасности повреждения от перегрева. Например, схема сканирования, скорость сканирования, мощность луча и/или размер лазерного пятна могут выбираться (и динамически адаптироваться в процессе упрочнения) так, чтобы ограничить количество энергии нагрева, прикладываемой к поверхности вблизи отверстий подвода масла или вблизи подрезанных галтелей. Чтобы получить подходящие глубину и качество упрочнения, сканирование выполняется повторяющимся образом и, предпочтительно, с высокой частотой, например более 10 Гц или, предпочтительнее, более 50, 100, 150, 200 или 250 Гц, чтобы избежать значительных колебаний температуры на нагреваемом участке.
Фиг. 4A-4C показывают, как может адаптироваться распределение энергии эффективного лазерного пятна на участке возле отверстия подвода масла. Отверстие 1003 подвода масла расположено на поверхности шейки коленчатого вала, и указанная поверхность проходит в первом направлении W, а именно в окружном направлении, и во втором направлении, параллельном оси вращения коленчатого вала. На фиг. 4A используется по существу прямоугольное эквивалентное эффективное лазерное пятно 5, имеющее переднюю часть 5A с более высокой плотностью энергии и заднюю часть 5B с более низкой плотностью энергии. Однако, как показано на фиг. 4B, когда отверстие 1003 подвода масла приближается к эффективному лазерному пятну вследствие относительного перемещения поверхности коленчатого вала и лазерного источника вследствие, например, вращения коленчатого вала вокруг своей продольной оси, во избежание перегрева участка, прилегающего к отверстию 1003 подвода масла, распределение энергии значительно адаптируется путем уменьшения плотности мощности или энергии к центру передней части 5A. В данном случае эффективное лазерное пятно является по существу U-образным. Затем, после того как отверстие 1003 подвода масла прошло переднюю часть 5A, первоначальное распределение энергии в передней части восстанавливается, в то время как распределение энергии в задней части 5B адаптируется с учетом отверстия 1003 подвода масла путем уменьшения плотности мощности или энергии к центру задней части. В данном случае эффективное лазерное пятно 5 по существу принимает форму перевернутой U, как показано на фиг. 4C. То есть, когда отверстие подвода масла проходит через эффективное лазерное пятно, распределение энергии адаптируется таким образом, чтобы прикладывать меньше энергии к более теплочувствительному участку, прилегающему к отверстию подвода масла, чем прикладывается к поверхности, подлежащей упрочнению, дальше от указанного отверстия подвода масла. Участок вокруг отверстия подвода масла может упрочняться без причинения вреда более теплочувствительному подучастку, прилегающему к отверстию подвода масла; боковые части U-образного эффективного лазерного пятна служат для упрочнения участков по бокам отверстия подвода масла. Изменение распределение энергии, проиллюстрированное на фиг. 4A-4C можно, например, получить путем адаптации схемы сканирования, и/или путем адаптации пути распределения мощности луча по схеме сканирования (например, путем адаптации пути включения и выключения лазерного луча во время разных сегментов схемы сканирования), и/или путем адаптации скорости сканирования в соответствии с разными сегментами схемы сканирования и т.д.
Простая схема сканирования могла бы представлять собой простую схему или многоугольник, такой как схематически проиллюстрирован на фиг. 5A и 5B, которые представляют собой виды сверху части коленчатого вала, а именно коренной шейки 1001 коленчатого вала, на двух разных этапах процесса упрочнения. На фиг. 5A и 5B схема сканирования проходит почти на всю ширину шейки, по существу от одной из галтелей 1004 до другой. Схема сканирования разработана с таким расчетом, чтобы на более теплочувствительном подучастке вокруг отверстия 1003 подвода масла (см. фиг. 5B) прикладывалась более низкая плотность мощности, чем на менее теплочувствительном подучастке или в менее теплочувствительной области дальше от отверстия подвода масла (см. фиг. 5A); в этом случае это достигается большей высотой трапецеидальной схемы сканирования при сканировании участка вокруг отверстия 1003 подвода масла. Участок, прилегающий к галтелям 1004, также считается теплочувствительным участком, например, из-за использования подрезанных галтелей. Таким образом, схема сканирования предназначена для обеспечения более низкой плотности мощности и на этом участке; это достигается использованием трапецеидальной схемы сканирования, при которой при по существу постоянной скорости сканирования вблизи галтелей будет приниматься меньше энергии, чем если бы использовалась прямоугольная схема сканирования. Вместо использования трапецеидальной схемы могут использоваться лишь две параллельные линии, такие как верхняя и нижняя линии трапеции, показанной на фиг. 5A и 5B.
Теперь, независимо от того, используются ли лишь две параллельные линии, или соединены ли эти две линии для образования многоугольника, такого, как проиллюстрирован на фиг. 5A и 5B, проблема, связанная с этим подходом, заключается в том, что размер фактического лазерного пятна ограничивает высоту многоугольника, то есть в случае, таком как показанный на фиг. 5A и 5B, высоту многоугольника в окружном направлении или расстояние между двумя параллельными линиями в окружном направлении. Важно, чтобы температура, до которой материал нагревается в эффективном лазерном пятне, во избежание колебаний, которые могли бы пагубно отразиться на качестве процесса упрочнения, была по существу постоянной на протяжении значительной части нагрева. Таким образом, высота многоугольника в значительной мере ограничивается диаметром фактического лазерного пятна. Однако часто необходимо, чтобы эффективное лазерное пятно имело значительную протяженность в направлении перемещения, то есть в случае, проиллюстрированном на фиг. 5A и 5B, в окружном направлении: это необходимо потому, что для обеспечения достаточной глубины упрочнения каждая точка поверхности, подлежащей упрочнению, должна достаточно продолжительное время оставаться нагреваемой эффективным лазерным пятном. С другой стороны, для достижения высокой производительности, выраженной в единицах в час, эффективное лазерное пятно должно перемещаться как можно быстрее. Таким образом, необходима значительная протяженность эффективного лазерного пятна в направлении перемещения.
Для данного размера фактического лазерного пятна значительная протяженность эффективного лазерного пятна в направлении перемещения может быть достигнута с помощью схемы сканирования, содержащей более двух линий, расположенных друг за другом в направлении перемещения, так, как схематически проиллюстрировано на фиг. 6, в которой эффективное лазерное пятно 5 создается несколькими параллельными линиями, проходящими во втором направлении, перпендикулярном первому направлению W, то есть направлению относительного перемещения эффективного лазерного пятна и упрочняемого участка поверхности.
Такая схема сканирования может быть создана повторяющимся сканированием фактического лазерного пятна во втором направлении, перпендикулярном первому направлению, в котором перемещается эффективное лазерное пятно, со смещением лазерного луча на небольшое расстояние в первом направлении на каждом этапе сканирования, чтобы описывать несколько параллельных линий. После того как фактическое лазерное пятно завершит схемы сканирования, оно вернется в свое исходное положение и снова выполнит сканирование по схеме сканирования. Частота, с какой это происходит, является, предпочтительно, высокой во избежание нежелательных колебаний температуры в эффективном лазерном пятне 5.
При смещении на новую линию, которой он должен теперь следовать, и/или между завершением последней линии схемы сканирования и возвратом к первой линии схемы сканирования, лазерный луч может выключаться. Однако включение и выключение лазерных лучей требуют времени и могут снизить частоту сканирования. Кроме того, время, в течение которого лазерный луч выключается, – это время, которое теряется с точки зрения эффективного использования лазера для нагрева.
Фиг. 7A и 7B иллюстрируют одну возможную схему сканирования, содержащую три основные линии a-c (проиллюстрированные непрерывными линиями) схемы сканирования; пунктирные линии иллюстрируют путь, которым следует лазерное пятно между указанными линиями. На фиг. 7B стрелки схематически иллюстрируют путь, которым фактическое лазерное пятно проходит по поверхности, подлежащей упрочнению, следуя схеме сканирования.
Проблема, связанная с этой схемой сканирования, заключается в том, что распределение тепла не будет симметричным. То же самое применимо и в случае, если в конце схемы после завершения последней линии c (то есть, от острия стрелки линии c на фиг. 7B) лазерный луч возвращается вертикально к линии a.
Более симметричное распределение энергии относительно оси W можно получить при использовании одной из схем сканирования на фиг. 8A и 8B, также содержащим три параллельные линии a—c, соединенные линиями d, которыми следует фактическое лазерное пятно при движении между этими линиями. Как проиллюстрировано на фиг. 7B, лазерный луч от начала первой линии a движется следующим образом: a – d1 – b – d2 – c – d3 – b – d4.
То есть, фактическое лазерное пятно в два раза чаще проходит по промежуточной линии, чем по первой и последней линиям: оно проходит по промежуточной линии b дважды каждый раз, когда проходит по первой линии a и последней линии c. Тем самым может быть получена полностью симметричная схема сканирования относительно оси W, то есть относительно окружного направления.
Распределение энергии по оси W может устанавливаться регулированием, например, расстояния между линиями a—c и скорости, с какой лазерный луч движется по этим линиям. Регулированием скорости и/или схемы сканирования распределение энергии может динамически адаптироваться без включения и выключения лазерного луча и без значительного изменения мощности лазерного луча. Например, если энергия должна распределяться по существу одинаково по всему эффективному лазерному пятну, лазерный луч может двигаться по промежуточной линии b с более высокой скоростью, чем по первой линии a и последней линии c. Например, скорость фактического лазерного пятна по линии b может быть в два раза выше скорости фактического лазерного пятна по линиям a и c. В некоторых вариантах осуществления изобретения скорость эффективного лазерного пятна по линиям d1—d4 может быть значительно выше, чем скорость эффективного лазерного пятна по линиям a и c.
Таким образом, подгонка распределения энергии может достигаться адаптацией распределения линий, таких как первая, последняя и промежуточная линии a-c, и адаптацией скорости лазерного пятна по разным сегментам a-d (включая d1-d4) схемы сканирования. При движении эффективного лазерного пятна по участку поверхности, подлежащему упрочнению, такому как участок вокруг шейки коленчатого вала, распределение сегментов и скорости на сегментах может динамически изменяться для адаптации распределения энергии во избежание перегрева более теплочувствительных подучастков, таких как подучастки, прилегающие к отверстиям подвода масла, подрезанным галтелям, или ранее упрочненный участок, к которому эффективное лазерное пятно приближается в конце своего движения по окружности участка поверхности, подлежащего упрочнению, такого как поверхность шейки коленчатого вала. Кроме того, схема сканирования может адаптироваться путем добавления или удаления сегментов во время движения эффективного лазерного пятна по участку поверхности, подлежащего упрочнению.
Тот же самый принцип может применяться к другим схемам сканирования, таким как схема сканирования на фиг. 9A и 9B, включающая дополнительную промежуточную линию b. В этом случае путь, которым следует фактическое лазерное пятно, выглядит следующим образом: a – d1 – b – d2 – b – d3 – c – d4 – b – d5 – b – d6.
Фиг. 10A-10C схематически иллюстрируют, как два лазера или лазерных источника 1 и 1A могут использоваться для упрочнения поверхностей или шеек коленчатого вала, что может быть преимущественным, например, если коленчатый вал имеет шейки, имеющие разную ширину. Коленчатый вал 1000 на фиг. 10A-10C содержит коренные шейки 1001, имеющие первую ширину, и шатунные шейки 1002, имеющие вторую ширину, которая, например, в два раза больше первой ширины. На фиг. 10A лазерные лучи 2 и 2A из лазерных источников 1 и 1A соответственно оба проецируются на шатунную шейку, при этом объединенные мощность и сканирующая способность этих лазерных источников могут использоваться для создания на участке поверхности, подлежащем упрочнению, объединенного эффективного лазерного пятна, подходящего для эффективного и быстрого упрочнения шатунной шейки. На другом этапе процесса упрочнения одновременно упрочняются две коренные шейки, причем каждая из них единственным лазерным источником, как проиллюстрировано на фиг. 10B и 10C. Фиг. 11A и 11B показывают, как части P и РА, нагреваемые первым лазерным лучом 2 и вторым лазерным лучом 2A соответственно, могут в большей или меньшей степени перекрываться. Для оптимизации однородности упрочнения и во избежание любой опасности пограничного эффекта в месте, где эти две части сходятся, предпочтительными могут быть значительно перекрывающиеся части. Однако, как показано на фиг. 10A, иногда может представлять интерес позволение каждому из лазерных лучей упрочнять лишь одну часть участка, подлежащего упрочнению, в том, что касается протяженности указанного участка во втором направлении, то есть вдоль оси коленчатого вала. Иногда может быть полезным иметь возможность последовательно упрочнять несколько шеек коленчатого вала без смещения лазерного источника или коленчатого вала в указанном втором направлении, вместе с тем устраняя проблему, заключающую в том, что противовесы и другие радиально выступающие части коленчатого вала могут создавать помехи лазерному лучу. Это легко понять, если взглянуть на фиг. 10A-10C: на фиг. 10A первый лазерный луч 2 проецируется на часть P, а второй лазерный луч 2A – на часть PA шатунной шейки 1002, расположенные бок о бок и по существу не перекрывающие друг друга, как показано на фиг. 11A. На фиг. 10B и 10C лазерные лучи переориентированы для падения на две коренные шейки 1001 без смещения лазерных источников или коленчатого вала параллельно оси вращения коленчатого вала.
В некоторых вариантах осуществления изобретения два или более лазерных источников могут совместно использоваться для двух или более коленчатых валов, тем самым повышая гибкость и эффективность использования лазерных источников и доступной мощности лазера. Например, фиг. 12A и 12B иллюстрируют одно возможное расположение, в котором машина или система расположена для одновременного упрочнения двух или более коленчатых валов. В проиллюстрированном расположении машина содержит три лазерных источника 1, 1A и 1B, связанных с соответствующими сканирующими средствами 3. На протяжении по меньшей мере одного этапа (фиг. 12A) процесса упрочнения лазерные лучи 2, 2A из двух источников (1, 1A) из этих трех лазерных источников используются для упрочнения первого из коленчатых валов (фиг. 12A иллюстрирует, как эти лазерные источники 1, 1A используются для совместного упрочнения шатунной шейки 1002 коленчатого вала), а лазерный луч 2B из одного источника (1В) из указанных лазерных источников используется для упрочнения другого из указанных коленчатых валов (фиг. 12A иллюстрирует, как лазерный луч 2B используется для упрочнения коренной шейки 1001), в то время как на протяжении, по меньшей мере, другого этапа процесса упрочнения (фиг. 12B) лазерный луч 2 из одного источника (1) из этих трех лазерных источников используется для упрочнения первого из коленчатых валов (а именно – на фиг. 12B – его коренной шейки 1001), а лазерные лучи 2A, 2B из двух источников (1A, 1B) из указанных лазерных источников используются для упрочнения другого из указанных коленчатых валов (на этапе, проиллюстрированном на фиг. 12B, его шатунной шейки). То есть, использование одного или нескольких лазерных источников для нескольких коленчатых валов может использоваться для оптимизации использования оборудования и сокращения времени бездействия дорогого лазерного оборудования, что повысит эффективность и производительность.
Перечень позиций, использованных в настоящем описании:
1, 1A, 1B - лазерный источник
2, 2A, 2B - лазерный луч
3 - сканирующая система
5 - эффективное лазерное пятно
5A - передняя часть эффективного лазерного пятна
5B - задняя часть эффективного лазерного пятна
11 - каретка лазера
12 - первые приводные средства каретки лазера для вертикального перемещения лазерного источника
13 - вторые приводные средства каретки лазера для горизонтального перемещения лазерного источника
14 - горизонтальная дорожка для перемещения лазерного источника
20 - каретка для обрабатываемых деталей
21 - приводные средства каретки для обрабатываемых деталей
1000 - коленчатый вал
1001 - коренная шейка
1002 - шатунная шейка
1003 - отверстия подвода масла
1004 - галтели
1005 - поверхность, перпендикулярная шейкам
1006 - участок или часть, который или которая может сканироваться лазерным лучом
a, b, c, d1, d2, d3, d4, d5, d6 - сегменты схемы сканирования
X, Y, Z - направления в пространстве
W - окружное направление
P, PA - части шейки коленчатого вала
В настоящем документе термин «эффективное лазерное пятно» означает участок, на который лазерный луч эффективно проецируется для облучения и нагрева участка. Эффективное лазерное пятно может представлять собой лазерное пятно, полученное преобразованием первоначального лазерного луча с использованием оптики для формования лазерного пятна и распределения мощности по эффективному лазерному пятну требуемым образом, или виртуальное или эквивалентное лазерное пятно, полученное быстрым и повторяющимся сканированием лазерного луча, следуя схеме сканирования, для повторяющегося проецирования лазерного луча на один и тот же или по существу на один и тот же участок, и при этом нагревающий эффект лазерного луча является по существу таким же, каким бы он был, если бы использовался неподвижный лазерный луч, имеющий распределение мощности, соответствующее распределению мощности по виртуальному или эквивалентному лазерному пятну за один цикл сканирования. В данном контексте термин «быстрое» означает, что скорость сканирования намного выше скорости относительного перемещения лазерного источника и поверхности коленчатого вала, например, в направлении вдоль окружности, так что части участка поверхности, подлежащего упрочнению, повторно нагреваются лазерным пятном. Например, обычно скорость сканирования может выбираться таким образом, что она достигает, например, по меньшей мере 10, 50 или 100 циклов сканирования в секунду. Предпочтительно, если эффективное лазерное пятно представляет собой виртуальное или эквивалентное лазерное пятно, полученное повторяющимся сканированием действительного или реального лазерного пятна по участку поверхности, подлежащего упрочнению, это сканирование предпочтительно происходит в двух измерениях, и размер виртуального лазерного пятна в любом из указанных измерений предпочтительно по меньшей мере в 2, 3, 4, 5, 10, 20 или более раз больше размера действительного или реального лазерного пятна в указанном измерении, например, в направлении, параллельном оси вращения коленчатого вала и в окружном направлении шейки коленчатого вала. Например, может быть предпочтительным, что на протяжении по меньшей мере 50% времени проецирования эффективного лазерного пятна на участок поверхности эффективное лазерное пятно имеет ширину в окружном направлении по меньшей мере 5 мм, предпочтительно, по меньшей мере 7 мм, предпочтительнее, по меньшей мере 10 мм, и, даже предпочтительнее, по меньшей мере 15 мм, 20 мм, 30 мм или более, например, по меньшей мере 50 мм. Такая значительная протяженность может обеспечить высокую производительность в сочетании с достаточной глубиной упрочнения.
Термин «сканирование» предпочтительно предназначен для обозначения перемещения лазерного луча, а термин «схема сканирования» предпочтительно предназначен для обозначения схемы, которой луч будет следовать на неподвижной поверхности, то есть без учета относительного перемещения между лазерным источником и поверхностью обрабатываемой детали.
Обычно рост обработанного участка или сегмента достигается относительным перемещением между эффективным лазерным пятном и поверхностью, подлежащей упрочнению, путем перемещения эффективного лазерного пятна и указанной поверхности относительно друг друга, например, в случае коленчатого вала, путем вращения коленчатого вала. Чтобы добиться достаточной глубины упрочнения, например, глубины цементации 1000 мкм или более, предпочтительно, чтобы по существу каждая часть участка поверхности, подлежащего упрочнению, оставалась в площади эффективного лазерного пятна в течение достаточного количества времени, такого как, обычно, например, в случае шеек коленчатого вала, 0,5-5 секунд, например 1-3 секунды, чтобы не только температура поверхности была достаточно высокой, но и обрабатываемая деталь достаточно нагрелась на требуемую глубину. Повышение плотности мощности лазерного луча не заменит достаточное время нагрева, поскольку участок поверхности не должен перегреваться, поскольку это могло бы вызвать повреждение обрабатываемой детали. Таким образом, температура поверхности должна быть в подходящих пределах достаточное время. Следовательно, требуется значительный размер эффективного лазерного пятна в одном измерении для обеспечения достаточной ширины дорожки упрочнения (например, чтобы покрыть по существу всю ширину шейки коленчатого вала) и в другом измерении для обеспечения высокой относительной скорости эффективного лазерного пятна и поверхности, подлежащей обработке (таким образом, для обеспечения высокой производительности), одновременно позволяющий частям, подлежащим упрочнению, оставаться в пределах эффективного лазерного пятна достаточное время для достижения требуемой глубины упрочнения.
В настоящем документе термин «коленчатый вал» предпочтительно означает деталь двигателя, преобразующую возвратно-поступательное линейное движение поршня во вращение, например, вид коленчатого вала, используемый в двигателях внутреннего сгорания, таких, какие используются во многих типах автотранспортных средств, таких как грузовые автомобили, легковые автомобили и мотоциклы.
В настоящем документе термин «глубина упрочнения» предпочтительно означает эффективную глубину упрочнения, предпочтительно означающую расстояние, измеренное перпендикулярно от поверхности упрочненного слоя до самой дальней точки, где поддерживается заданный уровень твердости. Указанный уровень может быть в пределах, например, 40-55 ед. по шкале С твердости по Роквеллу, предпочтительно, 45 ед. по шкале С твердости по Роквеллу. В области коленчатых валов требуемые уровни твердости обычно задаются с учетом содержания углерода в стали, но обычный уровень составляет 45 ед. по шкале С твердости по Роквеллу. В контексте настоящего документа и в части упрочнения шеек коленчатого вала предпочтительной является глубина упрочнения по меньшей мере 1000, 2000 или 3000 мкм.
Другим интересным аспектом может быть уровень или глубина, до которой может наблюдаться 100-процентно превращенный мартенсит. В контексте настоящего документа и в части упрочнения шеек коленчатого вала эта глубина предпочтительно может быть по меньшей мере 200, 300, 500, 800, 1000 мкм или более.
При использовании сегментированной схемы сканирования предпочтительной может быть скорость сканирования по меньшей мере 300 сегментов в секунду, причем предпочтительнее могут быть скорости, например, по меньшей мере 600, 1000, 5000 и 10000 сегментов в секунду, предпочтительно, в сочетании с частотами повторения схемы сканирования по меньшей мере 10 Гц, предпочтительнее, по меньшей мере 50 Гц, даже предпочтительнее по меньшей мере 100 Гц или 200 Гц.
Хотя настоящее изобретение описано с несколькими ссылками на поверхностное упрочнение коленчатых валов, объем изобретения никоим образом не ограничивается поверхностной обработкой коленчатых валов.
В этом тексте термины «включать» и «содержать» и их производные (такие как «включающий», «содержащий» и т.д.) не должны пониматься в исключающем смысле, то есть эти термины не должны интерпретироваться как исключающие возможность того, что то, что описывается и определяется, может включать или содержать дополнительные элементы, этапы и т.д.
С другой стороны, изобретение, несомненно, не ограничивается конкретным вариантом (вариантами) осуществления, описанным (описанными) в настоящем документе, а охватывает и любые изменения, которые могут быть внесены любым специалистом в данной области техники (например, в части выбора материалов, размеров, компонентов, конфигурации и т.д.), в пределах объема изобретения, определенного формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ЛАЗЕРНОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2013 |
|
RU2661131C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОБЪЕКТА С ИСПОЛЬЗОВАНИЕМ ПУЧКА ЭНЕРГИИ | 2016 |
|
RU2707166C2 |
| СПОСОБ И СИСТЕМА ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА С ИСПОЛЬЗОВАНИЕМ СВЕТОВОГО ЛУЧА | 2015 |
|
RU2697470C2 |
| СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЭНЕРГЕТИЧЕСКОГО ЛУЧА | 2017 |
|
RU2758425C2 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2006 |
|
RU2345148C2 |
| Способ и устройство для нагартовки коленчатого вала | 2018 |
|
RU2743084C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ И СТАБИЛИЗАЦИИ МАЛОЖЕСТКИХ ИЗДЕЛИЙ | 2014 |
|
RU2581691C1 |
| Коленчатый вал | 1990 |
|
SU1751486A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2107600C1 |
| Способ и устройство последующей обработки коленчатого вала | 2018 |
|
RU2738270C1 |
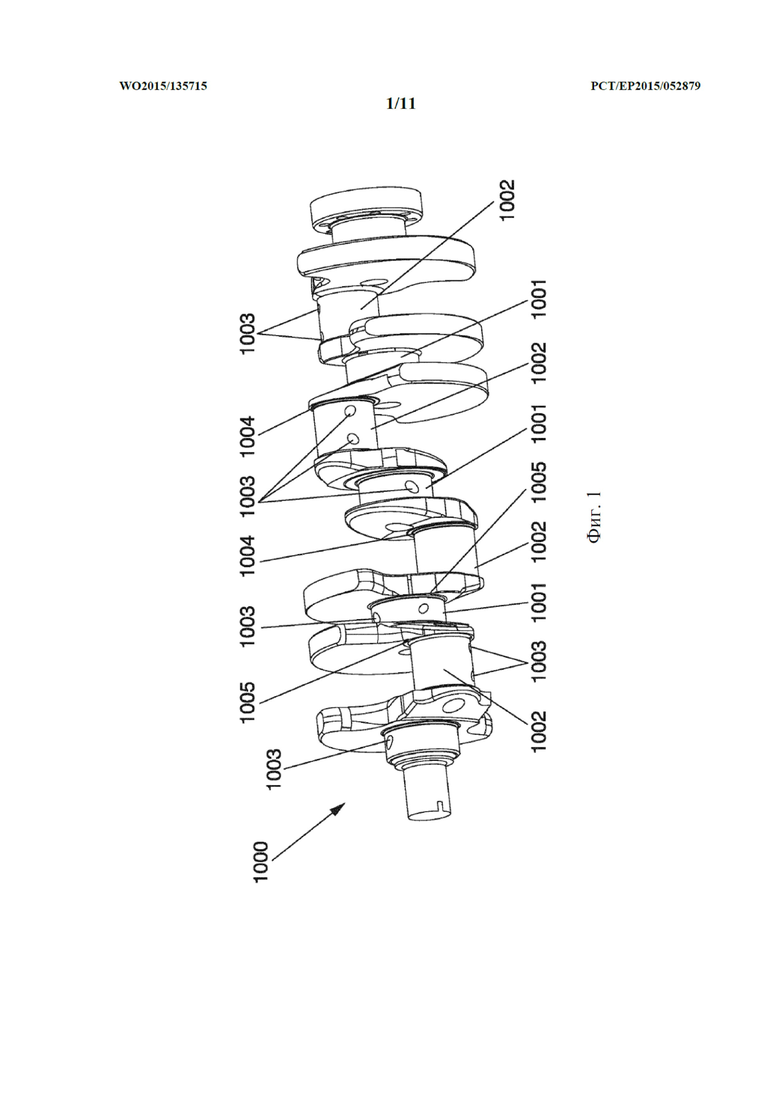
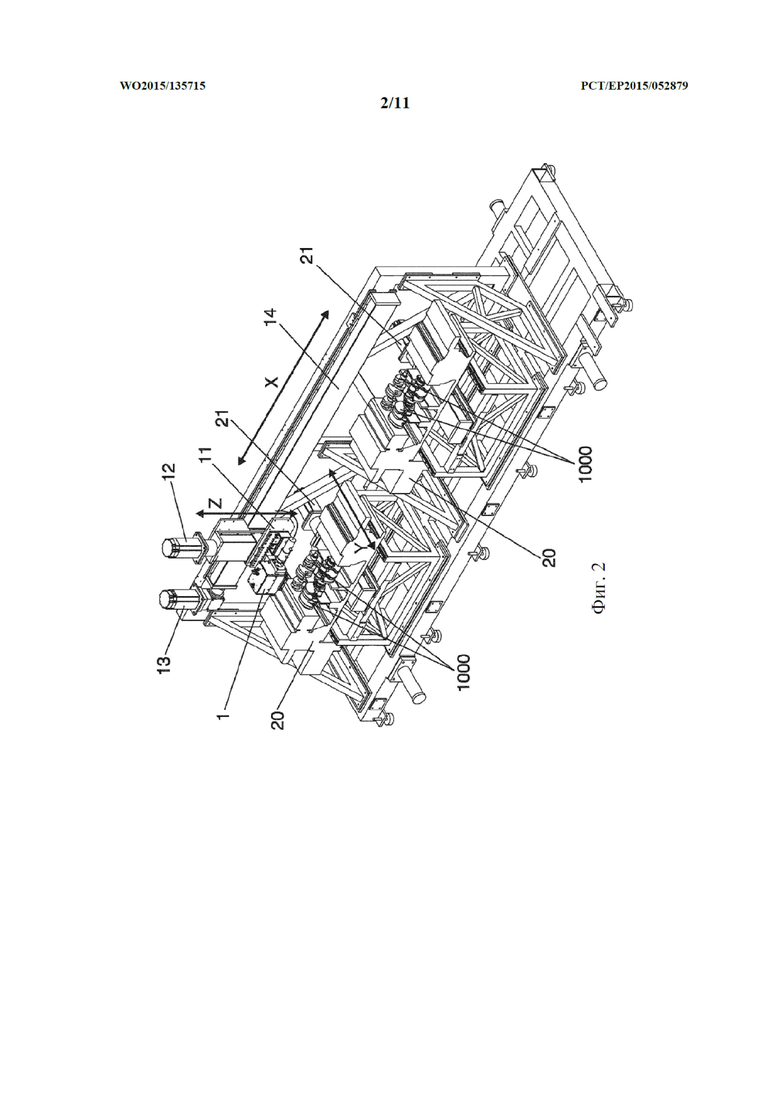
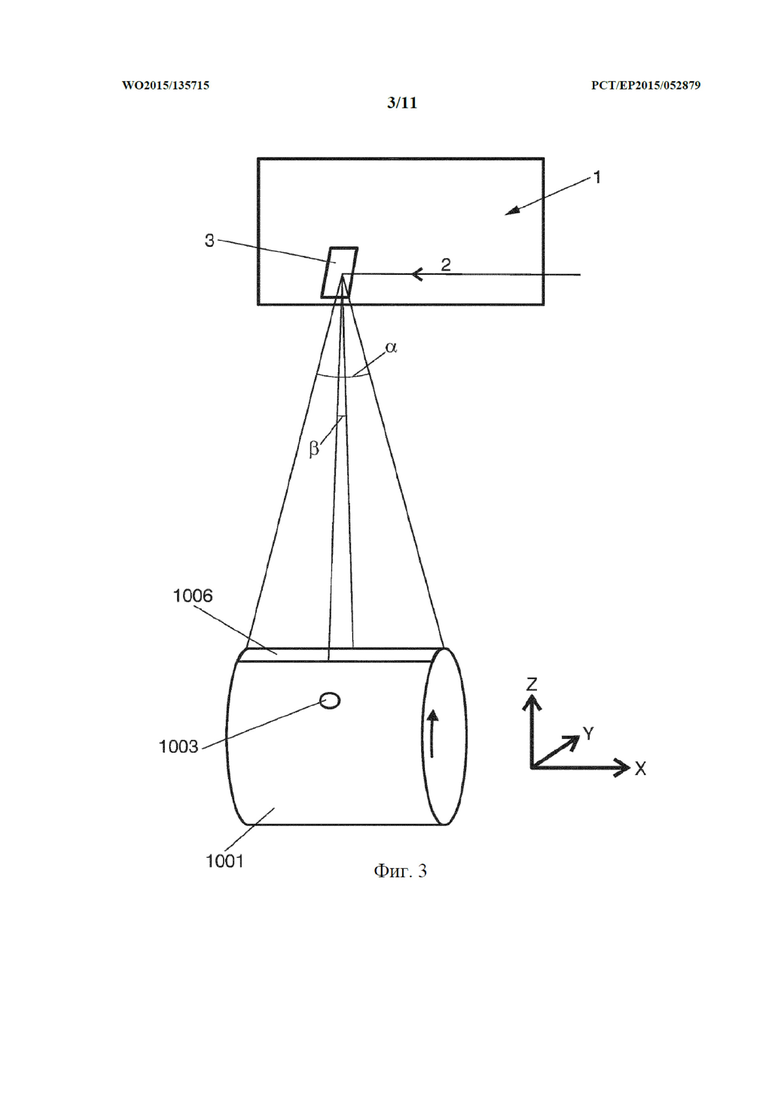
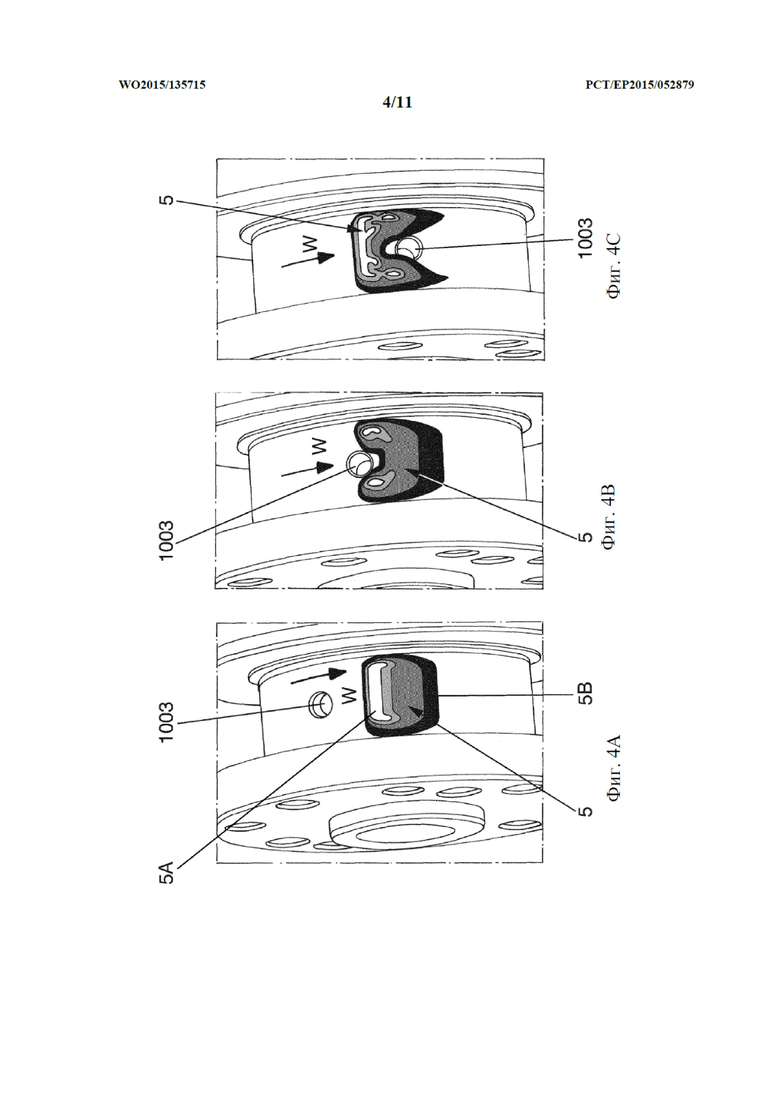
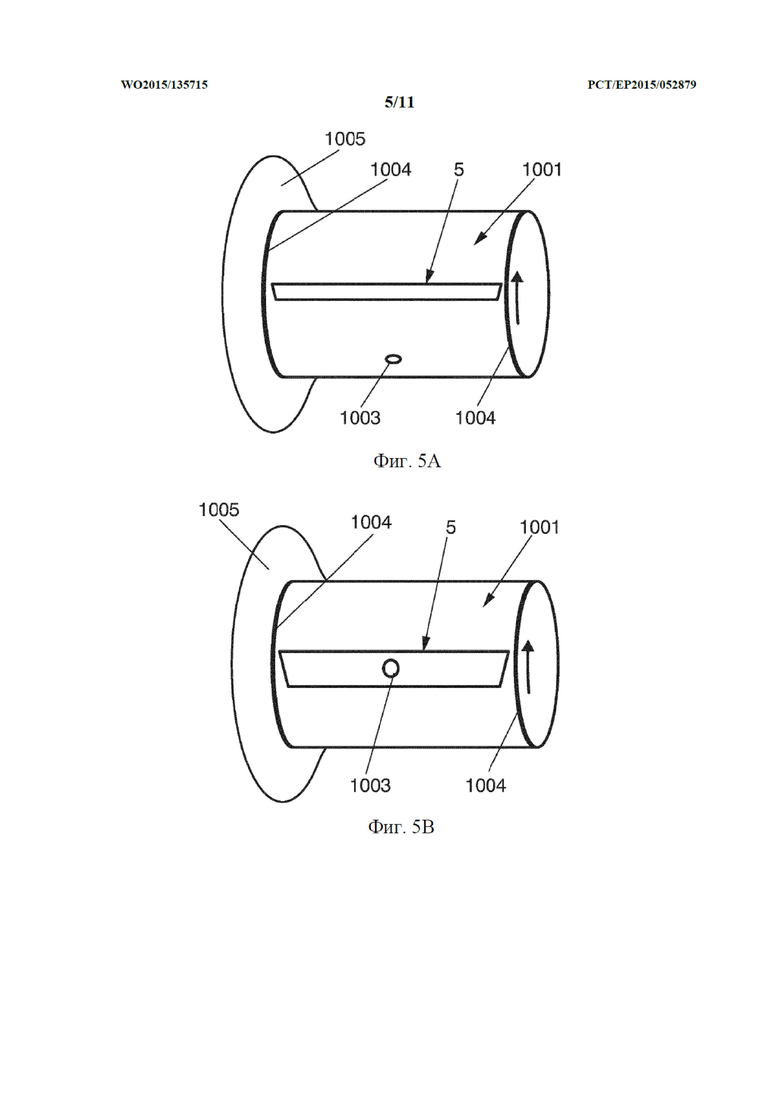
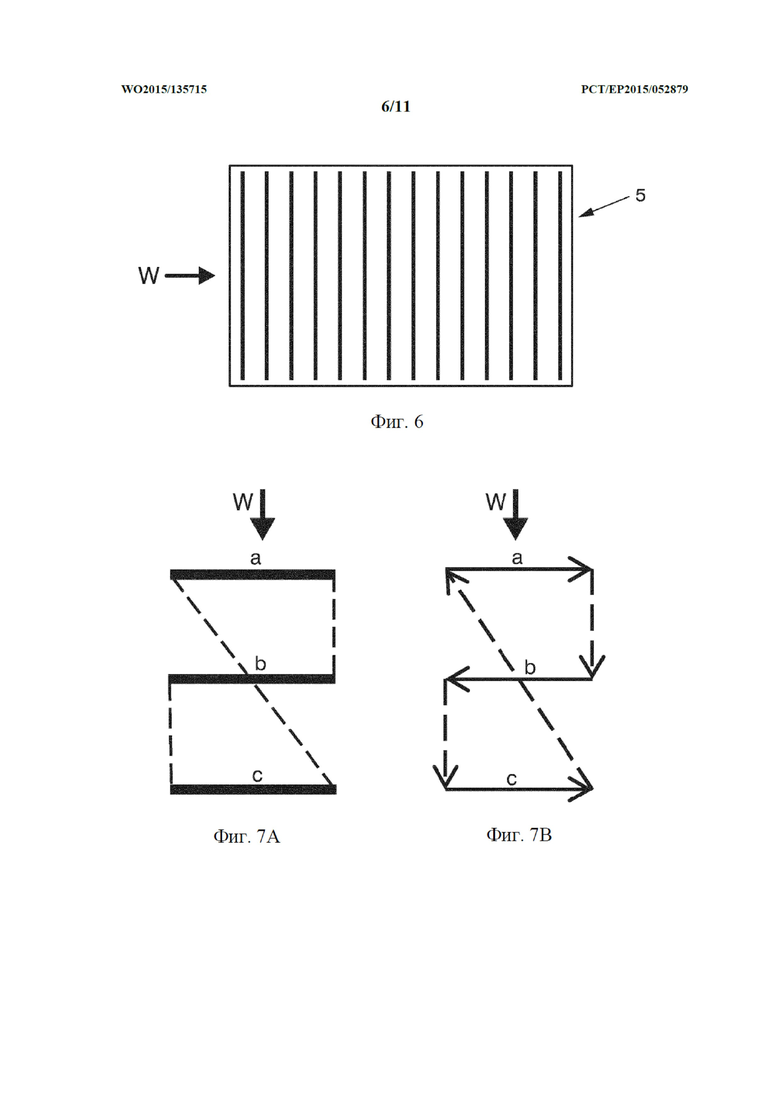
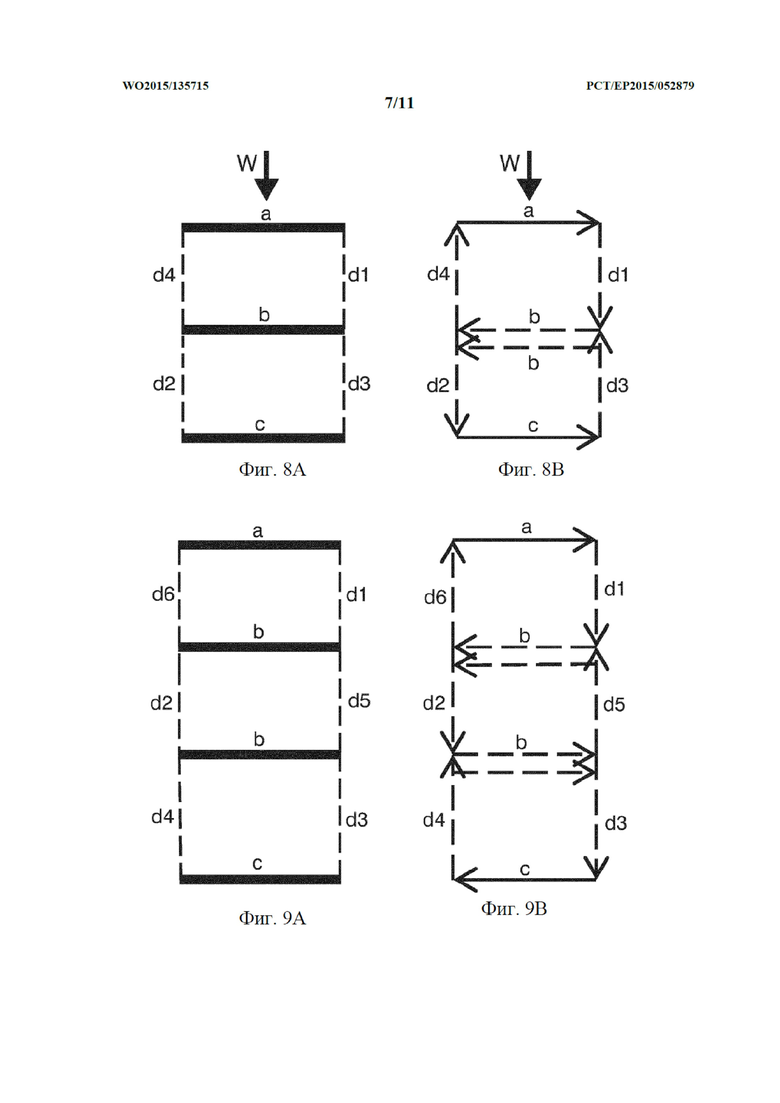
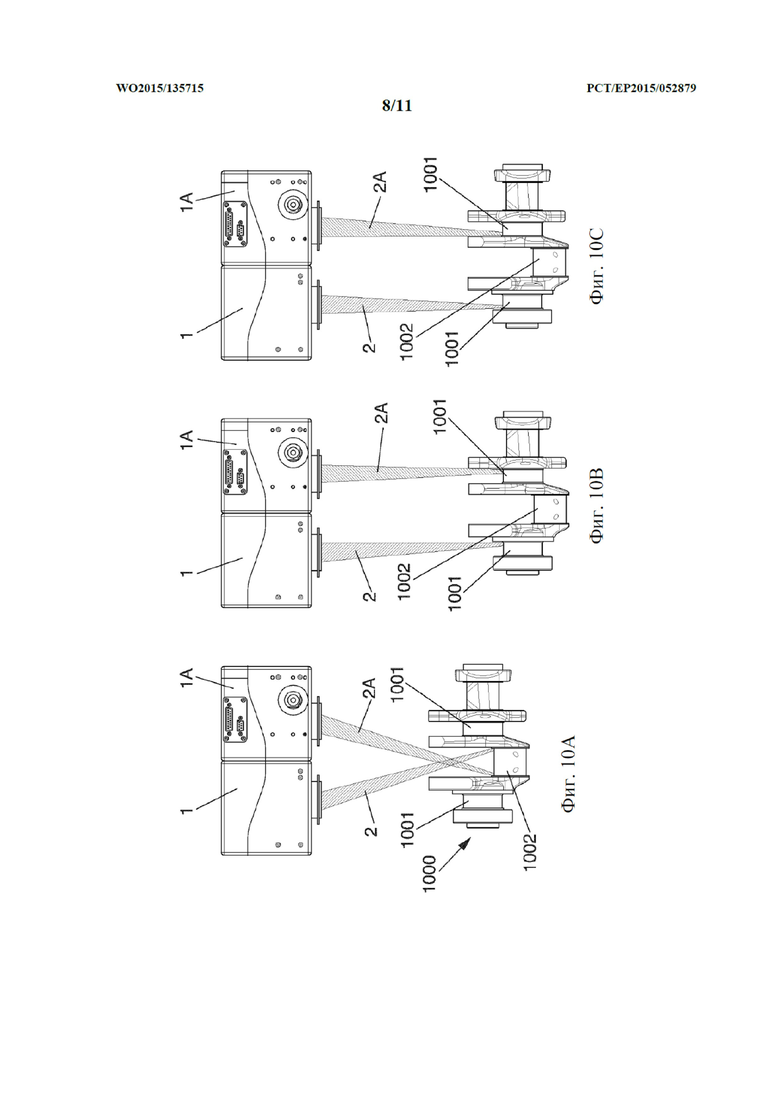
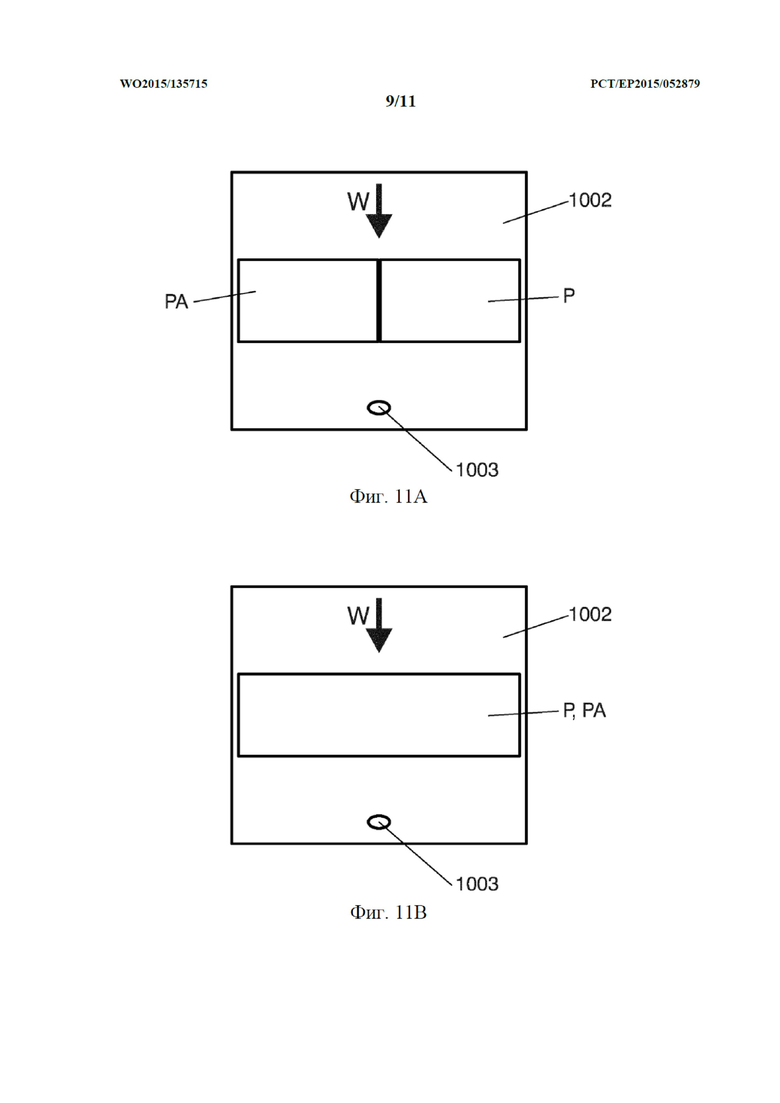
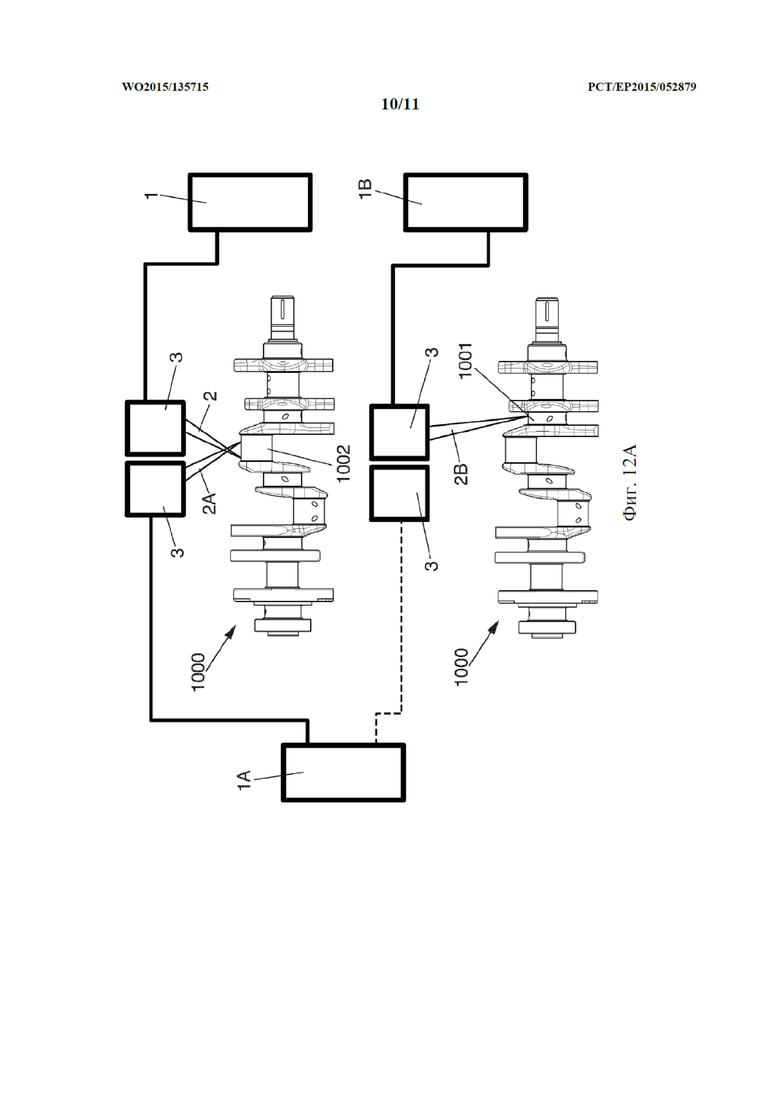
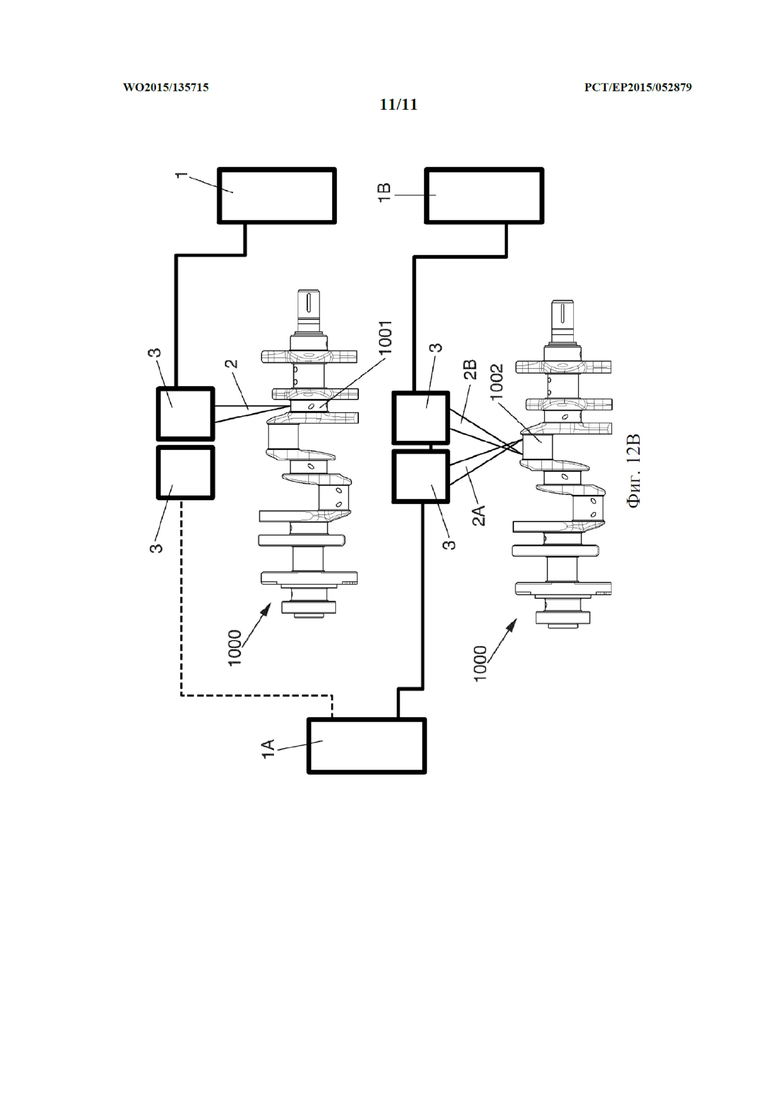
Группа изобретений относится к способу и устройству лазерного упрочнения участка поверхности обрабатываемой детали, такой как поверхность шейки коленчатого вала. Способ включает создание относительного перемещения между поверхностью обрабатываемой детали и лазерным источником для обеспечения последовательного проецирования лазерного пятна на разные части указанного участка поверхности, и во время указанного относительного перемещения повторяющееся сканирование лазерного луча (2) для получения двухмерного эквивалентного эффективного лазерного пятна (5) на указанном участке поверхности. При этом схема сканирования состоит из по меньшей мере трех по существу параллельных линий, за которыми лазерное пятно следует в определенном порядке. Устройство включает два лазерных источника для обработки несколько шеек вала, имеющих разную ширину, при этом для упрочнения участка поверхности более широких шеек могут использоваться два лазерных источника (1, 1A). Технический результат заключается в создании практичного и эффективного устройства, обеспечивающего завершение процесса упрочнения участка поверхности обрабатываемой детали за достаточно короткое время. 6 н. и 17 з.п. ф-лы, 12 ил.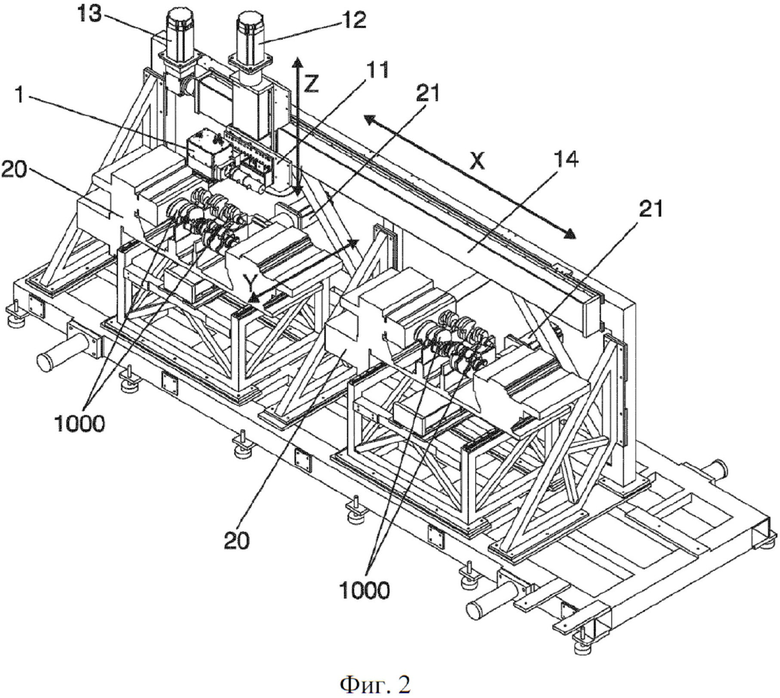
1. Способ лазерного упрочнения поверхности обрабатываемой детали, причем обрабатываемая деталь содержит по меньшей мере один участок поверхности, подлежащий упрочнению, причем способ включает:
проецирование лазерного луча (2) из лазерного источника (1) на указанный участок поверхности, чтобы получить лазерное пятно на указанном участке поверхности;
создание относительного перемещения между поверхностью обрабатываемой детали (1000) и лазерным источником (1), обеспечивая тем самым последовательное проецирование лазерного пятна на разные части указанного участка поверхности;
во время указанного относительного перемещения повторяющееся сканирование лазерного луча (2) по соответствующей части указанного участка поверхности в двух измерениях, следуя схеме сканирования, чтобы создать на указанном участке поверхности двумерное эффективное лазерное пятно (5), причем указанное эффективное лазерное пятно (5) имеет распределение энергии,
при этом вследствие относительного перемещения указанное эффективное лазерное пятно проходит по указанному участку поверхности;
при этом указанная схема сканирования содержит по меньшей мере три сегмента (a, b, c), при этом указанное сканирование лазерного луча осуществляют так, что частота следования указанного лазерного луча по меньшей мере по одному из указанных сегментов (b) больше, чем частота следования по меньшей мере по другому из указанных сегментов (а, с).
2. Способ по п. 1, отличающийся тем, что схема сканирования содержит по меньшей мере три по существу параллельные линии (a, b, c), распределенные друг за другом в первом направлении, причем указанные линии проходят во втором направлении, при этом указанные по меньшей мере три линии содержат первую линию (а), по меньшей мере одну промежуточную линию (b) и последнюю линию (с), расположенные друг за другом в указанном первом направлении,
при этом указанное сканирование лазерного луча осуществляют так, что частота следования указанного лазерного луча или фактического лазерного пятна по указанной промежуточной линии (b) больше, чем частота следования указанного лазерного луча по указанной первой линии (а) и/или указанной последней линии (с).
3. Способ по п. 1, отличающийся тем, что схема сканирования содержит по меньшей мере три по существу параллельные линии (а, b, с), распределенные друг за другом в первом направлении, причем указанные линии проходят во втором направлении,
при этом указанные по меньшей мере три линии содержат первую линию (а), по меньшей мере одну промежуточную линию (b) и последнюю линию (с), расположенные друг за другом в указанном первом направлении,
и при этом сканирование лазерного луча осуществляют так, что лазерное пятно сканируют по указанным линиям согласно последовательности, в соответствии с которой лазерное пятно после завершения следования по указанной первой линии (а) следует по указанной промежуточной линии (b), указанной последней линии (с), указанной промежуточной линии (b) и указанной первой линии (а) в таком порядке.
4. Способ по п. 2 или 3, отличающийся тем, что указанная схема сканирования содержит несколько указанных промежуточных линий (b).
5. Способ по п. 2 или 3, отличающийся тем, что лазерное пятно перемещают с более высокой скоростью по указанной по меньшей мере одной промежуточной линии (b), чем по указанным первой линии (а) и последней линии (с).
6. Способ по п. 2 или 3, отличающийся тем, что схема сканирования дополнительно содержит линии (d1-d6), проходящие в указанном первом направлении, между концами первой, последней и промежуточных линий, тем самым указанное лазерное пятно следует по указанным линиям (d1-d6), проходящим в указанном первом направлении, при движении между указанной первой линией (а), указанными промежуточными линиями (b) и указанной последней линией (с).
7. Способ по п. 6, отличающийся тем, что лазерное пятно перемещают по указанным линиям (d1-d6), проходящим в первом направлении, с более высокой скоростью, чем по указанной первой линии (а) и указанной последней линии (с).
8. Способ по любому из пп. 1-3, отличающийся тем, что лазерное пятно перемещают по указанной схеме сканирования при поддержании мощности лазерного луча по существу постоянной.
9. Способ по любому из пп. 1-3, отличающийся тем, что указанная обрабатываемая деталь представляет собой коленчатый вал (1000).
10. Способ по любому из пп. 1-3, отличающийся тем, что указанный участок поверхности содержит по меньшей мере один более теплочувствительный подучасток и по меньшей мере один менее теплочувствительный подучасток, при этом указанное распределение энергии адаптируют таким образом, чтобы на более теплочувствительном подучастке оно было иным, чем на менее теплочувствительном подучастке, для предотвращения перегрева указанного более теплочувствительного подучастка.
11. Способ лазерного упрочнения поверхностей шеек (1001, 1002) коленчатого вала (1000), причем указанный коленчатый вал имеет по меньшей мере первую шейку (1001), имеющую первую ширину, и по меньшей мере вторую шейку (1002), имеющую вторую ширину, причем указанная вторая ширина больше указанной первой ширины, причем каждая из указанных шеек содержит участок поверхности, подлежащий упрочнению, причем указанный участок поверхности проходит в первом направлении, соответствующем окружному направлению (W) шейки, и во втором направлении, параллельном оси (X) вращения коленчатого вала, причем способ включает:
A) на протяжении по меньшей мере одного этапа способа:
одновременное проецирование лазерного луча (2) из первого лазерного источника (1) и лазерного луча (2А) из второго лазерного источника (1А) на указанный участок поверхности указанной второй шейки (1002); и
B) на протяжении по меньшей мере другого этапа способа:
проецирование лазерного луча (2) из указанного первого лазерного источника (1) на указанный участок поверхности указанной первой шейки (1001) при одновременном проецировании лазерного луча (2А) из указанного второго лазерного источника (1 А) на другую часть коленчатого вала.
12. Способ по п. 11, включающий:
А) на протяжении по меньшей мере одного этапа способа:
проецирование лазерного луча (2) из первого лазерного источника (1) на указанный участок поверхности указанной второй шейки (1002) для получения эффективного лазерного пятна (5) на указанном участке поверхности, причем указанное эффективное лазерное пятно (5) проходит в указанном втором направлении по первой части (Р) участка поверхности, подлежащего упрочнению, и
проецирование другого лазерного луча (2А) из второго лазерного источника (1А) на указанный участок поверхности указанной второй шейки (1002) для получения эффективного лазерного пятна (5) на указанном участке поверхности, причем указанное эффективное лазерное пятно (5) проходит в указанном втором направлении по второй части (РА) участка поверхности, подлежащего упрочнению,
при этом указанная первая часть (Р) и указанная вторая часть (РА) вместе проходят по основной части указанного участка поверхности, подлежащего упрочнению;
В) на протяжении по меньшей мере другого этапа способа:
проецирование лазерного луча (2) из указанного первого лазерного источника (1) на указанный участок поверхности указанной первой шейки (1001) для получения эффективного лазерного пятна (5) на указанном участке поверхности, причем указанное эффективное лазерное пятно (5) проходит в указанном первом направлении по основной части участка поверхности, подлежащего упрочнению;
на протяжении обоих указанных этапов способа:
создание относительного перемещения между поверхностью коленчатого вала (1000) и лазерным источником (1) в указанном окружном направлении для последовательного проецирования эффективных лазерных пятен (5) на разные части указанных участков поверхности в окружном направлении;
причем указанные эффективные лазерные пятна (5) имеют двухмерное распределение энергии.
13. Способ по п. 12, отличающийся тем, что первую часть (Р) помещают по существу прилегающей к указанной второй части (РА) без какого-либо существенного перекрытия между первой и второй частями.
14. Способ по п. 12, отличающийся тем, что первая часть (Р) и вторая часть (РА) являются по существу перекрывающими друг друга.
15. Способ по любому из пп. 12-14, отличающийся тем, что указанный участок поверхности содержит по меньшей мере один более теплочувствительный подучасток и по меньшей мере один менее теплочувствительный подучасток, при этом указанное распределение энергии адаптируют таким образом, чтобы на более теплочувствительном подучастке оно было иным, чем на менее теплочувствительном подучастке, для предотвращения перегрева указанного более теплочувствительного подучастка.
16. Способ по любому из пп. 11-14, отличающийся тем, что на протяжении по меньшей мере одного этапа способа лазерный луч (2) из первого лазерного источника (1) проецируют на шейку одного коленчатого вала (1000), а лазерный луч (2А) из второго лазерного источника (1А) проецируют на шейку другого коленчатого вала.
17. Способ по любому из пп. 11-14, отличающийся тем, что на протяжении по меньшей мере одного этапа способа две шейки, имеющие первую ширину, упрочняют во время одной операции, а одну шейку, имеющую вторую ширину, упрочняют во время второй операции, причем указанные операции следуют друг за другом без относительного перемещения между лазерными источниками и коленчатым валом во втором направлении между указанными двумя операциями.
18. Способ лазерного упрочнения участков поверхности двух коленчатых валов (1000), причем способ включает:
на протяжении по меньшей мере одного этапа способа одновременное использование лазерного луча (2) из первого лазерного источника (1) и лазерного луча (2А) из второго лазерного источника (1А) для упрочнения первого из указанных коленчатых валов; и
на протяжении по меньшей мере другого этапа способа одновременное использование лазерного луча (2) из первого лазерного источника (1) для упрочнения указанного первого из указанных коленчатых валов и лазерного луча (2А) из второго лазерного источника (1А) для упрочнения второго из указанных коленчатых валов.
19. Способ по п. 18, отличающийся тем, что он включает на протяжении по меньшей мере одного этапа способа одновременное использование лазерного луча (2) из первого лазерного источника (1) и лазерного луча (2А) из второго лазерного источника (1А) для упрочнения одного из указанных коленчатых валов и вместе с тем использование лазерного луча (2В) из третьего лазерного источника (1В) для упрочнения второго из указанных коленчатых валов.
20. Способ по п. 18 или 19, отличающийся тем, что указанный участок поверхности содержит по меньшей мере один более теплочувствительный подучасток и по меньшей мере один менее теплочувствительный подучасток, и при этом указанное распределение энергии адаптируют таким образом, чтобы на более теплочувствительном подучастке оно было иным, чем на менее теплочувствительном подучастке, для предотвращения перегрева указанного более теплочувствительного подучастка.
21. Устройство для лазерного упрочнения участка поверхности обрабатываемой детали (1000), предназначенное для лазерного упрочнения способом по любому из пп. 1-9, содержащее по меньшей мере один лазерный источник (1), предназначенный для проецирования эффективного лазерного пятна на участок поверхности, и средства (12, 13, 21) для создания относительного перемещения между указанным участком поверхности и эффективным лазерным пятном, для перемещения указанного эффективного лазерного пятна по указанному участку поверхности для последовательного и постепенного нагрева разных частей указанного участка поверхности до температуры, достаточной для упрочнения.
22. Устройство для лазерного упрочнения поверхностей шеек коленчатого вала (1000), содержащее два лазерных источника (1, 1А), каждый из которых предназначен для проецирования эффективного лазерного пятна на участок поверхности шейки, и дополнительно содержащее средства (12, 13, 21) для создания относительного перемещения между указанным участком поверхности и эффективным лазерным пятном, для перемещения указанного эффективного лазерного пятна по указанному участку поверхности для последовательного и постепенного нагрева разных частей указанного участка поверхности до температуры, достаточной для упрочнения, при этом устройство выполнено с возможностью упрочнения на одном из этапов процесса упрочнения поверхностей шеек коленчатого вала - одной шейки (1002), путем приложения лазерных лучей из обоих указанных лазерных источников на указанную шейку (1002), а на другом этапе указанного процесса - двух шеек, путем приложения лазерного луча из первого лазерного источника (1) из указанных лазерных источников на одну из указанных шеек (1001) и лазерного луча из другого лазерного источника (1А) из указанных лазерных источников на другую из указанных шеек (1001).
23. Устройство для лазерного упрочнения поверхностей шеек двух коленчатых валов (1000), предназначенное для лазерного упрочнения способом по п. 18 или 19 и выполненное с возможностью одновременного лазерного упрочнения поверхностей шеек двух коленчатых валов (1000), содержащее три лазерных источника (1, 1А, 1В), каждый из которых предназначен для проецирования эффективного лазерного пятна на участок поверхности шейки, и дополнительно содержащее средства (12, 13, 21) для создания относительного перемещения между указанным участком поверхности и эффективным лазерным пятном, для перемещения указанного эффективного лазерного пятна по указанному участку поверхности для последовательного и постепенного нагрева разных частей указанного участка поверхности до температуры, достаточной для упрочнения.
| KR 101202117 B1, 15.11.2012 | |||
| DE 102005005141 B3, 08.06.2006 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2082774C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2074265C1 |
| Приспособление смазочного насоса паровозов для автоматического выключения смазки останавливающихся золотников при езде без пара | 1928 |
|
SU12480A1 |
| Пильный станок для подземных разработок | 1929 |
|
SU18690A1 |
| DE 4123577 A1, 21.01.1993 | |||
| JP 59089722 A, 24.05.1984. | |||

