Область техники, к которой относится изобретение
Изобретение относится к аддитивным технологиям производства изделий и может быть использовано для повышения точности изготовления деталей методами селективного лазерного сплавления и селективного лазерного спекания. Более конкретно, изобретение относится к системам автоматической подстройки сканирующей системы установки селективного лазерного сплавления.
Уровень техники
В технологиях изготовления деталей методами селективного лазерного сплавления и селективного лазерного спекания лазерная послойная обработка поверхности слоя порошка для сплавления или спекания порошка обеспечивается сканирующими системами, представляющими собой механические устройства, поворачивающие или наклоняющие зеркала, которые отклоняют лазерный луч в соответствии с геометрией сечения изготавливаемой детали и выбранными стратегиями обработки. Геометрическая точность перемещения лазерного пучка, определяющая точность изготавливаемой детали, обеспечивается предварительной калибровкой сканирующей системы и системами её автоматической подстройки в процессе изготовления детали.
Сканирующие системы, как и все механические устройства, имеют собственные временные и температурные дрейфы, так называемые смещения от первоначального положения и изменение откликов на одинаковые управляющие сигналы.
Для автоматической подстройки сканирующей системы используются, в основном, видеокамеры, в результате анализа изображения которых, вырабатываются корректирующие воздействия на сканирующую систему.
Для упрощения организации программного обеспечения распознавания образов, то есть определения точного положения лазерного пучка, управляемого сканирующей системой, используется принцип определения координат не собственно элементов детали, а специальных маркеров, сплавляемых одновременно с деталью на рабочем поле установки на незанятых деталью областях.
Таким образом, точность и стабильность работы сканирующей системы определяется точностью и стабильностью определения положения специальных маркеров в поле зрения видеокамеры.
Следовательно, поскольку положение поля зрения видеокамеры относительно рабочего поля установки также подвержено временным и температурным дрейфам, вызванным температурными и временными дрейфами механических элементов, на которых закреплена видеокамера, точность работы сканирующей системы и, в конечном итоге, точность построения изготавливаемой детали определяется стабильностью положения видеокамеры относительно рабочего поля установки.
Известна система корректировки пространственного положения сканирующего устройства по специальным маркерам, наносимым лазерным пучком на плоскость рабочей зоны в процессе изготовления детали (сканирования) на участках, не занятых собственно деталью, описанная в источнике US 6921893 B1. Известная система содержит подвижное средство блокировки света и по меньшей мере два детектора света, расположенные за средством блокировки света, и по меньшей мере один источник света для излучения света на упомянутые детекторы света. При этом обнаружение положения сканирующего устройства в известной системе выполняется путём сравнения, например, вычитания, выходных сигналов детекторов света, которые закрываются в разной степени, при формировании сигнала измерения, имеющего линейную зависимость от положения средства блокировки света.
В качестве прототипа выбрана схема коррекции положения видеосистемы по специальному тест-объекту, помещаемому на время контроля в плоскость ростовой подложки, используемая фирмой ScanLab [http://www.scanlab.de/sites/default/files/pdf-dateien/data-sheets/scanalign-en.pdf].
Недостатком данной системы является невозможность помещения тест-объекта на плоскость рабочей зоны в процессе работы, в связи с отсутствием возможности контроля и компенсирования возникшего в процессе изготовления детали дрейфа. Кроме того, дрейф системы сканирования и корпусных элементов установки, несущих на себе видеокамеры, может занимать длительный промежуток времени, порядка двух суток.
Раскрытие изобретения
Задача настоящего изобретения состоит в создании системы, обеспечивающей непрерывный контроль и корректировку точности положения (дрейфа) видеосистемы для автоматической подстройки сканирующей системы установки селективного лазерного сплавления, без необходимости остановки процесса сканирования.
Для решения задачи предложена система автоматической подстройки сканирующей системы установки селективного лазерного сплавления, содержащая видеокамеру с объективом, соединенную с устройством управления, а также маркеры, расположенные в поле зрения объектива видеокамеры на ростовой подложке рабочего стола упомянутой установки. В отличие от известных решений маркеры выполнены в виде неподвижных маркеров, представляющих собой сквозные отверстия в рабочем столе, а система дополнительно содержит устройство очистки маркеров.
В предпочтительном варианте устройство очистки маркеров представляет собой герметично соединенные с маркерами трубки с клапаном, размещенные снизу рабочего стола и соединенные с атмосферой рабочей камеры с возможностью продувки маркеров газом.
Газ может быть выбран из группы, включающей в себя инертные газы или химически малоактивные газы.
Технический результат, достигаемый при реализации настоящего изобретения, заключается в обеспечении непрерывного контроля точности пространственного положения видеосистемы для автоматической подстройки сканирующей системы установки селективного лазерного сплавления без остановки процесса сканирования.
Технический результат достигается тем, что положение видеосистемы для автоматической подстройки сканирующей системы установки селективного лазерного сплавления может непрерывно контролироваться в процессе работы установки селективного лазерного сплавления по неподвижным маркерам, выполненным в виде отверстий в рабочем столе, расположенных на минимальном расстоянии от рабочего поля в поле зрения видеосистемы. При этом непрерывность контроля пространственного положения видеосистемы обеспечивается тем, что предусмотрено устройство очистки неподвижных маркеров, которые, будучи расположенными на минимальном расстоянии от рабочего поля, в процессе изготовления детали заполняются порошком, что приводит к снижению их различимости и точности определения их координат. Очистка неподвижных маркеров осуществляется путём продувки снизу газом, например, любым инертным газом (аргон, азот, гелий, неон и т.д.) или химически малоактивным газом (гексафторид серы (элегаз), углекислый газ и т.д.).
Краткое описание чертежей
Сущность изобретения поясняется чертежами:
На Фиг. 1 показана обобщённая схема системы автоматической подстройки сканирующей системы установки селективного лазерного спекания,
На Фиг. 2 показана плоскость ростовой подложки установки селективного лазерного спекания с маркерами,
На Фиг. 3 схематично показано устройство очистки маркеров.
Осуществление изобретения
Система автоматической подстройки сканирующей системы установки селективного лазерного спекания, представленная на Фиг.1, содержит видеокамеру 1 со встроенным объективом, в поле 2 зрения которого попадает ростовая подложка 3 установки селективного лазерного спекания. Ростовая подложка 3, более подробно показана на Фиг. 2, в непосредственной близости к ростовой подложке 3 (так чтобы попадать в поле зрения видеокамеры), размещены маркеры 4, выполненные в виде отверстий в рабочем столе. Образец (деталь) непосредственно располагается на рабочем поле 5 рабочего стола.
Показанное на Фиг.3 устройство 6 очистки маркеров (на данном рисунке для упрощения показано сечение одного маркера, аналогично выполняемое для всех других) содержит трубку 7, выполненную с возможностью продувки маркеров 4 газом выполненных в виде сквозных отверстий, причем трубка 7 герметично соединена с маркером 4, при этом подача газа осуществляется посредством поворота клапана 8.
При включении установки система видеонаблюдения (камера видеонаблюдения) фотографирует поле зрения, то есть, рабочую область установки и неподвижные маркеры. Специализированное программное обеспечение (ПО) запоминает положение изображения неподвижных маркеров 4 относительно поля зрения камеры. Таким образом, фиксируется действительное начальное положение видеокамеры относительно неподвижных маркеров 4 и, следовательно, рабочего поля установки.
В процессе работы, система разравнивания порошка наносит на рабочее поле слой порошка, сканирующая система перемещает лазерный луч по поверхности слоя порошка, осуществляя его сплавление. После сплавления очередного слоя, неподвижные маркеры 4 могут оказаться засыпанными слоем порошка. Устройство 6 очистки направляет поток газа в неподвижные маркеры 4, осуществляя их очистку путём продувки от попавшего на (в) них порошка. После очистки неподвижных маркеров 4 продувкой, система видеонаблюдения производит фотографирование переплавленного слоя изготавливаемой детали и неподвижных маркеров 4. Специализированное ПО производит анализ полученного изображения, сравнивает его с компьютерным образом данного слоя, включая образы неподвижных маркеров. Отклонения могут быть вызвано двумя причинами – отклонением положения сканатора, осуществляющего сплавление слоя путём перемещения лазерного луча, от номинального, и отклонением положения самой камеры системы видеонаблюдения от номинального. Отклонения могут быть вызваны, например, тепловыми дрейфами элементов конструкции установки.
Вначале производится анализ положения изображений неподвижных маркеров 4 относительно поля зрения камеры видеонаблюдения, что даёт информацию об отклонении положения камеры относительно рабочего поля установки. Специализированное ПО вычисляет отклонение положения камеры видеонаблюдения от начального и фиксирует его величину и направление в памяти. Затем производится анализ изображений слоя детали. Далее, вычисляется разность отклонений положений изображений детали и начального положения изображения неподвижных маркеров. В результате ПО вычисляет истинное отклонение положения изображения детали от номинального, вызванного отклонением положения сканатора относительно рабочего поля установки, независимо от смещения положения камеры наблюдения. Полученное истинное отклонение положения детали от номинального анализируется ПО и, по заданному алгоритму, принимаются решения либо на браковку детали при превышении отклонения заданной величины, либо на корректировку сканирующей системы для компенсации изменения положения сканатора относительно рабочего поля установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки установки селективного лазерного сплавления | 2024 |
|
RU2839633C1 |
| УСТАНОВКА СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЛАВЛЕНИЯ ИЛИ СПЕКАНИЯ | 2018 |
|
RU2678694C1 |
| КОМПЛЕКС ОПТИЧЕСКОГО ВИДЕОНАБЛЮДЕНИЯ, ОБНАРУЖЕНИЯ И ИДЕНТИФИКАЦИИ ОБЪЕКТОВ НА ОСНОВЕ МАШИННОГО ЗРЕНИЯ ДЛЯ МОРСКИХ И РЕЧНЫХ СУДОВ | 2023 |
|
RU2816392C1 |
| Устройство онлайн-мониторинга формы наплавленного слоя и управления процессом прямого лазерного выращивания изделий из металлических порошков | 2022 |
|
RU2811830C2 |
| Установка для селективного лазерного плавления металлического порошка | 2023 |
|
RU2824770C1 |
| Установка для селективного лазерного плавления металлического порошка | 2023 |
|
RU2824771C1 |
| Установка селективного лазерного спекания и способ получения крупногабаритных изделий на этой установке | 2019 |
|
RU2717761C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ ПОСРЕДСТВОМ ПОСЛОЙНОГО СЕЛЕКТИВНОГО ВЫРАЩИВАНИЯ | 2020 |
|
RU2733520C1 |
| УНИВЕРСАЛЬНАЯ СПЕЦИАЛИЗИРОВАННАЯ ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ЛАЗЕРНОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ПРОСТРАНСТВЕННОЙ КОНФИГУРАЦИИ | 2017 |
|
RU2666651C1 |
| АППАРАТ И СПОСОБ ДЛЯ СВЯЗЫВАНИЯ ПОЗИЦИИ В НАБОРЕ ДАННЫХ КОНСТРУКЦИИ С ПОЗИЦИЕЙ В СЕКЦИИ ПОСТРОЕНИЯ АППАРАТА | 2017 |
|
RU2709884C1 |


Изобретение относится к системе для автоматической подстройки сканирующей системы установки селективного лазерного сплавления. Видеокамера системы с объективом соединена с устройством управления, а маркеры расположены в поле зрения объектива видеокамеры на ростовой подложке рабочего стола. Маркеры выполнены в виде неподвижных маркеров, представляющих собой сквозные отверстия в рабочем столе, а система дополнительно содержит устройство очистки маркеров. Технический результат заключается в обеспечении непрерывного контроля точности пространственного положения видеосистемы для автоматической подстройки сканирующей системы установки селективного лазерного сплавления без остановки процесса сканирования. 2 з.п. ф-лы, 3 ил.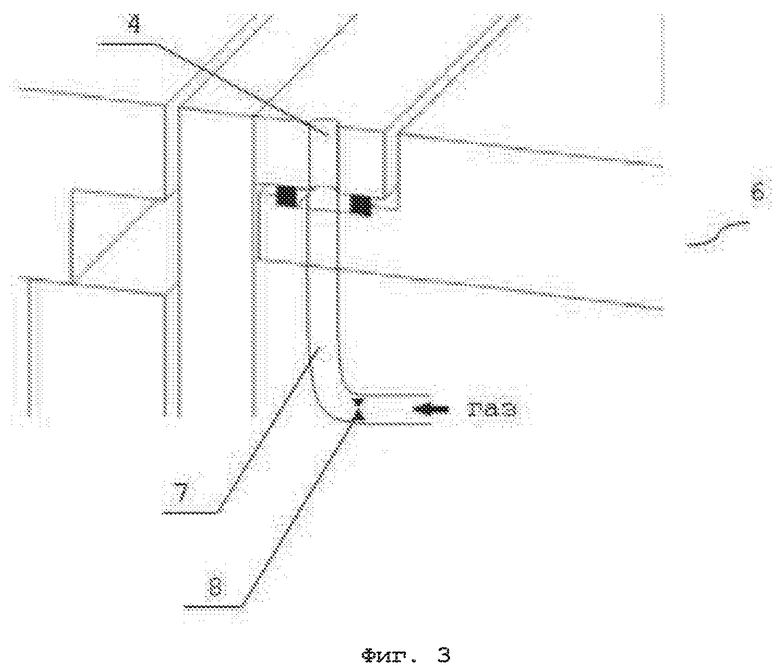
1. Система для автоматической подстройки сканирующей системы установки селективного лазерного сплавления, содержащая видеокамеру с объективом, соединенную с устройством управления, и маркеры, расположенные в поле зрения объектива видеокамеры на ростовой подложке рабочего стола, отличающаяся тем, что она дополнительно содержит устройство очистки маркеров, а маркеры выполнены неподвижными в виде сквозных отверстий в рабочем столе.
2. Система по п. 1, отличающаяся тем, что устройство очистки маркеров выполнено в виде герметично соединенных с выполненными в виде сквозных отверстий маркерами трубок с клапанами, размещенных снизу рабочего стола и соединенных с атмосферой рабочей камеры с возможностью продувки маркеров газом.
3. Система по п. 2, отличающаяся тем, что газ рабочей камеры выбран из группы, включающей в себя инертные газы или химически малоактивные газы.
| US 6921893 B1, 26.07.2005 | |||
| Способ лазерной сварки труб | 2017 |
|
RU2637034C1 |
| Устройство для лазерного спекания изделия из порошкообразных материалов | 2015 |
|
RU2629574C2 |
| Устройство для лазерного спекания изделия из порошкообразных материалов | 2015 |
|
RU2630151C2 |
| JP 4351278 A, 07.12.1992 | |||
| JP 10328871 A, 15.12.1998 | |||
| US 20170239720 A1, 24.08.2017 | |||
| US 20170341183 A1, 30.11.2017. | |||

