ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области поверхностного упрочнения изделий из черных металлов, таких как сталь, например коленчатых валов, лазером.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
В данной области техники хорошо известно упрочнение черных металлов, таких как среднеуглеродистая сталь, путем нагрева материала до высокой температуры ниже его температура плавления, а затем его закалки, то есть достаточно быстрого охлаждения для образования твердого мартенсита. Нагрев может происходить в печах или осуществляться индукционным нагревом, а охлаждение может осуществляться путем использования охлаждающей жидкости, такой как вода или вода, смешанная с другими компонентами.
Часто упрочнения требует лишь поверхность. Поверхностное упрочнение повышает износостойкость материала и иногда может использоваться и для повышения усталостной прочности, вызванной остаточными сживающими напряжениями. Поверхностное упрочнение может использоваться для упрочнения поверхностей, которые при использовании будут подвергаться значительному износу, например опорные поверхности, такие как поверхности шеек коленчатых валов.
Лазерное поверхностное упрочнение – это способ поверхностной обработки, в котором в качестве источника тепла для упрочнения поверхности субстрата используют лазерное излучение высокой энергии. Использование лазерного излучения для достижения поверхностного упрочнения известно, см., например:
- F. Vollertsen, et al., “State of the art of Laser Hardening and Cladding”, Proceedings of the Third International WLT-Conference on Lasers in Manufacturing 2005 Munich, June 2005;
- M. Seifert, et al., “High Power Diode Laser Beam Scanning in Multi-Kilowatt Range”, Proceedings of the 23rd International Congress on Applications of Lasers and Electro-Optics 2004;
- S. Safdar, et al., “An Analysis of the Effect of Laser Beam Geometry on Laser Transformation Hardening”, Journal of Manufacturing Science and Engineering, Aug. 2006, Vol. 128, pp. 659-667;
- H. Hagino, et al., ”Design of a computer-generated hologram for obtaining a uniform hardened profile by laser transformation hardening with a high-power diode laser”, Precision Engineering 34 (2010), pp. 446-452;
- US-4313771-A;
- DE-4123577-A1;
- EP-1308525-A2;
- EP-2309126-A1;
- JP-2008-202438-A;
- JP-S61-58950-A;
- US-4797532-A.
Использование лазерного излучения для поверхностного упрочнения обладает рядом преимуществ: лазерный луч по существу независим от обрабатываемой детали, легко управляем, не требует вакуума и не создает продуктов горения. Кроме того, поскольку лазерный луч обычно нагревает металлическое изделие или обрабатываемая деталь лишь локально, остальная часть обрабатываемой детали может действовать как теплоотвод, обеспечивая быстрое охлаждение, что известно также как самозакалка: холодная внутренняя часть обрабатываемой детали являет собой достаточно большой теплоотвод для закалки горячей поверхности теплопроводностью во внутреннюю часть со скоростью, достаточно высокой для образования мартенсита на поверхности. Таким образом, можно избежать необходимости во внешних охлаждающих средах, таких как охлаждающие жидкости.
Одна из проблем, связанных с использованием лазерного излучения в качестве источника тепла в процессах упрочнения металлов, заключается в том, что ширина зоны упрочнения ограничивается размерами лазерного пятна. Известно использование оптики для изменения формы пятна, например, для обеспечения по существу прямоугольного пятна, имеющего более или менее равномерное распределение интенсивности. Как альтернатива, для повторного перемещения пятна по дорожке могут использоваться сканирующие средства (такие как сканирующее зеркало, связанное с приводными средствами), при этом источник тепла может рассматриваться как прямоугольный источник, перемещающийся по дорожке.
Несмотря на его преимущества, лазерное упрочнение часто не находит применение, поскольку считается, что для многих практических применений этой технологии производительность не будет достаточно высокой, и поскольку трудно добиться, чтобы все части, которые должны нагреваться, будут нагревать в требуемой степени. Для обеспечения достижения упрочнения и отпуска с требуемыми глубинами, но без повреждения, вызванного перегревом, крайне важен правильный нагрев.
Например, коленчатый вал (деталь двигателя, преобразующая возвратно-поступательное линейное движение поршня во вращение) представляет собой сложное изделие, которое часто рассматривается как трудное для упрочнения лазерным излучением. Пример коленчатого вала показан на фиг. 1. Коленчатый вал 1000 представляет собой кованое или литое стальное изделие, имеющее две или более расположенных центрально соосных цилиндрических шеек 1001 (известных также как «коренные шейки»), и одну или несколько смещенных цилиндрических шатунных шеек 1002, разделенных противовесами и щеками, образующими стенки 1005, проходящие по существу перпендикулярно поверхностям шеек. Сложная форма изделия может затруднить правильное «сканирование» поверхности лазерным лучом; дорожки или зоны для упрочнения могут иметь разную ширину и/или могут быть асимметричными и/или могут располагаться в разных плоскостях (как в случае стенок 1005 и поверхностей шеек 1001 и 1002). Таким образом, сегодня для упрочнения коленчатых валов часто используется высокочастотный индукционный нагрев с последующим процессом закалки водным раствором полимера. Однако, этот процесс, хотя и доказавший свою эффективность в достижении требуемого упрочнения, обладает некоторыми недостатками. Так, например, индукторы для создания нагрева индукцией должны разрабатываться в соответствии с конкретной конструкцией коленчатого вала, что снижает гибкость: на то чтобы адаптировать индукционную машину к новому виду коленчатого вала, может уйти много времени и средств. Кроме того, индукционный нагрев является дорогостоящим в части энергии, требуемой для нагрева коленчатого вала в требуемой степени. Кроме того, процесс охлаждения является сложным, дорогим и критическим с экологической точки зрения из-за использования больших количеств охлаждающей жидкости, которые требуются. Кроме того, для обеспечения правильного процесса упрочнения необходимо тщательно контролировать технологические параметры, такие как температура и расход охлаждающей жидкости.
Таким образом, упрочнение с использованием лазерного излучения в качестве источника тепла может оказаться привлекательной альтернативой в части гибкости, экологичности, потребления энергии и расходов.
В документе DE-10 2005 005 141-B3 раскрыт способ лазерного упрочнения поверхностей шеек коленчатого вала. В соответствии с этим способом, шестикоординатный промышленный робот используют для удерживания коленчатого вала и последующего вращения его относительно оси коренных шеек и относительно осей шатунных шеек при нагреве соответствующих шеек лазерным излучением. Таким образом, за счет использования возможностей перемещения промышленного робота расстояние между лазерным источником и поверхностью, на которую проецируют лазерный луч, могут поддерживать постоянным.
Кроме того, в документе US-2004/0244529-A1 описывается использование лазера для упрочнения небольшой зоны коленчатого вала. В этом случае лазерное излучение используется для упрочнения нескольких разнесенных частей, причем протяженность этих частей варьирует по области, подлежащей упрочнению. Поскольку лишь очень малая часть коленчатого вала упрочняется этими разнесенными частями, нет нужды беспокоиться о перегреве других, более чувствительных к теплу частей.
В документе DE-3905551-A1 описывается система для упрочнения поверхности коленчатого вала, в которой лазерный луч проецируется на коленчатый вал, и в которой происходит относительное перемещение между лучом и коленчатым валом таким образом, что луч будет последовательно проецироваться на разные части коленчатого вала. Мощность или распределение мощности в луче адаптируется в зависимости от геометрии соответствующей части коленчатого вала и в зависимости от требуемой глубины проникания лазерного луча. Недостаток подхода, описанного в документе DE-3905551-A1, заключается в том, что он не может обеспечивать высокую производительность. Для того чтобы добиться достаточной глубины упрочненного слоя (в моторостроении обычно в части эффективной глубины цементации требуются глубины упрочнения по меньшей мере 800, 1000, 1500, 2000 или даже 3000 мкм, и зачастую до глубин 200 мкм или более желательно иметь 100% преобразованного мартенсита), недостаточно повысить температуру некоей части поверхности: энергия должна прикладываться в течение достаточно продолжительного времени, чтобы нагреть не только поверхность, но и материал под поверхностью на достаточную глубину. Поскольку перегрев поверхности нежелателен, для достижения требуемого проникновения наилучшим решением является не просто увеличить количество мощности лазерного луча, но и продлить время, в течение которого нагрев прикладывается к соответствующей зоне. В системе, описанной в документе DE-3905551-A1, в которой лазерный луч поддерживается неподвижным и прикладывается к конкретной зоне, получение адекватного нагрева и адекватного проникновения на больших частях коренных шеек или шатунных шеек обязательно потребует значительных количеств времени. Таким образом, в документе DE-3905551-A1, возможно, описывается способ, подходящий для упрочнения очень специфических частей поверхности коленчатого вала, но не для упрочнения обычных поверхностей шеек.
Кроме того, в документе EP-1972694-A2 описывается упрочнение конкретных частей коленчатого вала, а именно галтельных частей, с использованием одного или нескольких лазеров. Лазерное излучение направляют на упрочняемую часть, и коленчатый вал проворачивают. Описанный орган сертификации может включать этап предварительного нагрева, этап основного нагрева и этап последующего нагрева. Как явствует из этого документа, при вращении коленчатого вала лазерное облучение поддерживают постоянным. В документе EP-1972694-A2 ничего не говорится об опасности перегрева более чувствительных к теплу частей поверхности коленчатого вала.
В документе US-2004/0108306-A1 подтверждается, что для упрочнения опорных поверхностей коленчатого вала, то есть поверхностей коренных и шатунных шеек, автомобилестроители используют процесс индукционного нагрева, а для обкатки роликами галтелей с целью улучшения сжимающих напряжений используется процесс механической обкатки. Однако, в соответствии с документом US-2004/0108306-A1, эти процессы являются капиталоемкими, отнимают много времени, ведут к неоднородностям и имеют склонность к растрескиванию в отверстиях масляных каналов, требующих процесса отпуска. В документе US-2004/0108306-A1 описывается термообработка галтелей лазером, направленная на исключение необходимости в процессе механической обкатки. Предлагается управление температурой с обратной связью с использованием оптического пирометра. Предлагается использование управляемого двухкоординатного механизма для поддерживания фиксированного расстояния нагрева между лазером и галтелью.
В статье S.M. Shariff, et al., “Laser Surface Hardening of a Crankshaft”, SAE 2009-28-0053 (SAE International) рассматривается лазерное поверхностное упрочнение коленчатого вала, направленное на глубину науглероженного слоя более 200 мкм с твердостью 500-600 единиц твердости по Виккерсу в разных упомянутых местах. В этом документе упоминается проблема плавления периферии отверстий из-за эффекта уменьшенного теплоотвода и аккумулирования тепла на краю. Утверждается, что эту проблему можно решить путем уменьшения эффекта предварительного нагрева на краю отверстия выбором соответствующего места начала и варьированием технологических параметров в допустимых пределах.
Одна из причин, по которым лазерное упрочнение не стало использоваться чаще в контексте сложных изделий, таких как коленчатые валы, является то, что считается, что может быть трудным добиться правильно нагрева деталей, то есть достаточного нагрева для обеспечения правильно упрочнения (обычно упрочненный слой должен иметь эффективную глубину цементации по меньшей мере 800 мкм или более, например, по меньшей мере 1000, 1500, 2000 мкм или более, и/или иметь на 100% преобразованный мартенсит до глубины, например, 200 мкм или более) при одновременном недопущении перегрева чувствительных частей. Например, в случае коленчатого вала, такого как показанный на фиг. 1, следует позаботиться в отношении нагрева шеек рядом с отверстиями 1003 масляных каналов и, факультативно, в отношении также галтелей 1004. Например, если большое лазерное пятно просто проецируется на поверхность шейки при вращении шейки для нагрева всей поверхности, и если скорость вращения и мощность лазерного луча поддерживаются постоянными так, что каждая часть поверхности получает одинаковое количество энергии, и если эта энергия является достаточной для достижения адекватного нагрева основной части поверхности для получения требуемого упрочнения, на краях отверстий масляных каналов нагрев может стать избыточным, вызывая тем самым повреждение указанных краев. То же самое может произойти на галтелях, которые обычно подрезаются. Таким образом, имеются края, которые при перегреве могут получить повреждение.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Первый аспект изобретения относится к способу лазерного упрочнения поверхности шейки коленчатого вала, причем указанная шейка содержит участок поверхности, подлежащей упрочнению, причем указанный участок поверхности проходит в первом направлении, параллельном оси (X) вращения коленчатого вала, и во втором направлении, соответствующем направлению (W) вдоль окружности шейки, причем указанный участок поверхности содержит по меньшей мере один более термочувствительный подучасток и по меньшей мере один менее термочувствительный подучасток, причем указанный по меньшей мере один более термочувствительный подучасток включает участок, прилегающий к отверстию масляного канала коленчатого вала, причем указанный способ включает:
проецирование лазерного луча из лазерного источника на указанный участок поверхности, чтобы получить эффективное лазерное пятно на указанном участке поверхности, причем указанное эффективное лазерное пятно простирается в указанном первом направлении по основной части указанного участка поверхности, подлежащей упрочнению (например: по более 50%, более 75%, более 85% или более 90% или 95%, например, более 99% или даже 100%, и особенно по основной части, если не по 100%, участка поверхности, подлежащего упрочнению, например, участка поверхности, где требуется эффективная глубина цементации при упрочнении, например, по меньшей мере 800 мкм или более);
осуществление относительного перемещения поверхности коленчатого вала и лазерного источника в указанном направлении вдоль окружности так, чтобы последовательно или постепенно проецировать эффективное лазерное пятно на разные части указанного участка поверхности в направлении вдоль окружности;
причем указанное эффективное лазерное пятно имеет двумерное распределение энергии (в части того, как энергия или мощность лазерного луча распределена в эффективном лазерном пятне).
Способ дополнительно включает адаптацию указанного распределения энергии таким образом, что при нагреве указанного менее термочувствительного подучастка указанное распределение энергии является другим, чем при нагреве указанного более термочувствительного подучастка, включая участок, прилегающий к отверстию масляного канала, во избежание перегрева указанного участка, прилегающего к отверстию масляного канала. Тем самым, осуществляя указанную адаптацию, можно добиться экономически эффективного и адекватного нагрева участка поверхности, подлежащего упрочнению, без перегрева и повреждения, например краев отверстий масляных каналов.
В некоторых вариантах осуществления изобретения в течение значительной части (например по меньшей мере 50%, 75%, 90%, 95% или более) времени проецирования эффективного лазерного пятна на участок поверхности эффективное лазерное пятно имеет ширину (или линейную протяженность вдоль кривизны поверхности шейки) в направлении вдоль окружности по меньшей мере 5 мм, предпочтительно, по меньшей мере 7 мм, предпочтительнее, по меньшей мере 10 мм и, даже предпочтительнее, по меньшей мере 15 мм, 20 мм, 30 мм или более, например по меньшей мере 50 мм. Использование достаточной протяженности в направлении вдоль окружности, то есть, в направлении относительного перемещения, осуществляемого между лазерным источником и поверхностью шейки, позволяет нагревать каждую часть участка поверхности, подлежащего упрочнению, в течение достаточного времени, при этом завершая процесс упрочнения в течение относительно короткого времени. Иными словами, достаточная протяженность эффективного лазерного пятна в направлении вдоль окружности позволяет осуществлять относительное перемещение с относительно высокой скоростью при одновременном обеспечении достаточной глубины проникновения или упрочнения без использования чрезмерно высоких температур. По этой причине значительная ширина эффективного лазерного пятна в направлении вдоль окружности может быть предпочтительной. Естественно, должен быть достигнут баланс между мощностью в части используемой мощности лазера и участком поверхности, покрываемым эффективным лазерным пятном, поскольку располагаемая мощность должна быть достаточной для обеспечения достаточного нагрева участка. Установлено, что при работе с автомобильными коленчатыми валами, имеющими шейки с шириной порядка одного или нескольких сантиметров в первом направлении, и использовании лазеров, имеющих выходную мощность в пределах нескольких киловатт, например, 3-4 кВт, эффективное пятно может, например, иметь ширину в направлении вдоль окружности порядка 1 см, а линейная относительная скорость лазера и поверхности шейки может быть порядка 60 см/мин. Для многих промышленных целей считается, что лазерный луч должен иметь мощность по меньшей мере 3 кВт, предпочтительно, выше, например 6 кВт.
В некоторых вариантах осуществления изобретения указанное эффективное лазерное пятно является эквивалентным или виртуальным лазерным пятном, полученным сканированием лазерного луча в первом направлении и во втором направлении, включая направления между этими двумя направлениями, то есть направления, наклонные к первому и второму направлениям, например по прямому или криволинейному пути или линиям, с повторным следованием схемой сканирования, которой лазерное пятно перемещается со скоростью сканирования, при этом двумерное распределение энергии в течение цикла сканирования определяется указанной скоростью сканирования, указанной схемой сканирования, размером лазерного пятна, мощностью лазерного луча и распределением мощности в лазерном луче. Таким образом, для динамической адаптации двумерного распределения энергии могут использоваться один или несколько из этих параметров. Это позволяет легко адаптировать и изменять размер и форму эффективного лазерного пятна, а также двумерное распределение энергии в эффективном лазерном пятне, во время относительного смещения лазерного источника и поверхности обрабатываемой детали, то есть, например, при вращении коленчатого вала относительно его продольной оси, тем самым адаптируя двумерное распределение энергии таким образом, чтобы избежать перегрева более термочувствительных подучастков, таких как участки, прилегающие отверстиям масляных каналов. В некоторых вариантах осуществления изобретения адаптация распределения энергии осуществляется путем адаптации по меньшей мере одного параметра из указанных скорости сканирования, схемы сканирования, размера лазерного пятна, мощности лазерного луча и распределения мощности в лазерном луче таким образом, что при нагреве указанного менее термочувствительного подучастка указанное распределение энергии является другим, чем при нагреве указанного более термочувствительного подучастка, включая участок, прилегающий к отверстию масляного канала, во избежание перегрева указанного участка, прилегающего к отверстию масляного канала. В некоторых вариантах осуществления изобретения адаптация распределения энергии осуществляется путем адаптации мощности лазерного луча, например включением и выключением лазерного луча при сканировании лазерного пятна по схеме сканирования. Например, при использовании лазера, такого как волоконный лазер, лазерный луч включаться и выключаться очень быстро, таким образом позволяя получать требуемое распределение энергии включением и выключением лазерного луча при следовании схемой сканирования. Таким образом, нагрев может достигаться включением лазерного луча на протяжении определенных линий или частей линий схемы сканирования.
В некоторых вариантах осуществления изобретения распределением энергии управляют, по меньшей мере, частично, путем избирательной адаптации мощности лазерного луча при сканировании лазерного пятна по схеме сканирования, чтобы избирательно устанавливать лазерный луч в одно из нескольких состояний располагаемой мощности по меньшей мере 300 раз в секунду, предпочтительнее, по меньшей мере 600 раз в секунду, предпочтительнее, по меньшей мере 1 000 раз в секунду, предпочтительнее, по меньшей мере 5 000 раз в секунду и, даже предпочтительнее, по меньшей мере 10 000 раз в секунду. Термин «состояние мощности» означает состояние, в котором лазерный луч имеет предопределенную среднюю мощность, то есть разные состояния мощности соответствуют разным уровням мощности лазерного луча, таким как, например, 0 кВт, 1 кВт, 4 кВт, 5 кВт, 6 кВт, 9 кВт и 10 кВт. Например, в некоторых вариантах осуществления изобретения возможны состояния мощности, а именно: включенное состояние, когда лазерный включен, и выключенное состояние, когда лазерный луч выключен, то есть с нулевой мощностью (или мощностью, близкой к нулю). Однако может использоваться любое иное состояние располагаемой мощности, то есть и состояния мощности, в которых средняя мощность выше нуля, но ниже максимальной мощности лазерного луча. Например, если максимальная мощность лазерного луча равна 10 кВт, возможны два состояния располагаемой мощности, соответствующие 0 кВт и 10 кВт, и/или возможны состояния располагаемой мощности, соответствующие промежуточным значениям, таким как 2 к Вт, 4 кВт, 5 кВт, 6 кВт и/или 8 кВт. Выражение «располагаемая» означает тот факт, что состояния мощности могут достигаться используемым лазерным оборудованием. Выражение «устанавливать в» не подразумевает, что должно быть реальное изменение состояния столько-то раз в секунду (например, несколько прилегающих сегментов могут иметь одно и то же назначенное им состояние мощности, так что изменять мощность лазера при переходе с одного сегмента на следующий нет необходимости), но указывает, что лазер выполняется способным изменять состояние мощности столько-то раз, когда это потребуется, например по командам, выданным управляющей системой. Тем самым может быть достигнута сегментация или «пикселизация» распределения энергии со скоростью 300, 600, 1 000, 5 000 или 10 000 сегментов или пикселей в секунду, причем лазерный луч имеет на протяжении каждого сегмента или пикселя или, по меньшей мере, на протяжении части указанного сегмента или пикселя среднюю мощность, определенную состоянием мощности, назначенным указанному сегменту или пикселю. Например, при повторном следовании схемой сканирования с частотой 50 Гц распределение энергии по схеме сканирования может определяться, например, состоянием мощности, назначенным 6, 12, 20, 100 или 200 сегментам или пикселям, распределенным по схеме сканирования, соответствующим 300, 600, 1000, 5000 и 10000 сегментам или пикселям в секунду соответственно. Для тех же скоростей в пикселях в секунду и для скорости сканирования 100 Гц распределение энергии будет определяться 3, 6, 10, 50 и 100 сегментами или пикселями схемы сканирования соответственно. Обычно предпочтительно использовать по меньшей мере 6 сегментов или пикселей, то есть, например, схема сканирования может содержать два ряда, каждый имеющий по три сегмента, причем каждый сегмент имеет состояние мощности, назначенное ему. Понятно, что когда происходит изменение между разными состояниями мощности, возможны переходные периоды, в течение которых мощность лазерного луча отличается от мощности, определяемой предыдущим состоянием мощности и новым состоянием мощности, например, мощность луча может повышаться или понижаться, при этом, когда имеет место переход от одного сегмента к следующему при сканировании лазерного луча по схеме сканирования, имеется наклон кривой мощности.
Этот подход, то есть изменение мощности луча в разных сегментах или пикселях схемы сканирования, обеспечивает высокую гибкость в распределении энергии и облегчает установление и динамическое изменение распределения энергии во избежание перегрева, например, краев отверстий масляных каналов. Кроме того, сегментированный или пикселезированный подход облегчает нахождение соответствующих картин распределения энергии с помощью проверок методом проб и ошибок, адаптации состояний мощности, назначенных разным сегментам, до получения соответствующей картины нагрева. При использовании адекватных лазеров, таких как промышленно выпускаемые волоконные лазеры, переключение между разными состояниями мощности может происходить с высокой скоростью. Волоконные лазеры могут быть дороже других доступных лазеров, но могут быть преимущественными благодаря короткому времени, необходимому для управляемого переключения между, например, выключенным и включенными состояниями или между другими состояниями мощности/уровнями мощности. Время переключения из включенного состояния в выключенное или из выключенного состояния во включенное этих лазеров может быть менее 1 мс, например 0,1 мс или менее.
В некоторых из этих вариантов осуществления изобретения схема сканирования может содержать несколько сегментов, причем каждый из указанных сегментов имеет, в данный момент, одно из указанных состояний располагаемой мощности, назначенное ему. Состояние мощности, назначенное по меньшей мере одному из указанных сегментов, при нагреве указанного менее термочувствительного подучастка может другим, чем при нагреве указанного более термочувствительного подучастка, включая участок, прилегающий к отверстию масляного канала. То есть, распределение энергии может динамически адаптироваться путем изменения состояния мощности, назначенного определенным сегментам или всем сегментам, например, когда эффективное лазерное пятно приближается к отверстию масляного канала.
Альтернативно или дополнительно, адаптация распределения энергии может (дополнительно) осуществляться путем адаптации скорости сканирования во время сканирования лазерного пятна по схеме сканирования. При постоянной мощности лазерного луча более высокая скорость подразумевает, что прикладывается меньше энергии, и vice versa (наоборот – лат.).
В некоторых вариантах осуществления изобретения сканирование осуществляется со скоростью сканирования, достаточно высокой, чтобы колебания температуры в точках в пределах указанного эффективного лазерного пятна имели амплитуду менее 200 °C, предпочтительно, менее 150 °C, предпочтительнее, менее 100 °C и, даже предпочтительнее, менее 50 °C, между локальным максимумом и следующим локальным минимумом температуры. В этом контексте термин «амплитуда колебаний» означает амплитуду повторяющихся изменений между локальными максимумами и минимумами температурной кривой, исключая начальный существенный нагрев до максимальной температуры на переднем крае эффективного лазерного пятна и последующее охлаждение до низкой температуры на заднем краю эффективного лазерного пятна. Для соответствующего упрочнения желательно, чтобы металл быстро достигал достаточно высокой температуры, и чтобы метал затем оставался при указанной достаточно высокой температуре в течение достаточного времени без значительных колебаний указанной температуры, поскольку эти колебания могут отрицательно отражаться на качестве упрочнения. Для предотвращения слишком большого снижения температуры нагретого пятна до его повторного нагрева лазерным лучом на протяжении следующего цикла сканирования подходящими могут быть скорости сканирования более 10, 25, 50, 75, 100, 150, 200 или 300 Гц (т. е. повторений схемы сканирования в секунду). Адекватное упрочнение требует определенных минимальных температур, и, если требуемая глубина упрочнения должна быть достигнута быстро, предпочтительны высокие температуры. Однако чрезмерные температуры могут отрицательно сказаться на качестве, например, из-за роста размера зерна. Таким образом, необходимо найти компромиссную температуру и отклонения от этой температуры должны быть как можно малыми. Таким образом, высокая скорость сканирования, выраженная в циклах в секунду, может быть предпочтительной для уменьшения амплитуды флуктуация или колебаний температуры.
В некоторых вариантах осуществления изобретения распределение энергии в указанном эффективном лазерном пятне таково, что ближе к концам эффективного лазерного пятна в указанном первом направлении прикладывается больше энергии, чем ближе в центру указанного эффективного лазерного пятна в указанном первом направлении. Установлено, что из-за того, каким образом тепловая энергия абсорбируется и распределяется в коленчатом валу, для получения по существу одинаковой толщины упрочненного слоя, то есть по существу прямоугольного поперечного сечения, чем поперечного сечения, в котором упрочненный слой очень тонок ближе к указанным боковым концам и медленно по кривой утолщается ближе к центру, эффективно прикладывание больше энергии ближе к боковым концам эффективного лазерного пятна. Однако при этом необходимо принять меры к тому, чтобы избежать перегрева выточек или галтелей на концах шейки.
В некоторых вариантах осуществления изобретения указанное распределение энергии имеет более высокую плотность энергии в передней части или на переднем крае указанного эффективного лазерного пятна, чем в задней части или на заднем крае указанного эффективного лазерного пятна, при этом участок, сканируемый эффективным лазерным пятном, вначале получает лазерное излучение с более высокой средней мощностью, а затем получает лазерное излучение с более низкой средней мощностью. Это повышает эффективность в том, что соответствующая температура для упрочнения достигается быстро, чтобы сокращает время, в течение которого эффективное лазерное пятно необходимо проецировать на определенный участок для достижения требуемой глубины упрочнения. Таким образом, на полное упрочнение, например поверхности шейки, уходит меньше времени.
В некоторых вариантах осуществления изобретения способ содержит этап проецирования эффективного лазерного пятна на указанный участок поверхности по обе стороны отверстия масляного канала в указанном первом направлении, причем указанное отверстие масляного канала проходит наклонно вовнутрь так, что не проходит под первой из указанных сторон, а проходит под второй из указанных сторон, причем эффективное лазерное пятно адаптировано таким образом, чтобы прикладывать больше энергии к первой из указанных сторон, чем ко второй из указанных сторон. Из-за присутствия отверстия масляного канала под второй из указанных сторон на указанной стороне эффект теплоотвода слабее. Поэтому здесь предпочтительно должно прикладываться меньше энергии, чем на другой стороне, где отсутствие этого отверстия масляного канала обеспечивает лучшее рассеяние тепла. Таким образом оптимизируется использование тепловой энергии, и минимизируется опасность перегрева. То есть, в соответствии с этими вариантами осуществления изобретения внимание уделяется не только поверхности, подлежащей упрочнению, но и подповерхностной структуре обрабатываемой детали вблизи отверстий масляных каналов.
В некоторых вариантах осуществления изобретения эффективное лазерное пятно имеет первую форму на указанном менее термочувствительном подучастке и адаптировано таким образом, чтобы иметь по существу U-образную форму при достижении отверстия масляного канала и иметь по существу перевернутую U-образную форму на выходе с указанного отверстия масляного канала, или vice versa, и, причем указанная первая форма факультативно является по существу прямоугольной или треугольной. Термины «U-образная» и перевернутая «U-образная» относятся к случаю, когда отверстие масляного канала приближается «сверху». По существу, прямоугольное, трапецеидальное или треугольное эффективное лазерное пятно, подходящее для обеспечения довольно однородного нагрева по поверхности шейки, может не подойти для нагрева вокруг отверстия масляного канала. Поэтому эффективному лазерному пятну может придаваться по существу U-образная форма (включая V-образную или подобную форму) для приема отверстия масляного канала по существу без непосредственного нагрева его или его краев, а затем эта форма может переворачиваться, чтобы обеспечить выход отверстия масляного канала без непосредственного нагрева отверстия масляного канала или его краев эффективным лазерным пятном. Изменение формы эффективного лазерного пятна может достигаться путем изменения формы схемы сканирования и/или изменения состояния мощности, назначенного одной или нескольким частям или сегментам схемы сканирования. Например, при использовании схемы сканирования, содержащей несколько линий, каждая из которых состоит из нескольких сегментов, U-образное эффективное лазерное пятно может быть достигнуто путем изменения состояния мощности, назначенного одному или нескольким сегментам в центральной части одной или нескольких линий, например путем назначения указанным сегментам выключенного состояния или путем назначения указанным сегментам состояния мощности, соответствующего низкому уровню мощности лазерного луча.
Еще один аспект изобретения относится к способу лазерного упрочнения поверхности шейки коленчатого вала, причем указанная шейка содержит участок поверхности, подлежащей упрочнению, причем указанный участок поверхности проходит в первом направлении, параллельном оси вращения коленчатого вала, и во втором направлении, соответствующем направлению вдоль окружности шейки, причем указанный участок поверхности содержит по меньшей мере один более термочувствительный подучасток и по меньшей мере один менее термочувствительный подучасток, причем указанный по меньшей мере один более термочувствительный подучасток включает участок, прилегающий к отверстию масляного канала коленчатого вала, причем указанный способ включает:
проецирование лазерного луча из лазерного источника на указанный участок поверхности;
осуществление относительного перемещения поверхности коленчатого вала и лазерного источника в указанном направлении вдоль окружности так, чтобы последовательно проецировать лазерный луч на разные части указанного участка поверхности в направлении вдоль окружности для упрочнения окружного сегмента участка поверхности, подлежащей упрочнению;
и смещение лазерного луча в указанном первом направлении, чтобы увеличить протяженность указанного окружного сегмента в указанном первом направлении, пока не будет завершено упрочнение указанного участка поверхности, подлежащей упрочнению.
Способ включает адаптацию порядка, в каком энергия прикладывают к указанному коленчатому валу указанным лазерным лучом синхронно с относительным перемещением лазерного источника и поверхности коленчатого вала, чтобы прикладывать меньше энергии на указанном более термочувствительном подучастке, включая участок, прилегающий к отверстию масляного канала, чем на указанном менее термочувствительном подучастке, чтобы избежать перегрева указанного участка, прилегающего к отверстию масляного канала.
В соответствии с этим аспектом изобретения упрочнение участка поверхности осуществляют таким образом, что упрочнение вначале происходит на одном конце участка поверхности в указанном первом направлении, а затем продолжается в сторону другого конца участка поверхности, подлежащего упрочнению, пока не буде упрочнен весь участок поверхности. Преимущество этого способа заключается в том, что в конце упрочнения отсутствует перекрытие с уже упрочненным участком. Тем самым снижается риск проблем, связанных с повторным нагревом и чрезмерным отпуском уже упрочненного участка.
В некоторых вариантах осуществления изобретения этап осуществления относительного перемещения поверхности коленчатого вала и лазерного источника в указанном направлении вдоль окружности включает вращение коленчатого вала с высокой частотой вращения, такой как частота вращения более 3 000 мин-1 или 6 000 мин-1. Это может помочь избежать значительных колебаний температуры на участке, подвергаемом нагреву в данный момент времени.
В некоторых вариантах осуществления изобретения, способ включает этап одновременного проецирования более одного лазерного луча на указанный участок поверхности, чтобы одновременно нагревать соответствующими эффективными лазерными пятнами несколько частей или секторов в направлении вдоль окружности окружного сегмента шейки. Например, два лазерных луча с противоположных сторон шейки могут одновременно освещать и, таким образом, нагревать две части или два сектора, каждая или каждый до 180 градусов окружного или кольцевого сегмента шейки. Тем самым для предотвращения существенных колебаний температуры в нагретой области требуется меньшая частота вращения коленчатого вала по сравнению со случаем, в котором лишь один лазерный луч используется для нагрева лишь одной такой части или одного такого сектора.
В некоторых вариантах осуществления изобретения способ включает этап прикладывания энергии для нагрева указанного участка поверхности с обеих сторон отверстия масляного канала в указанном первом направлении, причем указанное отверстие масляного канала проходит наклонно так, что не проходит под первой из указанных сторон, а проходит под второй из указанных сторон, причем способ включает прикладывание больше энергии к первой из указанных сторон, чем ко второй из указанных сторон. Тем самым, как уже объяснялось, оптимизируется использование энергии, и минимизируется опасность перегрева.
В некоторых вариантах осуществления изобретения способ включает этап обеспечения перемещения эффективного лазерного пятна в направлении вдоль окружности шейки (путем перемещения лазерного луча и/или коленчатого вала, например, путем вращения коленчатого вала относительно его продольной оси) с первой скоростью для повторяющегося нагрева окружной части указанной шейки и перемещения эффективного лазерного пятна в указанном первом направлении со второй скоростью, меньшей указанной первой скорости, чтобы тем самым нагревать новые окружные части, при этом позволяя ранее нагретым окружным частям охлаждаться для обеспечения самозакалки, чтобы постепенно увеличивать размер упрочненного окружного сегмента шейки. То есть, посредством быстрого относительного перемещения эффективного лазерного пятна и поверхности шейки в направлении вдоль окружности круговой сегмент шейки может нагреваться до требуемой температуры упрочнения и поддерживаться при указанной температуре в течение достаточно продолжительного времени без чрезмерных колебаний температуры, чтобы обеспечить упрочнение, и из-за перемещения в первом направлении упрочненный сегмент расширяется в указанном первом направлении до завершения упрочнения по существу всей поверхности шейки.
В некоторых вариантах осуществления изобретения эффективное лазерное пятно проецируется на шейку смещенным от центра образом. Это может помочь увеличить лазерное пятно, что иногда требуется для лучшего распределения тепла. Кроме того, этот подход может использоваться, поскольку передний край лазерного пятна может иметь более высокую плотность энергии, чем задний край, из-за разных углов падения лазерного луча на поверхность на переднем крае и заднем крае лазерного пятна. Как объясняется в настоящем документе, это может сократить время нагрева, требуемое для достижения поверхностью нужной температуры. Этот подход может, например, использоваться в сочетании с неподвижной оптикой, обеспечивающей по существу квадратное или прямоугольное лазерное пятно. Кроме того, смещение лазерного луча от центра обладает тем преимуществом, что уменьшается опасность повреждений или отказов из-за обратных отражений.
Еще один аспект изобретения относится к способу лазерного упрочнения поверхности обрабатываемой детали, причем обрабатываемая деталь содержит по меньшей мере один участок поверхности, подлежащей упрочнению, причем указанный участок поверхности содержит по меньшей мере один более термочувствительный подучасток и по меньшей мере один менее термочувствительный подучасток, причем способ включает:
проецирование лазерного луча из лазерного источника на указанный участок поверхности, чтобы получить лазерное пятно на указанном участке;
осуществление относительного перемещения поверхности обрабатываемой детали и лазерного источника, тем самым обеспечивая последовательное проецирование лазерного пятна на разные части указанного участка поверхности;
во время указанного относительного перемещения повторяющееся сканирование лазерного луча по соответствующей части указанного участка поверхности в двух измерениях, чтобы получить двумерное эквивалентное или виртуальное эффективное лазерное пятно на указанном участке поверхности, причем указанное эффективное лазерное пятно имеет распределение энергии;
причем указанное распределение энергии адаптируют так, что на более термочувствительном подучастке оно другое, чем на менее термочувствительном подучастке, для предотвращения перегрева указанного более термочувствительного подучастка.
В некоторых вариантах осуществления изобретения способ включает сканирование лазерного луча по схеме сканирования в пределах указанного эффективного лазерного пятна и изменение мощности лазерного луча по указанной схеме сканирования, чтобы получить указанное распределение энергии, факультативно путем включения и выключения лазерного луча по указанной схеме сканирования.
В некоторых вариантах осуществления изобретения распределением энергии управляют путем избирательной адаптации мощности лазерного луча при сканировании лазерного пятна по схеме сканирования, чтобы избирательно устанавливать лазерный луч в одно из нескольких состояний располагаемой мощности по меньшей мере 300 раз в секунду, предпочтительнее, по меньшей мере 600 раз в секунду, предпочтительнее, по меньшей мере 1 000 раз в секунду, предпочтительнее, по меньшей мере 5 000 раз в секунду и, даже предпочтительнее, по меньшей мере 10 000 раз в секунду. Например, схема сканирования может содержать несколько сегментов, причем каждый из указанных сегментов имеет одно из указанных состояний располагаемой мощности, назначенное ему, и состояние мощности, назначенное по меньшей мере одному из указанных сегментов, на менее термочувствительном подучастке могут выбирать иным, чем на более термочувствительном подучастке. То есть, состояния мощности, назначенные одному, некоторым или нескольким сегментам, в процессе могут динамически изменять во избежание перегрева, например, краев отверстий масляных каналов, или чрезмерного повторного нагрева уже упрочненной части шейки, и т. д.
Как уже объяснялось, термин «состояние мощности» означает состояние, в котором лазерный луч имеет предопределенную среднюю мощность, например включенное состояние и выключенное состояние, или уровень мощности между максимумом и нулем (или близким к нулю). Выражение «располагаемая» означает тот факт, что состояния мощности могут достигаться используемым лазерным оборудованием. Выражение «устанавливать в» не подразумевает, что должно быть реальное изменение состояния столько-то раз в секунду, но указывает, что лазер выполняется способным изменять состояние мощности столько-то раз, когда это потребуется, например, по командам, выданным управляющей системой. Тем самым может быть достигнута сегментация или «пикселизация» распределения энергии со скоростью 300, 600, 1 000, 5 000 или 10 000 сегментов или пикселей в секунду. Например, 300 сегментов в секунду могут соответствовать схеме сканирования, имеющей 6 (шесть) сегментов с частотой сканирования 50 Гц. Как уже объяснялось, когда происходит изменение состояния мощности, возможны переходные периоды, в течение которых мощность лазерного луча отличается от мощности, определяемой предыдущим состоянием мощности и новым состоянием мощности, например, мощность луча может повышаться или снижаться, и при этом при переходе с одного сегмента на следующий во время сканирования лазерного луча по схеме сканирования имеется наклон кривой мощности.
Чем выше способность лазера переключаться между разными состояниями мощности, тем больше число сегментов или пикселей, которые могут использоваться для создания схемы сканирования для данной частоты сканирования. Например, в случае лазерного источника, позволяющего переключаться между уровнями мощности со скоростью 1000 раз в секунду, частота сканирования 100 Гц может использоваться со схемой сканирования, содержащей 10 сегментов, каждому из которых требуемое состояние мощности может быть назначено и может адаптироваться при работе для предотвращения перегрева термочувствительных частей, таких как края отверстий масляных каналов коленчатых валов.
В некоторых вариантах осуществления изобретения способ включает этап использования другой схемы сканирования для лазерного луча в указанном эффективном лазерном пятне на указанном более термочувствительном подучастке, чем на указанном менее термочувствительном подучастке.
В некоторых вариантах осуществления изобретения способ включает этап адаптации указанного распределения энергии путем адаптации скорости сканирования таким образом, что по меньшей мере в части указанного эффективного лазерного пятна на указанном более термочувствительном подучастке она другая, чем на указанном менее термочувствительном подучастке.
В некоторых вариантах осуществления изобретения указанное эффективное лазерное пятно содержит переднюю часть с распределением и плотностью энергии, выбранными для нагрева части поверхности обрабатываемой детали до температуры упрочнения, промежуточную часть с распределением и плотностью энергии (например, с очень низкой плотностью энергии, например, с нулевой мощностью или мощностью, близкой к нулю), выбранными таким образом, чтобы обеспечить охлаждение нагретой части поверхности для закалки, и заднюю часть, имеющую распределение и плотность энергии, выбранные для нагрева закаленной части для ее отпуска. Обычно многие обрабатываемые детали, такие как коленчатые валы, требуют – в дополнению к их упрочнению – отпуска, чтобы уменьшить твердость, повысить пластичность и снизить хрупкость. Для отпуска обрабатываемую деталь необходимо нагреть до температуры, которая обычно ниже температуры, используемой для упрочнения. Если обрабатываемая деталь упрочнена с помощью лазерной обработки, отпуск может происходить в печи, но ее также можно отпускать, используя лазерную обработку, подобную используемой для упрочнения, но с другой плотностью и/или другим распределением энергии. Например, в случае коленчатого вала отпуск может осуществляться с использованием цикла отпуска после цикла упрочнения. Например, после упрочнения 360 градусов эффективное лазерное пятно могут снова перемещать вокруг шейки или вдоль нее, на этот раз для ее отпуска. Возможно, однако, предусмотреть упрочнение и отпуск в одном цикле или на одном технологическом этапе используя эффективное лазерное пятно, содержащее: переднюю часть для нагрева поверхности обрабатываемой детали до требуемой температуры упрочнения и для поддерживания поверхности при указанной температуре в течение достаточного времени для получения требуемой глубины упрочнения, промежуточную часть с низкой плотностью энергии, например с плотностью энергии, равной по существу 0 Вт/см2, чтобы позволить нагретой части охладиться для ее закалки или самозакалки, и заднюю часть, имеющую распределение и плотность энергии такие, чтобы повторно нагреть закаленную часть в степени, необходимой для отпуска, если требуется. При таком подходе для того чтобы осуществить и закалку, и отпуск, может быть достаточным позволить эффективному лазерному пятну один раз пройти по обрабатываемой поверхности, например в случае поверхности шейки коленчатого вала, путем поворота коленчатого вала один раз относительно его оси вращения.
В некоторых вариантах осуществления изобретения эффективное лазерное пятно устанавливают путем повторяющегося сканирования лазерного луча по обрабатываемой детали, следуя схеме, содержащей несколько линий, таких как прямые или кривые линии, причем указанные линии предпочтительно по существу параллельны, причем сканирование повторяют с частотой сканирования, причем каждая из указанных нескольких линий содержит несколько сегментов или пикселей, причем способ включает назначение каждому из указанных сегментов заданного значения мощности лазерного луча, чтобы в некоторых из указанных сегментов избирательно устанавливать выходную мощность лазерного луча на разный уровень по сравнению с другим из указанных сегментов. Назначение сегментам мощности лазерного луча может включать задание, что лазерный луч должен быть включенным для выбранных одни из указанных сегментов и выключенным для других из указанных сегментов, чего могут достигать включением и выключением лазера во время сканирования. Таким образом, легко достигается пикселизированное распределение энергии. Этот подход может использоваться для обеспечения требуемого распределения энергии, которое можно легко изменять при прохождении эффективного лазерного пятна по нагреваемой поверхности, например, путем вращения обрабатываемой детали относительно оси. В некоторых вариантах осуществления изобретения эта частота сканирования составляет по меньшей мере 50 Гц (то есть лазерный луч сканируют для завершения виртуального лазерного пятна по меньшей мере 50 раз в секунду) и, предпочтительно, по меньшей мере 100 Гц, а указанные несколько линий представляют собой по меньшей мере две линии, предпочтительно, по меньшей мере 3 линии, предпочтительнее, по меньшей мере 4 линии, например 5-10 линий, и каждая линия содержит по меньшей мере 3 сегмента, предпочтительно, по меньшей мере 5 сегментов, и, предпочтительнее, по меньшей мере 10 сегментов, например 10-20 сегментов. Этот вид расположения может быть подходящим для установления требуемого распределения энергии, достаточного детального и с достаточной частотой, чтобы избежать значительных колебаний температуры пятна в пределах схемы сканирования на протяжении цикла сканирования. Использование лазеров, таких как волоконные лазеры, обеспечивающих быстрое включение-выключение, позволяет достигать большого числа сегментов или пикселей и с относительно высокими частотами сканирования, например с частотами сканирования выше 50 Гц. Каждый сегмент может иметь состояние мощности луча, назначенное ему, указывающее на намеченную мощность лазерного луча на протяжении указанного сегмента или части его, и состояния мощности, назначенные сегментам, в процессе упрочнения могут динамически изменяться, чтобы, например, избежать перегрева более термочувствительных подучастков. То есть, путем адаптации состояний мощности, назначенных сегментам, можно адаптировать распределение энергии эффективного лазерного пятна.
В разных аспектах изобретения, описанных выше, включающих сканирование лазерного луча или лазерного пятна вдоль и/или поперек части обрабатываемой детали, это сканирование могут осуществлять таким образом, что лазерное пятно повторно следует схеме сканирования, содержащей несколько сегментов, причем с каждым из указанных сегментов связано по меньшей мере одно значение параметра, влияющего на указанное двумерное распределение энергии, например, хранится в памяти управляющей системы, чтобы использоваться для адаптации работы в зависимости от соответствующего сегмента каждый раз, когда лазерное пятно перемещают по указанному сегменту. Указанное по меньшей мере одно значение параметра при работе могут динамически адаптировать, чтобы указанное по меньшей мере одно значение параметра было иным по меньшей мере для одного из указанных сегментов, когда эффективным лазерным пятном нагревают указанный более термочувствительный подучасток, чем когда нагревают указанный менее термочувствительный подучасток. Например, разные значения параметра (или комбинации значений параметров) для данного сегмента могут храниться в разных ячейках памяти, и в зависимости от подучастка, который нагревают, значение параметра могут извлекать из той или иной ячейки памяти. Однако это лишь пример, и в пределах объема изобретения и другие реализации. Установлено, что сегментированная схема сканирования позволяет легко находить и реализовывать распределение энергии, адаптированное к конкретной конструкции коленчатого вала. Путем адаптации одного или нескольких параметров, влияющих на двумерное распределение энергии, распределение энергии легко изменять, чтобы, например, прикладывать меньше мощности/энергии к более термочувствительным частям обрабатываемой детали, таким как участок вокруг краев отверстия масляного канала коленчатого вала. Таким образом, оператор может путем назначения разных значений определенным параметрам для каждого сегмента, определять разные распределения энергии, и путем переключения между разными распределениями энергии при упрочнении части обрабатываемой детали, такой как поверхность шейки коленчатого вала, можно добиться адекватного упрочнения, одновременно избежав локального перегрева термочувствительных частей. Использование сегментированной схемы сканирования и назначение значений параметров на посегментной основе облегчают нахождение соответствующих значений, например, с помощью небольшого числа проверок методом проб и ошибок. Например, чтобы учесть отверстие масляного канала, значения, назначаемые определенным сегментам, могут выбирать с таким расчетом, чтобы уменьшить энергию, прикладываемую рядом с указанными отверстиями масляных каналов, когда эффективное лазерное пятно доходит до соответствующих подучастков обрабатываемой детали.
Значения параметров могут указывать по меньшей мере один из следующих параметров: скорость сканирования, размер лазерного пятна, мощность лазерного луча, распределение мощности в лазерном луче, длина соответствующего сегмента и ориентация соответствующего сегмента. Во многих вариантах осуществления изобретения предпочтительными параметрами могут быть мощность лазерного луча и/или скорость сканирования. Выбор параметра может зависеть от таких факторов, как скорость, с какой лазерный луч может переключаться между разными уровнями мощности, такими как уровни мощности при включении и выключении, или между разными промежуточными уровнями мощности, и от степени, в какой система сканирования обеспечивает быстрые и управляемые изменения скорости сканирования на посегментной основе. При использовании лазеров, обеспечивающих быстрое и управляемое изменение выходной мощности, как по меньшей мере один из параметров, определяющих распределение энергии, может преимущественно использоваться мощность лазерного луча.
Способ может включать этап хранения для каждого сегмента значение соответствующего по меньшей мере одного параметра в памяти, причем в указанной памяти по меньшей мере для одного сегмента хранятся по меньшей мере два разных значения, первое из которых предназначено для использования при нагреве указанного менее термочувствительного подучастка, а второе – для использования при нагреве указанного более термочувствительного подучастка. Таким образом, значения параметра, соответствующие разным двумерным распределениям энергии, могут храниться в разных ячейках памяти, и в зависимости от того, какой – более термочувствительный или менее термочувствительный – подучасток нагревается, управляющая система использует значения параметра из той или иной ячейки памяти. Таким образом, при адаптации предлагаемых системы и способа к новому виду коленчатого вала оператор может разработать набор разных распределений энергии путем проектирования схема сканирования и значений параметров, например, запроектировав использование первого распределения энергии в течение основной части нагрева шейки коленчатого вала, использование второго распределения энергии при приближении эффективного лазерного пятна к подучастку с отверстием масляного канала и исполнительные механизмы третьего распределения энергии при выходе эффективного лазерного пятна с подучастка с отверстием масляного канала. Таким образом, схемы двумерного распределения энергии можно легко адаптировать для учета, например, ширины шейки и размера и/или места отверстия масляного канала.
Сканирование могут, например, осуществлять со средней скоростью по меньшей мере 300 сегментов в секунду, предпочтительно, по меньшей мере 600 сегментов в секунду, предпочтительнее, по меньшей мере 1 000 сегментов в секунду, предпочтительнее, по меньшей мере 5 000 сегментов в секунду и, даже предпочтительнее, по меньшей мере 10 000 сегментов в секунду. Высокая скорость сканирования может быть предпочтительной для повторения схемы сканирования с высокой частотой во избежание, с одной стороны, значительных колебаний температуры между каждым циклом сканирования на нагреваемом участке и одновременно для обеспечения достаточно большого числа сегментов для обеспечения гибкости двумерного распределения энергии. Например, при скорости сканирования 300 сегментов в секунду схема сканирования, имеющая шесть сегментов или пикселей, может повторяться с частотой 50 Гц. Большое число сегментов или пикселей может использоваться для увеличения возможностей адаптации распределения энергии как можно больше к характеристикам упрочняемой поверхности, тогда как высокая частота повторения схемы сканирования снижает опасность нежелательных колебаний температуры в пределах нагреваемого участка между каждым циклом сканирования.
В некоторых вариантах осуществления изобретения, описанных выше, способ включает этап уменьшения плотности энергии в передней части эффективного лазерного пятна, когда эффективное лазерное пятно подходит к ранее упрочненному участку указанного участка поверхности, например к ранее упрочненной части шейки коленчатого вала, упрочненной перемещением эффективного лазерного пятна вокруг шейки в направлении вдоль окружности. Тем самым можно предотвратить ненужный нагрев уже нагретой и упрочненной части шейки. В некоторых вариантах осуществления изобретения просто уменьшают плотность мощности/энергии на переднем крае эффективного лазерного пятна, но эффективное лазерное пятно продолжает движение, например, вокруг шейки в направлении вдоль окружности, для повторного нагрева упрочненной части в некоторой степени с целью ее отпуска. В других вариантах осуществления изобретения способ включает этап, когда эффективное лазерное пятно подходит к ранее упрочненной части указанного участка поверхности, например к ранее упрочненной части шейки коленчатого вала, упрочненной перемещением эффективного лазерного пятна вокруг шейки в направлении вдоль окружности, прерывания перемещения указанного эффективного лазерного пятна в передней части указанного эффективного лазерного пятна, тогда как задняя часть указанного эффективного лазерного пятна продолжает движение в указанном направлении вдоль окружности, тем самым постепенно уменьшая размер указанного эффективного лазерного пятна в указанном направлении вдоль окружности, пока указанное эффективное лазерное пятно не исчезнет. То есть, эффективное лазерное пятно по существу останавливается при дохождении до ранее упрочненной части, то есть, например, передний край останавливается, а задний край догоняет передний край, завершая цикл упрочнения.
В обоих случаях реализация способа может быть значительно облегчена, если эффективное лазерное пятно состоит из сегментов, таких как сегменты схемы сканирования. Уменьшения или гашения эффективного лазерного пятна начиная с его переднего края, можно добиться путем адаптации плотности энергии в указанных сегментах, например снижением мощности луча и/или повышения скорости сканирования и/или просто аннулированием или перестановкой сегментов. Таким образом, сегментированный подход в сочетании с использованием двумерного сканирования лазерного луча для создания эффективного лазерного пятна обеспечивает гибкость и позволяет специалисту правильно действовать, например, в случае лазерного упрочнения шеек коленчатых валов в направлении вдоль окружности, при подходе эффективного лазерного пятна к ранее упрочненной части дорожки.
Еще один аспект изобретения относится к способу лазерного упрочнения поверхности обрабатываемой детали, такой как обрабатываемая деталь из среднеуглеродистой стали, например коленчатого вала; упоминание «поверхности» не означает, что упрочнению подлежит вся поверхность; например, в случае коленчатого вала может быть достаточным упрочнение частей поверхности, например поверхностей одной или нескольких шеек и/или стенок, прилегающих к шейкам.
Обрабатываемая деталь содержит по меньшей мере один участок поверхности, подлежащей упрочнению (например, поверхность одной или нескольких коренных шеек и/или одной или нескольких шатунных шеек коленчатого вала и/или поверхности стенок коленчатого вала), причем указанный участок поверхности содержит по меньшей мере один более термочувствительный подучасток (например, в случае коленчатого вала участок непосредственно вокруг отверстия масляного канала и/или участок рядом с краем галтели, обработанной по схеме «на врезание»; в этом месте отсутствие материала снижает теплоотводящую способность и предполагает повышенную опасность перегрева; кроме того, повреждение в результате перегрева для острых краев более вероятно, чем для гладкой и регулярной поверхности остальной части шейки), и по меньшей мере один менее термочувствительный подучасток (например, в случае коленчатого вала, часть поверхности шейки, более удаленная от указанного отверстия масляного канала и/или от указанной галтели, обработанной по схеме «на врезание», где отсутствие краев и пустот предполагает меньшую опасность перегрева).
Способ включает:
проецирование лазерного луча из лазерного источника на указанный участок поверхности, чтобы получить лазерное пятно на указанном участке;
осуществление относительного перемещения поверхности обрабатываемой детали и лазерного источника (например, путем вращения обрабатываемой детали относительно оси X и/или перемещения обрабатываемой детали и/или лазерного источника по оси Y и/или Z, перпендикулярным указанной оси X), тем самым обеспечивая последовательное проецирование лазерного пятна на разные части указанного участка поверхности (то есть, в зависимости от относительного положения обрабатываемой детали и лазерного источника в системе координат, определяемой, например, указанными осями X, Y и Z, в каждый момент лазерный источник в сочетании со средствами сканирования может направлять лазерное пятно на определенную часть указанного участка поверхности, например, и, в зависимости от того, какое перемещение обеспечивают средства сканирования – одномерное или двумерное, на линию указанного участка, имеющего толщину, соответствующую диаметру, длине или ширине лазерного пятна, или, например, на по существу прямоугольную часть участка);
во время указанного относительного перемещения сканирование лазерного луча по соответствующей части указанного участка. Сканирование могут выполнять лишь в одном измерении, например, параллельно оси вращения обрабатываемой детали и/или перпендикулярно направлению перемещения поверхности обрабатываемой детали относительно положения лазерного источника, или в двух измерениях, таким образом, следуя путем или схеме, такой как прямоугольная, овальная, треугольная, трапецеидальная, шестиугольная, восьмиугольная схема и т. д., или заполняя участок, очерченный этой схемой, например, путем осуществления меандрового или треугольного сканирования вперед-назад вдоль и/или поперек указанной части, или путем сканирования лазерного луча вдоль нескольких линий, таких как по существу параллельные линии. Термин «сканирование лазерного луча» должен интерпретироваться как означающий, что лазерный луч сам перемещается с помощью некоторого рода оптических средств сканирования или подобных средств, таких как одно или несколько сканирующих зеркал.
Сканирование выполняют таким образом, что лазерное пятно следует схеме или путем сканирования на участке поверхности.
В соответствии с этим аспектом изобретения по меньшей мере один из следующих параметров:
(i) скорость сканирования; и/или
(ii) мощность лазерного луча; и/или
(iii) размер лазерного пятна;
в одной части схемы сканирования отличается от этого параметра в другой части схемы сканирования, чтобы избежать (или уменьшить опасность) перегрева обрабатываемой детали на более термочувствительном подучастке.
Таким образом, на более термочувствительном подучастке скорость сканирования может быть выше, и/или мощность лазерного луча может быть меньше, и/или площадь лазерного пятна может быть больше (иногда это может быть достигнуто, например, перемещением фокусирующей линзы), чем на менее термочувствительном подучастке, чтобы уменьшить количество энергии на единицу площади поверхности, которое передается на обрабатываемую деталь на указанном более термочувствительном участке по сравнению с указанным менее термочувствительным участком.
В некоторых вариантах осуществления изобретения указанная схема сканирования содержит несколько сегментов, и каждому из указанных сегментов назначают
(i) скорость сканирования; и/или
(ii) мощность лазерного луча; и/или
(iii) размер лазерного пятна,
причем по меньшей мере один из указанных параметров: скорость сканирования, мощность лазерного луча и размер лазерного пятна – выбирают иным по меньшей мере для одного из указанных сегментов по сравнению по меньшей мере с другим из указанных сегментов.
Сегменты могут быть прямыми или криволинейными и могут образовывать многоугольник или любую иную геометрическую фигуру. Они могут образовывать замкнутую кривую, которой при сканировании следует лазерное пятно, или незамкнутую кривую, которой лазерное пятно может повторно следовать в обоих направлениях. Сегменты могут быть короткими и могут даже включать точки, в которых может выбираться остановка лазерного луча на определенное количество времени. Таким образом, путем назначения каждому сегменту по меньшей мере одного значения параметра, влияющего на передачу энергии на поверхность при сканировании, можно добиться адекватного распределения теплопередачи и нагрева. Например, в системе сканирования, управляемой компьютером, этот подход облегчает оператору пробовать разные профили теплопередачи по схеме сканирования и методом проб и ошибок находить соответствующий профиль для конкретного изделия, например для конкретного коленчатого вала. Кроме того, этот подход может легко реализовываться в компьютеризированной моделирующей системе, в которой можно экспериментировать с разными профилями теплопередачи, изменяя скорость сканирования, мощность лазерного луча и/или размер лазерного пятна для одного или нескольких сегментов и даже изменяя геометрическое расположение схемы сканирования, пока не будет получен некий профиль, обеспечивающий адекватный нагрев обрабатываемой детали. Могут быть предусмотрены средства компьютерного ввода, позволяющие изменять схему сканирования (например, путем корректировки длины сегментов), и/или скорость сканирования, и/или мощность лазерного луча, и/или размер лазерного пятна. Разумеется, могут использоваться и дополнительные параметры.
Например, в сегменте, расположенном ближе к более термочувствительному подучастку, скорость сканирования могут выбирать более высокой, чем в двух прилегающих сегментах, находящихся дальше от указанного термочувствительного подучастка. Например, в случае коленчатого вала для одного или двух сегментов, которые фактически будут пересекать отверстие масляного канала (отверстия масляных каналов) на некоторой стадии процесса, скорость сканирования могут выбирать более высокой, чем для прилегающих сегментов. Использование разных скоростей сканирования для разных сегментов вдоль пути, которым следует лазерное пятно, обладает тем преимуществом, что легко реализуется имеющимися на рынке средствами сканирования.
В некоторых вариантах осуществления изобретения в сегменте, находящемся ближе к более термочувствительному подучастку, мощность лазерного луча выбирают более низкой, чем в двух прилегающих сегментах, находящихся дальше от указанного термочувствительного подучастка. Например, в случае коленчатого вала в одном или двух сегментах, которые фактически будут пересекать отверстия масляных каналов – или будут пересекаться отверстиями масляных каналов – на некоторой стадии процесса, скорость сканирования могут выбирать более высокой, и/или мощность лазерного луча могут выбирать более низкой, чем для прилегающих сегментов в сегментах.
В некоторых вариантах осуществления изобретения лазерное пятно выбирают имеющим большую площадь в сегменте, находящемся ближе к более термочувствительному подучастку, чем в двух прилегающих сегментах, находящихся дальше от указанного термочувствительного подучастка. Таким образом, путем «расфокусировки» на протяжении определенной части пути, которым следует лазерный луч, концентрация мощности на единицу площади поверхности станет меньшей, что может помочь избежать перегрева небольших термочувствительных участков, таких как участки, соответствующие отверстиям масляных каналов коленчатых валов.
В некоторых вариантах осуществления этого аспекта изобретения
(i) скорость сканирования, и/или
(ii) мощность лазерного луча, и/или
(iii) размер лазерного пятна,
назначенную и/или назначенный и/или назначенные одному или нескольким сегментам, изменяют по меньшей мере один раз, когда поверхность обрабатываемой детали перемещается относительно лазерного источника, например, каждый раз, когда схема или сегмент доходит до более термочувствительного подучастка или выходит с него. Таким образом, например, скорость сканирования, и/или мощность лазерного луча, и/или размер лазерного пятна, соответствующие одному или нескольким сегментам схемы, в течение процесса могут изменять, например, когда один или несколько сегментов доходит до более термочувствительного подучастка, такого как подучасток на отверстиях масляных каналов коленчатого вала или вблизи их, а также когда указанный сегмент или сегменты выходят с указанного более термочувствительного подучастка. При таком подходе термическую обработку можно легко оптимизировать для всех участков обрабатываемой детали в соответствии с их термочувствительностью.
Этот аспект изобретения может дополнительно включать этап программирования электронного средства управления, такого как персональный компьютер, программируемый контроллер или подобное средство, для управления лазерным лучом путем назначения каждому из указанных сегментов:
(a) по меньшей мере одной скорости сканирования; и/или
(б) по меньшей мере одной мощности лазерного луча; и/или
(в) по меньшей мере одного размера лазерного пятна.
В некоторых вариантах осуществления изобретения схема сканирования имеет геометрическую форму (например, образованную сегментами), причем указанную геометрическую форму схемы сканирования изменяют по меньшей мере один раз, когда поверхность обрабатываемой детали перемещается относительно лазерного источника. Например, на одной стадии процесса, например во время одного оборота обрабатываемой детали, например, когда отверстие масляного канала приближается к сканируемой части участка поверхности, один или несколько сегментов могут просто упустить, чтобы избежать перегрева более термочувствительного подучастка, или схему сканирования могут изменить, чтобы уменьшить плотность мощности на одном или нескольких подучастках.
Еще один аспект изобретения относится к способу лазерного упрочнения поверхности обрабатываемой детали (такой как обрабатываемая деталь из среднеуглеродистой стали, например, коленчатый вал; упоминание «поверхности» не означает, что упрочнению подлежит вся поверхность; например, в случае коленчатого вала может быть достаточным упрочнение частей поверхности, например поверхностей одной или нескольких шеек и/или стенок, прилегающих к шейкам), причем обрабатываемая деталь содержит по меньшей мере один участок поверхности, подлежащей упрочнению (например, поверхность одной или нескольких коренных шеек и/или одной или нескольких шатунных шеек коленчатого вала и/или поверхности стенок коленчатого вала). Участок поверхности содержит по меньшей мере один более термочувствительный подучасток (например, в случае коленчатого вала участок непосредственно вокруг отверстия масляного канала и/или участок рядом с краем галтели, обработанной по схеме «на врезание»; в этом месте отсутствие материала снижает теплоотводящую способность и предполагает повышенную опасность перегрева; кроме того, повреждение в результате перегрева для острых краев более вероятно, чем для гладкой и регулярной поверхности остальной части шейки), и по меньшей мере один менее термочувствительный подучасток (например, в случае коленчатого вала, часть поверхности шейки, более удаленная от указанного отверстия масляного канала и/или от указанной галтели, обработанной по схеме «на врезание», где отсутствие краев и пустот предполагает меньшую опасность перегрева). Способ включает:
проецирование лазерного луча из лазерного источника на указанный участок поверхности, чтобы получить лазерное пятно на указанном участке поверхности;
осуществление относительного перемещения поверхности обрабатываемой детали и лазерного источника (например, путем вращения обрабатываемой детали относительно оси X и/или перемещения обрабатываемой детали и/или лазерного источника по оси Y и/или Z, перпендикулярным указанной оси X), тем самым обеспечивая последовательное проецирование лазерного пятна на разные части указанного участка поверхности (то есть, в зависимости от относительного положения обрабатываемой детали и лазерного источника в системе координат, определяемой, например, указанными осями X, Y и Z, в каждый момент лазерный источник в сочетании со средствами сканирования может направлять лазерное пятно на определенную часть указанного участка поверхности, например, и, в зависимости от того, какое перемещение обеспечивают средства сканирования – одномерное или двумерное, на линию указанного участка, имеющего толщину, соответствующую диаметру, длине или ширине лазерного пятна, или, например, на по существу прямоугольную часть участка);
во время указанного относительного перемещения сканирование лазерного луча по соответствующей части указанного участка (сканирование могут выполнять лишь в одном измерении, например, параллельно оси вращения обрабатываемой детали и/или перпендикулярно направлению перемещения поверхности обрабатываемой детали относительно положения лазерного источника, или в двух измерениях, таким образом, следуя путем или схеме, такой как прямоугольная, овальная, треугольная, трапецеидальная, шестиугольная, восьмиугольная схема и т. д., или заполняя участок, очерченный этой схемой, например, путем осуществления меандрового или треугольного сканирования вперед-назад вдоль и/или поперек указанного участка или путем прохождения нескольких линий, таких как несколько параллельных линий; термин «сканирование лазерного луча» должен интерпретироваться как означающий, что лазерный луч сам перемещается с помощью некоторого рода оптических средств сканирования или подобных средств, таких как одно или несколько сканирующих зеркал);
причем сканирование осуществляют таким образом, что лазерное пятно следует схеме или путем сканирования на участке, причем схема сканирования имеет геометрическую конфигурацию.
В соответствии с этим аспектом изобретения геометрическую конфигурацию схемы сканирования изменяют по меньшей мере один раз во время относительного перемещения участка поверхности и лазерного источника. Например, схема сканирования может содержать несколько сегментов, и во избежание перегрева более термочувствительного подучастка один или несколько сегментов могут просто упускать, или схему могут изменить, чтобы уменьшить плотность мощности на одном или нескольких участках. Таким образом, например, в случае коленчатого вала, когда во время относительного перемещения лазерного источника и поверхности обрабатываемой детали одно или несколько отверстий масляных каналов подходят к сканируемому участку, схему сканирования могут адаптировать, например, путем уменьшения плотности энергии пути, то есть, путем разделения сегментов, и/или упуская один или несколько сегментов. Например, могут упустить один сегмент, меняя тем самым первоначальную схему сканирования в виде замкнутой кривой на схему сканирования в виде незамкнутой кривой, при этом лазерное пятно может следовать указанной незамкнутой кривой вперед-назад; если упущенный сегмент будет соответствовать положению отверстия масляного канала, он не будет способствовать нагреву краев отверстия масляного канала.
Еще один аспект изобретения относится к способу лазерного упрочнения поверхности обрабатываемой детали (такой как обрабатываемая деталь из черного металла, такого как среднеуглеродистая сталь, например, коленчатый вал), причем обрабатываемая деталь содержит по меньшей мере один участок поверхности, подлежащей упрочнению (например, в случае коленчатого вала поверхность одной или нескольких коренных шеек и/или одной или нескольких шатунных шеек коленчатого вала и/или поверхности стенок коленчатого вала), причем указанный участок поверхности содержит по меньшей мере один более термочувствительный подучасток (например, в случае коленчатого вала участок непосредственно вокруг отверстия масляного канала и/или участок рядом с краем галтели, обработанной по схеме «на врезание»; в этом месте отсутствие материала снижает теплоотводящую способность и предполагает повышенную опасность перегрева; кроме того, повреждение в результате перегрева для острых краев более вероятно, чем для гладкой и регулярной поверхности остальной части шейки), и по меньшей мере один менее термочувствительный подучасток (например, часть поверхности шейки, более удаленная от указанного отверстия масляного канала и/или от указанной галтели, обработанной по схеме «на врезание», где отсутствие краев и пустот предполагает меньшую опасность перегрева).
Способ включает:
проецирование лазерного луча из лазерного источника на указанный участок поверхности с получением, таким образом, лазерного пятна на указанном участке поверхности;
осуществление относительного перемещения поверхности обрабатываемой детали и лазерного источника (например, путем вращения обрабатываемой детали относительно оси X и/или перемещения обрабатываемой детали и/или лазерного источника по оси Y и/или Z, перпендикулярным указанной оси X), тем самым обеспечивая последовательное проецирование лазерного пятна на разные части указанного участка поверхности (то есть, в зависимости от относительного положения обрабатываемой детали и лазерного источника в системе координат, определяемой, например, указанными осями X, Y и Z, в каждый момент лазерный источник в сочетании со средствами сканирования может направлять лазерное пятно на определенную часть указанного участка поверхности, например, и, в зависимости от того, какое перемещение обеспечивают средства сканирования – одномерное или двумерное, на линию указанного участка, имеющего толщину, соответствующую диаметру, длине или ширине лазерного пятна, или, например, по существу на прямоугольную часть участка);
во время указанного относительного перемещения сканирование лазерного луча по соответствующей части указанного участка (сканирование могут выполнять лишь в одном измерении, например, параллельно оси вращения обрабатываемой детали, или в двух измерениях, следуя схеме, такой как прямоугольная, овальная, треугольная, трапецеидальная схема и т. д., или заполняя участок, очерченный этой схемой, например, путем осуществления меандрового или треугольного сканирования вперед-назад вдоль и/или поперек указанного участка, или позволяя лазерному лучу следовать схеме, содержащей несколько линий, таких как параллельные линии; термин «сканирование лазерного луча» должен интерпретироваться как означающий, что лазерный луч сам перемещается с помощью некоторого рода оптических средств сканирования, таких как одно или несколько сканирующих зеркал; в случае XYZ-сканера в дополнение к возможности перемещения пятна в направлениях X и Y предусмотрена фокусирующая линза, которая некоторым видом приводного средства может перемещаться в направлении Z, тем самым обеспечивая динамическую адаптацию размера лазерного пятна; тем самым как положение пятна, так и его размер могут управляться и адаптироваться для оптимизации процесса упрочнения);
и модулирование лазерного луча.
В соответствии с этим аспектом изобретения, когда лазерное пятно находится на указанном более термочувствительном подучастке, лазерный луч модулируют иначе, чем когда оно находится на указанном менее термочувствительном подучастке, для предотвращения перегрева соответствующей части обрабатываемой детали. В частности:
А) лазерный луч модулируют по мощности (например, так, что когда лазерное пятно находится на указанном более термочувствительном подучастке, его мощность ниже, чем когда лазерное пятно находится на указанном менее термочувствительном подучастке; модулирование мощности может даже включать временное уменьшение мощности до нуля или до значения, близкого к нулю);
и/или
Б) лазерный луч модулируют по скорости сканирования (например, так, что когда лазерное пятно находится на указанном более термочувствительном подучастке, лазерное пятно перемещают быстрее по поверхности обрабатываемой детали, чем когда лазерное пятно находится на указанном менее термочувствительном подучастке; модулирование скорости сканирования может даже включать временную остановку движения лазерного луча);
и/или
В) лазерный луч модулируют по его схеме сканирования так, что когда лазерное пятно находится на указанном более термочувствительном подучастке, лазерное пятно следует другой схеме сканирования, чем когда лазерное пятно находится на указанном менее термочувствительном подучастке (таким образом, для более термочувствительного подучастка могут выбирать схему сканирования, уменьшающую опасность перегрева, например, на краях, например, отверстий масляных каналов или на галтелях, обработанных по схеме «на врезание», коленчатого вала);
и/или
Г) лазерный луч модулируют по его размеру лазерного пятна так, что когда лазерное пятно находится на указанном более термочувствительном подучастке, размер лазерного пятна является иным (например, больше), чем когда лазерное пятно находится на указанном менее термочувствительном подучастке (таким образом, для более термочувствительного подучастка могут использовать размер пятна, уменьшающий нагрев, например, на краях отверстий масляных каналов или на галтелях, обработанных по схеме «на врезание», коленчатого вала. Увеличение размера пятна, например, расфокусировкой лазерного луча, уменьшается количество мощности на единицу площади поверхности лазерного пятна).
Таким образом, например, во всех этих аспектах изобретения и в случае упрочнения опорных поверхностей коленчатого вала, то есть поверхностей коренной шейки и шатунных шеек, лазерный луч могут фокусировать на одну из указанных шеек, а затем луч могут сканировать по указанной шейке и/или по части указанной шейки. С другой стороны, путем относительного перемещения источника лазерного излучения и поверхности коленчатого вала можно сканировать всю окружность коленчатого вала. Теперь вместо использования оптических средств для получения, например, квадратного или прямоугольного лазерного пятна значительного размера, такого как лазерное пятно, имеющее ширину порядку ширины шейки, можно использовать меньшее пятно, которое затем сканируют по шейке. Таким образом модуляция луча в части скорости сканирования, мощности, схемы сканирования и/или размера лазерного пятна позволяет адаптировать термическую обработку к особенностям разных частей поверхности, например, к термочувствительности областей, таких как, в случае коленчатого вала, отверстия масляных каналов и галтели. Таким образом, вместо просто одинаковой обработки всех частей поверхности просто проецированием большого лазерное пятна на поверхность и перемещением поверхности относительно лазерного источника, например, путем вращения обрабатываемой детали (что, похоже, предлагается в документе DE-10 2005 005 141-B3), можно использовать меньшее пятно, и сканирование и модуляцию можно осуществлять так, что разные части поверхности получают разные количества энергии, чтобы получить достаточный нагрев всех частей, одновременно избегая перегрева определенных частей. При модуляции луча разные части поверхности можно обрабатывать по-разному. Например, для предотвращения перегрева краев отверстий масляных каналов могут изменять схему сканирования на участке рядом с отверстиями масляных каналов. Кроме того, или как альтернатива, могут уменьшать интенсивность луча, и/или увеличивать скорость, и/или расфокусировкой или адаптацией угла падения лазерного луча на поверхность могут увеличивать размер лазерного пятна для предотвращения перегрева. Таким образом, вместо однородного нагрева всего участка поверхности, подлежащего упрочнению, могут принимать меры к уменьшению опасности перегрева на участках, таких как участки вокруг отверстий масляных каналов и/или участки рядом с галтелями, обработанными по схеме «на врезание». На этих участках отсутствие материала уменьшает поток тепла от нагретой поверхности, и это предполагает значительно повышенную опасность перегрева; кроме того, повреждение в результате перегрева для острых краев более вероятно, чем для гладкой поверхности остальных частей шейки.
Таким образом, изменением одного или нескольких их этих параметров можно уменьшить опасность перегрева.
При использовании любого из аспектов изобретения, рассмотренных выше, и особенно при создании эквивалентного или виртуального эффективного лазерного пятна сканированием лазерного луча в одном или двух измерениях, специалист может использовать компьютерные моделирования и/или практические проверки методом проб и ошибок для определения методик модуляции, подходящих для каждой конкретной конструкции коленчатого вала. При этом адаптация системы к новому виду коленчатого вала потребует лишь изменения программного обеспечения, например, путем введения новых профилей скорости сканирования, профилей интенсивности лазерного излучения, схем сканирования и/или размеров пятна, например, назначением разных значений этих параметров разным сегментам схемы сканирования. Это облегчает проведение моделирований методом проб и ошибок и динамическое изменение схемы сканирования и связанных параметров при указанных моделированиях методом проб и ошибок, а также при работе в реальной жизни (например, с использованием пирометра и присоединенного программного обеспечения и соответствующего управления с обратной связью), для достижения адекватных характеристик. Фактически, методика модуляции луча или способ распределения энергии, выбранные для одного вида коленчатого вала, часто можно легко адаптировать к другому виду коленчатого вала, учтя изменения размеров и изменения положений, например, отверстий масляных каналов. Таким образом, эта методика намного гибче, чем основанная на индукционном нагреве. При использовании вариантов осуществления настоящего изобретения адаптация может в основном заключаться в адаптации программного обеспечения, а не аппаратных средств.
Например, любая из альтернатив модуляции A, Б, В и Г может использоваться самостоятельно, или A может использоваться вместе с Б или В, или Б может использоваться с В, или A и Б и В могут использоваться вместе, и Г может факультативно использоваться с любой их вышеупомянутых комбинаций. Таким образом, разные аспекты изобретения, описанные выше, обеспечивают крайне гибкую платформу для адаптации лазерного нагрева обрабатываемой детали к разным конструкциям обрабатываемой детали, тем самым значительно снижая потребность в адаптации аппаратных средств; это свидетельствует об еще одном важном преимуществе над индукционным нагревом обрабатываемых деталей, таких как коленчатые валы. Например, выбор альтернативы (альтернатив) среди A, Б, В и Г можно делать, исходя из практических соображений, например, из расходов, связанных с разными видами лазеров и систем сканирования, из способности изменения скорости сканирования и/или интенсивности мощности лазерного луча, из способности изменения схем сканирования, например, в зависимости от того, какая система сканирования используется: одноосная или двухосная, и т. д.
Этот способ модуляции может использоваться не только для предотвращения перегрева на отверстиях масляных каналов и на галтелях и выточках, но и в случае обрабатываемых деталей, у которых упрочнению подлежит вся окружность, например окружность шеек коленчатого вала: после того как почти все 360 градусов окружности подвергнуты термической обработке, лазерный луч снова приближается к участку, который уже упрочнен, и который не должен снова значительно нагреваться; посредством модуляции лазерного луча соответствующим образом (в части скорости, схемы сканирования, мощности и/или размера пятна, и/или путем адаптации распределения энергии в эффективном лазерном пятне, таком как виртуальное или эквивалентное лазерное пятно), адекватный нагрев может достигаться и в этой граничной области между первой нагретой частью окружности и самой последней нагретой частью.
Еще один аспект изобретения относится к способу лазерного упрочнения поверхности обрабатываемой детали (такой как обрабатываемая деталь из черного металла, такого как среднеуглеродистая сталь, например, коленчатый вал), причем обрабатываемая деталь содержит по меньшей мере один участок поверхности, подлежащей упрочнению (например, поверхность одной или нескольких коренных шеек и/или одной или нескольких шатунных шеек коленчатого вала). Способ включает:
проецирование лазерного луча из лазерного источника на указанный участок поверхности с получением, таким образом, лазерного пятна на указанном участке поверхности;
осуществление относительного перемещения поверхности обрабатываемой детали и лазерного источника (например, путем вращения обрабатываемой детали относительно оси X и/или перемещения обрабатываемой детали и/или лазерного источника по оси Y и/или Z, перпендикулярным указанной оси X), тем самым обеспечивая последовательное проецирование лазерного пятна на разные части указанного участка поверхности (то есть, в зависимости от относительного положения обрабатываемой детали и лазерного источника в системе координат, определяемой, например, указанными осями X, Y и Z, в каждый момент лазерный источник в сочетании со средствами сканирования может направлять лазерное пятно на определенную часть указанного участка поверхности, например, и, в зависимости от того, какое перемещение обеспечивают средства сканирования – одномерное или двумерное, на линию указанного участка, имеющего толщину, соответствующую диаметру, длине или ширине лазерного пятна, или, например, по существу на прямоугольную часть участка);
во время указанного относительного перемещения сканирование лазерного луча по соответствующей части указанного участка (сканирование могут выполнять лишь в одном измерении, например, параллельно оси вращения обрабатываемой детали, или в двух измерениях, следуя схеме, такой как прямоугольная, овальная, треугольная, трапецеидальная схема и т. д., или заполняя эту схему, перемещая лазерный луч в границах этой схемы, например, меандровым образом; термин «сканирование лазерного луча» должен интерпретироваться как означающий, что лазерный луч сам перемещается с помощью некоторого рода оптических средств сканирования или подобных средств, таких как одно или несколько сканирующих зеркал);
причем нагрев осуществляют так, что часть поверхности обрабатываемой детали, входящая на участок, охватываемый лазерным лучом, вначале получает облучение лазером с более высокой средней мощностью, а затем облучение лазером с более низкой средней мощностью. Это может достигаться путем выполнения схемы сканирования с передней частью, имеющей более высокую плотность сканирования и задней частью, имеющей более низкую плотность сканирования, при этом лазерное пятно остается больше времени на единицу площади в указанной передней части, при этом часть поверхности, подлежащая обработке, вначале заходит в переднюю часть, и затем заходит в заднюю часть. Термин «средняя мощность» следует понимать как среднее количество мощности на участок поверхности за весь цикл сканирования. Еще один путь достижения этой цели – проецирование лазерного луча, по меньшей мере, с частичным смещением от центра так, чтобы лазерный луч ударялся о поверхность под углом менее 90 градусов. Кроме того, смещение лазерного луча от центра обладает тем преимуществом, что уменьшается опасность повреждений или отказов из-за обратных отражений.
Еще один аспект изобретения относится к способу лазерного упрочнения поверхности обрабатываемой детали (такой как обрабатываемая деталь из черного металла, такого как среднеуглеродистая сталь, например, коленчатый вал), имеющей по существу круглое поперечное сечение (такой как поверхность коренной шейки или шатунной шейки коленчатого вала). Способ включает:
проецирование лазерного луча из лазерного источника на указанную поверхность с получением, таким образом, лазерного пятна на указанной поверхности;
осуществление относительного перемещения поверхности обрабатываемой детали и лазерного источника (например, путем вращения обрабатываемой детали относительно оси X и/или перемещения обрабатываемой детали и/или лазерного источника по оси Y и/или Z, перпендикулярным указанной оси X), тем самым обеспечивая последовательное проецирование лазерного пятна на разные части указанной поверхности по окружности указанной поверхности.
В соответствии с этим аспектом изобретения лазерный луч проецируют на поверхность смещенным от центра образом, то есть, центр лазерного луча не совпадает с линией, проходящей через центр указанного круглого поперечного сечения. Это помогает сделать лазерное пятно больше, что иногда необходимо для лучшего распределения тепла. Кроме того, этот подход могут использовать, поскольку передний край лазерного пятна может иметь более высокую плотность мощности, чем заднее пятно, из-за разных углов падения лазерного луча на поверхность на переднем крае и на заднем крае лазерного пятна. Как уже объяснялось, это может сократить время нагрева, необходимое для достижения поверхностью требуемой температуры. Этот подход может использоваться, например, в сочетании с неподвижной оптикой, обеспечивающей по существу квадратное или прямоугольное лазерное пятно. Кроме того, смещение лазерного луча от центра обладает тем преимуществом, что уменьшается опасность повреждений или отказов из-за обратных отражений.
Еще один аспект изобретения относится к способу лазерного упрочнения поверхности части обрабатываемой детали, причем способ включает:
проецирование лазерного луча из лазерного источника на указанную поверхность, чтобы получить таким образом лазерное пятно на указанной поверхности;
осуществление относительного перемещения поверхности обрабатываемой детали и лазерного источника, тем самым обеспечивая последовательное проецирование лазерного пятна на разные части указанной поверхности. Лазерный луч проецируют на поверхность в направлении, не перпендикулярном указанной поверхности, предпочтительно, образуя угол менее 70° с указанной поверхностью, например менее 60° или даже менее 45°. Это может помочь увеличить размер лазерного пятна и, таким образом, уменьшить количество мощности на участок поверхности и – для данной относительной скорости поверхности и лазерного источника – увеличить время взаимодействия между лазерным пятном и данной точкой на поверхности. Это может способствовать большей глубине упрочненного слоя.
Еще один аспект изобретения относится к способу лазерного упрочнения поверхности обрабатываемой детали (такой как обрабатываемая деталь из среднеуглеродистой стали, например, коленчатый вал). Способ включает:
проецирование лазерного излучения из лазерного источника на участки поверхности, подлежащей нагреву.
В соответствии с этим аспектом изобретения лазерное излучение проецируют (одновременно или последовательно) на первый участок поверхности и на второй участок поверхности, проходящий по существу перпендикулярно указанному первому участку поверхности. Способ включает расщепление лазерного луча на первую составляющую лазерного луча, имеющую s-поляризацию, и на вторую составляющую лазерного луча, имеющую p-поляризацию, и использование указанной первой составляющей лазерного луча для нагрева указанного первого участка поверхности и использование указанной второй составляющей лазерного луча для нагрева указанного второго участка поверхности. Таким путем связь между поглощением мощности и углом падения, и то, как эта связь зависит от поляризации, можно использовать для повышения эффективности нагрева.
Во всех вышеописанных аспектах изобретения этап осуществления относительного перемещения обрабатываемой детали и лазерного источника может включать вращение обрабатываемой деталь относительно оси вращения (которая может быть параллельной так называемой оси Х системы), и при этом пятно лазерного излучения может иметь доступ ко всей окружности участка поверхности, подлежащей упрочнению. Например, коленчатый вал могут вращать относительно продольной оси, проходящей через центр коренных шеек.
Кроме того, этап осуществления относительного перемещения обрабатываемой детали и лазерного источника может включать осуществление относительного перемещения в первом направлении, перпендикулярном указанной оси вращения (например, параллельном оси Y), и во втором направлении, перпендикулярном указанной оси вращения (например, параллельном оси Z). При этом расстояние между источником лазерного излучения и поверхностью, подлежащей обработке, могут поддерживать постоянным, также в случае эксцентрически расположенных частей, таких как шатунные шейки коленчатого вала, вращающиеся относительно центральной оси коренных шеек: если эта основная ось соответствует оси X системы, осуществление относительного перемещения источника лазерного излучения в двух других направлениях, таких как оси Y и Z, может помочь обеспечить, что расстояние между источником лазерного излучения и поверхностью, подлежащей обработке, будет поддерживаться постоянным. Например, перемещение в указанном первом направлении могут осуществлять путем перемещения обрабатываемой детали (например, горизонтально), а перемещения во втором направлении могут осуществлять путем перемещения лазерного источника (например, вертикально). Кроме того, факультативно, лазерный источник может перемещаться параллельно указанной оси вращения. Таким образом, источник лазерного излучения могут, например, последовательно использовать для воздействия на разные шейки коленчатого вала.
Во многих вариантах осуществления изобретения в качестве обрабатываемой детали могут использовать коленчатый вал с несколькими отверстиями масляных каналов.
Еще один аспект изобретения относится к способу лазерного упрочнения поверхности коленчатого вала, причем коленчатый вал содержит коренные шейки, шатунные шейки и отверстия масляных каналов. Способ включает:
проецирование лазерного луча из лазерного источника на поверхность шейки, подлежащую упрочнению, для получения лазерного пятна на указанной поверхности, и перемещение поверхности относительно лазерного источника путем вращения указанного коленчатого вала (например, относительно оси, которая может соответствовать центральной оси коренных шеек).
В соответствии с этим аспектом изобретения при вращении указанного коленчатого вала лазерный луч сканируют, по меньшей мере, по части поверхности шейки в соответствии с заданной схемой сканирования, чтобы нагреть поверхность. Сканирование выполняют так, чтобы к более термочувствительным подучасткам прикладывать меньше энергии, чем к менее термочувствительным подучасткам указанной поверхности. Термин «заданная» не исключает возможности динамической адаптации схемы сканирования при работе заданным образом и/или в соответствии с управляющей системой, основанной на обратной связи от некоторого вида датчика температуры или камеры для определения температуры.
Например, сканирование могут выполнять, поддерживая мощность лазерного луча по существу постоянной и адаптируя скорость сканирования и/или схему сканирования, то есть, схему или путь, которой или которым лазерный луч следует на поверхности) так, чтобы к более термочувствительным подучасткам прикладывать меньше энергии, чем к менее термочувствительным подучасткам указанной поверхности. В других аспектах изобретения сканирование выполняют, поддерживая схему сканирования по существу постоянной и адаптируя скорость сканирования и/или мощность луча так, чтобы к более термочувствительным подучасткам прикладывать меньше энергии, чем к менее термочувствительным подучасткам указанной поверхности, например, путем динамической адаптации включенного/выключенного состояния в соответствии с сегментами схемы сканирования. В некоторых вариантах осуществления изобретения более термочувствительные участки включают участки, прилегающие к отверстиям масляных каналов, и/или участки, прилегающие к галтелям на осевых концах шеек коленчатого вала.
В некоторых вариантах осуществления изобретения схема сканирования включает несколько сегментов, и каждому из указанных сегментов назначают состояние мощности луча, чтобы устанавливать мощность лазерного луча, в соответствии с каждым сегментом, на уровень мощности, соответствующий указанному состоянию мощности. Лазер предназначен для изменения мощности лазерного луча, как требуется указанным состоянием мощности луча, чтобы в некоторых сегментах мощность луча была иной по сравнению с другими сегментами, как определено указанными состояниями мощности. Сканирование лазерного пятна по схеме сканирования предпочтительно производят со скоростью по меньшей мере 300 сегментов в секунду, предпочтительно, по меньшей мере 600 сегментов в секунду, предпочтительнее, по меньшей мере 1 000 сегментов в секунду, предпочтительнее, по меньшей мере 5 000 сегментов в секунду и, даже предпочтительнее, по меньшей мере 10 000 сегментов в секунду, и схему сканирования повторяют с частотой по меньшей мере 10 Гц, предпочтительнее, по меньшей мере 50 Гц, даже предпочтительнее, по меньшей мере 100 Гц. Таким образом, могут добиваться сегментации или пикселизации схемы сканирования, что позволяет адаптировать мощность или распределение энергии по нагреваемому участку в соответствии, например, с термочувствительностью сканируемого участка, и в то же время повторять схему сканирования с высокой частотой, тем самым снижая колебания температуры на участке, нагреваемом на данный момент.
Во многих вариантах осуществления изобретения лазерный источник представляет собой волоконный лазер, например волоконный лазер, требующий для переключения из включенного состояния в выключенное или vice versa приблизительно 100 мкс или менее. Волоконные лазеры обычно дороже других видов лазера, создающих лучи с достаточной мощностью в целях упрочнения, таких как диодные лазеры, и поэтому специалист мог бы противиться использованию волоконных лазеров для упрочнения обрабатываемых деталей, таких как коленчатые валы. Однако волоконные лазеры обеспечивают быстрые включение и выключение и, таким образом, могут быть особенно полезными для получения адекватного распределения энергии путем включения и выключения лазера, когда луч следует заданной схеме сканирования по эффективному лазерному пятну, чтобы распределять энергию по линиям и/или в подучастках или пикселях эквивалентного лазерного пятна. Кроме того, волоконные лазеры создают лучи высокого качества и относительно малого диаметра, при этом фокусное расстояние между сфокусированным лазерным пятном и выпускным отверстием для луча может быть большим, что моет быть преимуществом в случае сканирования, поскольку перемещения сканирующих зеркал или подобных устройств может быть меньше, а также в случае сканирования лазерного луча по поверхности сложных изделий, таких как коленчатые валы, в которых противовесы и щеки могут представлять собой препятствия для лазерных лучей, имеющих короткие фокусные расстояния.
Еще один аспект изобретения относится к системе для упрочнения, по меньшей мере, части поверхности обрабатываемой детали, причем система содержит лазерный источник и средства для осуществления относительного перемещения поверхности обрабатываемой детали и лазерного источника. В некоторых вариантах осуществления изобретения лазерный источник оснащен средствами сканирования или связан с ними для сканирования лазерного луча по части поверхности обрабатываемой детали в одном или двух изменениях. Система дополнительно содержит электронные средства управления, такие как компьютер, компьютерная система, программируемый контроллер и т. д., для управления работой системы.
В соответствии с этим аспектом изобретения электронные средства управления предназначены для управления системой так, чтобы осуществлять способ в соответствии с любым из аспектов, описанных выше.
Путем изменения параметров, таких как геометрическая конфигурация схемы сканирования, то есть, пути схемы, и/или скорость сканирования, и/или мощность лазерного луча, и/или размер лазерного пятна, и/или даже таких параметров, как длина волны и угол падения лазерного луча на поверхность, подлежащую упрочнению, система обеспечивает гибкость для оптимизации нагрева вдоль и поперек поверхности, подлежащей упрочнению. На пробных обрабатываемых деталях или с помощью компьютерных моделирований могут проводиться эксперименты методом проб и ошибок, и оператор может динамически изменять значения параметров, таких как длина и положение/ориентация сегментов, скорость сканирования для каждого сегмента, мощность лазерного луча в каждом сегменте и т. д., до нахождения комбинации параметров, обеспечивающих приемлемые характеристики упрочнения без чрезмерного ухудшения более термочувствительных участков или деталей.
Еще один аспект изобретения относится к компьютерной программе, содержащей программные команды для осуществления способа по одному из вышеописанных аспектов изобретения при исполнении в системе, описанной выше, и к носителю информации (такому как любой подходящий вид запоминающего устройства или электрический сигнал), хранящему компьютерную программу.
Еще один аспект изобретения относится к устройству для лазерного упрочнения поверхностей шеек коленчатого вала, причем указанные шейки представляют собой по меньшей мере две расположенные по центру коренные шейки и по меньшей мере одну смещенную шатунную шейку, причем устройство содержит:
опору коленчатого вала, предназначенную для поддержки коленчатого вала и, факультативно, для вращения коленчатого вала относительно продольной оси коленчатого вала;
по меньшей мере один лазерный источник, предназначенный для проецирования лазерного луча на шейку коленчатого вала, чтобы получить лазерное пятно на указанной шейке;
причем указанный лазерный источник содержит средства двунаправленного сканирования для сканирования лазерного луча в двух измерениях, чтобы создать двумерную схему сканирования на указанной поверхности указанной шейки. Использование схемы двунаправленного сканирования позволяет создавать эффективное лазерное пятно путем повторяющегося сканирования лазерного пятна по поверхности, подлежащей упрочнению, причем указанное эффективное лазерное пятно имеет достаточную протяженность в направлении, параллельном продольной оси коленчатого вала, чтобы обеспечить нагрев всей шейки коленчатого вала в течение одного оборота коленчатого вала относительно его продольной оси или за один 360-градусный охват шейки эффективным лазерным пятном, и в другом направлении, соответствующем направлению вдоль окружности коленчатого вала, чтобы обеспечить длительность нагрева в течение достаточного времени для достижения требуемой глубины упрочнения, и то же время позволяет вращать коленчатый вал с достаточной скоростью для получения адекватной производительности, выраженной в коленчатых валах в час. Это сканирование в двух направлениях может, например, комбинироваться с разбивкой схемы сканирования на несколько сегментов, которым назначены разные уровни мощности, чтобы получить распределение энергии, которое может при работе устройства динамически адаптироваться, чтобы избежать перегрева термочувствительных подучастков, таких как участки, прилегающие к отверстиям масляных каналов.
В некоторых вариантах осуществления изобретения указанная опора коленчатого вала и указанный лазерный источник подвижны относительно друг друга по меньшей мере в двух разных направлениях, перпендикулярных указанной продольной оси, для обеспечения постоянного расстояния между шатунной шейкой и лазерным источником при вращении указанного коленчатого вала относительно продольной оси, причем указанная шатунная шейка смещена относительно указанной продольной оси.
Например, указанный лазерный источник может быть подвижным в первом направлении, предпочтительно, вертикально, а указанная опора коленчатого вала может быть подвижной во втором направлении, предпочтительно, горизонтально, причем оба указанные первое и второе направления перпендикулярны указанной продольной оси. В некоторых вариантах осуществления изобретения лазерный источник может быть дополнительно подвижным параллельно указанной продольной оси коленчатого вала, чтобы последовательно воздействовать на несколько шеек коленчатого вала. Лазерный источник может представлять собой лазер, например волоконный или другой лазер, подходящий для быстро включения/выключения и/или для быстрого переключения между разными уровнями мощности луча, например, для обеспечения быстрого переключения между уровнями мощности, когда лазерное пятно следует схеме сканирования, имеющей сегменты, которым назначены разные состояния мощности, то есть, требуемые уровни мощности.
Устройство может содержать блок управления, содержащий память, хранящую значения параметров, назначенные указанной схеме сканирования, включая несколько наборов указанных значений параметров, причем первый набор указанных значений параметров определяет первое двумерное распределение энергии на шейке указанного коленчатого вала, а второй набор указанных значений параметров определяет второе двумерное распределение энергии на указанной шейке. Система управления может предназначаться для применения указанного первого набора значений параметров при упрочнении значительной части шейки коленчатого вала и для применения второго набора значений параметров при нагреве участка, прилегающего к отверстию масляного канала. Понятно, что могут быть дополнительные наборы значений параметров. Таким образом, например, при вращении коленчатого вала относительно продольной оси коленчатого вала двумерное распределение энергии может динамически адаптироваться, чтобы избежать перегрева более термочувствительных подучастков. Значения параметров могут включать любые значения параметров, рассмотренных выше, включая мощность луча и скорость сканирования.
Блок управления может предназначаться для управления процессом упрочнения путем избирательного применения при вращении коленчатого вала относительно его продольной оси указанного первого набора значений параметров и указанного второго набора значений параметров и, факультативно, дополнительного набора значений параметров, хранящихся в указанной памяти, синхронно с появлением более термочувствительного участка в соответствии с указанной двумерной схемой сканирования, например на участке, охваченной указанной двумерной схемой сканирования, или рядом с ним. Иными словами, блок управления может, например, изменять двумерное распределение энергии, когда должен нагреваться участок, прилегающий к отверстию масляного канала, то есть, когда, например, отверстие масляного канала при вращении коленчатого вала приходит на участок, в данный момент сканируемый лазерным лучом.
В некоторых вариантах осуществления изобретения указанная схема сканирования может представлять собой сегментированную схему сканирования, содержащую несколько сегментов, каждому из которых назначено по меньшей мере одно из указанных значений параметров. Указанное по меньшей мере одно значение параметра может указывать по меньшей мере один из следующих параметров: скорость сканирования, размер лазерного пятна, мощность лазерного луча, распределение мощности в лазерном луче, длина соответствующего сегмента и ориентация соответствующего сегмента. Например, соответствующий выбор скорости сканирования, то есть, скорости лазерного пятна по сегменту, и/или мощности лазерного луча может использоваться для определения распределения энергии по участку, охваченному схемой сканирования. Некоторые преимущества сегментированного подхода для реализации динамически регулируемого распределения энергии и для адаптации его к коленчатому валу объяснены выше.
В некоторых вариантах осуществления изобретения устройство может предназначаться для выполнения сканирования со средней скоростью по меньшей мере 300 сегментов в секунду, предпочтительно, по меньшей мере 600 сегментов в секунду, предпочтительнее, по меньшей мере 1 000 сегментов в секунду, предпочтительнее, по меньшей мере 5 000 сегментов в секунду и, даже предпочтительнее, по меньшей мере 10 000 сегментов в секунду. Как уже объяснялось, может использоваться большое число сегментов в секунду для объединения схемы сканирования с достаточным числом сегментов, например с шестью или более, с коротким временем цикла, то есть, с высокой частотой повторения сканирования, например, 50 Гц или выше.
Еще один аспект изобретения относится к машине или устройству для упрочнения участка поверхности обрабатываемой детали. Термин «участок поверхности» следует интерпретировать широко: он может относиться к части поверхности обрабатываемой детали или ко всей поверхности обрабатываемой детали; он может, например, относиться к поверхности шейки коленчатого вала или к части указанной поверхности. Понятно, что машина может использоваться для упрочнения более одного участка поверхности обрабатываемой детали, например, в случае коленчатого вала, машина может предназначаться для упрочнения поверхностей или большинства поверхностей нескольких или всех коренных шеек и/или шатунных шеек. Участок поверхности (или по меньшей мере один из участков поверхности) содержит по меньшей мере один менее термочувствительный подучасток и по меньшей мере один более термочувствительный подучасток.
Устройство содержит лазерный источник, предназначенный для проецирования эффективного лазерного пятна на участок поверхности (например, путем просто направления луча, конфигурированного имеющим требуемое поперечное сечение, на участок поверхности или путем создания виртуального или эквивалентного эффективного лазерного пятна сканированием «реального» лазерного пятна по схеме сканирования на участке поверхности), и средства для осуществления относительного перемещения указанного участка поверхности и эффективного лазерного пятна (в некоторых вариантах осуществления изобретения эти средства включают или состоят из средств для вращения обрабатываемой детали относительно оси, чтобы эффективное лазерное пятно проходило вокруг части обрабатываемой детали, например вокруг шейки коленчатого вала), при этом указанное эффективное лазерное пятно перемещается по указанному участку поверхности для последовательного и постепенного нагрева разных частей указанного участка поверхности до температуры, требуемой для упрочнения. То есть, когда эффективное лазерное пятно продвигается по указанному участку поверхности, например, в направлении вдоль окружности шейки коленчатого вала или по этой шейке (от ее одного конца к ее другому концу в продольном направлении коленчатого вала), эффективное лазерное пятно постепенно нагревает новые части, при этом ранее нагретые части охлаждаются, и происходит закалка. Эффективное лазерное пятно имеет двумерное распределение энергии, например, энергия может быть более или менее равномерно распределена вдоль и поперек эффективного лазерного пятна, или к поверхности на некоторых участках указанного эффективного лазерного пятна может прикладываться больше энергии/мощности, чем на других участках указанного эффективного лазерного пятна.
Устройство дополнительно содержит систему управления, такую как электронная система управления, включающую одно или несколько программируемых устройств, предназначенную для управления работой устройства, причем указанная система управления предназначена для изменения указанного двумерного распределения энергии таким образом, что на указанном более термочувствительном подучастке оно иное, чем на указанном менее термочувствительном подучастке. Тем самым нагрев участка поверхности может быть оптимизирован для достижения требуемой глубины и качества упрочнения по всему указанному участку поверхности, подлежащему упрочнению, или на большей его части, предотвращения перегрева более термочувствительных подучастков при одновременном обеспечении достаточного нагрева менее термочувствительных подучастков. Термины «более термочувствительный» и «менее термочувствительный» следует интерпретировать широко, и в целом они относятся к разным участкам поверхности, которые в силу своих характеристик должны получать меньше энергии или больше энергии от указанного эффективного лазерного пятна. Например, менее термочувствительный подучасток может представлять собой участок, требующий для достижения требуемого упрочнения больше энергии, чем более термочувствительный участок, который должен получать меньше энергии, например, во избежание повреждения или просто потому, что для достижения требуемого упрочнения необходим меньший нагрев, например, из-за конструкции обрабатываемой детали.
Упоминание лазерного источника подразумевает наличие по меньшей мере одного лазерного источника, хотя не исключает и наличие дополнительных лазерных источников, которые могут использоваться, чтобы совместно образовывать эффективное лазерное пятно и/или создавать несколько разных эффективных лазерных пятен.
В некоторых вариантах осуществления изобретения указанный по меньшей мере один более термочувствительный подучасток представляет собой
- участок, прилегающий к отверстию на участке поверхности, например к отверстию масляного канала;
и/или
- галтель, например галтель, обработанную по схеме «на врезание»;
и/или
- ранее упрочненную часть участка поверхности, например часть, на которую эффективное лазерное пятно заходит в конце 360-градусной траектории по окружности объекта, такого как цилиндрическая шейка коленчатого вала.
Менее термочувствительный подучасток может, например, находиться на поверхности шейки коленчатого вала в стороне от отверстий масляных каналов и/или в стороне от галтелей и/или в стороне от части, ранее упрочненной.
В некоторых вариантах осуществления изобретения устройство конструктивно исполнено или запрограммировано для работы таким образом, что указанное эффективное лазерное пятно имеет определенный размер и перемещается по указанному участку поверхности с определенной скоростью так, что в течение, по меньшей мере, части перемещения указанного эффективного лазерного пятна по указанному участку поверхности, предпочтительно, в течение по меньшей мере 50 %, предпочтительнее, в течение по меньшей мере 90 % и, даже предпочтительнее, в течение 100 % перемещения указанного эффективного лазерного пятна по указанному участку поверхности, части на указанном участке поверхности, нагреваемом указанным эффективным лазерным пятном, нагреваются по меньшей мере 0,5 секунды, предпочтительно, по меньшей мере 1 секунду. Установлено, что это может помочь достичь достаточной глубины упрочненного слоя для многих применений. Может потребоваться достаточно большое время нагрева, чтобы позволить теплу достаточно пройти в материал. Время по меньшей мере 0,5 или 1 секунда, факультативно, менее 5 секунд или даже менее 3 секунд, может быть подходящим, например, для упрочнения шеек коленчатых валов, обеспечения достаточного проникновения тепла для достижения глубин упрочнения, обычно требуемых, например, в автомобильной промышленности, при этом не требуются температуры, настолько высокие, что могут отрицательно повлиять на качество упрочнения, например, температуры, близкие к температуре плавления материала обрабатываемой детали или выше ее. В некоторых из этих вариантов осуществления размер эффективного лазерного пятна в направлении, в котором эффективное лазерное пятно перемещается по участку поверхности (например в направлении вдоль окружности шейки коленчатого вала, когда эффективное лазерное пятно перемещается по окружности вокруг указанной шейки, например, при вращении указанного коленчатого вала относительно его продольной оси), составляет по меньшей мере 5 мм, предпочтительно, по меньшей мере 7 мм, предпочтительнее, по меньшей мере 10 мм и, даже предпочтительнее, по меньшей мере 15 мм, 20 мм, 30 мм или более, например по меньшей мере 50 мм. Необходимость поддерживать каждую часть, подлежащую упрочнению, нагретой в течение достаточного времени, например по меньшей мере 0,5 секунды или по меньшей мере 1 секунда, ограничивает скорость, с которой эффективное лазерное пятно может перемещаться по участку поверхности, подлежащему упрочнению. Если используется эффективное лазерное пятно, имеющее типичный размер лазерного пятна с диаметром или шириной порядка лишь нескольких миллиметров, требуемая продолжительность нагрева предполагает, что лазерное пятно должно перемещаться по участку поверхности, подлежащему упрочнению, с довольно низкой скоростью, что отрицательно сказывается на производительности, например, выраженной в обрабатываемых деталях в час. Таким образом, использование эффективного лазерного пятна, имеющего большую длину или ширину в направлении, в котором эффективное лазерное пятно перемещается по участку поверхности, подлежащему упрочнению, может повысить производительность, поскольку эффективное лазерное пятно может перемещаться с более высокой скоростью по-прежнему с обеспечением достаточного времени нагрева.
В некоторых вариантах осуществления изобретения устройство предназначено для получения указанного эффективного лазерного пятна путем получения нескольких сегментов указанного эффективного лазерного пятна, причем указанные несколько сегментов представляют собой по меньшей мере шесть сегментов, причем система управления предназначена для изменения двумерного распределения энергии путем избирательного изменения плотности энергии и/или распределения указанных сегментов (то есть, энергии, соответствующей каждому сегменту в течение определенного промежутка времени, такого как – в случае сегментов схемы сканирования – цикл сканирования) в соответствии со значениями параметров, назначенными указанным сегментам, причем указанные значения параметров хранятся в памяти указанной системы управления. Как уже объяснялось, сегментированный подход предполагает важные преимущества, например, вследствие гибкости и простоты, с какой могут создаваться разные схемы распределения энергии для адаптации нагрева участка поверхности к характеристикам участка поверхности. Например, при использовании простой схемы с шестью сегментами, расположенными в два ряда каждый по три сегмента, уменьшение мощности одного или обоих центральных сегментов, когда эффективное лазерное пятно приближается к отверстию масляного канала, расположенному посредине шейки коленчатого вала, упрочняемой в данный момент, может уменьшить энергию, прикладываемую рядом с указанным отверстием масляного канала, по сравнению с энергией, прикладываемой к окружающим частям поверхности шейки, тем самым уменьшая опасность перегрева участка, прилегающего к отверстию масляного канала, одновременно поддерживая адекватное упрочнение поверхности также и в стороне от отверстия масляного канала, например на сторонах отверстия масляного канала в стороне от краев отверстия масляного канала. Большое число сегментов может позволить выполнять очень точную настройку двумерного распределения энергии на характеристики термочувствительности упрочняемой поверхности. Сегменты могут, например, располагаться в матрице с рядами и столбцами сегментов.
В некоторых вариантах осуществления изобретения лазерный источник содержит средства сканирования, предназначенные для двумерного сканирования лазерного луча указанного лазерного источника, причем система управления предназначена для сканирования лазерного луча в двух измерениях, чтобы получить указанное эффективное лазерное пятно, следуя схеме сканирования (во многих вариантах осуществления изобретения в случае сегментированного эффективного лазерного пятна схема сканирования может содержать указанные несколько сегментов), причем указанная схема сканирования повторяется с частотой повторения по меньшей мере 10 Гц, предпочтительно, по меньшей мере 50 Гц, предпочтительнее, по меньшей мере 100 Гц и, даже предпочтительнее, по меньшей мере 200 Гц. Сканирование лазерного луча так, чтобы перемещать небольшое лазерное пятно вдоль и поперек участка поверхности, чтобы получить указанное большее эффективное лазерное пятно, является преимущественным в том, что оно обеспечивает большую гибкость в части распределения энергии по указанному эффективному лазерному пятну. С другой стороны, высокая частота повторения схемы сканирования обеспечивает:
- относительно большой размер эффективного лазерного пятна, такой как один или несколько см2, тем самым обеспечивая, с одной стороны, относительно большую ширину лазерного пятна в направлении, перпендикулярном направлению перемещения эффективного лазерного пятна. Например, в случае упрочнения шеек коленчатого вала, когда эффективное лазерное пятно перемещается в направлении вдоль окружности, эффективное лазерное пятно может иметь указанную относительно большую ширину в направлении поперек указанных шеек и (то есть, в продольном направлении коленчатого вала), при этом эффективное лазерное пятно может простираться по большей части или по всей ширине шейки так, чтобы весь участок поверхности шейки нагревался за один провод эффективного лазерного пятна вокруг шейки. С другой стороны, в то же время размер эффективного лазерного пятна в направлении перемещения эффективного лазерного пятна по участку поверхности, подлежащему упрочнению, тоже может быть достаточно большим, чтобы обеспечить перемещение с относительно высокой скоростью в сочетании с достаточной продолжительностью нагрева, как уже объяснялось;
- в то же время предотвращение значительных колебаний температуры на участке, нагреваемом в данный момент, что является преимущественным по причинам, объясненным выше: высокая частота повторения обеспечивает, что нагретая часть может быть повторно нагрета до того, как температура, до которой она была нагрета ранее, понизится слишком низко.
Схема сканирования может быть в виде прилегающих сегментов, образующих контур, или в виде нескольких линий, таких как параллельные линии, или может иметь любую иную подходящую конфигурацию. Адаптация двумерного распределения энергии может включать адаптацию длин и/или положений некоторых или всех сегментов.
В некоторых вариантах осуществления изобретения указанные значения параметров указывают уровень мощности луча и/или скорость сканирования луча в соответствии с соответствующим сегментом схемы сканирования. Таким образом, двумерное распределение энергии, применяемое в каждый конкретный момент перемещения эффективного лазерного пятна по указанному участку поверхности, подлежащему упрочнению нагревов, может определяться значением мощности луча и/или скоростью сканирования, назначенным каждому сегменту. Выбор одной альтернативы, другой альтернативы или обеих может зависеть, например, от характеристик лазерного источника и системы сканирования, как уже объяснялось. В других вариантах осуществления изобретения значения параметров могут указывать положение или длину соответствующего сегмента. Возможны и другие альтернативы, как уже объяснялось, и одна или несколько этих альтернатив могут использоваться в комбинации.
В некоторых вариантах осуществления изобретения устройство запрограммировано для упрочнения по меньшей мере одной шейки коленчатого вала, причем устройство запрограммировано для получения указанного эффективного лазерного пятна, простирающегося в продольном направлении коленчатого вала на более 50 % указанной шейки коленчатого вала, предпочтительно, более 75 %, более 85 % или более 90 % или 95 %, например более 99 % или даже 100 %, и особенно по основной части, если не по 100%, участка поверхности, подлежащего упрочнению, например, участка поверхности, где требуется эффективная глубина цементации при упрочнении, например, по меньшей мере 800 мкм или более. В данной области техники использование небольшого лазерного пятна для упрочнения очень специфических частей поверхности коленчатого вала хорошо известно. Однако настоящее изобретение позволяет обеспечить упрочнение основных поверхностей (таких как обычные поверхности шеек коленчатого вала) за один проход или за малое число проходов, одновременно адаптируя нагрев в соответствии с характеристиками нагреваемых частей участка поверхности, учитывая наличие, например, отверстий масляных каналов и/или других более термочувствительных подучастов.
В некоторых вариантах осуществления изобретения система управления содержит память, предназначенную для хранения нескольких наборов данных, причем каждый из указанных наборов данных указывает двумерное распределение энергии указанного эффективного лазерного пятна, при этом указанное устройство предназначено для адаптации двумерного распределения энергии эффективного лазерного пятна, когда указанное эффективное лазерное пятно перемещается по указанному участку поверхности, с использованием одного из указанных нескольких наборов данных для управления лазерным источником, когда эффективное лазерное пятно проецируется на указанный менее термочувствительный подучасток, и с использованием по меньшей мере одного другого из указанных нескольких наборов данных для управления лазерным источником, когда эффективное лазерное пятно проецируется на указанный более термочувствительный подучасток. Таким образом, при адаптации устройства к конкретному изделию, такому как конкретный коленчатый вал, оператор может разработать адекватные распределения энергии для разных частей коленчатого вала, например, первое двумерное распределение энергии для части шейки, удаленной от отверстия масляного канала, и одно или несколько разных двумерных распределений энергии для участков, прилегающих к отверстию масляного канала, сохранить соответствующие наборы параметров в памяти системы управления, и запрограммировать систему управления так, чтобы динамически изменять распределение энергии эффективного лазерного пятна при перемещении указанного эффективного лазерного пятна вокруг или вдоль шейки синхронно с появлением отверстий масляных каналов и других участков, требующих регулировки способа, каким осуществляется нагрев.
Еще один аспект изобретения относится к способу лазерного упрочнения по меньшей мере одного участка поверхности обрабатываемой детали, такой как коленчатый вал, включающему этап нагрева указанного участка поверхности обрабатываемой детали до температуры для упрочнения с использованием устройства, как уже объяснялось, и этап охлаждения нагретых частей указанного участка поверхности для получения закалки.
Еще один аспект изобретения относится к коленчатому валу, содержащему несколько шеек, причем по меньшей мере одна из указанных шеек имеет поверхность, упрочненную способом в соответствии с одним из аспектов изобретения, описанных выше.
Еще один аспект изобретения относится к способу программирования устройства, подобного описанным выше, для лазерного упрочнения шеек коленчатого вала, включающему следующие этапы:
назначение значений связанных с распределением энергии параметров, таких как мощность лазерного луча, и/или скорость сканирования, и/или длина сегмента, и/или ориентация сегмента, нескольким сегментам (таким как сегменты схемы сканирования, которой должно следовать пятно лазерного луча для установления указанного эффективного лазерного пятна), чтобы установить несколько наборов данных, причем каждый набор данных соответствует конкретному двумерному распределению энергии эффективного лазерного пятна, которое должно проецироваться на участок поверхности, подлежащей упрочнению, и перемещаться по указанному участку поверхности,
сохранение указанных наборов данных, и
программирование устройства для адаптации указанного распределения энергии эффективного лазерного пятна синхронно с перемещением эффективного лазерного пятна по указанному участку поверхности путем адаптации указанного распределения энергии в соответствии по меньшей мере с одним из указанных наборов данных для нагрева менее термочувствительного подучастка указанного участка поверхности и путем адаптации указанного распределения энергии в соответствии по меньшей мере с одним другим указанным набором данных для нагрева более термочувствительного подучастка указанного участка поверхности. Как уже объяснялось, сегментированный подход облегчает специалисту создание, опробование и выбор подходящих двумерных распределений энергии и назначение их разным подучасткам участка, подлежащего упрочнению, например, назначение конкретных наборов данных участку вокруг отверстия масляного канала и других конкретных наборов данных участку перекрытия с ранее упрочненной частью коленчатого вала.
В некоторых вариантах осуществления изобретения этот способ включает после этапа установления набора данных этап расчета и визуализации соответствующего двумерного распределения энергии на экране. Во многих случаях визуализация может помочь специалисту в области техники определить, обеспечит ли выбранный двумерный набор данных, соответствующий конкретному назначению значений параметров сегментам, таким как сегменты схемы сканирования, адекватный нагрев соответствующей части коленчатого вала. Хотя для расчета оптимального назначения значений параметров сегментам могут использоваться чисто математические способы и компьютеры, визуализация в руках специалиста может быть полезным инструментом.
Установлено, что подходящими для использования могут быть лазеры, обеспечивающие высокую мощность луча, например луч, имеющий мощность в пределах 2-10 кВт (включены верхний и нижний пределы). Эти лазеры могут быть, например, особенно походящими для поверхностного упрочнения коленчатых валов.
Обычно с этим видом лазера и с целью поверхностного упрочнения, например, поверхности коленчатого вала, лазерное пятно, проецируемое на поверхность, подлежащую упрочнению, может предпочтительно иметь диаметр в пределах от 2 до 5 мм, например, примерно 3 мм. Этот вид пятна считается подходящим для упрочнения поверхности коленчатого вала с помощью лазерного луча мощностью 2-10 кВт.
Упрочнение часто предпочтительно выполняется для достижения эффективной глубины цементации упрочненного слоя по меньшей мере 800 мкм или более (например по меньшей мере 1200 мкм или по меньшей мере 1500 мкм или даже 2000 мкм или более) на упрочненном участке за исключением – факультативно – окрестности более термочувствительных подучастков и/или на краях или концевых частях упрочненного участка. Эти глубины упрочнения подходят, например, для коленчатых валов. Считается, что при использовании лазера, имеющего мощность в пределах 2-10 кВт, эти глубины упрочнения могут достигаться при проецировании лазерного луча на коленчатый вал в течение примерно 2-6 минут (точное время будет зависеть от таких признаков, как мощность луча, участок поверхности, подлежащей упрочнению, и глубина слоя); при обработке нескольких коленчатых валов параллельно время цикла может быть значительно сокращено: например, при параллельной обработке двух или трех коленчатых валов обычно можно времени цикла порядка 1 минуты. Требуемая глубина обычно может быть в пределах от 800 до 2000 мкм или более.
Адаптация схемы сканирования и других параметров, таких как мощность луча, размер лазерного пятна, скорость сканирования и/или угол падения лазерного луча, позволяет увеличить время взаимодействия между лазерным лучом и определенным участком, что может помочь увеличить глубину упрочненного слоя. Например, если данная схема расширяется в направлении относительного перемещения лазерного источника и поверхности, подлежащей упрочнению, и/или если угол падения между лазерным лучом и поверхностью уменьшается (например, при смещении луча от центра относительно поверхности части, имеющей круглое поперечное сечение, или при наклоне луча относительно плоской поверхности), продолжительность взаимодействия между лучом и данной точкой на поверхность может увеличиться, что может способствовать большей глубине упрочненного слоя.
Скорость сканирования (то есть скорость, с которой лазерное пятно будет сканироваться сканирующей системой по поверхности, подлежащей упрочнению) может изменяться вдоль схемы или пути сканирования, как уже объяснялось, но средняя скорость сканирования обычно может быть в пределах 2000-8000 мм/c; такие скорости сканирования могут подходить для поверхностного упрочнения коленчатых валов при использовании лазерного луча, имеющего мощность в пределах 2-10 кВт.
Понятно, что разные аспекты, описанные выше, если совместимы между собой, могут комбинироваться.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для завершения описания и обеспечения лучшего понимания изобретения прилагается комплект чертежей. Указанные чертежи являют собой неотъемлемую часть описания и иллюстрируют разные пути осуществления изобретения, которые должны интерпретироваться не как ограничивающие объем изобретения, а лишь как примеры того, как может изобретение может осуществляться. Чертежи содержат следующие фигуры:
фиг. 1 представляет собой схематический вид в перспективном изображении коленчатого вала, известного в данной области техники;
фиг. 2 представляет собой схематический вид в перспективном изображении системы в соответствии с одним возможным вариантом осуществления изобретения;
фиг. 3 представляет собой схематический вид спереди части лазерного источника 1 и части обрабатываемой детали в соответствии с одним возможным вариантом осуществления изобретения;
фиг. 4A и 4B представляют собой схематические виды сверху части обрабатываемой детали в варианте осуществления на фиг. 3 в два разных момента процесса упрочнения;
фиг. 5A и 5B представляют собой схематические виды сверху части обрабатываемой детали в два разных момента процесса упрочнения в соответствии с одной альтернативой указанного варианта осуществления изобретения;
фиг. 6A, 6B, 6C и 6D представляют собой схематические виды сверху виртуальных лазерных пятен, имеющих переднюю часть с более высокой плотностью мощности и по меньшей мере одну заднюю часть с более низкой плотностью мощности;
фиг. 7A и 7B представляют собой два схематических вида сбоку в разрезе в плоскости Y-Z варианта расположения, показанного на фиг. 3;
фиг. 8 схематически иллюстрирует поляризатор, который может использоваться как часть лазерного источника, в некоторых вариантах осуществления изобретения;
фиг. 9 схематически иллюстрирует компьютерную систему и схему сканирования, хранящуюся в указанной компьютерной системе и/или создаваемую ей;
фиг. 10 схематически иллюстрирует области и ячейки памяти в указанной компьютерной системе;
фиг. 11 схематически иллюстрирует области и ячейки в компьютерной системе в соответствии с одним альтернативным вариантом осуществления изобретения;
фиг. 12A-12C схематически иллюстрируют, как адаптируется распределение энергии эффективного лазерного пятна при упрочнении участка вокруг отверстия масляного канала;
фиг. 13 схематически иллюстрирует, как может учитываться прохождение отверстия масляного канала в соответствии с некоторыми вариантами осуществления изобретения;
фиг. 14A и 14B схематически иллюстрируют амплитуду колебания температуры поверхности нагреваемого участка в зависимости от частоты, с которой лазерный луч сканирует эффективное лазерное пятно;
фиг. 15A и 15B схематически иллюстрируют, как может прикладываться эффективное лазерное пятно для получения упрочнения шейки коленчатого вала путем упрочнения ее кольцевого сегмента;
фиг. 16A, 17A и 18A представляют распределение энергии или мощности по эффективному лазерному пятну, рассчитанное для схемы сканирования на фиг. 16B и 16C, 17B и 17C и 18B и 18C соответственно;
фиг. 16B, 17B и 18B схематически иллюстрирует расположение сегментов разных схем сканирования, а фиг. 16C, 17C и 18C схематически иллюстрирует разные скорости сканирования, назначенные разным сегментам схемы;
фиг. 19A-19C схематически иллюстрирует вступление эффективного лазерного пятна на ранее упрочненную часть дорожки.
ОПИСАНИЕ ПУТЕЙ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Фиг. 2 иллюстрирует систему в соответствии с одним возможным вариантом осуществления изобретения. Система содержит каркасную конструкцию, в которой размещен лазерный источник 1, установленный на каретке 11 лазера, которая может перемещаться в вертикальном направлении параллельно вертикальной оси Z системы первыми приводными средствами 12 каретки лазера, например, серводвигателем или любыми иными подходящими приводными средствами. С другой стороны, лазерный источник 1 может приводиться и горизонтально параллельно горизонтальной оси Х системы по горизонтальной дорожке 14 вторыми приводными средствами 13 каретки лазера, такими как другой серводвигатель или любые иные подходящие приводные средства.
С другой стороны, система содержит две каретки 20 для обрабатываемых деталей, причем на каждой каретке для обрабатываемых деталей могут размещаться две обрабатываемые детали 1000 параллельно (в этом варианте осуществления обрабатываемыми деталями являются коленчатые валы), и она содержит приводные средства (не показанные), предназначенные для вращения каждой обрабатываемой детали вдоль центральной оси (в этом варианте осуществления центральная ось соответствует продольной оси, проходящей через центры коренных шеек коленчатого вала), причем указанная ось параллельна оси Х системы. С другой стороны, каждая каретка 20 для обрабатываемых деталей связана с приводными средствами 21 каретки для обрабатываемых деталей (такими как серводвигатель или любые иные подходящие приводные средства), предназначенными для перемещения каретки для обрабатываемых деталей горизонтально, параллельно оси Y системы, перпендикулярной оси Х.
Ссылки на горизонтальное и вертикальное направления служат лишь для упрощения объяснения, и понятно, что возможна и находится в пределах объема изобретения любая другая ориентация.
В настоящем случае лазерный источник 1 вначале используется для упрочнения соответствующих частей поверхности одной из обрабатываемых деталей 1000 в первой из кареток 20 для обрабатываемых деталей, затем она используется для упрочнения соответствующих частей поверхности другой обрабатываемой детали 1000 в указанной первой из кареток 20 для обрабатываемых деталей, а затем перемещается по дорожке 14 в положение напротив второй из кареток 20 для обрабатываемых деталей для упрочнения поверхностей обрабатываемых деталей 1000, расположенных в ней. Когда лазерный источник 1 используется на обрабатываемых деталях во второй из кареток для обрабатываемых деталей, обрабатываемые детали в первой из кареток для обрабатываемых деталей могут выгружаться и заменяться новыми обрабатываемыми деталями для обработки лазерным источником и vice versa.
Понятно, что есть много альтернативных возможностей. Например, может быть лишь одна обрабатываемая деталь на каретку для обрабатываемых деталей, или могут быть более двух обрабатываемых деталей на каретку для обрабатываемых деталей. Может быть один лазерный источник на каретку для обрабатываемых деталей (то есть, к дорожке 14 может быть добавлена вторая каретка лазерного источника со своим соответствующим лазерным источником). Кроме того, несколько расположений, подобных показанному на фиг. 2, или их варианты могут размещаться параллельно. Кроме того, каждая каретка 11 лазера может оснащаться более чем одним лазерным источником 1, при этом лазерной упрочняющей обработке могут одновременно подвергаться несколько обрабатываемых деталей в каретке для обрабатываемых деталей. Соотношение между числом лазерных источником, числом кареток для обрабатываемых деталей и числом обрабатываемых деталей может выбираться с таким расчетом, чтобы оптимизировать использование более дорогих частей системы и оптимизировать производительность, например, путем обеспечения загрузки и разгрузки обрабатываемых деталей без остановки работы системы. В некоторых вариантах осуществления изобретения несколько лазерных источников могут использоваться для направления лазерных лучей одновременно на один и тот коленчатый вал, например, для воздействия одновременно на разные шейки коленчатого вала или на одну и ту же шейку коленчатого вала.
В некоторых вариантах осуществления изобретения, если обрабатываемой деталью является коленчатый вал 1000 с коренными шейками 1001 и шатунными шейками 1002, при термической обработке коренных шеек 1001 коленчатого вала лазерный источник не перемещается в направлении оси Z, а каретка для обрабатываемых деталей не перемещается в направлении оси Y, поскольку поверхность коренной шейки является круглой и симметричной относительно оси вращения коленчатого вала. В некоторых вариантах осуществления изобретения при необходимости использовать лазерную термическую обработку по всей протяженности коренной шейки в направлении оси X возможно перемещение лазерного источника и/или обрабатываемых деталей по оси Х. Это зависит от мощности лазерного источника и способности средств сканирования (не показанных) перемещать лазерный луч в направлении оси X. Если лазерный луч можно сканироваться по пути коренной шейки 1001 по всей его протяженности в направлении оси Х, перемещать лазерный источник 1 в направлении оси Х может не понадобиться при термической обработке одной, например, из коренных шеек 1001 коленчатого вала, а может понадобиться лишь при переключении с обработки одной шейки на обработку другой; то же самое касается и термической обработки, например, шатунных шеек 1002 коленчатого вала.
Однако при термической обработке шатунной шейки 1002, центральная ось которой радиально смещена от центральной оси коренных шеек, при вращении соответствующей обрабатываемой детали – коленчатого вала – 1000 в каретке 20 для обрабатываемых деталей источник лазерного излучения 1 перемещается вертикально параллельно оси Z, и каретка 20 для обрабатываемых деталей перемещается горизонтально параллельно оси Y, чтобы поддерживать постоянное расстояние между лазерным источником (например, между выходом средств сканирования лазерного источника или поверхностью линзы) и поверхностью, на которую проецируется лазерный луч. В других вариантах осуществления изобретения коленчатые валы могут перемещаться параллельно осям Z и Y. Дополнительно или альтернативно, лазерный источник может предназначаться для перемещения параллельно осям Z и Y.
Работа первых 12 и вторых 13 приводных средств каретки лазера, а также работа приводных средств 21 каретки для обрабатываемых деталей и приводных средств для вращения обрабатываемых деталей 1000 в каретках 20 для обрабатываемых деталей, могут управляться электронными средствами управления, такими как компьютер, компьютерная система или программируемый контроллер (не показанными на фиг. 2).
В некоторых вариантах осуществления изобретения лазерный источник 1 содержит систему сканирования, предназначенную для изменения направления лазерного луча. Эти системы сканирования хорошо известны в данной области техники и часто содержат одно или несколько сканирующих зеркал, углы которых могут изменяться в соответствии с функциями сканирования, такими как синусоидальные функции, треугольные функции и т. д., под управлением компьютера. Одноосная система сканирования (например, система сканирования со сканирующим зеркалом, поворотным относительно одной оси, или подобная система) может использоваться для сканирования лазерного луча параллельно оси Х, то есть перпендикулярно направлению перемещения поверхности обрабатываемой детали 1000 относительно лазерного источника 1, из-за вращения обрабатываемой детали 1000. Таким образом, быстрое сканирование по соответствующей части поверхности может создать виртуальное пятно, имеющее протяженность в направлении X намного больше, чем протяженность пятна без сканирования: таким образом, первоначальное пятно превращается в более широкое виртуальное пятно (с большей протяженность в направлении Х), но с меньшей плотностью мощности, поскольку мощность луча распределяется на большей площади.
При использовании двухосной системы сканирования (например, системы сканирования, имеющей двухосное зеркало или два одноосных зеркала) лазерный луч может перемещаться в двух направлениях, например, с одной стороны, параллельно оси Х и, с другой стороны, параллельно оси Y, и их сочетания. Таким образом, помимо сканирования поверхности перпендикулярно направления перемещения поверхности относительно лазерного источника, то есть помимо сканирования поверхности «вдоль» поверхности шеек в направлении оси Х, лазерный луч может также сканировать поверхность в направлении своего перемещения, то есть параллельно оси Y; при этом поверхность шейки коленчатого вала может сканироваться и в направлении вдоль окружности шейки. Кроме того, лазерный луч может описывать пути, сочетающие перемещение в направлении Х и направлении Y (то есть при проецировании на круглую шейку коленчатого вала в направлении W вдоль окружности, см., например, фиг. 12A-12B). При этом луч может следовать путями, имеющими сложные формы, такие как прямоугольники, овалы, трапеции и т. д. Лазерное пятно может сканироваться по поверхности для образования виртуального заполненного прямоугольника, имеющего существенную высоту в направлении Y (или W) (например, следуя меандровой схеме в пределах прямоугольной границы или следуя несколькими отдельными линиями в пределах указанной границы), или повторяющегося очерчивания краев прямоугольника или любой иной геометрической формы. Таким образом, с использованием возможности системы сканирования может создаваться виртуальное или эквивалентное эффективное лазерное пятно, имеющее требуемые протяженность и форму в направлении Х и направлении Y или W. В случае так называемого XYZ-сканера в дополнение к возможности перемещения в направлениях X и Y предусмотрена фокусирующая линза, которая некоторым видом приводных средств может перемещаться в направлении Z, тем самым обеспечивая динамическую адаптацию размера лазерного пятна. Тем самым как положение пятна, так и его размер могут управляться и адаптироваться для оптимизации процесса упрочнения. Кроме того, как альтернатива или в дополнение к перемещению фокусирующей линзы или подобного стандарта, размер лазерного пятна может регулироваться и адаптироваться путем перемещения лазерного источника параллельно оси Z с помощью первых приводных средств каретки лазера. Кроме того, система может содержать средства для изменения распределения мощности в лазерном пятне, как известно, например, из документа DE-3905551-A1, упомянутого выше.
Фиг. 3 схематически иллюстрирует лазерный источник 1, содержащий схематически проиллюстрированную двухосную систему 3 сканирования, основанную на двухосном зеркале или двух одноосных зеркалах и предназначенную для отклонения падающего лазерного луча 2 в вертикальной плоскости, параллельной оси Х, и в вертикальной плоскости, параллельной оси Y; угол α представляет максимальный охват в вертикальной плоскости, параллельной оси Х, а угол β – максимальный охват в плоскости, параллельной оси Y. Фиг. 3 схематически иллюстрирует лазерный источник 1, помещенный над обрабатываемой деталью, точнее, над коренной шейкой 1001 коленчатого вала, имеющей отверстие 1003 масляного канала и вращающейся в каретке для обрабатываемых деталей (не показанной) в направлении, указанном стрелкой. Схематически проиллюстрирована на фиг. 3 часть 1006, которая может проходиться лазерным пятном при сканировании лазерного луча. Таким образом, с помощью этого вида лазерного источника небольшое лазерное пятно, проецируемое на верх обрабатываемой детали, может заменяться большим виртуальным или эквивалентным пятном, полученным повторяющимся сканированием с высокой скоростью схемы, имеющей любую нужную форму, в части 1006, определяемой максимальным охватом, обеспечиваемым системой сканирования, в соответствии с углами α и β. Таким образом, вместо нагрева лазерным лучом одного небольшого пятна может нагреваться большая площадь (но с меньшей мощностью на единицу площади) путем сканирования указанной площади лазерным лучом в течение определенного промежутка времени. Или иными словами: вместо получения большого пятна (например, большого прямоугольного пятна) с использованием, например, соответствующей неподвижной оптики, соответствующее распределение мощности может достигаться сканированием меньшего и более мощного пятна по большей площади. Такой подход имеет одно важное преимущество: он обеспечивает возможность динамического прикладывания разных количеств энергии к разным частям поверхности путем адаптации схемы сканирования, скорости перемещения при сканировании, мощности луча и/или размера пятна в зависимости от разных характеристик разных частей поверхности, например, в зависимости от чувствительности к теплу и опасности повреждения от перегрева. Например, схема сканирования, скорость сканирования, мощность луча и/или размер лазерного пятна могут выбираться (и динамически адаптироваться в процессе упрочнения) так, чтобы ограничить количество энергии нагрева, прикладываемой к поверхности вблизи отверстий масляных каналов или вблизи галтелей, обработанных по схеме «на врезание». Чтобы получить адекватные глубину и качество упрочнения, сканирование выполняется повторяющимся образом и, предпочтительно, с высокой частотой, например более 10 Гц или, предпочтительнее, более 50, 100, 150, 200 или 250 Гц, чтобы избежать значительных колебаний температуры на нагреваемом участке.
Фиг. 4A и 4B представляют собой виды сверху части коленчатого вала, а именно коренной шейки 1001 коленчатого вала на двух разных стадиях процесса упрочнения. Коленчатый вал вращается в каретке для обрабатываемых деталей (не показанной) в направлении, указанном стрелкой.
На фиг. 4A позицией 2A обозначена схема сканирования: лазерное пятно следует по существу прямоугольным путем 2A; в альтернативном варианте осуществления лазерное пятно сканируется внутри по существу прямоугольного участка 2A, например, следуя меандровой или иной схеме в пределах прямоугольного участка 2A, чтобы заполнять этот прямоугольник, то есть, чтобы ударяться обо всю поверхность прямоугольника. В обоих случаях сканирование выполняется с высокой скоростью, в результате чего проекция лазерного луча на поверхность обрабатываемой детали 1001 с точки зрения нагрева по существу эквивалентно нагреву, который бы достигался, если бы лазерный луч проецировался в виде полого прямоугольника 2A или заполненного прямоугольника 2A соответственно. На фиг. 4A участок, сканируемый лазерным лучом, – это менее термочувствительный подучасток, поскольку на указанном участке обрабатываемая деталь сплошная.
И вот (на фиг. 4B) отверстие 1003 масляного канала дошло части, которая может охватываться лазерным лучом. Участок, непосредственно прилегающий к отверстию 1003 масляного канала – это более термочувствительный участок, поскольку края отверстия масляного канала от перегрева могут повредиться, и поскольку отсутствие металла в отверстии снижает теплоотводящую способность обрабатываемой детали на этом участке. Таким образом, если лазерный луч проецируется на участок, непосредственно прилегающий к отверстию 1003 масляного канала, таким же образом, как он проецируется на менее термочувствительную область, такую как на фиг. 4A, может иметь место перегрев с повреждением краев отверстия 1003 масляного канала.
Следовательно, в этом варианте осуществления изобретения, когда обрабатываемая деталь находится в ситуации, проиллюстрированной на фиг. 4B, используется другая схема 2В сканирования: в этом случае лазерный луч следует путем в форме большего прямоугольника 2B или следует меандровой схеме или нескольким параллельным линиям для заполнения участка, очерченного указанным большим прямоугольником 2B соответственно. Это означает, что мощность лазерного луча распределяется по большей площади, уменьшая, таким образом, опасность перегрева. Иными словами: для уменьшения опасности перегрева модуляция лазерного луча в части схемы сканирования в ситуации, показанной на фиг. 4B, является иной по сравнению с ситуацией, показанной на фиг. 4A.
Понятно, что использовать прямоугольную схему или меандровую схему с заполнением прямоугольника вовсе необязательно: специалист в данной области техники может использовать схему, которую считает наиболее удобной. Например, если используется волоконный или иной лазер, обеспечивающий быстрое включение/выключение лазерного луча, может использоваться схема, содержащая несколько параллельных линий, и расстояние между линиями при сканировании менее термочувствительного участка или подучастка может быть меньше, чем при сканировании более термочувствительного участка или подучастка. Или, предпочтительнее, расстояние между линиями может поддерживаться по существу постоянным, но мощность луча и/или скорость сканирования по линиям могут адаптироваться так, что на более термочувствительном участке скорость сканирования выше, и/или мощность луча ниже, чем на менее термочувствительном участке. Кроме того, могут использоваться сочетания этих подходов. Для сканирования по нескольким параллельным линиям во многих вариантах осуществления изобретения могут использоваться многогранные зеркала. В дополнение или как альтернатива изменению схемы или пути, которым следует лазерное пятно, специалист может выбрать изменение мощности лазерного луча, и/или скорости сканирования лазерного луча, и/или размера лазерного пятна, и/или распределения мощности в лазерном пятне для достижения адекватного упрочнения с приемлемым уровнем ухудшения чувствительных участков, таких как края отверстий 1003 масляных каналов коленчатого вала. Этот вид мер может приниматься и в отношении других чувствительных участков, таких как галтели, обработанные по схеме «на врезание», или участок в конце дорожки упрочнения, то есть, по существу, участок, где после того как обрабатываемая деталь совершила оборот почти на 360 градусов, лазерный луч приближается к участку, ранее нагретому им, и который не должен существенно повторно нагреваться во избежание чрезмерного эффекта отпуска, который привел бы к недопустимому снижению твердости.
Фиг. 5A и 5B представляют собой виды сверху части коленчатого вала, а именно коренной шейки 1001 коленчатого вала, на двух разных стадиях процесса упрочнения в соответствии с альтернативным вариантом осуществления изобретения. Все, что было сказано в отношении фиг. 4A и 4B, применимо mutatis mutandis (с соответствующими изменениями – лат.). На фиг. 5A и 5B схема сканирования проходит почти по всей ширине шейки, по существу от одной из галтелей 1004 до другой. Как и на фиг. 4A и 4B, схема сканирования рассчитана на прикладывание на более термочувствительном подучастке вокруг отверстия 1003 масляного канала (см. фиг. 5B) более низкой плотности мощности, чем на менее термочувствительном подучастке или области дальше в стороне от отверстия масляного канала (см. фиг. 5A); в этом случае это достигается большей высотой трапецеидальной схемы сканирования при сканировании участка вокруг отверстия 1003 масляного канала.
Однако в этом случае термочувствительным считается и участок, прилегающий к галтелям 1004, например, из-за использования галтелей, обработанных по схеме «на врезание». Таким образом, схема сканирования предназначена для обеспечения более низкой плотности мощности и на этом участке; это достигается с помощью трапецеидальной схемы сканирования, посредством которой по существу при постоянной скорости сканирования вблизи галтелей будет получено меньше энергии, чем при использовании прямоугольной схемы сканирования.
Аналогично случаю варианта осуществления на фиг. 4A и 4B, лазерный луч может следовать контурами трапеций 2C и 2D, проиллюстрированных на фиг. 5A или 5B, или может покрывать или заполнять эти трапеции, например, следуя меандрирующим путем в пределах указанных трапеций или несколькими линиями в пределах этих трапеций.
Специалисту очевидно, что эти схемы являются лишь примерами, и что специалист сможет выбирать среди бесконечного числа возможных схем, адаптируя способ и систему к конкретной конструкции обрабатываемой детали.
Фиг. 6A представляет собой вид сверху виртуального лазерного пятна 5, имеющего прямоугольное поперечное сечение и имеющего переднюю часть 2E с более высокой плотностью мощности и заднюю часть 2F с более низкой плотностью мощности. Виртуальное лазерное пятно получается путем повторяющегося сканирования меньшего реального лазерного пятна, следуя меандрирующей схеме, покрывающей прямоугольный участок. В этом случае более высокая плотность мощности получается с помощью более плотной меандровой схема в первой части прямоугольного участка и менее плотной меандровой схемы во второй части прямоугольного участка. Стрелкой показано направление, в котором поверхность обрабатываемой детали перемещается относительно виртуального лазерного пятна. При этом на часть подлежащей нагреву обрабатываемой детали будет вначале действовать передний край виртуального лазерного пятна, и эта часть, таким образом, будет получать сравнительно большое количество мощности на единицу площади поверхности. Это будет способствовать быстрому нагреву, что в случае лазерного упрочнения означает, что эта часть обрабатываемой детали быстро достигнет диапазона температур аустенизации. Это означает, что для данной мощности лазерного луча и данной скорости перемещения подлежащей нагреву поверхности нагретый участок обрабатываемой детали может поддерживаться в диапазоне температур аустенизации или выше в течение более продолжительного времени, чем, если бы мощность была распределена по виртуальному лазерному пятну равномерно: если бы мощность распределена равномерно, поверхности потребовалось бы больше времени для достижения зоны температур аустенизации.
Фиг. 6B иллюстрирует альтернативный вариант осуществления, в котором вместо использования меандрирующей схемы лазерное пятно следует несколькими параллельными линиями для образования (виртуального или эквивалентного) эффективного лазерного пятна 5. Мощность лазерного луча выше, и/или скорость сканирования ниже вдоль линий в передней части 2E с более высокой плотностью мощности по сравнению с задней частью 2F с более низкой плотностью мощности, где мощность лазерного луча ниже, и/или скорость сканирования выше. Таким путем можно получить требуемое распределение энергии по всему эффективному лазерному пятну 5. Вместо линий для обеспечения требуемого двумерного распределения энергии может использоваться любой вид схемы сканирования. Используя лазер, обеспечивающий быстрое включение/выключение лазерного луча и/или быстрое изменение мощности, можно использовать очень сложные схемы, обеспечивающие очень точное распределение энергии, которые можно адаптировать в соответствии с характеристиками поверхности, подлежащей упрочнению, например, чтобы прикладывать меньше энергии в более термочувствительных областях или участках, таких как вблизи отверстий масляных каналов коленчатого вала. Например, для реализации этого вида распределения энергии может использоваться волоконный лазер, например, с использованием «пиксельного» подхода, при котором очень специфические подучастки нагреваются в соответствии с требуемым двумерным распределением энергии. Для быстрого сканирования вдоль параллельных линий могут использоваться многогранные зеркала, как известно в данной области техники.
Фиг. 6C иллюстрирует эффективное лазерное пятно 5, содержащее три разные части, а именно: первую часть 2H, содержащую несколько линий схемы сканирования, вторую часть 2I без каких-либо подобных линий и третью часть 2J, содержащую несколько линий схемы сканирования. Первая часть 2H может факультативно содержать переднюю подчасть 2E с более высокой плотностью энергии и заднюю подчасть 2F с более низкой плотностью энергии. С другой стороны, плотность энергии в первой части 2I может быть выше, чем плотность энергии в третьей части 2J, которая (плотность энергии) в свою очередь может быть выше, чем плотность энергии во второй части 2I, где плотность энергии может равняться нулю или быть близкой к нулю. Эффективное лазерное пятно 5 может получаться повторяющимся сканированием лазерного луча вдоль всех линий схемы сканирования с адаптацией скорости сканирования и/или мощности луча и/или включения/выключения лазерного луча в разных сегментам линии так, чтобы распределять энергию в соответствии с требуемой схемой мощности или распределения энергии. Из-за второй части, в которой нагрев не происходит, первая часть 2H схемы сканирования может выбираться с таким расчетом, чтобы довести температуру поверхности обрабатываемой детали до высокой температуры, например порядка 1400 °C, как можно быстрее (из-за высокой плотности мощности в передней подчасти 2E) и поддерживать ее там в течение достаточно продолжительного времени для достижения требуемой глубины упрочнения (путем соответствующего выбора длины первой части 2H в направлении относительного перемещения эффективного лазерного пятна и поверхности обрабатываемой детали, учитывая скорость указанного относительного перемещения), вторая часть 2I может обеспечивать закалку посредством охлаждения нагретой части, например самозакалку, а третья часть 2J может иметь схему сканирования, скорость и мощность луча, подходящие для нагрева обрабатываемой детали до температуры, например, порядка 400-500 °C, для отпуска упрочненного участка. Таким путем упрочнение и отпуск могут происходить последовательно в течение одного этапа перемещения или сканирования эффективного лазерного пятна 5 по поверхности, подлежащей упрочнению и отпуску. Это может послужить для ускорения полной последовательности упрочнения и отпуска. (Температура, до которой должна нагреться поверхность, зависит от материала обрабатываемой детали, например, от вида стали, который используется, и от ее состава. Значение 1400 °C приведено чисто как пример).
Фиг. 6D схематически иллюстрирует схему сканирования с шестью линиями 51, причем каждая линия содержит пять сегментов или пикселей 51A, 51B. Для каждого сегмента лазерный луч включен (сегменты или пиксели 51A) или выключен (сегменты или пиксели 51B) в соответствии с требуемым распределением энергии, которое в течение процесса упрочнения может динамически изменяться. Таким образом, компоновка на фиг. 6D представляет пикселизацию 6x5 и может быть легко получена с помощью имеющихся на рынке лазерных и сканирующих систем. Использование лазера, обеспечивающего быстрое включение/выключение, например волоконного лазера, может увеличить число пикселей схемы сканирования для заданной частоты сканирования. Число линий, которое может быть достигнуто для определенной частоты сканирования, например 50 Гц или 100 Гц или более, будет зависеть inter alia (среди прочего – лат.) от используемых средств сканирования.
Вместо просто включения и выключения лазерного луча или в дополнение к ним могут использоваться и другие состояния мощности лазерного луча, то есть разные уровни мощности между максимальной и нулевой (или близкой к нулю) мощностями. Состояния мощности, соответствующие разным сегментам, могут храниться в памяти и в процессе упрочнения динамически изменяться, например, для уменьшения плотности энергии на участке, прилегающем к отверстию масляного канала, путем снижения уровня мощности, назначенного одному или нескольким сегментам, при необходимости в этом. Этот сегментированный или пикселизированный подход является весьма практичным и позволяет пользователю находить подходящие распределения энергии по эффективному лазерному пятну путем опробования разных комбинаций состояний мощности, то есть мощности, которую должен иметь луч в разных сегментах, до нахождения комбинации, обеспечивающей нужный результат. Если лазер обеспечивает быстрое переключение между разными состояниями или уровнями мощности, за секунду можно завершать большое число сегментов, что обеспечивает достаточно высокую частоту повторения схемы сканирования во избежание значительных колебаний температуры и в то же время адекватное количество сегментов. Например, если лазер обеспечивает 1000 изменений состояния мощности в секунду, частота повторения схемы сканирования 100 Гц может сочетаться со схемой сканирования, имеющей 10 сегментов.
Фиг. 7A представляет собой разрез коренной шейки 1001 в варианте системы, показанной на фиг. 3. В данном случае лазерный источник слегка смещен относительно вертикальной плоскости симметрии коренной шейки 1001 по оси X. Это означает, что лазерный луч, сканируя в пределах угла β, будет достигать поверхности обрабатываемой детали под разными углами между углом γ1, в этом случае равным приблизительно 90 градусов, и углом γ2, в этом случае значительно меньше 90 градусов. Если скорость и схема сканирования постоянны на протяжении всего сканирования, и если мощность луча подобным образом поддерживается постоянной, это означает, что плотность мощности на единицу площади поверхности на переднем крае (то есть где поверхность вращающегося тела вступает на участок, охватываемый лазерным лучом при сканировании) будет выше из-за большего угла γ1 и ниже на заднем крае из-за меньшего угла γ2. Как объяснялось в отношении фиг. 6A, это расположение может помочь температуре поверхности быстро достичь зоны температуры аустенизации.
На фиг. 7B показано альтернативное расположение, в котором лазерный луч поддерживается неподвижным или сканируется лишь в вертикальной плоскости, параллельной оси Х, то есть в соответствии с углом α на фиг. 3. В этом случае смещенное положение лазерного луча относительно плоскости симметрии означает, что лазерный луч ударяется о поверхность под углом γ, значительно меньшим 90 градусов. Это может иметь два эффекта: прежде всего, площадь пятна станет больше, что может являться преимуществом, поскольку мощность лазерного луча распространяется по большей площади. Кроме того, если толщина лазерного луча (в направлении оси Y) не настолько мала, чтобы ею можно было пренебречь, будет иметь место разница угла падения лазерного луча на поверхность обрабатываемой детали на переднем крае пятна и на заднем крае пятна. Это означает, что может быть достигнут вышеупомянутый эффект быстрого нагрева поверхности, когда она входит в пятно, из-за более высокой плотности мощности на переднем крае. Этот вариант осуществления может преимущественно использоваться, например, с неподвижной оптикой, обеспечивающей по существу прямоугольное лазерное пятно. Кроме того, или альтернативно, эта концепция может использоваться в сочетании с одномерным сканированием параллельно оси X, устанавливая виртуальный прямоугольник, имеющий ширину, соответствующую диаметру или ширине лазерного пятна, и длину, соответствующую качанию лазерного луча параллельно оси Х.
Для увеличения размера лазерного пятна подобные подходы могут использоваться и в случае, когда участок поверхности, подлежащей упрочнению, является плоским или некруглым: лазерный луч на плоский участок может проецироваться лазерный луч, не перпендикулярный указанному плоскому участку.
Иногда требуется упрочнить поверхности, к которым тяжело добраться лазером, разве что под очень малыми углами. Например, в случае коленчатых валов поверхности стенок 1005, проходящих по существу перпендикулярно от поверхностей коренных и шатунных шеек, часто будут почти параллельными лазерным лучам, испускаемым из лазерного источника 1 в устройстве, таком как показанное на фиг. 2. Это может снижать степень поглощения мощности на этих поверхностях и затруднять их упрочнение и/или делать его потребляющим много энергии: лазерное излучение, получаемое под малым углом относительно поверхности, поглощается хуже, чем лазерное излучение, получаемое под большим углом, таким как 90 градусов, то есть, перпендикулярно поверхности.
Однако поглощение зависит еще и от поляризации. Так, если для одной поляризации (s или p) мощность лучше поглощается, когда лазерный луч направлен перпендикулярно поверхности (то есть, под углом 90 градусов к поверхности), при противоположной поляризации поглощение мощности выше, когда лазерный луч направлен к поверхности под малым углом, таким как угол, близкий к нулю, то есть, при направлении луча, почти совпадающим с поверхностью. В случае обрабатываемых деталей, таких как коленчатые валы, у которых стенки иногда довольно большие и разделены довольно короткой шейкой, в устройстве, подобном показанному на фиг. 2, лазерный луч придется проецировать на стенки 1005 под относительно малым углом, по меньшей мере, для части стенок, близкой к шейкам.
Фиг. 8 иллюстрирует систему 4 поляризации, которая может использоваться как часть лазерного источника 1: она содержит лучерасщепляющий или светоделительный поляризатор 41, такой как поляризационный куб, который делит падающий лазерный луч на s-поляризованный луч 2’ и p-поляризованный луч 2’’, один из которых может затем использоваться для упрочнения поверхности, например, коренных шеек 1001 и шатунных шеек 1002, а другой – для упрочнения поверхностей стенок 1005. Зеркала 42, 43 и 44 могут использоваться выравнивания s-поляризованного луча 2’ и p-поляризованного луча 2’’, чтобы они стали по существу параллельными.
Фиг. 9 схематически иллюстрирует компьютерное средство или систему 100, такое или такую как персональный компьютер или иное программируемое устройство или средство, имеющее средства 101 компьютерного ввода, такие как клавиатура и/или мышь, и экран 102 компьютера. На экране иллюстрируется схема сканирования 2G. В данном случае схема сканирования представляет собой многоугольник, содержащий несколько сегментов a, b, c, d, e, f, g и h. В проиллюстрированном варианте осуществления сегменты образуют многоугольник, а именно восьмиугольник. Однако может использоваться и большее или меньшее число сегментов, и некоторые или все сегменты могут быть криволинейными, а не прямыми, и сегменты могут распределяться иными путями, например в несколько более или менее параллельных линий. Компьютерная система может выполняться таким образом, чтобы оператор мог изменять расположение схемы, например с помощью мыши или других средств ввода, например, перемещая курсор на экране. Как альтернатива, может использоваться сенсорный экран, позволяющий пользователю манипулировать формой схемы, касаясь сегментов, тем самым изменяя их положение, ориентацию и/или длину. Форма схемы представляет путь, который будет описывать лазерное пятно при сканировании поверхности, подлежащей упрочнению, например, для создания виртуального или эквивалентного эффективного лазерного пятна, имеющего двумерное распределение энергии.
На экране есть также несколько линий A-H, каждая из которых соответствует одному из сегментов a-h соответственно. Каждая из указанных линий A-H представляет одну характеристику лазерного пятна для соответствующего одного из сегментов a-h, например диапазон скорости сканирования. В проиллюстрированном варианте осуществления стрелка рядом с каждой линией указывает конкретную скорость сканирования, выбранную для указанного сегмента, то есть скорость, с которой лазерное пятно перемещается по соответствующему сегменту, следуя схеме сканирования. В настоящем случае самая высокая скорость сканирования назначена сегментам c и g, a несколько более низкая скорость сканирования – сегментам a и e, и даже более низкая скорость сканирования – сегментам b, d, h и f. В других вариантах осуществления изобретения в дополнение к назначению разным сегментам разных скоростей сканирования или как альтернатива ему, разным сегментам могут назначаться разные мощности лазерного луча, например путем выбора для разных сегментов включенного или выключенного состояния или другого состояния располагаемой мощности лазерного луча (например, 10%, 25%, 50%, 75% или 90% максимальной мощности) в соответствии с требуемым распределением энергии. Сегменты могут указывать маршрут, которым следует центр сканирующего пятна, и сканирующее пятно может, например, иметь диаметр, соответствующий половине длины сегментов a и c. В таком случае каждый раз, когда пятно завершает маршрут, определенный сегментами a-h, вся площадь внутри указанных сегментов непосредственно нагрета лазером, равно как часть площади снаружи указанных сегментов на расстояние, соответствующее половине диаметра лазерного пятна.
Восьмиугольник 2G может, например, использоваться вместо прямоугольников 2A/2B или трапеций 2C/2D в вариантах осуществления на фиг. 4 и 5. В этом случае, например, более высокая скорость сканирования в сегментах c и g может уменьшить нагрев на участке отверстий 1003 масляных каналов, а повышенная скорость в сегментах a и e может помочь предотвратить перегрев в зоне галтелей 1004, обработанных по схеме «на врезание». Кроме того, компьютерная система может программироваться так, чтобы использовать один вид схемы 2G при сканировании участка, удаленного от отверстий масляных каналов, и другой вид схемы (например, схему с другими и/или иначе ориентированными сегментами, и/или с разными скоростями или мощностями луча, назначенными некоторым или всем сегментам) при сканировании участка, прилегающего к отверстиям масляных каналов или включающего их. Например, может использоваться такой же контур сегментов, но с разной скоростью (и/или мощностью луча) в сегментах c и g в зависимости от того, сканируется или не сканируется участок вокруг отверстий масляных каналов.
Эта система может использоваться вместе с пирометром для обеспечения адаптации схемы сканирования 2G методом проб и ошибок, например, путем выполнения лазерного упрочнения пробных обрабатываемых деталей и изменения схемы сканирования (формы, скорости сканирования, интенсивности лазерного луча, размера лазерного пятна и т. д.) для одного или нескольких сегментов в зависимости от результатов. Кроме того, или как альтернатива, компьютерная система 100 может использоваться с программным обеспечением моделирования для моделирования нагрева, который будет результатом выбранной схемы 2G и скоростей сканирования (и/или других параметров, таких как мощность лазерного луча, размер лазерного пятна и т. д.), назначенных разным сегментам a-h, благодаря чему пользователь сможет за короткое время найти конфигурацию схемы, которая окажется нужной. Результат моделирования может, например, отображаться на экране 102. Затем пользователь сможет динамически изменять схему 2G и параметры, назначенные разным сегментам, и наблюдать результирующий нагрев. Этот инструмент может использоваться для легкого нахождения или разработки подходящей схемы сканирования с соответствующими значениями параметров, назначенными разным сегментам, для данной конструкции обрабатываемой детали.
Например, этот вид системы может преимущественно использоваться для нахождения подходящей схемы или схем сканирования для данного коленчатого вала, например, путем динамической адаптации параметров схемы (ее формы и размеров, например, путем увеличения или укорачивания сегментов) и/или параметров, связанных с каждым сегментом, таких как, например, скорость лазерного пятна (путем изменения скорости сканирования), мощность (например, путем изменения мощностного содержания лазерного луча) и/или плотность мощности (например, путем изменения размера лазерного пятна, например, путем расфокусировки, например, путем смещения фокусирующей линзы или путем изменения угла падения между лазерным лучом и поверхностью). В некоторых вариантах осуществления изобретения может адаптироваться и распределение мощности в лазерном луче. В некоторых вариантах осуществления изобретения может выбираться конкретная схема сканирования, такая как соответствующая схеме на фиг. 6D, и адаптация распределения энергии может устанавливаться путем выбора мощности луча и/или скорости сканирования, назначаемых каждому сегменту 51A, 51B.
Установлено, что использование этого вида определения схемы сканирования, основанного на сегментах, обеспечение, с одной стороны, создания контура схемы путем увеличения и/или уменьшения числа сегментов и/или длины и/или изменения их ориентации и/или положения, и выбор и назначение каждому сегменту разных значений параметров, связанных с мощностью или энергией, таких как значения скорости сканирования, мощности луча и/или размера пятна, облегчают получение адекватного нагрева разных частей поверхности, подлежащей нагреву. При этом можно соответственно обращаться с более термочувствительными подучастками, такими как участок, прилегающий к отверстиям 1003 масляных каналов коленчатого вала, например:
- путем использования одной и той же схемы сканирования (в части пути, которым следует пятно) как для более термочувствительных участков, так и для менее термочувствительных участков, но с адаптацией других параметров во избежание перегрева более термочувствительных участков, например, путем выбора более высокой скорости сканирования (и/или более низкой мощности луча и т. д.) для выбранного сегмента; в случае фиг. 9 увеличение скорости в сегментах c и g поможет уменьшить перегрев в отверстиях 1003 масляных каналов, находящихся по центру в шейке, по которой сканируется лазерный луч в соответствии со схемой 2G; в случае фиг. 6D назначение низкой (например, нулевой или близкой к нулю) мощности луча некоторым центральным сегментам 51B линий 51 также поможет предотвратить перегрев в отверстии масляного канала, проходящего через центральную часть схемы в направлении, указанном стрелкой на фиг. 6D;
- путем использования разных настроек схем сканирования и связанных значений параметров для разных подучастков; например, при вращении коленчатого вала шейка может сканироваться, как показано на фиг. 5A, но со схемой сканирования, имеющей компоновку, показанную на фиг. 9; когда отверстие 1003 масляного канала достигает сканируемой части поверхности или приближается с ней, значение скорости, связанные с сегментами c и g, может изменяться с таким расчетом, чтобы лазерный луч сканировал эти сегменты с более высокой скоростью, тем самым уменьшая опасность перегрева участка, прилегающего к отверстию масляного канала;
- путем изменения формы схемы, например путем изменения длины или ориентации сегментов и даже путем пропуска сегментов. Например, сегмент g схемы сканирования 2G может быть пропущен во время всего вращения обрабатываемой детали или при сканировании участка обрабатываемой детали, прилегающего к отверстию масляного канала или включающего его; в этом случае лазерное пятно может следовать путем от h, по сегментам, a, b, c, d, e и до сегмента f, а затем возвращаться в противоположном направлении, то есть по сегментам f, e, d, c, b и a до достижения конца сегмента h.
Таким образом, компьютерная система, обеспечивающая управление лазерным лучом на основе сегментированной схемы сканирования, при котором разным сегментам могут назначаться разные значения, например,
- скорости сканирования (то есть, скорости перемещения лазерного пятна по его пути),
- мощности лазерного луча, и/или
- размера лазерного пятна,
может использоваться для адаптации схемы сканирования, чтобы обеспечить оптимизированное распределение энергии и оптимизированный нагрев поверхности с целью адекватного упрочнения поверхности с меньшим повреждением или опасностью повреждения чувствительных частей. Вышеприведенное объяснение относится, главным образом, к скорости сканирования, но понятно, что нагрев может изменяться и при изменении мощности лазерного луча или плотности мощности, например, расфокусировкой, например, посредством перемещения линзы. Однако для многих существующих с настоящее время лазеров и средств сканирования предпочтительной альтернативой может быть изменение скорости. Если используются лазеры, обеспечивающие быстрое включение/выключение или быстрое изменение мощности луча (такие как многие волоконные лазеры, которые в настоящее время требуют на переключение между включенным и выключенным состояниями и наоборот приблизительно 100 мкс), все более привлекательной альтернативой становится изменение мощности лазерного луча, например, путем включения и выключения; эта альтернатива является даже еще привлекательней в свете тенденции к более короткому времени переключения.
Чтобы получить виртуальное лазерное пятно (такое как «восьмиугольное» лазерное пятно, путем быстрого сканирования участка, следуя схеме 2G на фиг. 9, или сегментированное эффективное лазерное пятно, такое как показано на фиг. 6D), сканирование должно выполняться с высокой частотой, то есть с высокой скоростью. Например, в одном практическом варианте осуществления лазерный луч может совершать цикл сканирования по сегментам a-h за период времени, например, 8 мс; часто, например, при использовании диодных или других лазеров, у которых переключение между включенным и выключенным состояниями медленное, может оказаться трудным или дорогостоящим изменять мощность луча достаточно быстро для установления ее на правильном уровне на каждом сегменте; зачастую более практичным будет изменять скорость сканирования, иногда это в пределах возможностей имеющихся на рынке сканирующих систем. Однако, в зависимости от способности лазера в части переключения уровня мощности, предпочтительней может быть модуляция мощности луча.
Схема сканирования на фиг. 9 имеет несколько взаимосвязанных сегментов. Однако, в зависимости от используемых вида лазера и/или средств сканирования, могут использоваться и не взаимосвязанные сегменты. Например, схема сканирования может содержать несколько линий или точек или пикселей; этот вид схемы сканирования часто может быть предпочтительным при использовании лазера, обеспечивающего быстрое переключение между включенным и выключенным состояниями, такого как волоконный лазер. При этом могут использоваться очень сложные схемы, позволяющие очень точно выбирать распределение энергии на сканируемом участке. Таким образом, система может исполняться с таким расчетом, чтобы обеспечить точное распределение энергии, необходимое, учитывая наличие термочувствительных областей, таких как, например, отверстия масляных каналов в коленчатом валу.
Фиг. 10 схематически иллюстрируют первую 110 и вторую 120 области памяти компьютера, связанные с компьютерной системой 100, причем каждая область памяти представляет собой матрицу памяти, имеющую несколько столбцов, причем каждый столбец содержит по одной ячейке памяти, назначенной каждому из сегментов a-h схемы сканирования 2G. Указанные столбцы могут содержать следующие данные:
данные в столбцах 111 и 121 для сегментов схемы сканирования могут определять форму схемы, то есть, расположение сегментов (например, точки начала и конца каждого сегмента);
данные в столбцах 112 и 122 для скорости могут определять для каждого сегмента скорость сканирования, связанную с этим сегментом, то есть скорость, с которой лазерное пятно будет перемещаться по соответствующему сегменту схемы или пути сканирования;
данные в столбцах 113 и 123 для мощности луча могут определять для каждого сегмента мощность луча, то есть, мощность лазерного луча при его перемещении по соответствующему сегменту;
данные в столбцах 114 и 124 для размера пятна могут определять для каждого сегмента размер лазерного пятна при его перемещении по соответствующему сегменту. Посредством фокусировки/расфокусировки лазерного луча, например, путем перемещения оснащенной электроприводом фокусирующей линзы или путем перемещения лазерного источника параллельно оси Z системы, размер пятна и, таким образом, плотность мощности на единицу площади поверхности, можно изменять. Этого можно добиться и путем изменения угла падения лазерного луча на поверхность, например, путем смещения лазерного луча, как показано, например, на фиг. 7A и 7B.
В некоторых вариантах осуществления изобретения имеется лишь одна из этих областей памяти компьютера, то есть скорость, мощность луча и пятно размер на протяжении всего процесса могут быть постоянными. В других вариантах осуществления есть две или более этих областей памяти, и для динамического изменения сканирования во время относительного перемещения поверхности обрабатываемой детали 1000 и лазерного источника 2 может использоваться указатель 130: например, при приближении отверстия 1003 масляного канала к сканируемой части поверхности первая схема сканирования (со связанным с ней набором значений параметров, например, для скорости сканирования, мощности лазерного луча, размера лазерного пятна и/или угла падения), определенная первой областью 110 памяти, может быть заменена второй схемой сканирования (со связанным с ней набором значений параметров, например, для скорости сканирования, мощности лазерного луча и/или размера лазерного пятна и т. д.), определенной второй областью 120 памяти, для предотвращения перегрева на краях отверстия масляного канала. Например, вторая схема сканирования может иметь более высокую скорость сканирования, и/или более низкую мощность лазерного луча, и/или больший размер лазерного пятна, связанные с сегментами, которые будут пересекаться отверстием масляного канала при сканировании, по сравнению с первой схемой сканирования.
В некоторых вариантах осуществления изобретения будут лишь один или несколько столбцов 111-114, или возможно большее число столбцов, устанавливающих данные, относящиеся к дополнительным аспектам процесса. В некоторых вариантах осуществления изобретения для разных сегментов и схем разными будут лишь один или два из следующих параметров: скорость сканирования, размер лазерного пятна и мощность лазерного. В некоторых вариантах осуществления возможна лишь одна область 110 памяти, поскольку путь, которым следует лазерное пятно, а также его связанные значения параметров будут оставаться постоянными на протяжении всего процесса.
Фиг. 11 схематически иллюстрирует две области памяти компьютера в соответствии с одним альтернативным вариантом осуществления изобретения, в котором каждая область 140, 150 памяти компьютера включает несколько ячеек 141 памяти, каждая из которых соответствует пикселю или сегменту участка, который будет сканироваться. Каждая ячейка памяти может содержать значение состояния мощности, указывающее мощность лазера, например значение, указывающее включенное или выключенное состояние лазера, или значение, указывающее определенный уровень мощности. Таким образом, при сканировании лазерного луча по участку, подлежащему сканированию (например, при следовании лазерного луча по нескольким параллельным линиям, проходящим по указанному участку), лазерный луч может включаться и выключаться в соответствии со значением соответствующей ячейки памяти. В некоторых вариантах осуществления изобретения каждая ячейка памяти может соответствовать «линии» схемы сканирования, а в других вариантах осуществления изобретения каждая ячейка памяти может соответствовать части или сегменту линии, благодаря чему может достигаться пикселизированное распределение энергии (пример схемы сканирования с таким сегментированным или пикселизированным распределением энергии приведен на фиг. 6D). Уровень детализации пикселизации или подразделения участка, подлежащего сканированию, на субсегменты, имеющие разные уровни мощности лазера (такие как уровни мощности при включении/выключении и/или промежуточные уровни мощности), назначенные им, может зависеть от таких факторов, как скорость сканирования и способность переключения лазера между включенным и выключенным состояниями. Как и в случае варианта осуществления, проиллюстрированного на фиг. 10, для переключения между одним и другим видами схемы сканирования и тем самым для адаптации распределения энергии в зависимости от характеристик сканируемого участка, например, для учета наличия отверстия масляного канала, может использоваться указатель 130.
Пикселизация 20x20, предложенная на фиг. 11, служит лишь для примера, и можно использовать любое подходящее число строк и пикселей на строку. Например, число линий может ограничиваться скоростью средств сканирования и частотой сканирования (то есть частотой, с которой повторяется схема сканирования), и число пикселей или пикселей на линию может для данных частоты сканирования и числа линий ограничиваться способностью лазера переключаться между включенным и выключенным состояниями. Например, в случае лазера, требующего на включение 100 мкс и 100 мкс на выключение, то есть 200 мкс на один цикл включения/выключения, и при использовании частоты сканирования 100 Гц и схемы сканирования из 5 линий для заполнения эффективного виртуального лазерного пятна число пикселей на линию может составлять приблизительно 10.
На фиг. 12A-12C показано, как может адаптироваться распределение энергии эффективного лазерного пятна с учетом отверстия масляного канала. Отверстие 1003 масляного канала расположено на поверхности шейки коленчатого вала, и указанная поверхность проходит в первом направлении, параллельном оси вращения коленчатого вала, и во втором направлении W вдоль окружности. На фиг. 12A используется по существу прямоугольное эквивалентное эффективное лазерное пятно 5, имеющее переднюю часть 2E с более высокой плотностью мощности и заднюю часть 2F с более низкой плотностью мощности. Однако, как показано на фиг. 12B, когда отверстие 1003 масляного канала приближается к эффективному лазерному пятну вследствие относительного перемещения поверхности коленчатого вала и лазерного источника, например, вследствие вращения коленчатого вала относительно своей продольной оси, распределение энергии по существу адаптируется посредством уменьшения плотности мощности или энергии ближе к центру передней части 2E во избежание перегрева участка, прилегающего к отверстию 1003 масляного канала. В данном случае эффективное лазерное пятно является по существу U-образным. Затем, после того как отверстие 1003 масляного канала прошло переднюю часть 2E, первоначальное распределение энергии в передней части восстанавливается, а распределение энергии в задней части 2F адаптируется с учетом отверстия 1003 масляного канала путем уменьшения плотности энергии или мощности ближе к центру задней части. Здесь эффективное лазерное пятно 5 по существу принимает перевернутую U-образную форму (которая в некоторых вариантах осуществления изобретения может быть получена с использованием сегментации или пикселизации, подобной показанной на фиг. 6D, и адаптации состояний мощности, назначенных разным сегментам, чтобы обеспечить соответствующие формы эффективного лазерного пятна). То есть, когда отверстие масляного канала проходит через эффективное лазерное пятно, распределение энергии адаптируется таким образом, чтобы прикладывать к более термочувствительному участку, прилегающему к отверстию масляного канала, меньше энергии, чем прикладывается к поверхности, подлежащей упрочнению, в стороне от указанного отверстие масляного канала. Участок вокруг отверстия масляного канала может быть упрочнен без повреждения более термочувствительного подучастка, прилегающего к отверстию масляного канала; боковые части U-образного эффективного лазерного пятна служат для упрочнения участков по бокам отверстия масляного канала. Изменение распределения энергии, проиллюстрированное на фиг. 12A-12C может, например, быть получено адаптацией схемы сканирования, и/или адаптацией способа, каким мощность луча распределяется по схеме сканирования (например, адаптацией способа, каким лазерный луч включается и выключается на разных сегментах схемы сканирования), и/или адаптацией скорости сканирования в соответствии с разными сегментами схемы сканирования и т. д.
Фиг. 13 схематически иллюстрирует, как адаптируется распределение энергии для учета наклона отверстия 1003 масляного канала прикладыванием больше энергии 5A к стороне 1003A отверстия масляного канала, находящейся не над отверстием 1003 масляного канала, и меньше энергии к стороне 1003B отверстия масляного канала, находящейся над отверстием масляного канала, то есть к стороне, к которой отверстие масляного канала проходит в тело коленчатого вала. Этого можно добиться, например, правильным выбором состояний мощности, назначенных разным сегментам схемы сканирования. Этой разницей прикладывания энергии учитывается тот факт, что отсутствие теплопроводного материала из-за наличия отверстия масляного канала, проходящего вниз и вправо на фиг. 13, снижает отвод тепла, приложенного справа от отверстия 1003 масляного канала, в сторону от нагретого участка. Прикладывание одинакового количества энергии по обе стороны по существу означало потерю энергии, поскольку обеспечило бы более толстый упрочненный слой с правой стороны 1003B отверстия масляного канала на фиг. 13, чем с левой стороны 1003A; однако, если требуется соответствие требованию минимальной толщины упрочненного слоя, самая тонкая часть упрочненного слоя должна отвечать этому требованию. Таким образом, выполнение упрочненного слоя дополнительно толстым справа от отверстия 1003 масляного канала не имеет никакого смысла в части выполнения требований, установленных заказчиком, и просто представляет потерю энергии. Кроме того, прикладывание одинакового количества энергии по обе стороны могло бы означать повышенную опасность перегрева с одной из сторон. Эта опасность увеличивается в силу того факта, что угол между внутренней стенкой отверстия масляного канала и поверхностью дорожки, подлежащей упрочнению, острее на стороне, в которую проходит отверстие масляного канала, то есть на фиг. 13 угол справа от отверстия масляного канала острее, чем слева, что означает, что справа край острее и, следовательно, с большей опасностью повреждения в перегрева.
Как уже отмечалось, во избежание значительных колебаний температуры сканирование предпочтительно происходит быстро. При повторяющемся сканировании лазерного луча по двумерной схеме сканирования, например по нескольким параллельным линиям, для образования эквивалентного или виртуального эффективного лазерного пятна части обрабатываемой детали повторно нагреваются, оставаясь в пределах указанной схемы сканирования. Фактическое лазерное пятно, повторно сканируемое по всему виртуальному лазерному пятну, повторно нагревает разные пятна поверхности, и эти пятна, таким образом, повторно нагреваются до максимальной температуры, и после каждого раза, когда они нагреты, они охлаждаются до нового нагрева при следующем прохождении лазерного луча по схеме сканирования, то есть, в следующем цикле сканирования. Эти колебания между локальными максимумами и минимумами температуры необходимо поддерживать как можно меньшими. Для этой цели предпочтительны высокие скорость и частота сканирования. Фиг. 14A и 14B схематически иллюстрируют результат испытаний, проведенных на коленчатом валу с использованием неизменных схемы сканирования и мощности. В случае фиг. 14A использовалась частота сканирования 50 Гц (то есть, лазерный луч следовал полной схеме сканирования 50 раз в секунду). Можно видеть, что после достижения максимальной температуры колебания между локальными максимумами и минимумами происходили с амплитудой более 100 °C, фактически близкой к 200 °C. Это могло быть проблематичным, поскольку могло означать опасность перегрева и/или опасность неадекватного упрочнения или неадекватной глубины упрочнения.
Фиг. 14B схематически иллюстрирует результат испытания, проведенного при тех же условиях, что и испытание на фиг. 14A, но с частотой сканирования 250 Гц. В этом случае можно наблюдать, что колебания температуры между локальными максимумами и минимумами, соответствующие толщине графика, имеют амплитуду значительно меньше 100 °C.
Фиг. 15A и 15B схематически иллюстрируют, как эффективное лазерное пятно 5 может прикладываться к шейке 1001 коленчатого вала с отверстием 1003 масляного канала и галтелями 1004, обработанными по схеме «на врезание», для нагрева части, например 30-180 градусов, ее кольцевого сегмента 1001A. Поскольку эффективное лазерное пятно 5 простирается не более чем на 180 градусов в направлении W вдоль окружности шейки, для нагрева всего кольцевого сегмента шейка может вращаться относительно своей оси Х вращения, и/или лазерный источник может перемещаться относительно коленчатого вала. Нагрев может начинаться на одном боковом конце шейки 1001, как показано на фиг. 15A, ближнем к галтели 1004, обработанной по схеме «на врезание», и, например, шейка может вращаться для нагрева всей окружности, чтобы нагревать кольцевой сегмент 1001A до достаточной температуры и в течение достаточного времени для обеспечения требуемой глубины упрочнения. Для нагрева всей поверхности шейки эффективное лазерное пятно 5 постепенно перемещается по шейке в направлении, параллельном оси Х вращения, например при перемещении лазерного источника параллельно оси Х или перемещении луча параллельно оси Х с помощью сканирующего зеркала. Таким образом, нагретый кольцевой сегмент 1001A вытянут в указанном направлении, и ранее нагретая часть может начать охлаждаться, и тем самым достигается закалка. На фиг. 15B можно наблюдать, как эффективное лазерное пятно переместилось по большой части шейки, нагревая ее, и, двигаясь далее, позволяя ей закалиться. Эффективное лазерное пятно перемещается до тех пор, пока не доходит до галтели на правом конце фиг. 15B. Двумерное распределение энергии адаптируется вблизи галтелей 1004, а также рядом с отверстием 1003 масляного канала для предотвращения перегрева этих частей. Преимущество этого способа выполнения упрочнения заключается в том, что отсутствует повторный нагрев уже упрочненной части, поскольку рост упрочненного участка происходит в направлении от одного конца шейки к другому, то есть в первом направлении, параллельном оси X вращения шейки, а не в направлении W вдоль окружности. То есть упрочнение происходит слева направо, а не в направлении вдоль окружности. Таким образом, по существу отсутствует опасность нежелательного перегрева и чрезмерного отпуска уже упрочненного участка поверхности.
При упрочнении поверхности шейки в направлении вдоль окружности особое внимание обычно должно уделяться участку перекрытия, то есть участку, где эффективное лазерное пятно, близкое к завершению своего перемещения по дорожке в направлении вдоль окружности, доходит до ранее упрочненной части. Повторного нагрева ранее упрочненной части до высокой температуры, такой как температура, используемая для упрочнения, обычно следует избегать. На фиг. 19A-19C показано расположение, подобное расположению на фиг. 12A-12C, но вместо отверстий масляных каналов более термочувствительный подучасток, к которому приближается лазерное пятно, соответствует ранее упрочненной части 1001B шейки. В этом варианте осуществления, как схематически показано на фиг. 19A, эффективное лазерное пятно состоит из массива сегментов (подобного показанному на фиг. 6D), и когда передний край эффективного лазерного пятна доходит до ранее нагретой части 1001B, сегменты в первом ряду убраны (см. фиг. 19B), например, установкой лазера в выключенное состоянии для указанных сегментов. На фиг. 19C убраны дополнительные ряды сегментов, при этом эффективное лазерное пятно сжалось в направлении вдоль окружности. То есть при встрече с ранее упрочненной частью 1001B эффективное лазерное пятно постепенно убирается на своем переднем крае или в передней части, пока задний край или задняя часть догоняет указанную переднюю часть, пока эффективное лазерное пятно не исчезнет.
В других вариантах осуществления изобретения эффективное лазерное пятно не убирается, но его общая мощность/энергия уменьшается. Таким образом, эффективное лазерное пятно может еще раз перемещаться вокруг шейки, нагревая поверхность до температуры, подходящей для отпуска.
В других вариантах осуществления настоящего изобретения несколько лазерных источников могут использоваться для одновременного нагрева нескольких секций кольцевого сегмента, например, для одновременного нагрева всех 360 градусов кольцевого сегмента 1001A. Это уменьшает необходимость в быстром вращении коленчатого вала во избежание колебаний температуры, которые могли бы отрицательно сказаться на качестве упрочнения, как уже объяснялось. Очень высокая скорость вращения коленчатого вала может быть дорогостоящей для реализации и может затруднить адаптацию распределения энергии эффективного лазерного пятна или пятен во избежание перегрева участка, прилегающего к быстро движущемуся отверстию масляного канала.
Таким образом, настоящее изобретение обеспечивает крайне гибкий подход к лазерному поверхностному упрочнению и, следовательно, может быть очень полезным, например, для лазерного упрочнения обрабатываемых деталей, имеющий части поверхности, имеющие значительно отличающиеся характеристики в части чувствительности к теплопередаче, и/или значительно отличающиеся характеристики в том, что касается, например, таких аспектов, как глубина упрочненного слоя.
Система может использоваться с обратной связью, осуществляемой с помощью пирометра, и, например, с ПИД-управлением.
Далее приводится пример того, как изобретение может быть реализовано в соответствии с его одним практическим вариантом осуществления.
Фиг. 16A, 17A и 18A представляют распределение энергии или мощности по эффективному лазерному пятну, рассчитанное для схемы сканирования на фиг. 16B и 16C, 17B и 17C и 18B и 18C соответственно. Тип схемы сканирования – это тип, проиллюстрированный на фиг. 9, рассмотренной выше, а именно схема сканирования, содержащая восемь сегментов, которые пользователь может изменять в части их положения, ориентации и длин, и для которых пользователь может выбирать и адаптировать одно или несколько значений параметров, связанных с мощностью/энергией, например: мощность лазерного луча и/или скорость проецируемого лазерного пятна по схеме сканирования. В этом примере использовалась постоянная мощность, а скорость адаптировалась на посегментной основе. Как уже объяснялось, компьютерная система 100 может использоваться с программным обеспечением расчета/моделирования для расчета/моделирования нагрева, который будет результатом выбранной схемы 2G и скоростей сканирования (и/или других параметров, таких как мощность лазерного луча, размер лазерного пятна и т. д.), назначенных разным сегментам a-h, благодаря чему пользователь сможет за короткое время найти конфигурацию схемы, которая окажется нужной. Рассчитанные распределения энергии, такие как распределения энергии на фиг. 16A, 17Aand 18A, могут визуализироваться на экране 102, чтобы помочь пользователю оценить, насколько вероятно, что распределения энергии будут подходящими.
На фиг. 16A, 17A и 18A показано рассчитанное распределение энергии/мощности по эффективному лазерному пятну, рассчитанное на основании конкретных схем и скоростей на фиг. 16B, 17B, 18B и 16C, 17C и 18C, для следующих значений:
d1-d12 – размеры схемы в соответствии с проиллюстрированным примером; значения, в мм, в соответствии с этим примером являются следующими:
d1=16; d2=2,8; d3=3,1; d4=3,9; d5=7; d6=1,4; d7=0,4; d8=13; d9=5,1; d10=6; d11=2,8; d12=0,2.
v1-v10 – скорости сканирования, назначенные разным частям схемы сканирования; значения, в мм/с, в соответствии с этим примером являются следующими:
v1=3600; v2=8000; v3=4600; v4=3500; v5=6000; v6=5500; v7=3600; v8=8000; v9=5430; v10=8000; v11=5500.
На фиг. 16A, 17A и 18A показаны соответствующие схемы распределения мощности или энергии. Фиг. 16A-16C относятся к схеме, которая может подходить для нагрева поверхности шейки коленчатого вала поперек шейки в направлении, параллельном продольной оси коленчатого вала, на менее термочувствительном подучастке, удаленном от отверстия масляного канала. Таким образом, схема и скорости на фиг. 16A-16C могут использоваться в случае, проиллюстрированном на фиг. 12A. Фиг. 17A-17C иллюстрируют схему и соответствующее распределение энергии по эффективному лазерному пятну, когда эффективное лазерное пятно приближается к отверстию масляного канала, например, когда эффективное лазерное пятно находится в положении, проиллюстрированном на фиг. 12B, принимая U-образную или подобную форму. Здесь, учитывая схему сканирования, проиллюстрированную на фиг. 9, один из центральных сегментов, такой как сегмент «c» на фиг. 9, убран во избежание перегрева термочувствительного подучастка, прилегающего к отверстию масляного канала. Соответствующим образом фиг. 18A-18C иллюстрируют распределение энергии и схему сканирования, когда эффективное лазерное пятно вот-вот сойдет с участка, прилегающего к отверстию масляного канала, то есть находится в положении, показанном на фиг. 12C.
При использовании этой конфигурации и проецировании лазерного луча, создающего лазерное пятно с диаметром 3,4 мм, на шейки из низкоуглеродистой (0,40 %) стали (типа 1538MV) была достигнута эффективная глубина цементации (твердость > 45 ед. по шкале С Роквелла) 2,5 мм со слоем чистого мартенсита толщиной 1 мм. Мощность лазерного луча составляла 2700 Вт, а шейкой была коренная шейка шириной 21 мм. Очень похожие результаты были получены и при упрочнении поверхности шатунной шейки шириной 19 мм при использовании по существу такой же установки и таких же значений за исключением того, что мощность лазерного луча была установлена равной 2400 Вт, и ширина схемы сканирования была уменьшена до 14 мм. В обоих случаях эффективное лазерное пятно перемещалось по поверхности в направлении вдоль окружности со скоростью 168 мм/мин.
Схема сканирования была применена со смещением ее центра от центра упрочняемой шейки, как показано на фиг. 7A: Смещение (в направлении, перпендикулярном плоскости, включающей лазерный источник и продольную центральную ось шейки) составляло 31 мм для коренной шейки радиусом 34,45 мм и 25,2 мм для шатунной шейки радиусом 28,45 мм. Из-за смещения общая площадь эффективного лазерного пятна, проецируемого на шейку, была больше, чем, если бы оно проецировалось без смещения.
Перечень позиций, используемых в настоящем описании:
В настоящем документе термин «эффективное лазерное пятно» означает участок, на который лазерный луч эффективно проецируется для облучения и нагрева участка. Эффективное лазерное пятно может представлять собой лазерное пятно, полученное преобразованием первоначального лазерного луча с использованием оптики для формования лазерного пятна и распределения мощности по эффективному лазерному пятну требуемым образом, или виртуальное или эквивалентное лазерное пятно, полученное быстрым и повторяющимся сканированием лазерного луча, следуя схеме сканирования, для повторяющегося проецирования лазерного луча на один и тот же или по существу на один и тот же участок, и при этом нагревающий эффект лазерного луча является по существу таким же, каким бы он был, если бы использовался неподвижный лазерный луч, имеющий распределение мощности, соответствующее распределению мощности по виртуальному или эквивалентному лазерному пятну за один цикл сканирования. В данном контексте термин «быстрое» означает, что скорость сканирования намного выше скорости относительного перемещения лазерного источника и поверхности коленчатого вала, например, в направлении вдоль окружности, так что части участка поверхности, подлежащей упрочнению, повторно нагреваются лазерным пятном. Например, обычно скорость сканирования может выбираться таким образом, что могут достигаться, например, по меньшей мере 10, 50 или 100 циклов сканирования в секунду. Предпочтительно, если эффективное лазерное пятно представляет собой виртуальное или эквивалентное лазерное пятно, полученное повторяющимся сканированием действительного или реального лазерного пятна по участку поверхности, подлежащей упрочнению, это сканирование предпочтительно происходит в двух измерениях, и размер виртуального лазерного пятна в любом из указанных измерений предпочтительно по меньшей мере в 2, 3, 4, 5, 10, 20 или более раз больше размера действительного или реального лазерного пятна в указанном измерении, например, в направлении, параллельном оси вращения коленчатого вала и в направлении вдоль окружности шейки коленчатого вала. Термин «сканирование» предпочтительно предназначен подразумевать перемещение лазерного луча, а термин «схема сканирования» предпочтительно предназначен означать схему, которой луч будет следовать на неподвижной поверхности, то есть без учета относительного перемещения лазерного источника и поверхности обрабатываемой детали.
Обычно рост обработанного участка или сегмента достигается относительным перемещением эффективного лазерного пятна и поверхности, подлежащей упрочнению, путем перемещения эффективного лазерного пятна и указанной поверхности относительно друг друга, например, в случае коленчатого вала, путем вращения коленчатого вала. Чтобы добиться достаточной глубины упрочнения, например, глубины цементации 1000 мкм или более, предпочтительно, чтобы по существу каждая часть участка поверхности, подлежащей упрочнению, оставалась в площади эффективного лазерного пятна в течение достаточного количества времени, такого как, обычно, например, в случае коленчатого вала шейки, 0,5-5 секунд, например 1-3 секунды, чтобы не только температура поверхности была достаточно высокой, но и обрабатываемая деталь достаточно нагрелась на требуемую глубину. Повышение плотности мощности лазерного луча не заменит достаточное время нагрева, поскольку участок поверхности не должен перегреваться, ибо это могло бы вызвать повреждение обрабатываемой детали. Таким образом, температура поверхности должна быть в адекватных пределах достаточное время. Следовательно, требуется значительный размер эффективного лазерного пятна в одном измерении для обеспечения достаточной ширины дорожки упрочнения (например, чтобы покрыть по существу всю ширину шейки коленчатого вала) и в другом измерении для обеспечения высокой относительной скорости эффективного лазерного пятна и поверхности, подлежащей обработке (таким образом, для обеспечения высокой производительности), одновременно позволяющий частям, подлежащим упрочнению, оставаться в пределах эффективного лазерного пятна достаточное время для достижения требуемой глубины упрочнения.
В настоящем документе термин «коленчатый вал» предпочтительно означает деталь двигателя, преобразующая возвратно-поступательное линейное движение поршня во вращение, например, вид коленчатого вала, используемый в двигателях внутреннего сгорания, таких, какие используются во многих типах автотранспортных средств, таких как грузовые автомобили, легковые автомобили и мотоциклы.
В настоящем документе термин «глубина упрочнения» предпочтительно означает эффективную глубину цементации, предпочтительно означающую расстояние, измеренное перпендикулярно от поверхности упрочненного слоя до самой дальней точки, где поддерживается заданный уровень твердости. Указанный уровень может быть в пределах, например, 40-55 ед. по шкале С Роквелла, предпочтительно, 45 ед. по шкале С Роквелла. В области коленчатых валов требуемые уровни твердости обычно задаются с учетом содержания углерода в стали, но обычный уровень составляет 45 ед. по шкале С Роквелла. В контексте настоящего документа и в части упрочнения шеек коленчатого вала предпочтительной является глубина упрочнения по меньшей мере 1000, 2000 или 3000 мкм.
Еще одним интересным аспектом может быть уровень или глубина, до которой может наблюдаться 100-процентно превращенный мартенсит. В контексте настоящего документа и в части упрочнения шеек коленчатого вала эта глубина предпочтительно может быть по меньшей мере 200, 300, 500, 800, 1000 мкм или более.
При использовании сегментированной схемы сканирования предпочтительной может быть скорость сканирования по меньшей мере 300 сегментов в секунду, предпочтительнее, например, по меньшей мере 600, 1000, 5000 и 10000 сегментов в секунду, предпочтительно в сочетании с частотами повторения схемы сканирования по меньшей мере 10 Гц, предпочтительнее, по меньшей мере 50 Гц, даже предпочтительнее по меньшей мере 100 Гц или 200 Гц.
Хотя настоящее изобретение описано с несколькими ссылками на поверхностное упрочнение коленчатых валов, объем изобретения никоим образом не ограничивается поверхностной обработкой коленчатых валов.
В этом тексте термины «включать» и «содержать» и их производные (такие как «включающий», «содержащий» и т. д.) не должны пониматься в исключающем смысле, то есть эти термины не должны интерпретироваться как исключающие возможность, что то, что описывается и определяется, может включать или содержать дополнительные элементы, этапы и т. д.
С другой стороны, изобретение, несомненно, не ограничивается конкретным вариантом (вариантами) осуществления, описанным (описанными) в настоящем документе, а охватывает и любые изменения, которые могут быть внесены любым специалистом в данной области техники (например, в части выбора материалов, размеров, компонентов, конфигурации и т. д.), в пределах объема изобретения, определенного формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ЛАЗЕРНОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2015 |
|
RU2682189C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОБЪЕКТА С ИСПОЛЬЗОВАНИЕМ ПУЧКА ЭНЕРГИИ | 2016 |
|
RU2707166C2 |
| СПОСОБ И СИСТЕМА ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА С ИСПОЛЬЗОВАНИЕМ СВЕТОВОГО ЛУЧА | 2015 |
|
RU2697470C2 |
| СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЭНЕРГЕТИЧЕСКОГО ЛУЧА | 2017 |
|
RU2758425C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ И СТАБИЛИЗАЦИИ МАЛОЖЕСТКИХ ИЗДЕЛИЙ | 2014 |
|
RU2581691C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЛИ МЕТАЛЛОСОДЕРЖАЩИЕ ПОВЕРХНОСТИ | 1995 |
|
RU2105826C1 |
| Способ обработки кромок многоканальным лазером | 2017 |
|
RU2685297C2 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2006 |
|
RU2345148C2 |
| Способ и устройство для нагартовки коленчатого вала | 2018 |
|
RU2743084C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТИ МЕТАЛЛОВ И ИХ СПЛАВОВ (ВАРИАНТЫ) | 2010 |
|
RU2445378C2 |





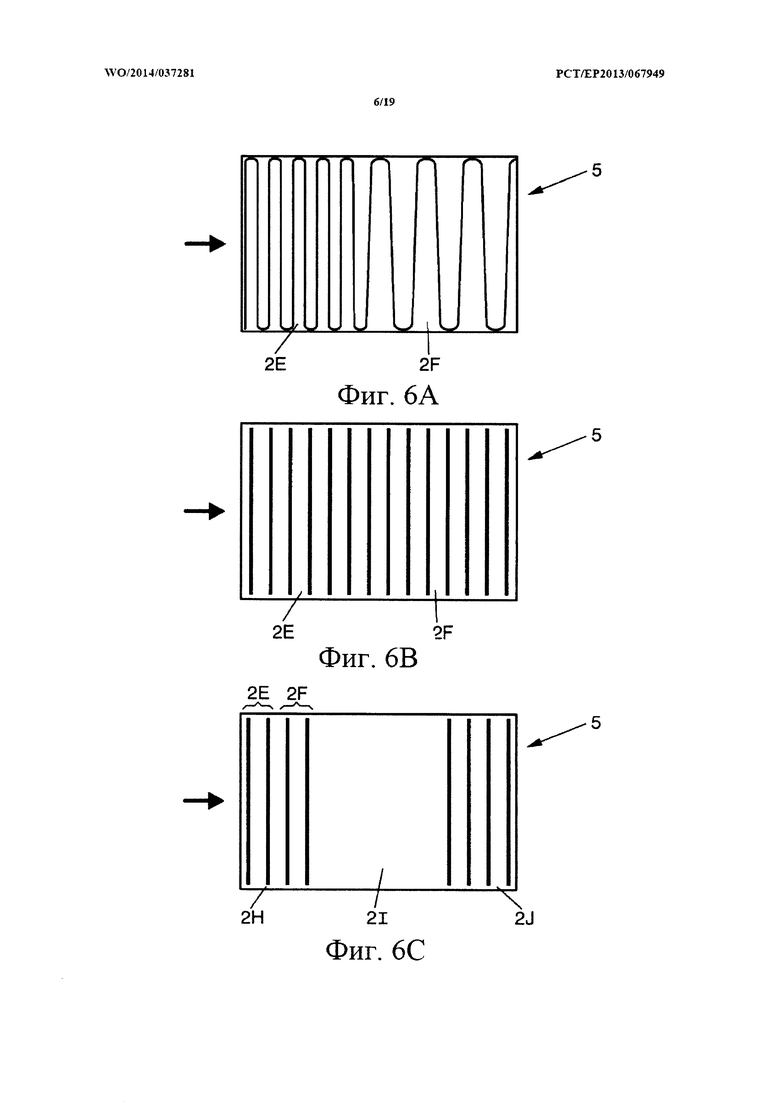
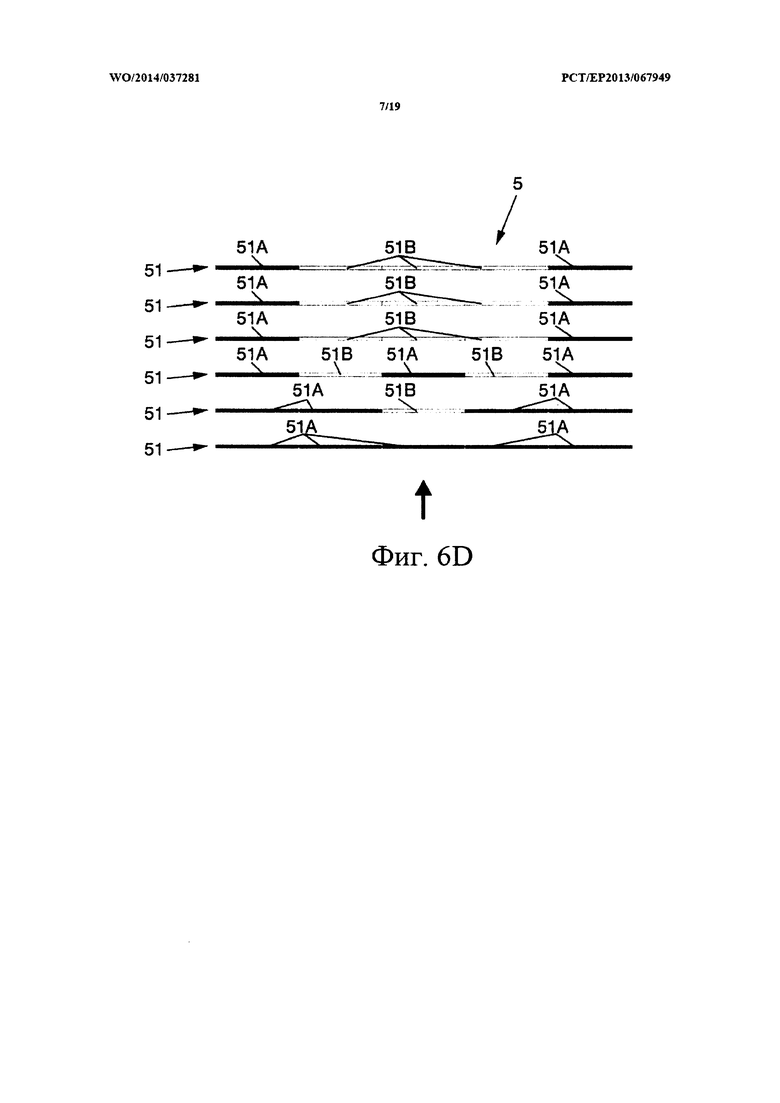
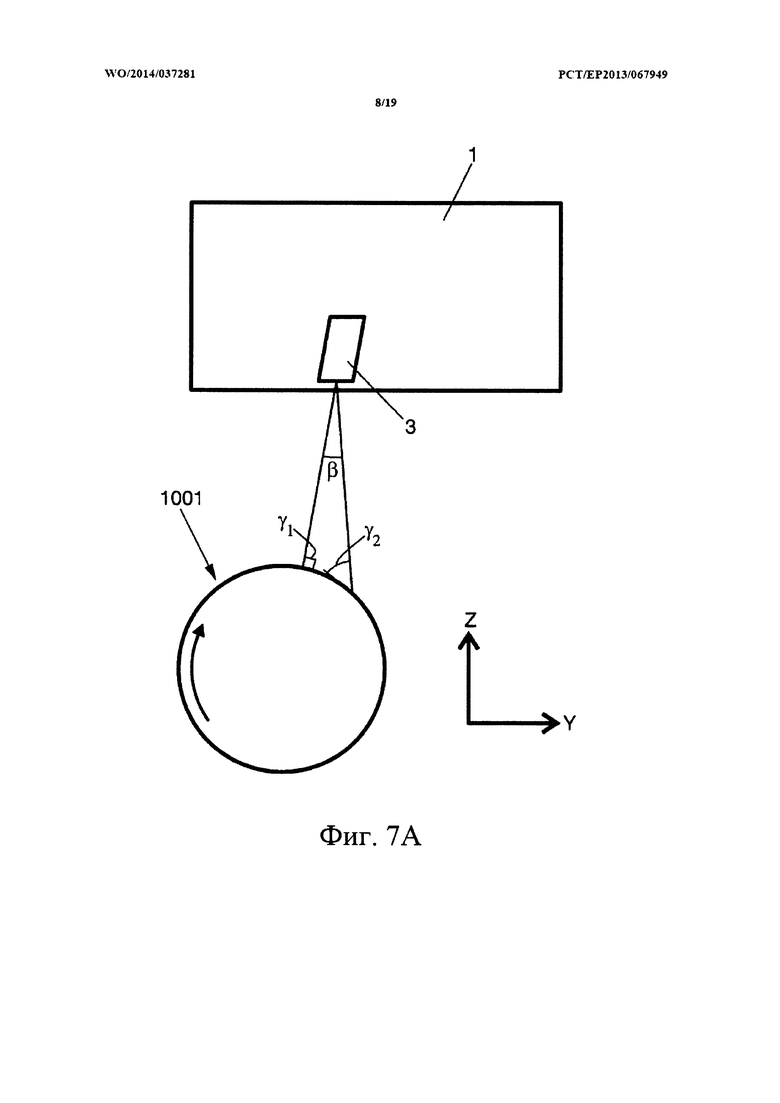

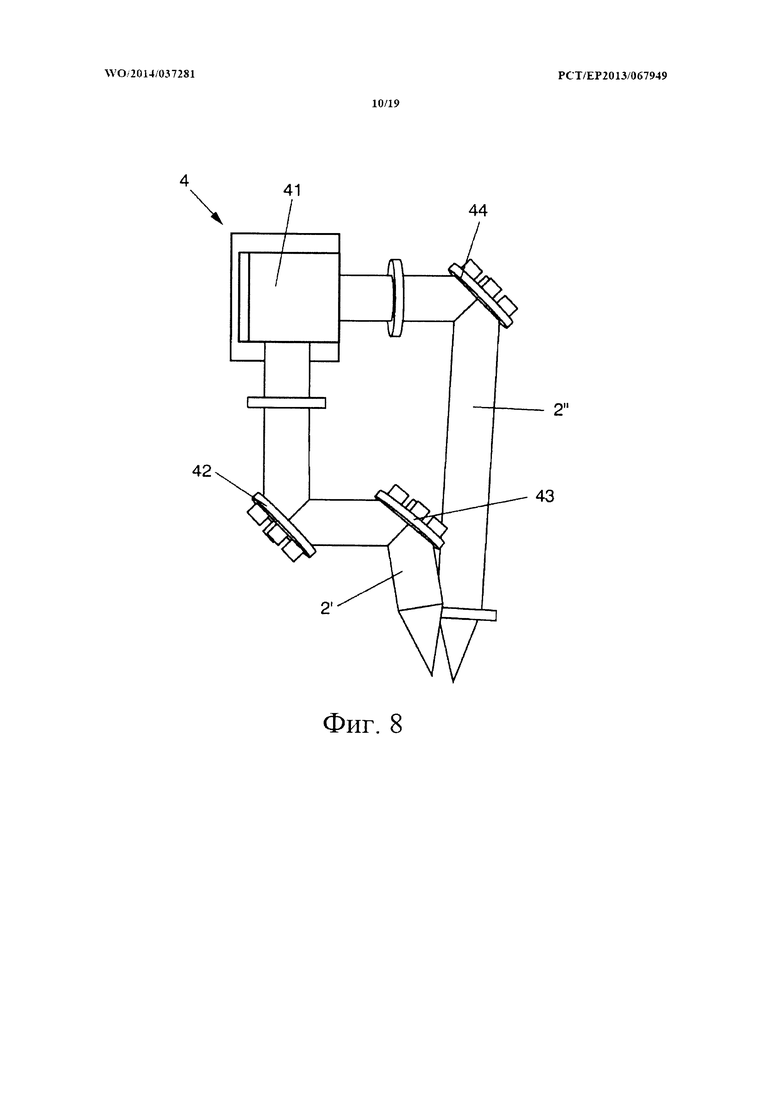
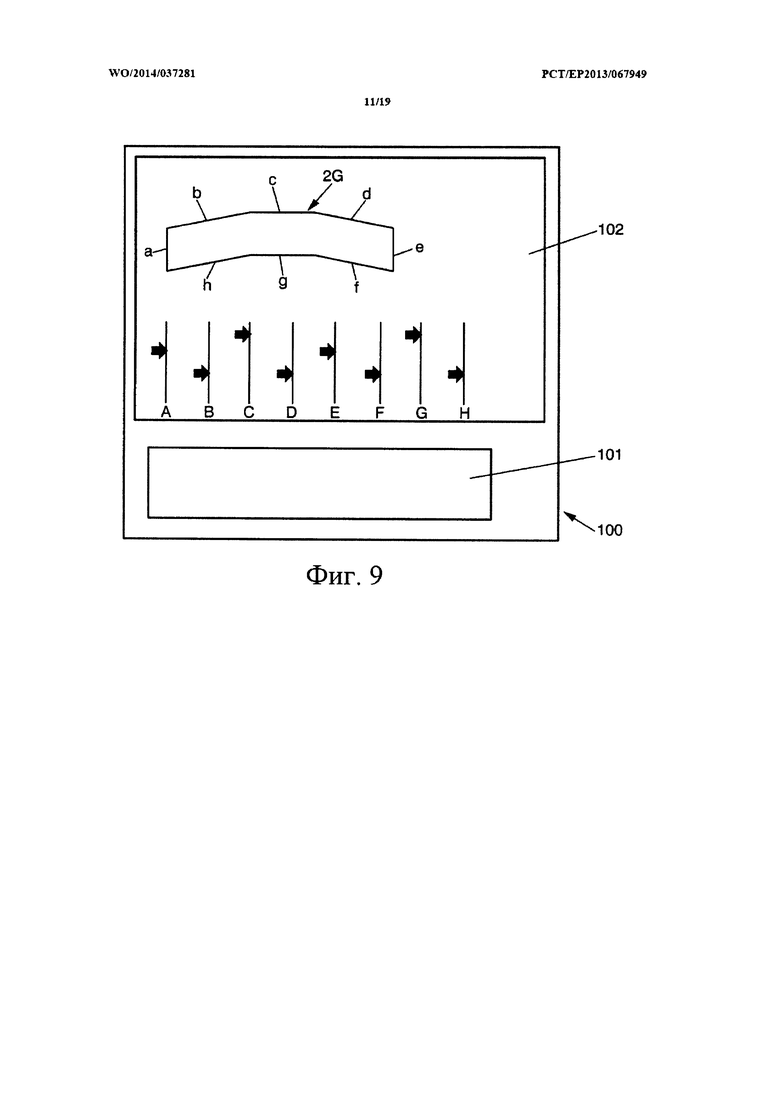
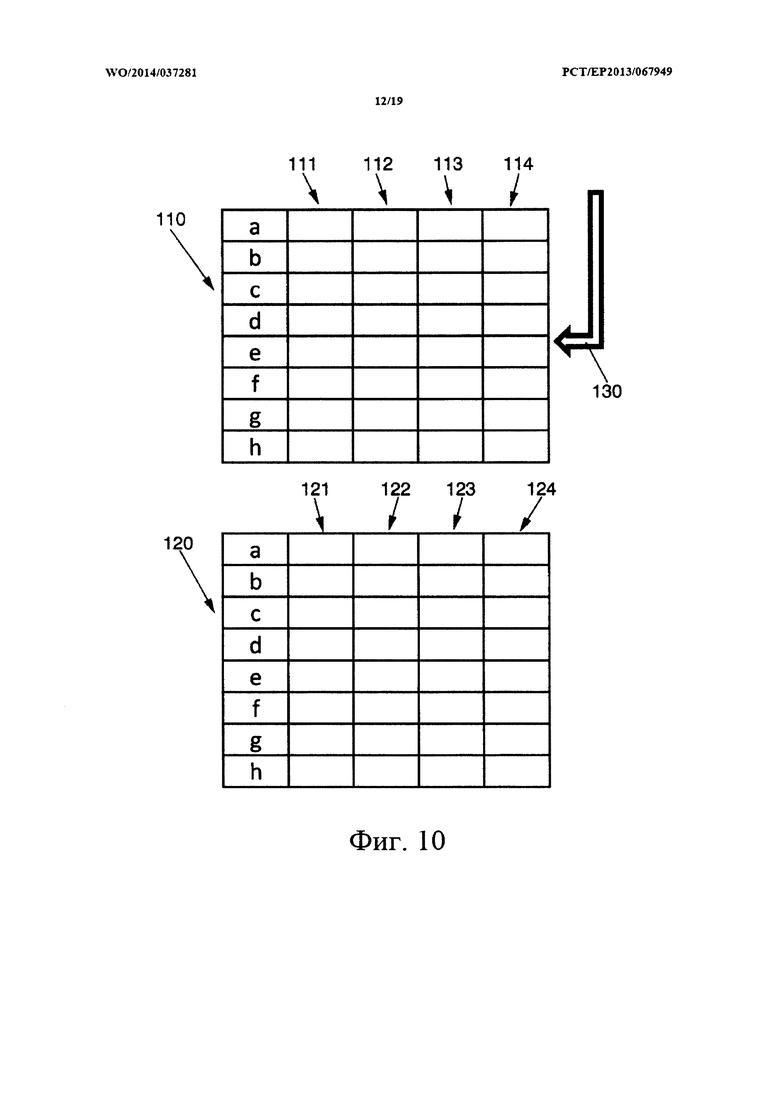
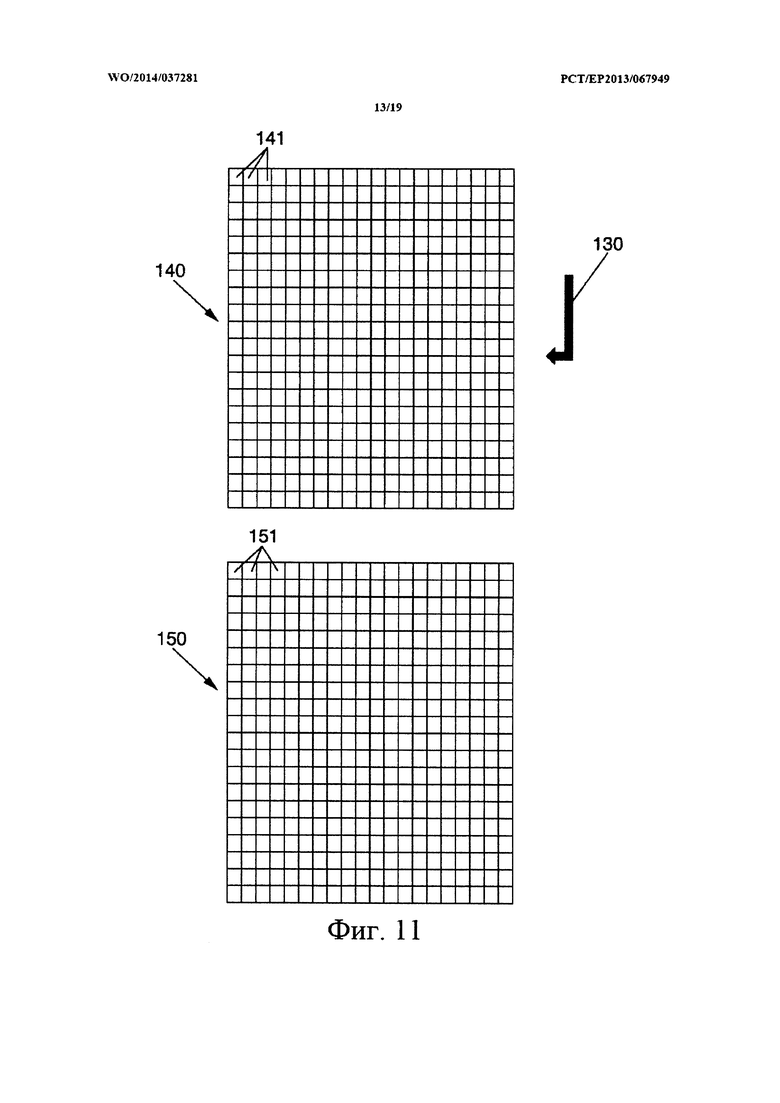


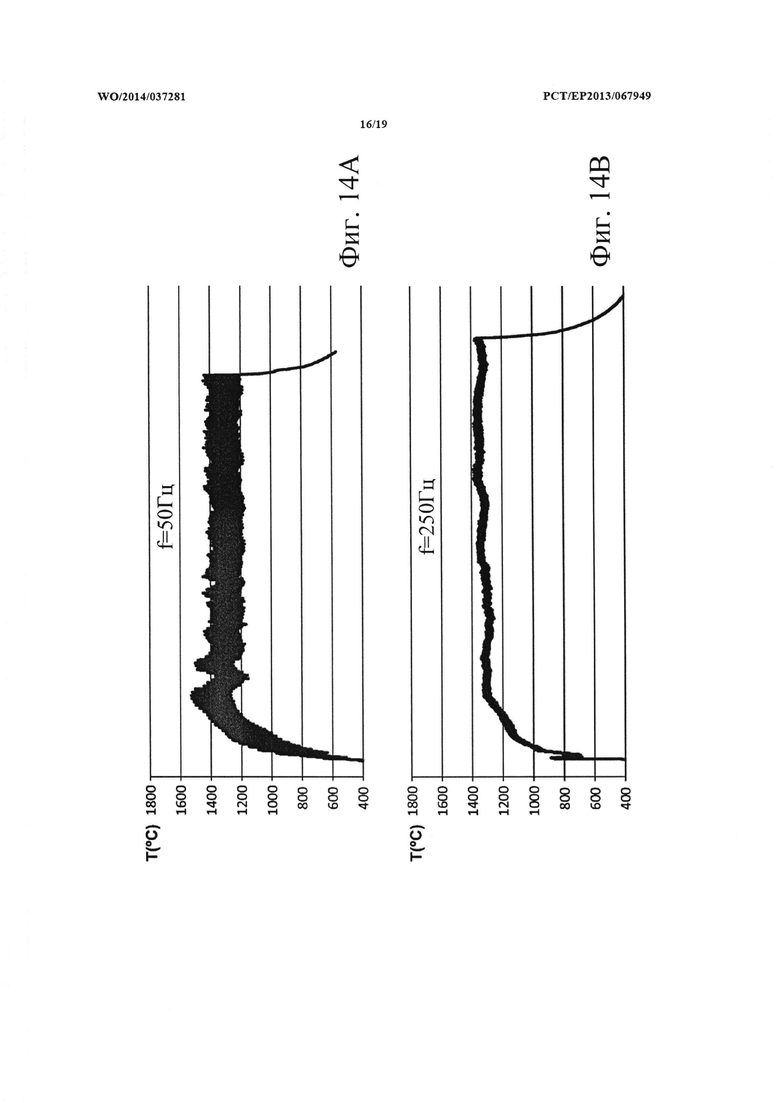



Изобретение относится к области поверхностного упрочнения изделий. Для повышения качества коленчатых валов способ лазерного упрочнения участка поверхности обрабатываемой детали, такой как поверхность шейки коленчатого вала, включает осуществление относительного перемещения поверхности обрабатываемой детали и лазерного источника для обеспечения последовательного проецирования лазерного пятна на разные части указанного участка поверхности и во время указанного относительного перемещения повторяющееся сканирование лазерного луча (2) для получения двумерного эквивалентного эффективного лазерного пятна (5) на указанном участке поверхности, распределение энергии эффективного лазерного пятна адаптируется таким образом, что на более термочувствительном подучастке, таком как участок, прилегающий к отверстию масляного канала, оно другое, чем на менее термочувствительном подучастке, для предотвращения перегрева указанного более термочувствительного подучастка. 10 н. и 113 з.п. ф-лы, 19 ил.
1. Способ лазерного упрочнения поверхности шейки (1001, 1002) коленчатого вала (1000), причем указанная шейка содержит участок поверхности, подлежащей упрочнению, причем указанный участок поверхности проходит в первом направлении, параллельном оси (X) вращения коленчатого вала, и во втором направлении, соответствующем направлению (W) вдоль окружности шейки, причем указанный участок поверхности содержит по меньшей мере один более термочувствительный подучасток и по меньшей мере один менее термочувствительный подучасток, причем указанный по меньшей мере один более термочувствительный подучасток включает участок, прилегающий к отверстию (1003) масляного канала коленчатого вала, причем указанный способ включает:
проецирование лазерного луча (2) из лазерного источника (1) на указанный участок поверхности для получения эффективного лазерного пятна (2А, 2В, 2С, 2D, 5) на указанном участке поверхности, причем указанное эффективное лазерное пятно (2А, 2В, 2С, 2D, 5) простирается в указанном первом направлении по основной части указанного участка поверхности, подлежащей упрочнению;
осуществление относительного перемещения поверхности коленчатого вала (1000) и лазерного источника (1) в указанном направлении вдоль окружности для последовательного проецирования эффективного лазерного пятна (2А, 2В, 2С, 2D, 5) на разные части указанного участка поверхности в направлении вдоль окружности;
причем указанное эффективное лазерное пятно (2А, 2В, 2С, 2D, 5) имеет двумерное распределение энергии;
отличающийся тем, что способ включает динамическую адаптацию указанного распределения энергии таким образом, что при нагреве указанного менее термочувствительного подучастка указанное распределение энергии является другим, чем при нагреве указанного более термочувствительного подучастка, включая участок, прилегающий к отверстию (1003) масляного канала, во избежание перегрева указанного участка, прилегающего к отверстию (1003) масляного канала;
причем указанное эффективное лазерное пятно проходит в указанном первом направлении через более чем 50% шейки (1001, 1002).
2. Способ по п. 1, отличающийся тем, что в течение по меньшей мере 50% времени проецирования эффективного лазерного пятна (2А, 2В, 2С, 2D, 5) на участок поверхности эффективное лазерное пятно имеет ширину в направлении (W) вдоль окружности по меньшей мере 5 мм, предпочтительно по меньшей мере 7 мм, предпочтительнее по меньшей мере 10 мм и даже предпочтительнее по меньшей мере 15 мм, 20 мм, 30 мм или более, например по меньшей мере 50 мм.
3. Способ по п. 1 или 2, отличающийся тем, что указанное эффективное лазерное пятно (2А, 2В, 2С, 2D, 5) является эквивалентным лазерным пятном, полученным сканированием лазерного луча (2) в первом направлении и во втором направлении с повторным следованием схемой сканирования, при которой лазерное пятно перемещают со скоростью сканирования, при этом двумерное распределение энергии в течение цикла сканирования определяется указанной скоростью сканирования, указанной схемой сканирования, размером лазерного пятна, мощностью лазерного луча и распределением мощности в лазерном луче.
4. Способ по п. 3, отличающийся тем, что сканирование лазерного луча осуществляют таким образом, что лазерное пятно повторно следует схеме сканирования, содержащей несколько сегментов (51А, 51В; а, b, с, d, е, f, g, h), при этом с каждым из указанных сегментов связано по меньшей мере одно значение параметра, влияющего на указанное двумерное распределение энергии и при этом указанное по меньшей мере одно значение параметра при работе динамически адаптируют, чтобы указанное по меньшей мере одно значение параметра было иным по меньшей мере для одного из указанных сегментов, когда эффективным лазерным пятном нагревают указанный более термочувствительный подучасток, чем когда нагревают указанный менее термочувствительный подучасток.
5. Способ по п. 3, отличающийся тем, что указанное по меньшей мере одно значение параметра указывает по меньшей мере один из следующих параметров: скорость сканирования, размер лазерного пятна, мощность лазерного луча, распределение мощности в лазерном луче, длина соответствующего сегмента и ориентация соответствующего сегмента.
6. Способ по п. 3, отличающийся тем, что указанное по меньшей мере одно значение параметра указывает мощность лазерного луча, соответствующую указанному сегменту.
7. Способ по п. 3, отличающийся тем, что включает этап хранения для каждого сегмента значения соответствующего по меньшей мере одного параметра в памяти, при этом в указанной памяти по меньшей мере для одного сегмента хранят по меньшей мере два разных значения, первое из которых предназначено для использования при нагреве указанного менее термочувствительного подучастка, а второе - для использования при нагреве указанного более термочувствительного подучастка.
8. Способ по п. 3, отличающийся тем, что сканирование осуществляют со средней скоростью по меньшей мере 300 сегментов в секунду, предпочтительно по меньшей мере 600 сегментов в секунду, предпочтительнее по меньшей мере 1000 сегментов в секунду, предпочтительнее по меньшей мере 5000 сегментов в секунду и даже предпочтительнее по меньшей мере 10000 сегментов в секунду.
9. Способ по п. 3, отличающийся тем, что адаптацию распределения энергии осуществляют путем адаптации по меньшей мере одного из указанных параметров:
скорость сканирования,
схема сканирования,
размер лазерного пятна,
мощность лазерного луча и
распределение мощности в лазерном луче,
таким образом, что при нагреве указанного менее термочувствительного подучастка указанное распределение энергии является другим, чем при нагреве указанного более термочувствительного подучастка, включая участок, прилегающий к отверстию (1003) масляного канала, во избежание перегрева указанного участка, прилегающего к отверстию (1003) масляного канала.
10. Способ по п. 9, отличающийся тем, что адаптацию распределения энергии осуществляется путем адаптации мощности лазерного луча (2), например включением и выключением лазерного луча (2) при сканировании лазерного пятна по схеме сканирования.
11. Способ по п. 3, отличающийся тем, что распределением энергии управляют путем избирательной адаптации мощности лазерного луча при сканировании лазерного пятна по схеме сканирования для избирательной установки лазерного луча в одно из нескольких состояний располагаемой мощности по меньшей мере 300 раз в секунду, предпочтительно по меньшей мере 600 раз в секунду, предпочтительнее по меньшей мере 1000 раз в секунду, предпочтительнее по меньшей мере 5000 раз в секунду и даже предпочтительнее по меньшей мере 10000 раз в секунду.
12. Способ по п. 11, отличающийся тем, что указанная схема сканирования содержит несколько сегментов (51А, 51В; а, b, с, d, е, f, g, h), причем каждый из указанных сегментов имеет одно из указанных состояний располагаемой мощности, назначенное ему, при этом состояние мощности, назначенное по меньшей мере одному из указанных сегментов, при нагреве указанного менее термочувствительного подучастка является другим, чем при нагреве указанного более термочувствительного подучастка, включая участок, прилегающий к отверстию (1003) масляного канала.
13. Способ по любому из пп. 9-12, отличающийся тем, что адаптацию распределения энергии осуществляют путем адаптации скорости сканирования во время сканирования лазерного пятна по схеме сканирования.
14. Способ по п. 3, отличающийся тем, что сканирование осуществляют со скоростью сканирования, достаточно высокой, чтобы колебания температуры в точках в пределах указанного эффективного лазерного пятна имели амплитуду менее 200°С, предпочтительно менее 150°С, предпочтительнее менее 100°С и даже предпочтительнее менее 50°С, между локальным максимумом и следующим локальным минимумом температуры.
15. Способ по п. 1, отличающийся тем, что распределение энергии в указанном эффективном лазерном пятне (2А, 2В, 2С, 2D, 5) таково, что ближе к концам эффективного лазерного пятна в указанном первом (X) направлении прикладывают больше энергии, чем ближе к центру указанного эффективного лазерного пятна в указанном первом (X) направлении.
16. Способ по п. 1, отличающийся тем, что указанное распределение энергии имеет более высокую плотность энергии в передней части (2Е) указанного эффективного лазерного пятна, чем в задней части (2F) указанного эффективного лазерного пятна, при этом участок, сканируемый эффективным лазерным пятном, вначале получает лазерное излучение с более высокой средней мощностью, а затем получает лазерное излучение с более низкой средней мощностью.
17. Способ по п. 1, отличающийся тем, что он содержит этап проецирования эффективного лазерного пятна на указанный участок поверхности по обе стороны отверстия (1003) масляного канала в указанном первом направлении, причем указанное отверстие (1003) масляного канала проходит наклонно вовнутрь так, что не проходит под первой стороной (1003А) из указанных сторон, а проходит под второй стороной (1003В) из указанных сторон, при этом эффективное лазерное пятно адаптируют таким образом, чтобы прикладывать больше энергии (5А) к первой стороне (1003А) из указанных сторон, чем ко второй стороне (1003В) из указанных сторон.
18. Способ по п. 1, отличающийся тем, что эффективное лазерное пятно (5) имеет первую форму на указанном менее термочувствительном подучастке и адаптировано таким образом, чтобы иметь, по существу, U-образную форму при достижении отверстия (1003) масляного канала и иметь, по существу, перевернутую U-образную форму на выходе с указанного отверстия (1003) масляного канала, или vice versa, и при этом указанная первая форма факультативно является, по существу, прямоугольной или треугольной формой.
19. Способ по п. 1, отличающийся тем, что эффективное лазерное пятно (2А, 2В, 2С, 2D, 5) проецируют на указанную шейку смещенным от центра образом.
20. Способ по п. 1, отличающийся тем, что участок поверхности, подлежащей упрочнению, является общей поверхностью шейки (1001, 1002).
21. Способ по п. 1, отличающийся тем, что эффективное лазерное пятно проходит в указанном первом направлении через более чем 75% шейки (1001, 1002).
22. Способ по п. 1, отличающийся тем, что указанное эффективное лазерное пятно (5) содержит переднюю часть (2Н) с распределением и плотностью энергии, выбранными для нагрева части поверхности обрабатываемой детали до температуры упрочнения, промежуточную часть (2I) с распределением и плотностью энергии, выбранными таким образом, чтобы обеспечить охлаждение нагретой части поверхности для закалки, и заднюю часть (2J), имеющую распределение и плотность энергии, выбранные для нагрева закаленной части для ее отпуска.
23. Способ по п. 1, отличающийся тем, что эффективное лазерное пятно устанавливают путем повторяющегося сканирования лазерного луча по обрабатываемой детали, следуя схеме, содержащей несколько линий (51), при этом указанные линии предпочтительно, по существу, параллельны и при этом сканирование повторяют с частотой сканирования, причем каждая из указанных нескольких линий содержит несколько сегментов (51А, 51В) и причем способ включает назначение каждому из указанных сегментов заданного значения мощности лазерного луча, чтобы в некоторых из указанных сегментов избирательно устанавливать выходную мощность лазерного луча на разный уровень по сравнению с другими из указанных сегментов.
24. Способ по п. 1, отличающийся тем, что включает этап уменьшения плотности энергии в передней части эффективного лазерного пятна (5), когда эффективное лазерное пятно подходит к ранее упрочненному участку указанного участка поверхности, например к ранее упрочненной части (1001В) шейки (1001, 1002) коленчатого вала, упрочненной перемещением эффективного лазерного пятна вокруг шейки в направлении (W) вдоль окружности.
25. Способ по п. 1, отличающийся тем, что он включает этап, когда эффективное лазерное пятно подходит к ранее упрочненной части указанного участка поверхности, например к ранее упрочненной части (1001В) шейки (1001, 1002) коленчатого вала, упрочненной перемещением эффективного лазерного пятна вокруг шейки в направлении (W) вдоль окружности, прерывания перемещения указанного эффективного лазерного пятна в передней части указанного эффективного лазерного пятна, тогда как задняя часть указанного эффективного лазерного пятна продолжает движение в указанном направлении вдоль окружности, тем самым постепенно уменьшая размер указанного эффективного лазерного пятна в указанном направлении вдоль окружности, пока указанное эффективное лазерное пятно не исчезнет.
26. Способ по п. 1, отличающийся тем, что осуществление относительного перемещения обрабатываемой детали (1000) и лазерного источника (1) включает вращение обрабатываемой детали относительно оси вращения и при этом пятно лазерного излучения может иметь доступ ко всей окружности участка поверхности, подлежащей упрочнению.
27. Способ по п. 26, отличающийся тем, что осуществление относительного перемещения обрабатываемой детали (1000) и лазерного источника (1) включает осуществление относительного перемещения в первом направлении, перпендикулярном указанной оси вращения, и во втором направлении, перпендикулярном указанной оси вращения, при этом перемещение в указанном первом направлении осуществляют путем перемещения обрабатываемой детали и при этом перемещение во втором направлении осуществляют путем перемещения лазерного источника, причем, факультативно, лазерный источник (1) может перемещаться параллельно указанной оси вращения.
28. Способ по п. 26, отличающийся тем, что в качестве обрабатываемой детали используют коленчатый вал (1000) с несколькими отверстиями (1003) масляных каналов.
29. Способ по п. 28, отличающийся тем, что участок поверхности, подлежащей упрочнению, является общей поверхностью шейки (1001, 1002) коленчатого вала.
30. Способ по п. 28, отличающийся тем, что эффективное лазерное пятно проходит через более чем 50% шейки (1001, 1002) коленчатого вала, предпочтительно через более чем 75% шейки, в направлении, параллельном продольному направлению коленчатого вала.
31. Способ по п. 1, отличающийся тем, что коленчатый вал (1000) содержит коренные шейки (1001), шатунные шейки (1002) и отверстия (1003) масляных каналов, причем указанное относительное перемещение осуществляют:
путем вращения указанного коленчатого вала;
при этом
при вращении указанного коленчатого вала лазерный луч (2) сканируют по меньшей мере по части поверхности шейки в соответствии с заданной схемой сканирования (2А, 2В, 2С, 2D, 2Е, 2F, 2G) для нагревания поверхности
и при этом
сканирование выполняют так, чтобы к более термочувствительным подучасткам прикладывать меньше энергии, чем к менее термочувствительным подучасткам указанной поверхности.
32. Способ по п. 31, отличающийся тем, что сканирование выполняют, поддерживая мощность лазерного луча, по существу, постоянной и адаптируя скорость сканирования и/или схему сканирования так, чтобы к более термочувствительным подучасткам прикладывать меньше энергии, чем к менее термочувствительным подучасткам указанной поверхности.
33. Способ по п. 31, отличающийся тем, что сканирование выполняют, поддерживая схему сканирования, по существу, постоянной и адаптируя скорость сканирования и/или мощность луча так, чтобы к более термочувствительным подучасткам прикладывать меньше энергии, чем к менее термочувствительным подучасткам указанной поверхности, например путем динамической адаптации включенного/выключенного состояния лазерного луча в соответствии с сегментами (51А, 51В) схемы сканирования.
34. Способ по п. 31, отличающийся тем, что указанная схема сканирования содержит несколько сегментов, при этом каждому из указанных сегментов назначают состояние мощности луча для установки мощности лазерного луча, в соответствии с каждым сегментом, на уровень мощности, соответствующий указанному состоянию мощности, причем лазер предназначен для изменения мощности лазерного луча, как требуется указанным состоянием мощности луча, и при этом сканирование производят со скоростью по меньшей мере 300 сегментов в секунду, предпочтительно по меньшей мере 600 сегментов в секунду, предпочтительнее по меньшей мере 1000 сегментов в секунду, предпочтительнее по меньшей мере 5000 сегментов в секунду и даже предпочтительнее по меньшей мере 10000 сегментов в секунду, причем схему сканирования повторяют с частотой по меньшей мере 10 Гц, предпочтительно по меньшей мере 50 Гц, предпочтительнее по меньшей мере 100 Гц, и при этом состояние мощности, назначенное по меньшей мере одному из указанных сегментов, для указанного более термочувствительного подучастка является другим, чем для указанного менее термочувствительного подучастка.
35. Способ по п. 31, отличающийся тем, что более термочувствительные подучастки содержат участки, прилегающие к отверстиям (1003) масляных каналов, и опционно участки, прилегающие к галтелям (1004) на осевых концах шеек коленчатого вала.
36. Способ по п. 1, отличающийся тем, что указанный лазерный источник представляет собой волоконный лазер.
37. Способ лазерного упрочнения поверхности шейки (1001, 1002) коленчатого вала (1000), включающий упрочнение участка поверхности шейки в первом направлении, параллельном оси (X) вращения коленчатого вала, и во втором направлении, соответствующем направлению (W) вдоль окружности шейки, содержащего по меньшей мере один менее термочувствительный подучасток и по меньшей мере один более термочувствительный подучасток с участком, прилегающим к отверстию (1003) масляного канала коленчатого вала, путем проецирования лазерного луча (2) из лазерного источника (1) на упомянутый участок поверхности при относительном перемещении упомянутой поверхности коленчатого вала (1000) и лазерного источника (1) во втором направлении (W) вдоль окружности шейки для последовательного проецирования лазерного луча на разные части указанного участка поверхности в направлении вдоль окружности для упрочнения окружного сегмента (1001А) участка поверхности, подлежащей упрочнению, смещения лазерного луча в первом направлении, параллельном оси (X) вращения коленчатого вала для увеличения протяженности указанного окружного сегмента в первом направлении до завершения упрочнения указанного участка с распределением энергии, при котором к разным частям поверхности шейки проецируют лазерный луч с разным количеством энергии, отличающийся тем, что при проецировании лазерного луча на упрочняемый участок поверхности шейки осуществляют распределение энергии лазерного луча синхронно с относительным перемещением лазерного источника и поверхности коленчатого вала, при этом к более термочувствительным подучасткам поверхности, включая участок, прилегающий к отверстию (1003) масляного канала, прикладывают меньшее количество энергии, чем к менее термочувствительным подучасткам поверхности для предотвращения перегрева участка, прилегающего к отверстию (1003) масляного канала.
38. Способ по п. 37, отличающийся тем, что этап осуществления относительного перемещения поверхности коленчатого вала (1000) и лазерного источника (1) в указанном направлении вдоль окружности включает вращение коленчатого вала с высокой частотой вращения, такой как частота вращения более 3000 мин-1, такой как частота вращения более 6000 мин-1.
39. Способ по п. 37, отличающийся тем, что включает этап одновременного проецирования более одного лазерного луча (2) на указанный участок поверхности для одновременного нагревания соответствующими эффективными лазерными пятнами (5) нескольких частей окружного сегмента шейки.
40. Способ по п. 37, отличающийся тем, что он включает этап прикладывания энергии для нагрева указанного участка поверхности с обеих сторон отверстия (1003) масляного канала в указанном первом направлении, причем указанное отверстие (1003) масляного канала проходит вовнутрь наклонно так, что не проходит под первой стороной (1003А) из указанных сторон, а проходит под второй стороной (1003В) из указанных сторон, при этом способ включает прикладывание больше энергии (5А) к первой стороне (1003А) из указанных сторон, чем ко второй стороне (1003В) из указанных сторон.
41. Способ по п. 37, отличающийся тем, что он включает этап обеспечения перемещения эффективного лазерного пятна (5) в направлении вдоль окружности шейки (1001, 1002) с первой скоростью для повторяющегося нагрева окружной части указанной шейки и перемещения эффективного лазерного пятна в указанном первом направлении со второй скоростью, меньшей указанной первой скорости, чтобы тем самым нагревать новые окружные части, при этом позволяя ранее нагретым окружным частям охлаждаться для обеспечения самозакалки, чтобы постепенно увеличивать размер упрочненного окружного сегмента (1001А) шейки.
42. Способ по п. 37, отличающийся тем, что эффективное лазерное пятно (2А, 2В, 2С, 2D, 5) проецируют на указанную шейку смещенным от центра образом.
43. Способ по п. 37, отличающийся тем, что участок поверхности, подлежащей упрочнению, является общей поверхностью шейки (1001, 1002).
44. Способ по п. 37, отличающийся тем, что эффективное лазерное пятно проходит в указанном первом направлении через более чем 50% шейки (1001, 1002), предпочтительно через более чем 75% шейки.
45. Способ по п. 37, отличающийся тем, что указанное эффективное лазерное пятно (5) содержит переднюю часть (2Н) с распределением и плотностью энергии, выбранными для нагрева части поверхности обрабатываемой детали до температуры упрочнения, промежуточную часть (2I) с распределением и плотностью энергии, выбранными таким образом, чтобы обеспечить охлаждение нагретой части поверхности для закалки, и заднюю часть (2J), имеющую распределение и плотность энергии, выбранные для нагрева закаленной части для ее отпуска.
46. Способ по п. 37, отличающийся тем, что эффективное лазерное пятно устанавливают путем повторяющегося сканирования лазерного луча по обрабатываемой детали, следуя схеме, содержащей несколько линий (51), при этом указанные линии предпочтительно, по существу, параллельны и при этом сканирование повторяют с частотой сканирования, причем каждая из указанных нескольких линий содержит несколько сегментов (51А, 51В) и причем способ включает назначение каждому из указанных сегментов заданного значения мощности лазерного луча, чтобы в некоторых из указанных сегментов избирательно устанавливать выходную мощность лазерного луча на разный уровень по сравнению с другими из указанных сегментов.
47. Способ по п. 37, отличающийся тем, что он включает этап уменьшения плотности энергии в передней части эффективного лазерного пятна (5), когда эффективное лазерное пятно подходит к ранее упрочненному участку указанного участка поверхности, например к ранее упрочненной части (1001В) шейки (1001, 1002) коленчатого вала, упрочненной перемещением эффективного лазерного пятна вокруг шейки в направлении (W) вдоль окружности.
48. Способ по п. 37, отличающийся тем, что он включает этап, когда эффективное лазерное пятно подходит к ранее упрочненной части указанного участка поверхности, например к ранее упрочненной части (1001В) шейки (1001, 1002) коленчатого вала, упрочненной перемещением эффективного лазерного пятна вокруг шейки в направлении (W) вдоль окружности, прерывания перемещения указанного эффективного лазерного пятна в передней части указанного эффективного лазерного пятна, тогда как задняя часть указанного эффективного лазерного пятна продолжает движение в указанном направлении вдоль окружности, тем самым постепенно уменьшая размер указанного эффективного лазерного пятна в указанном направлении вдоль окружности, пока указанное эффективное лазерное пятно не исчезнет.
49. Способ по п. 37, отличающийся тем, что осуществление относительного перемещения обрабатываемой детали (1000) и лазерного источника (1) включает вращение обрабатываемой детали относительно оси вращения, и при этом пятно лазерного излучения может иметь доступ ко всей окружности участка поверхности, подлежащей упрочнению.
50. Способ по п. 49, отличающийся тем, что осуществление относительного перемещения обрабатываемой детали (1000) и лазерного источника (1) включает осуществление относительного перемещения в первом направлении, перпендикулярном указанной оси вращения, и во втором направлении, перпендикулярном указанной оси вращения, при этом перемещение в указанном первом направлении осуществляют путем перемещения обрабатываемой детали и при этом перемещение во втором направлении осуществляют путем перемещения лазерного источника, причем, факультативно, лазерный источник (1) может перемещаться параллельно указанной оси вращения.
51. Способ по п. 50, отличающийся тем, что в качестве обрабатываемой детали используют коленчатый вал (1000) с несколькими отверстиями (1003) масляных каналов.
52. Способ по п. 51, отличающийся тем, что участок поверхности, подлежащей упрочнению, является общей поверхностью шейки (1001, 1002) коленчатого вала.
53. Способ по п. 51, отличающийся тем, что эффективное лазерное пятно проходит через более чем 50% шейки (1001, 1002) коленчатого вала, предпочтительно через более чем 75% шейки, в направлении, параллельном продольному направлению коленчатого вала.
54. Способ по п. 37, отличающийся тем, что указанный лазерный источник представляет собой волоконный лазер.
55. Способ лазерного упрочнения поверхности обрабатываемой детали, причем обрабатываемая деталь содержит по меньшей мере один участок поверхности, подлежащей упрочнению, причем указанный участок поверхности содержит по меньшей мере один более термочувствительный подучасток и по меньшей мере один менее термочувствительный подучасток, причем способ включает:
проецирование лазерного луча (2) из лазерного источника (1) на указанный участок поверхности, чтобы получить лазерное пятно на указанном участке;
осуществление относительного перемещения поверхности обрабатываемой детали (1000) и лазерного источника (1), обеспечивающее, таким образом, последовательное проецирование лазерного пятна на разные части указанного участка поверхности;
во время указанного относительного перемещения повторяющееся сканирование лазерного луча (2) по соответствующей части указанного участка поверхности в двух измерениях для получения двумерного эквивалентного или виртуального эффективного лазерного пятна (2А, 2В, 2С, 2D, 5) на указанном участке поверхности, причем указанное эффективное лазерное пятно имеет распределение энергии,
отличающийся тем, что указанное распределение энергии динамически адаптируют так, что оно разное на более термочувствительном подучастке и на менее термочувствительном подучастке, для предотвращения перегрева указанного более термочувствительного подучастка.
56. Способ по п. 55, отличающийся тем, что он включает сканирование лазерного луча по схеме сканирования в указанном эффективном лазерном пятне (5) и изменение мощности лазерного луча по указанной схеме сканирования для получения указанного распределения энергии, факультативно путем включения и выключения лазерного луча по указанной схеме сканирования.
57. Способ по п. 55, отличающийся тем, что распределением энергии управляют путем избирательной адаптации мощности лазерного луча при сканировании лазерного пятна по схеме сканирования, чтобы избирательно устанавливать лазерный луч в одно из нескольких состояний располагаемой мощности по меньшей мере 300 раз в секунду, предпочтительнее по меньшей мере 600 раз в секунду, предпочтительнее по меньшей мере 1000 раз в секунду, предпочтительнее по меньшей мере 5000 раз в секунду и даже предпочтительнее по меньшей мере 10000 раз в секунду.
58. Способ по п. 57, отличающийся тем, что указанная схема сканирования содержит несколько сегментов (51А, 51В; а, b, с, d, е, f, g, h), причем каждый из указанных сегментов имеет одно из указанных состояний располагаемой мощности, назначенное ему, при этом состояние мощности, назначенное по меньшей мере одному из указанных сегментов, в указанном менее термочувствительном подучастке и в указанном более термочувствительном подучастке разное.
59. Способ по п. 55, отличающийся тем, что он включает этап использования другой схемы сканирования для лазерного луча в указанном эффективном лазерном пятне на указанном более термочувствительном подучастке, чем на указанном менее термочувствительном подучастке.
60. Способ по п. 55, отличающийся тем, что он включает этап адаптации указанного распределения энергии путем адаптации скорости сканирования таким образом, что по меньшей мере в части указанного эффективного лазерного пятна на указанном более термочувствительном подучастке она другая, чем на указанном менее термочувствительном подучастке.
61. Способ по п. 55, отличающийся тем, что указанное эффективное лазерное пятно (5) содержит переднюю часть (2Н) с распределением и плотностью энергии, выбранными для нагрева части поверхности обрабатываемой детали до температуры упрочнения, промежуточную часть (2I) с распределением и плотностью энергии, выбранными таким образом, чтобы обеспечить охлаждение нагретой части поверхности для закалки, и заднюю часть (2J), имеющую распределение и плотность энергии, выбранные для нагрева закаленной части для ее отпуска.
62. Способ по п. 55, отличающийся тем, что эффективное лазерное пятно устанавливают путем повторяющегося сканирования лазерного луча по обрабатываемой детали, следуя схеме, содержащей несколько линий (51), при этом указанные линии предпочтительно, по существу, параллельны и при этом сканирование повторяют с частотой сканирования, причем каждая из указанных нескольких линий содержит несколько сегментов (51А, 51В) и причем способ включает назначение каждому из указанных сегментов заданного значения мощности лазерного луча, чтобы в некоторых из указанных сегментов избирательно устанавливать выходную мощность лазерного луча на разный уровень по сравнению с другими из указанных сегментов.
63. Способ по п. 62, отличающийся тем, что частота сканирования составляет по меньшей мере 50 Гц, предпочтительно по меньшей мере 100 Гц, при этом указанные несколько линий представляют собой по меньшей мере две линии, предпочтительно по меньшей мере 3 линии, предпочтительнее по меньшей мере 4 линии, например 5-10 линий, и при этом каждая линия содержит по меньшей мере 3 сегмента (51А, 51В), предпочтительно по меньшей мере 5 сегментов и предпочтительнее по меньшей мере 10 сегментов, например 10-20 сегментов.
64. Способ по п. 55, отличающийся тем, что сканирование лазерного луча осуществляют таким образом, что лазерное пятно повторно следует схеме сканирования, содержащей несколько сегментов (51А, 51В; а, b, с, d, е, f, g, h), при этом с каждым из указанных сегментов связано по меньшей мере одно значение параметра, влияющего на указанное двумерное распределение энергии, и при этом указанное по меньшей мере одно значение параметра при работе динамически адаптируют, чтобы указанное по меньшей мере одно значение параметра было иным по меньшей мере для одного из указанных сегментов, когда эффективным лазерным пятном нагревают указанный более термочувствительный подучасток, чем когда нагревают указанный менее термочувствительный подучасток.
65. Способ по п. 64, отличающийся тем, что указанное по меньшей мере одно значение параметра указывает по меньшей мере один из следующих параметров: скорость сканирования, размер лазерного пятна, мощность лазерного луча, распределение мощности в лазерном луче, длина соответствующего сегмента и ориентация соответствующего сегмента.
66. Способ по п. 64, отличающийся тем, что указанное по меньшей мере одно значение параметра указывает мощность лазерного луча, соответствующую указанному сегменту.
67. Способ по п. 64, отличающийся тем, что включает этап хранения для каждого сегмента значения соответствующего по меньшей мере одного параметра в памяти, при этом в указанной памяти по меньшей мере для одного сегмента хранят по меньшей мере два разных значения, первое из которых предназначено для использования при нагреве указанного менее термочувствительного подучастка, а второе - для использования при нагреве указанного более термочувствительного подучастка.
68. Способ по п. 64, отличающийся тем, что сканирование осуществляют со средней скоростью по меньшей мере 300 сегментов в секунду, предпочтительно по меньшей мере 600 сегментов в секунду, предпочтительнее по меньшей мере 1000 сегментов в секунду, предпочтительнее по меньшей мере 5000 сегментов в секунду и даже предпочтительнее по меньшей мере 10000 сегментов в секунду.
69. Способ по п. 55, отличающийся тем, что включает этап уменьшения плотности энергии в передней части эффективного лазерного пятна (5), когда эффективное лазерное пятно подходит к ранее упрочненному участку указанного участка поверхности, например к ранее упрочненной части (1001В) шейки (1001, 1002) коленчатого вала, упрочненной перемещением эффективного лазерного пятна вокруг шейки в направлении (W) вдоль окружности.
70. Способ по п. 55, отличающийся тем, что он включает этап, когда эффективное лазерное пятно подходит к ранее упрочненной части указанного участка поверхности, например к ранее упрочненной части (1001В) шейки (1001, 1002) коленчатого вала, упрочненной перемещением эффективного лазерного пятна вокруг шейки в направлении (W) вдоль окружности, прерывания перемещения указанного эффективного лазерного пятна в передней части указанного эффективного лазерного пятна, тогда как задняя часть указанного эффективного лазерного пятна продолжает движение в указанном направлении вдоль окружности, тем самым постепенно уменьшая размер указанного эффективного лазерного пятна в указанном направлении вдоль окружности, пока указанное эффективное лазерное пятно не исчезнет.
71. Способ по п. 55, отличающийся тем, что сканирование выполняют таким образом, что лазерное пятно следует схеме сканирования (2G) на участке поверхности,
при этом по меньшей мере один из следующих параметров:
(i) скорость сканирования; и/или
(ii) мощность лазерного луча; и/или
(iii) размер лазерного пятна;
в одной части схемы сканирования является другим, чем в другой части схемы сканирования, во избежание перегрева обрабатываемой детали на более термочувствительном подучастке.
72. Способ по п. 71, отличающийся тем, что указанная схема сканирования (2G) включает несколько сегментов (а, b, с, d, е, f, g, h; 51А, 51В), при этом каждому из указанных сегментов назначают
(i) скорость сканирования; и/или
(ii) мощность лазерного луча; и/или
(iii) размер лазерного пятна;
причем по меньшей мере один из указанных параметров: скорость сканирования, мощность лазерного луча и размер лазерного пятна - выбирают иным по меньшей мере для одного из указанных сегментов по сравнению по меньшей мере с другим из указанных сегментов.
73. Способ по п. 72, отличающийся тем, что в сегменте (с, g; а, е), расположенном ближе к более термочувствительному подучастку, скорость сканирования выбирают более высокой, чем в двух прилегающих сегментах (b, d; h, f), находящихся в стороне от указанного термочувствительного подучастка.
74. Способ по п. 72, отличающийся тем, что в сегменте (с, g; а, е), находящемся ближе к более термочувствительному подучастку, мощность лазерного луча выбирают более низкой, чем в двух прилегающих сегментах (b, d; h, f), находящихся в стороне от указанного термочувствительного подучастка.
75. Способ по п. 72, отличающийся тем, что в сегменте (с, g; а, е), находящемся ближе к более термочувствительному подучастку, лазерное пятно выбирают имеющим большую площадь, чем в двух прилегающих сегментах (b, d; h, f), находящихся в стороне от указанного термочувствительного подучастка
76. Способ по п. 72, отличающийся тем, что
(i) скорость сканирования; и/или
(ii) мощность лазерного луча; и/или
(iii) размер лазерного пятна,
назначенную и/или назначенный и/или назначенные одному или нескольким сегментам, изменяют по меньшей мере один раз, когда поверхность обрабатываемой детали (1000) перемещается относительно лазерного источника (1).
77. Способ по п. 72, отличающийся тем, что он включает этап программирования электронного средства (100) управления для управления лазерным лучом путем назначения каждому из указанных сегментов (а, b, с, d, е, f, g, h),
(i) по меньшей мере одной скорости сканирования; и/или
(ii) по меньшей мере одной мощности лазерного луча; и/или
(iii) по меньшей мере одного размера лазерного пятна.
78. Способ по п. 71, отличающийся тем, что схема (2G) сканирования имеет геометрическую форму, при этом указанную геометрическую форму схемы (2G) сканирования изменяют по меньшей мере один раз, когда поверхность обрабатываемой детали (1000) перемещается относительно лазерного источника (1).
79. Способ по п. 55, отличающийся тем, что сканирование осуществляют таким образом, что лазерное пятно следует схеме сканирования (2А, 2В, 2С, 2D, 2Е, 2F, 2G) на участке, причем схема сканирования имеет геометрическую конфигурацию,
и при этом
геометрическую конфигурацию схемы сканирования изменяют по меньшей мере один раз во время относительного перемещения участка поверхности и лазерного источника.
80. Способ по п. 55, отличающийся тем, что он включает:
модулирование лазерного луча (2);
при этом
когда лазерное пятно находится на указанном более термочувствительном подучастке, лазерный луч (2) модулируют иначе, чем когда оно находится на указанном менее термочувствительном подучастке, для предотвращения перегрева соответствующей части обрабатываемой детали;
при этом
A) лазерный луч модулируют по мощности;
и/или
Б) лазерный луч модулируют по скорости сканирования;
и/или
B) лазерный луч модулируют по его схеме сканирования так, что лазерное пятно следует другой схеме сканирования (2В, 2D) в соответствии с указанным более термочувствительным подучастком, чем в соответствии с указанным менее термочувствительным подучастком;
и/или
Г) лазерный луч модулируют по его размеру лазерного пятна так, что размер лазерного пятна является иным в соответствии с указанным более термочувствительным подучастком, чем в соответствии с указанным менее термочувствительным подучастком.
81. Способ по п. 55, отличающийся тем, что
нагрев осуществляют так, что часть поверхности обрабатываемой детали, входящая на участок, сканируемый лазерным лучом, вначале получает облучение лазером с большей средней мощностью, а затем получает облучение лазером с меньшей средней мощностью.
82. Способ по п. 55, отличающийся тем, что осуществление относительного перемещения обрабатываемой детали (1000) и лазерного источника (1) включает вращение обрабатываемой детали относительно оси вращения, и при этом пятно лазерного излучения может иметь доступ ко всей окружности участка поверхности, подлежащей упрочнению.
83. Способ по п. 82, отличающийся тем, что осуществление относительного перемещения обрабатываемой детали (1000) и лазерного источника (1) включает осуществление относительного перемещения в первом направлении, перпендикулярном указанной оси вращения, и во втором направлении, перпендикулярном указанной оси вращения, при этом перемещение в указанном первом направлении осуществляют путем перемещения обрабатываемой детали, и при этом перемещение во втором направлении осуществляют путем перемещения лазерного источника, причем, факультативно, лазерный источник (1) может перемещаться параллельно указанной оси вращения.
84. Способ по п. 82, отличающийся тем, что в качестве обрабатываемой детали используют коленчатый вал (1000) с несколькими отверстиями (1003) масляных каналов.
85. Способ по п. 84, отличающийся тем, что участок поверхности, подлежащей упрочнению, является общей поверхностью шейки (1001, 1002) коленчатого вала.
86. Способ по п. 84, отличающийся тем, что эффективное лазерное пятно проходит через более чем 50% шейки (1001, 1002) коленчатого вала, предпочтительно через более чем 75% шейки, в направлении, параллельном продольному направлению коленчатого вала.
87. Способ по п. 55, отличающийся тем, что указанный лазерный источник представляет собой волоконный лазер.
88. Способ лазерного упрочнения поверхности шейки коленчатого вала, при этом шейка имеет, по существу, круглое поперечное сечение, причем способ включает
проецирование лазерного луча (2) из лазерного источника (1) на указанную поверхность с получением, таким образом, лазерного пятна на указанной поверхности,
осуществление относительного перемещения поверхности обрабатываемой детали и лазерного источника (1), обеспечивающего, таким образом, последовательное проецирование лазерного пятна на разные части указанной поверхности по окружности указанной поверхности,
отличающийся тем, что
лазерный луч проецируют на упрочняемую поверхность шейки по оси, смещенной относительно ее центральной оси.
89. Способ по п. 88,
отличающийся тем, что
лазерный луч проецируют на поверхность шейки в направлении, не перпендикулярном указанной поверхности, предпочтительно образуя угол (γ) менее 70° с указанной поверхностью в точке падения лазерного луча и на указанную поверхность.
90. Способ по п. 88, отличающийся тем, что осуществление относительного перемещения обрабатываемой детали (1000) и лазерного источника (1) включает вращение обрабатываемой детали относительно оси вращения, и при этом пятно лазерного излучения может иметь доступ ко всей окружности участка поверхности, подлежащей упрочнению.
91. Способ по п. 88, отличающийся тем, что осуществление относительного перемещения обрабатываемой детали (1000) и лазерного источника (1) включает осуществление относительного перемещения в первом направлении, перпендикулярном указанной оси вращения, и во втором направлении, перпендикулярном указанной оси вращения, при этом перемещение в указанном первом направлении осуществляют путем перемещения обрабатываемой детали, и при этом перемещение во втором направлении осуществляют путем перемещения лазерного источника, причем, факультативно, лазерный источник (1) может перемещаться параллельно указанной оси вращения.
92. Способ по п. 88, отличающийся тем, что в качестве обрабатываемой детали используют коленчатый вал (1000) с несколькими отверстиями (1003) масляных каналов.
93. Способ по п. 92, отличающийся тем, что участок поверхности, подлежащей упрочнению, является общей поверхностью шейки (1001, 1002) коленчатого вала.
94. Способ по п. 92, отличающийся тем, что эффективное лазерное пятно проходит через более чем 50% шейки (1001, 1002) коленчатого вала, предпочтительно через более чем 75% шейки, в направлении, параллельном продольному направлению коленчатого вала.
95. Способ по п. 88, отличающийся тем, что указанный лазерный источник представляет собой волоконный лазер.
96. Способ лазерного упрочнения поверхности обрабатываемой детали, включающий:
проецирование лазерного излучения из лазерного источника (1) на участки поверхности, подлежащей нагреву,
отличающийся тем, что лазерное излучение проецируют на первый участок поверхности (1001, 1002) и на второй участок поверхности (1005), проходящий, по существу, перпендикулярно указанному первому участку поверхности,
при этом способ включает расщепление лазерного луча (2) на первую составляющую (2') лазерного луча, имеющую s-поляризацию, и на вторую составляющую (2'') лазерного луча, имеющую p-поляризацию, и использование указанной первой составляющей лазерного луча для нагрева указанного первого участка поверхности (1001, 1002) и использование указанной второй составляющей лазерного луча для нагрева указанного второго участка поверхности (1005).
97. Способ по п. 96, отличающийся тем, что осуществление относительного перемещения обрабатываемой детали (1000) и лазерного источника (1) включает вращение обрабатываемой детали относительно оси вращения, и при этом пятно лазерного излучения может иметь доступ ко всей окружности участка поверхности, подлежащей упрочнению.
98. Способ по п. 97, отличающийся тем, что осуществление относительного перемещения обрабатываемой детали (1000) и лазерного источника (1) включает осуществление относительного перемещения в первом направлении, перпендикулярном указанной оси вращения, и во втором направлении, перпендикулярном указанной оси вращения, при этом перемещение в указанном первом направлении осуществляют путем перемещения обрабатываемой детали и при этом перемещение во втором направлении осуществляют путем перемещения лазерного источника, причем, факультативно, лазерный источник (1) может перемещаться параллельно указанной оси вращения.
99. Способ по п. 96, отличающийся тем, что в качестве обрабатываемой детали используют коленчатый вал (1000) с несколькими отверстиями (1003) масляных каналов.
100. Способ по п. 99, отличающийся тем, что участок поверхности, подлежащей упрочнению, является общей поверхностью шейки (1001, 1002) коленчатого вала.
101. Способ по п. 99, отличающийся тем, что эффективное лазерное пятно проходит через более чем 50% шейки (1001, 1002) коленчатого вала, предпочтительно через более чем 75% шейки, в направлении, параллельном продольному направлению коленчатого вала.
102. Способ по п. 96, отличающийся тем, что указанный лазерный источник представляет собой волоконный лазер.
103. Система для упрочнения по меньшей мере части поверхности обрабатываемой детали (1000), содержащая лазерный источник (1), средства (12, 13, 21) для осуществления относительного перемещения поверхности обрабатываемой детали (1000) и лазерного источника (1), электронные средства (100) управления и носитель информации, хранящий компьютерную программу, содержащую команды для осуществления лазерного упрочнения способом по любому из пп. 1-36, 37-54, 55-87, 88-95, 97-102.
104. Носитель информации для системы лазерного упрочнения поверхности шейки (1001, 1002) коленчатого вала (1000) по п. 103, хранящий компьютерную программу, содержащую команды для осуществления лазерного упрочнения способом по любому из пп. 1-36, 37-54, 55-87, 88-95, 97-102.
105. Устройство для упрочнения участка поверхности обрабатываемой детали (1000), причем участок поверхности содержит по меньшей мере один менее термочувствительный подучасток и по меньшей мере один более термочувствительный подучасток, причем устройство содержит лазерный источник (1), предназначенный для проецирования эффективного лазерного пятна на участок поверхности, и средства (12, 13, 21) для осуществления относительного перемещения указанного участка поверхности и эффективного лазерного пятна, тем самым указанное эффективное лазерное пятно перемещается по указанному участку поверхности для последовательного и постепенного нагрева разных частей указанного участка поверхности до температуры, подходящей для упрочнения, при этом указанное эффективное лазерное пятно имеет двумерное распределение энергии, причем устройство дополнительно содержит систему (100) управления, выполненную с возможностью управления работой устройства, отличающееся тем, что указанная система управления выполнена с возможностью изменения указанного двумерного распределения энергии таким образом, что на указанном более термочувствительном подучастке оно иное, чем на указанном менее термочувствительном подучастке;
причем указанный лазерный источник содержит средства сканирования, предназначенные для двумерного сканирования лазерного луча указанного лазерного источника, при этом система управления выполнена с возможностью управления сканированием лазерного луча в двух измерениях для получения указанного эффективного лазерного пятна согласно схеме сканирования, при этом указанная схема сканирования повторяется с частотой повторения по меньшей мере 10 Гц.
106. Устройство по п. 105, отличающееся тем, что указанный по меньшей мере один более термочувствительный подучасток представляет собой
- участок, прилегающий к отверстию на участке поверхности, например к отверстию (1003) масляного канала,
и/или
- галтель (1004), например галтель, обработанную по схеме «на врезание»;
и/или
ранее упрочненную часть участка поверхности, например часть, на которую эффективное лазерное пятно заходит в конце 360-градусной траектории по окружности объекта, такого как цилиндрическая шейка (1001, 1002) коленчатого вала (1000).
107. Устройство по п. 105, отличающееся тем, что оно конструктивно исполнено для работы таким образом, чтобы указанное эффективное лазерное пятно имело определенный размер и перемещалось по указанному участку поверхности с определенной скоростью так, чтобы в течение по меньшей мере части перемещения указанного эффективного лазерного пятна по указанному участку поверхности, предпочтительно в течение по меньшей мере 50%, предпочтительнее в течение по меньшей мере 90% и даже предпочтительнее в течение 100% перемещения указанного эффективного лазерного пятна по указанному участку поверхности, части на указанном участке поверхности, нагреваемом указанным эффективным лазерным пятном, нагревались по меньшей мере 0,5 секунды, предпочтительно по меньшей мере 1 секунду, и при этом размер эффективного лазерного пятна в направлении, в котором эффективное лазерное пятно перемещается по участку поверхности, составляет по меньшей мере 5 мм, предпочтительно по меньшей мере 7 мм, предпочтительнее по меньшей мере 10 мм и даже предпочтительнее по меньшей мере 15 мм, 20 мм, 30 мм или более, например по меньшей мере 50 мм.
108. Устройство по п. 105, отличающееся тем, что оно предназначено для получения указанного эффективного лазерного пятна путем получения нескольких сегментов (а, b, с, d, е, f, g, h; 51А, 51В) указанного эффективного лазерного пятна, причем указанные несколько сегментов представляют собой по меньшей мере шесть сегментов, причем система управления выполнена с возможностью изменения двумерного распределения энергии путем избирательного изменения плотности энергии и/или распределения указанных сегментов в соответствии со значениями параметров, назначенными указанным сегментам, причем указанные значения параметров хранятся в памяти указанной системы управления.
109. Устройство по п. 108, отличающееся тем, что указанный лазерный источник содержит средства сканирования, предназначенные для двумерного сканирования лазерного луча указанного лазерного источника, при этом система управления выполнена с возможностью управления сканированием лазерного луча в двух измерениях, согласно схеме сканирования, содержащей указанные несколько сегментов, для получения указанного эффективного лазерного пятна, при этом указанная схема сканирования повторяется с частотой повторения по меньшей мере 10 Гц, предпочтительно по меньшей мере 50 Гц, предпочтительнее по меньшей мере 100 Гц и даже предпочтительнее по меньшей мере 200 Гц.
110. Устройство по п. 109, отличающееся тем, что указанные значения параметров указывают уровень мощности луча и/или скорость сканирования луча в соответствии с соответствующим сегментом схемы сканирования.
111. Устройство по п. 105, отличающееся тем, что указанная схема сканирования повторяется с частотой повторения предпочтительно по меньшей мере 50 Гц, предпочтительнее по меньшей мере 100 Гц и даже предпочтительнее по меньшей мере 200 Гц.
112. Устройство по п. 105, отличающееся тем, что оно выполнено с возможностью упрочнения по меньшей мере одной шейки коленчатого вала и получения эффективного лазерного пятна, простирающегося в продольном направлении упомянутой шейки коленчатого вала на более чем 50%, предпочтительно более чем 75%.
113. Устройство по п. 105, отличающееся тем, что указанная система управления содержит память (110, 120; 140, 150), предназначенную для хранения нескольких наборов данных (111-114; 121-124; 141; 151), причем каждый из указанных наборов данных указывает двумерное распределение энергии указанного эффективного лазерного пятна, при этом указанное устройство предназначено для адаптации двумерного распределения энергии эффективного лазерного пятна, когда указанное эффективное лазерное пятно перемещается по указанному участку поверхности, с использованием одного из указанных нескольких наборов данных для управления лазерным источником, когда эффективное лазерное пятно проецируется на указанный менее термочувствительный подучасток, и с использованием по меньшей мере одного другого из указанных нескольких наборов данных для управления лазерным источником, когда эффективное лазерное пятно проецируется на указанный более термочувствительный подучасток.
114. Устройство по п. 105, отличающееся тем, что средства (12, 13, 21) перемещения упрочняемого участка поверхности выполнены в виде опоры для поддержки коленчатого вала и вращения относительно продольной оси коленчатого вала, а лазерный источник содержит средства (3) двунаправленного сканирования лазерного луча в двух измерениях при упрочнении поверхности шеек коленчатого вала (1000), по меньшей мере двух коренных шеек (1001) и по меньшей мере одной шатунной шейки (1002).
115. Устройство по п. 114, отличающееся тем, что указанная опора коленчатого вала (20) и указанный лазерный источник (1) подвижны относительно друг друга по меньшей мере в двух разных направлениях, перпендикулярных указанной продольной оси, для обеспечения постоянного расстояния между шатунной шейкой (1002) и лазерным источником (1) при вращении указанного коленчатого вала относительно продольной оси, причем указанная шатунная шейка смещена относительно указанной продольной оси.
116. Устройство по п. 115, отличающееся тем, что указанный лазерный источник (1) подвижен в первом направлении (Z), предпочтительно вертикально, при этом указанная опора (20) коленчатого вала подвижна во втором направлении (Y), предпочтительно горизонтально, причем оба указанные первое и второе направления перпендикулярны указанной продольной оси.
117. Устройство по п. 116, отличающееся тем, что лазерный источник (1) является дополнительно подвижным параллельно указанной продольной оси коленчатого вала.
118. Устройство по п. 114, отличающееся тем, что он содержит блок (100) управления, содержащий память, хранящую значения параметров, связанные с указанной схемой сканирования, причем первый набор указанных значений параметров определяет первое двумерное распределение энергии на шейке указанного коленчатого вала, а второй набор указанных значений параметров определяет второе двумерное распределение энергии на указанной шейке.
119. Устройство по п. 118, отличающееся тем, что указанный блок (100) управления предназначен для управления процессом упрочнения путем избирательного применения при вращении коленчатого вала относительно его продольной оси указанного первого набора значений параметров и указанного второго набора значений параметров и, факультативно, дополнительного набора значений параметров, хранящихся в указанной памяти, синхронно с появлением более термочувствительного участка в соответствии с указанной двумерной схемой сканирования.
120. Устройство по п. 118, отличающееся тем, что указанная схема сканирования представляет собой сегментированную схему сканирования, содержащую несколько сегментов (а, b, с, d, е, f, g, h; 51А, 51В), и при этом каждому сегменту назначено по меньшей мере одно из указанных значений параметров, при этом указанное по меньшей мере одно значение параметра указывает по меньшей мере одно из следующего: скорость сканирования, размер лазерного пятна, мощность лазерного луча, распределение мощности в лазерном луче, длина соответствующего сегмента и ориентация соответствующего сегмента.
121. Устройство по п. 120, отличающееся тем, что оно выполнено с возможностью сканирования со средней скоростью по меньшей мере 300 сегментов в секунду, предпочтительно по меньшей мере 600 сегментов в секунду, предпочтительнее по меньшей мере 1000 сегментов в секунду, предпочтительнее по меньшей мере 5000 сегментов в секунду и даже предпочтительнее по меньшей мере 10000 сегментов в секунду.
122. Способ лазерного упрочнения по меньшей мере одного участка поверхности обрабатываемой детали, такой как коленчатый вал, включающий нагрев по меньшей мере одного указанного участка поверхности обрабатываемой детали до температуры упрочнения с использованием устройства по любому из пп. 105-121 и охлаждение нагретых частей указанного участка поверхности с обеспечением ее закалки.
123. Коленчатый вал, содержащий несколько шеек, причем по меньшей мере одна из указанных шеек имеет поверхность, упрочненную способом по любому из пп. 1-102 или п. 122.
| DE 3905551 A, 30.08.1990 | |||
| DE 4209938 C1, 02.12.1993 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2082774C1 |
| US 4761192 A1, 02.08.1988 | |||
| JP 62007821 A, 14.01.1987 | |||
| СПОСОБ ПОВЕРХНОСТНОЙ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1991 |
|
RU2075518C1 |
| Приспособление смазочного насоса паровозов для автоматического выключения смазки останавливающихся золотников при езде без пара | 1928 |
|
SU12480A1 |

