Изобретение относится к области обработки металлов давлением, а именно к восстановлению деформирующего инструмента для ротационной вытяжки полых осесимметричных оболочек из малоуглеродистых, высокоуглеродистых и легированных сталей.
Деформирующий инструмент представляет собой комплект деформирующих роликов и оправки, выполненных из легированных сталей с использованием механической и термической обработки.
Основными требованиями, предъявляемыми к деформирующему инструменту, являются высокий срок службы, износостойкость, влияющая на точность и качество обрабатываемой поверхности оболочек.
Поэтому актуальной проблемой является восстановление деформирующего инструмента с формированием исходного профиля и обеспечением высокой износостойкости его рабочих поверхностей.
Предлагаемый способ восстановления деформирующего инструмента для ротационной вытяжки, выполненного в виде термоупрочненных роликов и оправки заключается в том, что путем удаления изношенного слоя механической обработкой формируют исходный профиль, с последующим нанесением фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180, при этом количество восстановлений определяют по формуле:
где L (мм) - величина припуска на восстановление,
 (мм) - глубина изношенного слоя.
(мм) - глубина изношенного слоя.
В частных случаях, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- после формирования исходного профиля на рабочие поверхности деформирующего инструмента напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si;
- после формирования исходного профиля механической обработкой на рабочие поверхности деформирующего инструмента напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si, и затем наносят фторсодержащее антифрикционное покрытие в виде перфторкислоты марки 6 МФК-180;
- после нанесения фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180 на рабочие поверхности деформирующего инструмента напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si;
- после нанесения фторсодержащего антифрикционного покрытия и напыления методом осаждения износостойкого покрытия на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si на рабочие поверхности деформирующего инструмента наносят фторсодержащее антифрикционное покрытие в виде перфторкислоты марки 6 МФК-180.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявленного технического решения и достигаемым техническим результатом.
Указанные признаки, на которые распространяется испрашиваемый объем правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является создание способа восстановления деформирующего инструмента для ротационной вытяжки, позволяющего повысить срок службы деформирующего инструмента, износостойкость, а также точность и качество обрабатываемой поверхности оболочек и производительность процесса ротационной вытяжки.
Указанный технический результат и осуществление изобретения достигается тем, что в способе восстановления деформирующего инструмента для ротационной вытяжки, выполненного в виде термоупрочненных роликов и оправки, путем удаления изношенного слоя механической обработкой формируют исходный профиль с последующим нанесением фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180, при этом количество восстановлений определяют по формуле:
где L (мм) - величина припуска на восстановление,
 (мм) - глубина изношенного слоя.
(мм) - глубина изношенного слоя.
Новая совокупность операций, а также наличие связей между ними позволяют, в частности, за счет:
- удаления изношенного слоя механической обработкой сформировать исходный профиль с первоначальной геометрией с сохранением исходной твердости деформирующего инструмента;
- нанесения после формирования исходного профиля механической обработкой на рабочие поверхности деформирующего инструмента фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180 снизить трение в очагах деформации, в результате снизить износ рабочих поверхностей инструмента, повысить точность и качество обрабатываемых поверхностей оболочек в процессе ротационной вытяжки;
- определения количества восстановлений по формуле:
где L (мм) - величина припуска на восстановление,
 (мм) - глубина изношенного слоя,
(мм) - глубина изношенного слоя,
определить ресурс работы деформирующего инструмента до полного износа.
Признаки, характеризующие изобретение в конкретных формах выполнения, позволяют, в частности, за счет:
- напыления после формирования исходного профиля на рабочие поверхности деформирующего инструмента методом осаждения износостойкого покрытия на основе нитридных и карбонитридных соединений Ti, Cr, Al, Si повысить твердость рабочих поверхностей, в результате, снизить износ рабочих поверхностей, повысить точность и качество обрабатываемых поверхностей оболочек;
- нанесения после формирования исходного профиля механической обработкой износостойкого покрытия на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si на рабочие поверхности деформирующего инструмента фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180, повысить срок службы деформирующего инструмента, в результате образования многослойного покрытия, слоя на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si, который повышает износостойкость из-за высокой твердости напыленного слоя и слоя на основе покрытия в виде перфторкислоты марки 6 МФК-180, который повышает износостойкость из-за снижения силы трения;
- напыления методом осаждения износостойкого покрытия на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si на рабочие поверхности деформирующего инструмента после нанесения фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180 снизить трение в очагах деформации и, в результате, снизить износ рабочих поверхностей, повысить точность и качество обрабатываемых поверхностей оболочек, так как образуется многослойное покрытие: слой в виде перфторкислоты марки 6 МФК-180, снижающий силу трения и слой в виде нитридных или карбонитридных соединений Ti, Cr, Al, Si высокой твердости, повышающей износостойкость рабочих поверхностей инструмента;
- нанесения фторсодержащего антифрикционного покрытия и напыления методом осаждения износостойкого покрытия на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si на рабочие поверхности деформирующего инструмента и нанесения фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180 повысить срок службы деформирующего инструмента, так как образуется многослойное покрытие: первый слой в виде перфторкислоты марки 6 МФК-180, снижающий силу трения, второй слой в виде нитридных или карбонитридных соединений Ti, Cr, Al, Si высокой твердости, повышающей износостойкость рабочих поверхностей инструмента и третьего слоя в виде перфторкислоты марки 6 МФК-180, снижающей силу трения.
Признаки, отличающие предлагаемое техническое решение от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
Сущность изобретения заключается в том, что в способе восстановления деформирующего инструмента для ротационной вытяжки, выполненного в виде термоупрочненных роликов и оправки, путем удаления изношенного слоя механической обработкой формируют исходный профиль с последующим нанесением фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180, при этом количество восстановлений определяют по формуле:
где L (мм) - величина припуска на восстановление,
 (мм) - глубина изношенного слоя.
(мм) - глубина изношенного слоя.
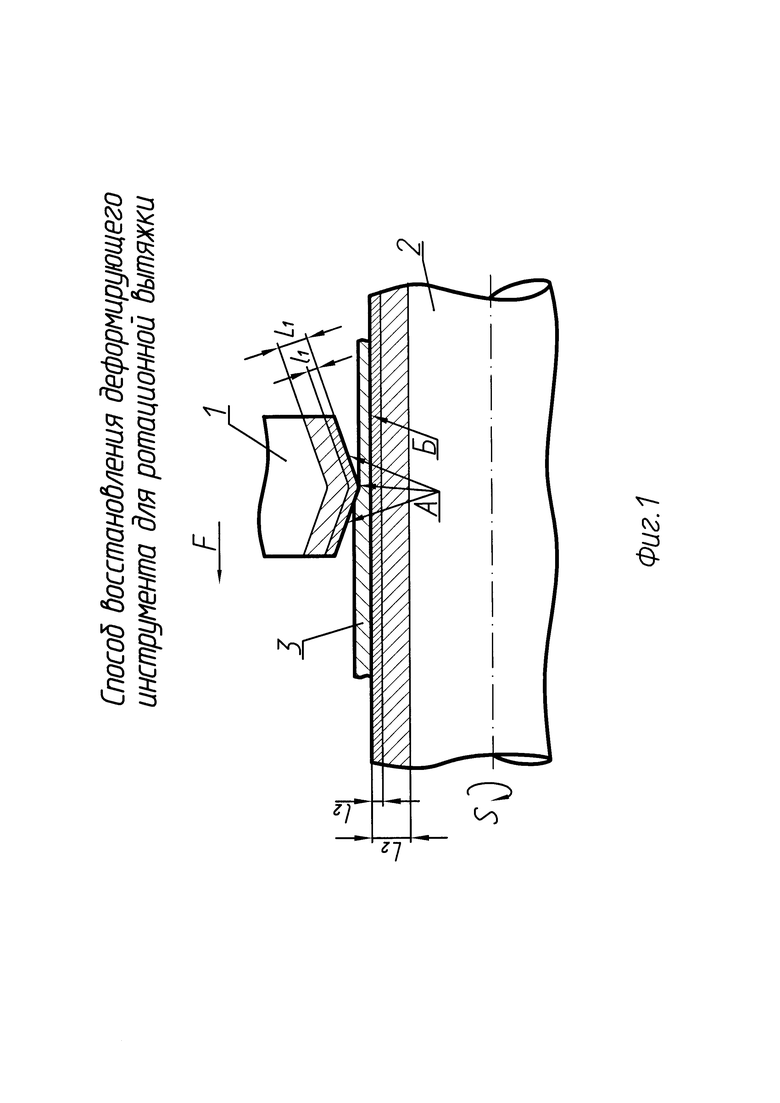
Сущность изобретения поясняется чертежом, где на фиг. 1 изображен деформирующий инструмент в виде роликов 1, оправки 2 в процессе ротационной вытяжки заготовки 3 стальной оболочки.
Рабочие поверхности роликов обозначены - А, оправки - Б, L1 (мм) - припуск на восстановление роликов, L2 (мм) - припуск на восстановление оправки, l1 (мм) - глубина изношенного слоя роликов, l2 (мм) - глубина изношенного слоя оправки,
F (мм/мин) - подача роликов 1.
S (мин-1) - скорость вращения оправки 2 и заготовки 3.
Способ реализуется следующим образом.
Ролики 1 и оправка 2 выполнены из легированной стали 9Х или 9ХС ГОСТ 5950-2000 и имеют твердость роликов HRC 58-65 и оправки HRC 54-60.
В процессе ротационной вытяжки стальных оболочек происходит износ термоупрочненного деформирующего инструмента - роликов 1 и оправки 2 по рабочим поверхностям А на величину l1 (мм) на роликах, поверхности Б на величину l2 (мм) на оправке.
Восстановление деформирующего инструмента осуществляют путем удаления изношенного слоя рабочей поверхности на глубину l1 (мм) на роликах и на глубину l2 (мм) на оправке механической обработкой-токарной и полировальной до чистоты Ra 1,6-3,2 при восстановлении роликов, шлифовальной обработкой до чистоты Ra 1,6-3,2 при восстановлении оправок.
В процессе механической обработки формируется исходный профиль деформирующего инструмента.
Твердость рабочих поверхностей роликов и оправок при механической обработке не изменяются.
Затем на рабочие поверхности А и Б наносят фторсодержащее антифрикционное покрытие в виде перфторкислоты марки 6 МФК-180.
Как вариант, после формирования исходного профиля механической обработкой на рабочие поверхности деформирующего инструмента напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si на установке типа ВПТ-011.
Перед и после напыления износостойкого покрытия на рабочие поверхности деформирующего инструмента наносят фторсодержащее антифрикционное покрытие в виде перфторкислоты марки 6 МФК-180.
Количество восстановлений роликов и оправки и, следовательно, ресурс работы инструмента до полного износа, определяют по формуле:
где L (мм) - величина припуска на восстановление,
 (мм) - глубина изношенного слоя.
(мм) - глубина изношенного слоя.
Пример 1
Восстановление рабочих поверхностей деформирующего инструмента - роликов и оправки осуществляют путем удаления изношенного слоя на глубину l1 (мм) и l2 (мм) с формированием исходного профиля токарной, полировальной и шлифовальной обработкой до чистоты рабочих поверхностей Ra 1,6-3,2 и с последующим нанесением фторсодержащего антифрикционного покрытия путем обработки эпиламом «Автокон-20» ТУ 2229-008-27991970-95 или смазочной композицией 6 СФК-180-20 ТУ 6-02-2-825-85.
Припуск на восстановление роликов задают равным L=50 мм (фиг. 1) и при глубине изношенного слоя l=5 мм количество восстановлений  .
.
Припуск на восстановление оправки задают равным L=5 мм и при глубине изношенного слоя l=1 мм количество восстановлений  .
.
Пример 2
После формирования исходного профиля (пример 1) на рабочие поверхности деформирующего инструмента напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si на установке типа ВПТ-011.
Получают слой толщиной 3-5 мкм с твердостью 3000-3500 HV.
Основной слой металла роликов и оправки имеют, соответственно, твердость 58-65 HRC и 54-60 HRC.
Затем на рабочие поверхности роликов и оправки наносят фторсодержащее антифрикционное покрытие путем обработки эпиламом «Автокон-20» ТУ 2229-008-27991970-95 или смазочной композицией 6 СФК-180-20 ТУ 6-02-2-825-85.
Пример 3
После формирования исходного профиля и нанесения фторсодержащего покрытия (пример 1) на рабочие поверхности деформирующего инструмента напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si на установке типа ВПТ-011.
Получают слой толщиной 3-5 мкм с твердостью 3000-3500 HV.
Основной слой металла роликов и оправки имеют, соответственно, твердость 58-65 HRC и 54-60 HRC.
Затем рабочие поверхности роликов и оправки обрабатывают фторсодержащей антифрикционной композицией - эпиламом «Автокон-05» ТУ 2229-008-27991970-95 или смазочной композицией 6 СФК-180-20 ТУ 6-02-2-825-85.
Изобретение может быть использовано при ротационной вытяжке осесимметричных стальных оболочек деформирующим инструментом, восстановленным предлагаемым способом.
Указанный положительный эффект подтвержден испытаниями деформирующего инструмента - роликов и оправки, восстановленных по данному способу.
Выполнение способа восстановления деформирующего инструмента для ротационной вытяжки в соответствии с изобретением, позволяет повысить срок службы роликов и оправки, точность и качество поверхности обрабатываемых оболочек и повысить производительность процесса ротационной вытяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и восстановления деформирующего инструмента для ротационной вытяжки | 2016 |
|
RU2635988C1 |
| Деформирующий инструмент ротационной вытяжки осесимметричных оболочек из высокоуглеродистых и легированных сталей | 2016 |
|
RU2629417C1 |
| Способ изготовления тонкостенных оболочек из легированных сталей | 2019 |
|
RU2710311C1 |
| Способ изготовления стальных тонкостенных оболочек сосудов высокого давления | 2019 |
|
RU2710285C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| Способ изготовления осесимметричных оболочек | 2022 |
|
RU2780417C1 |
| Способ изготовления осесимметричных тонкостенных оболочек и устройство для изготовления осесимметричных тонкостенных оболочек | 2019 |
|
RU2727370C1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| Способ изготовления осесимметричных тонкостенных оболочек | 2021 |
|
RU2773976C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
Изобретение относится к области обработки металлов давлением, а именно к восстановлению деформирующего термоупрочненного инструмента для ротационной вытяжки полых осесимметричных оболочек из малоуглеродистых, высокоуглеродистых и легированных сталей. Удаляют изношенный слой роликов и оправок механической обработкой. После механической обработки с формированием исходного профиля на рабочие поверхности деформирующего инструмента наносят фторсодержащее антифрикционное покрытие в виде перфторкислоты марки 6 МФК - 180. Повышается точность и качество обработанной поверхности оболочек и повышается производительность процесса ротационной вытяжки. 3 з.п. ф-лы, 1ил.
1. Способ восстановления деформирующего инструмента для ротационной вытяжки, выполненного в виде термоупрочненных роликов и оправки, включающий удаление изношенного слоя рабочей поверхности деформирующего инструмента механической обработкой с формированием его исходного профиля и нанесение на рабочую поверхность деформирующего инструмента фторсодержащего антифрикционного покрытия в виде перфторкислоты марки 6 МФК-180.
2. Способ по п. 1, отличающийся тем, что перед нанесением упомянутого фторсодержащего антифрикционного покрытия на рабочую поверхность деформирующего инструмента напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si.
3. Способ по п. 1, отличающийся тем, что после нанесения на рабочую поверхность деформирующего инструмента упомянутого фторсодержащего антифрикционного покрытия на него напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si.
4. Способ по п. 1, отличающийся тем, что после нанесения на рабочую поверхность деформирующего инструмента упомянутого фторсодержащего антифрикционного покрытия на него напыляют методом осаждения износостойкое покрытие на основе нитридных или карбонитридных соединений Ti, Cr, Al, Si, после чего на напыленное износостойкое покрытие наносят упомянутое фторсодержащее антифрикционное покрытие.
| Способ восстановления изношенной поверхности | 1988 |
|
SU1602655A1 |
| ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ЕГО ВОССТАНОВЛЕНИЯ | 1991 |
|
RU2027550C1 |
| US 3956914 A1, 18.05.1976. | |||

