Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение относится к устройству, пригодному для использования в металлургической отрасли и (или) в сталеварении для транспортировки и предварительного нагревания металлического материала, направляемого в емкость (в контейнер).
Предлагаемое устройство выполнено с возможностью нагревания металлического материала горячими отходящими газами, поступающими, например, из плавильной печи, с которой может быть сообщено предлагаемое устройство, и транспортировки его к контейнеру, который может представлять собой, например, бункер для металлических отходов для дальнейшей загрузки плавильной печи в прерывистом или дозированном режиме или в корпус плавильной печи в случае прямой, например, непрерывной загрузки.
Предпосылки создания предлагаемого изобретения
В металлургической отрасли известно использование вибрационных или подвижных конвейеров, обеспечивающих транспортировку металлического материала к контейнеру для временного хранения или же к плавильной печи.
Упомянутый металлический материал может представлять собой чугунный лом, горячее или холодное губчатое железо (железо прямого восстановления) холодный литейный чугун в брикетах или же другой металлический материал и может быть транспортирован во вмещающий бункер в процессе прерывистой или дозированной загрузки, или же в корпус плавильной печи в процессе непрерывной загрузки.
Известно также использование устройств, которые выполняют как функцию транспортировки, например, с помощью конвейера, металлического материала, подлежащего загрузке в плавильную печь, так и функцию предварительного нагревания этого материала с использованием тепла, содержащегося в отходящих газах, производимых в процессе плавления, и надлежащим образом распределяемого внутри конвейера. Такое решение позволяет сократить количество энергии, требуемой для расплавления металлического материала на последующих стадиях процесса.
Известны устройства для транспортировки и предварительного нагревания металлического материала, содержащие конвейер, снабженный продолговатой несущей конструкцией, которая расположена по существу с горизонтальным простиранием и может иметь несколько дюжин метров в длину. На этой несущей конструкции установлен транспортировочный канал, который имеет боковые вмещающие стенки, на которых расположен металлический материал.
С упомянутой несущей конструкцией в целом связано вибрационное устройство, выполненное с возможностью придания этой несущей конструкции вибраций или колебаний, которые определяют перемещение металлического материала в продольном направлении вдоль транспортировочного канала по направлению к надлежащей емкости.
По меньшей мере часть несущей конструкции покрыта сверху одним или бóльшим числом вытяжных зонтов, которые образуют закрытый тоннель, нижняя часть которого, согласно некоторым решениям, образована упомянутым транспортировочным каналом. Внутри упомянутого тоннеля создают течение горячих отходящих газов, которые отходят от плавильной печи и предназначены для предварительного нагревания металлического материала, находящегося в транспортировочном канале.
Один из недостатков известных устройств для транспортировки и предварительного нагревания металлического материала состоит в том, что в них не находит достаточного использования большое количество тепла, которое содержится в отходящих газах, и они способны обеспечить надлежащее нагревание только части металлического материала, в частности, его верхней части, то есть, той части, которая непосредственно попадает под струю отходящих газов.
Хотя такие устройства на деле способны вводить в тоннель, часть которого составляет транспортировочный канал, большое количество отходящих газов при относительно высокой, порядка 1300°С - 1400°С, температуре, все же они могут обеспечить надлежащее нагревание только слоя, составляющего приблизительно 20% - 30% от общей высоты засыпки металлического материала, которая обычно составляет приблизительно 700 мм - 1200 мм.
Одно из неблагоприятных последствий этого связано с тем, что для обеспечения эффективной экономии энергии металлический материал выходит из транспортировочного канала при относительно низкой средней температуре, а также со стратифицированным распределением тепла неоднородным и неконтролируемым образом, что может, по этой причине, привести к местному плавлению металлического материала и его приставанию к стенкам.
Еще один недостаток известных устройств состоит в том, что они не обеспечивают надлежащего использования тепла отходящих газов, которые выходят из тоннеля предварительного нагревания при температуре, которая все еще довольно высока, приблизительно 1000°С, что приводит к усложнению установки и увеличению затрат в связи с необходимостью охлаждения отходящих газов, выходящих из тоннеля предварительного нагревания, до того как они будут выпущены в атмосферу.
Чтобы поспособствовать распределению отходящих газов по всей высоте засыпки металлического материала, некоторыми решениями в нижней части боковых стенок транспортировочного канала предусмотрены средства всасывания, которые выполнены с возможностью бокового всасывания части отходящих газов, принуждая их к прохождению сверху вниз через засыпку металлического материала. Отходящие газы, подвергаемые боковому всасыванию, затем собираются в главной выпускной трубе.
Один из недостатков известных устройств такого типа состоит в том, что они громоздки и занимают большое пространство, особенно по ширине, следствием чего является большой вес, обусловленный, помимо прочего, необходимостью иметь большой объем охлаждающей жидкости, требуемой для охлаждения стенок тоннеля.
На предшествующем уровне техники известен документ ЕР-А1-420.776, в котором описано устройство для загрузки металлического материала в плавильную печь, имеющее опорную плоскость, наклоненную сверху вниз в направлении к крыше плавильной печи.
При таком решении металлический материал перемещают к плавильной печи с помощью вибраций, которым подвергают упомянутую опорную плоскость, и эти вибрации совместно с силой тяготения заставляют металлический материал опускаться книзу и попадать в плавильную печь через отверстие, выполненное в ее крыше.
После прохождения через засыпку металлического материала и отдачи ей части своего тепла горячие отходящие газы, исходящие от плавильной печи, подвергаются всасыванию с помощью средств всасывания, которые расположены по бокам от упомянутой опорной плоскости.
В документах ЕР-А1-2.546.593, CN-A-201662331 и WO-A1-2011091685 раскрыты другие системы загрузки металлического материала, снабженные горизонтальной или наклонной опорной плоскостью.
Одной из целей предлагаемого изобретения является создание устройства для транспортировки металлического материала, например, предназначенного для последующего расплавления в плавильной печи, и для предварительного нагревания этого металлического материала, которое обеспечивало бы эффективное использование тепла отходящих газов, производимых в процессе плавления в плавильной печи, и которое обеспечивало бы отбор от этих отходящих газов большого количества тепла для нагревания металлического материала до температуры более высокой, чем температура, достигаемая с помощью известных аналогичных устройств.
Связанная с этим еще одна цель предлагаемого изобретения состоит в усовершенствовании распределения горячих отходящих газов по всей массе металлического материала, находящегося в транспортировочном канале.
Еще одна цель предлагаемого изобретения состоит в создании такого устройства для транспортировки и предварительного нагревания металлического материала, предназначенного для расплавления в плавильной печи, которое имело бы уменьшенный общий вес и габариты по сравнению с известными аналогичными устройствами.
Для преодоления недостатков предшествующего уровня техники и для достижения указанных выше и других целей и преимуществ заявитель разработал, испытал и осуществил предлагаемое изобретение.
Краткое описание предлагаемого изобретения
Предлагаемое изобретение в его сущности изложено и охарактеризовано в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы изобретения описаны другие признаки предлагаемого изобретения или варианты главной изобретательской идеи.
В соответствии с указанными выше целями, являющееся предметом предлагаемого изобретения устройство для транспортировки и предварительного нагревания металлического материала, предназначенного для загрузки в емкость (контейнер), содержит вмещающую конструкцию, которая расположена в основном с горизонтальным простиранием и имеет верхнюю стенку, донную стенку и боковые стенки, ограничивающие внутренний отсек. Упомянутая вмещающая конструкция содержит опорную стенку, которая расположена между упомянутыми верхней стенкой и донной стенкой, конвейер для металлического материала, ограниченный упомянутыми опорной стенкой, боковыми стенками, верхней стенкой и донной стенкой, участок прохождения отходящих газов, заключенный между верхней стенкой и металлическим материалом, и коллектор отходящих газов.
Согласно некоторым вариантам осуществления предлагаемого изобретения, вмещающая конструкция представляет собой в целом жесткую конструкцию, которая простирается по существу горизонтально и закрыта со всех сторон, при этом внутри этой вмещающей конструкции выполнены внутренний отсек, коллектор отходящих газов и участок прохождения отходящих газов.
Транспортировка металлического материала по направлению к плавильной печи обеспечена за счет создаваемых асимметричных и чередующихся горизонтальных движений в противоположных направлениях (то есть, колебаний) на конвейере, приводящих к чередующимся перемещениям металлического материала по направлению к плавильной печи и прочь от плавильной печи. Такие движения обеспечивают последовательное перемещение металлического материала в горизонтальном направлении по направлению к плавильной печи.
В частности, одним из вариантов осуществления предлагаемого изобретения предусмотрено такое решение, при котором выходной конец конвейера подведен к боковой двери плавильной печи, так что обеспечена возможность боковой загрузки металлического материала через эту боковую дверь.
Согласно некоторым аспектам осуществления предлагаемого изобретения, упомянутый коллектор отходящих газов расположен под конвейером внутри внутреннего отсека по существу вдоль всего продольного простирания вмещающей конструкции, и для приведения конвейера и коллектора отходящих газов в сообщение с возможностью протекания текучей среды в опорной стенке выполнено одно или большее число сквозных отверстий. Согласно одному из вариантов осуществления предлагаемого изобретения, всасывание отходящих газов осуществлено от конца конвейера, противоположного его концу, подведенному к плавильной печи, так что отходящие газы понуждаются по существу к прямолинейному распространению в противотоке относительно направления подачи металлического материала с обеспечением воздействия на весь объем, занимаемый металлическим материалом внутри конвейера.
Всасывание отходящих газов перед плавильной печью (переднее всасывание), а не боковое всасывание, которое имеет место в предшествующем уровне техники, позволяет сократить пространство, занимаемое конвейером, и оптимизировать условия теплообмена между горячими отходящими газами и металлическим материалом, подлежащем нагреванию.
Согласно одному из вариантов осуществления предлагаемого изобретения, объем упомянутого участка прохождения отходящих газов сокращается по мере удаления от емкости в направлении продольного простирания вмещающей конструкции, а объем коллектора отходящих газов увеличивается в соответствии с сокращением объема участка прохождения отходящих газов.
Преимущество такого решения состоит в том, что оно обеспечивает возможность сократить габариты предлагаемого устройства по сравнению с аналогичными известными устройствами, в которых отходящие газы подвергаются всасыванию через коллектор отходящих газов, имеющий по отношению к конвейеру боковое расположение.
Кроме того, предлагаемое изобретение имеет то преимущество, что обеспечивает возможность предотвращать неравномерность нагревания металлического материала по слоям и использовать содержащуюся в отходящих газах тепловую энергию с большей эффективностью.
Упомянутое соответствие в изменении объемов участка прохождения отходящих газов и коллектора отходящих газов позволяет поддерживать высокую температуру той части горячих отходящих газов, которая проходит в конвейере, контактируя с металлическим материалом, и следовательно, нагревая этот металлический материал до температуры более высокой, чем это возможно в предшествующем уровне техники.
Согласно некоторым вариантам осуществления предлагаемого изобретения, в которых вмещающая конструкция имеет зону загрузки, которая предназначена для загрузки металлического материала во внутренний отсек, и зону разгрузки, которая предназначена для разгрузки металлического материала в емкость, опорная стенка простирается с наклоном от упомянутой зоны загрузки в сторону упомянутой зоны разгрузки, обеспечивая, тем самым, на протяжении от зоны разгрузки до зоны загрузки, сокращение в объеме участка прохождения отходящих газов и увеличение в объеме коллектора отходящих газов.
При таком решении участок прохождения отходящих газов, поступающих от плавильной печи, больше там, где больше расход отходящих газов, и меньше там, где расход отходящих газов меньше.
По сравнению с известными решениями, конвейер имеет постоянное поперечное сечение, при этом решении обеспечено сокращение общих размеров конвейера, в котором боковые ограничивающие стенки могут иметь меньшие размеры. Следовательно, имеет место преимущество, состоящее в обеспечении возможности уменьшения количества охлаждающей воды, циркулирующей в устройстве, требуемой для охлаждения стенок, что позволяет также в прямой зависимости сократить общий вес конвейера, и следовательно, всего устройства.
Согласно некоторым аспектам осуществления предлагаемого изобретения, опорная стенка содержит совокупность сегментов, следующих один за другим по направлению продольного простирания вмещающей конструкции и лежащих в плоскостях, имеющих вертикальное смещение друг относительно друга, при этом каждое из сквозных отверстий выполнено между двумя последовательными сегментами.
При таком решении получена ступенчатая форма опорной стенки, благодаря чему обеспечено преимущество, состоящее в возможности регулирования расположения сквозных отверстий и всасывания отходящих газов через них.
Согласно некоторым вариантам осуществления предлагаемого изобретения, опорная стенка разделена на сегменты, лежащие на соответствующих параллельных или по существу параллельных плоскостях, чередующихся со сквозными отверстиями и определяющих поверхность опорной стенки, по существу непрерывной и наклоненной книзу и по направлению к емкости.
Кроме того, предлагаемое изобретение относится также к способу транспортировки и предварительного нагревания металлического материала, подлежащего загрузке в емкость, этот способ предусматривает, прежде всего, обеспечение наличия устройства для транспортировки и предварительного нагревания металлического материала, содержащего вмещающую конструкцию, имеющую внутренний отсек. Кроме того, предлагаемый способ включает также операцию транспортировки металлического материала в направлении подачи на опорной стенке конвейера внутри упомянутого внутреннего отсека и операцию всасывания горячих отходящих газов от конца вмещающей конструкции, противоположного положению емкости.
При таком всасывании вдоль продольного простирания вмещающей конструкции обеспечено создание потока отходящих газов в направлении, противоположном направлению подачи металлического материала, через металлический материал от конвейера к коллектору отходящих газов, который расположен внутри внутреннего отсека и ниже конвейера. Отходящие газы проходят от конвейера к коллектору через сквозные отверстия, выполненные в опорной стенке и обеспечивающие сообщение с возможностью протекания текучей среды между конвейером и коллектором отходящих газов. Кроме того, всасывание горячих отходящих газов обеспечивает приведение металлического материала в контакт с потоком отходящих газов, ослабевающим по мере его удаления от емкости.
Краткое описание прилагаемых графических материалов
Эти и другие характеристики предлагаемого изобретения станут ясны из последующего описания некоторых вариантов его осуществления, которыми, однако, не ограничивается его объем, со ссылками на прилагаемые чертежи.
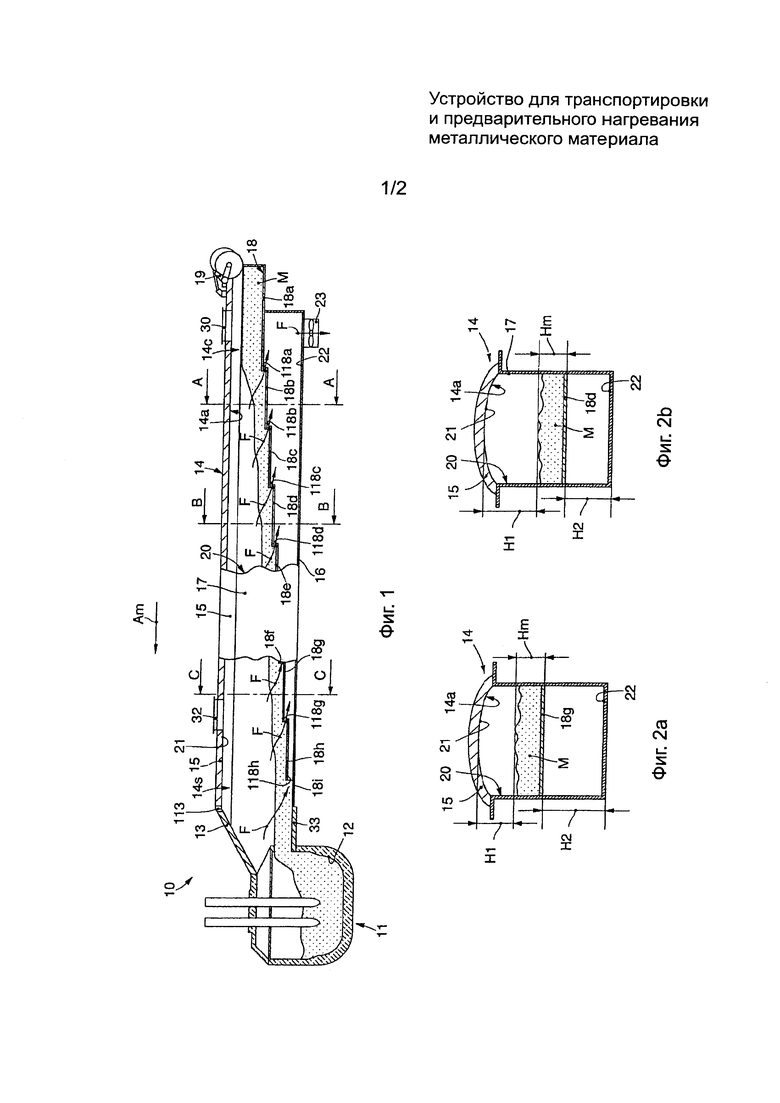
На фиг. 1 схематично на виде сбоку в продольном разрезе изображено устройство для транспортировки и предварительного нагревания металлического материала для плавильной печи согласно некоторым вариантам осуществления предлагаемого изобретения.
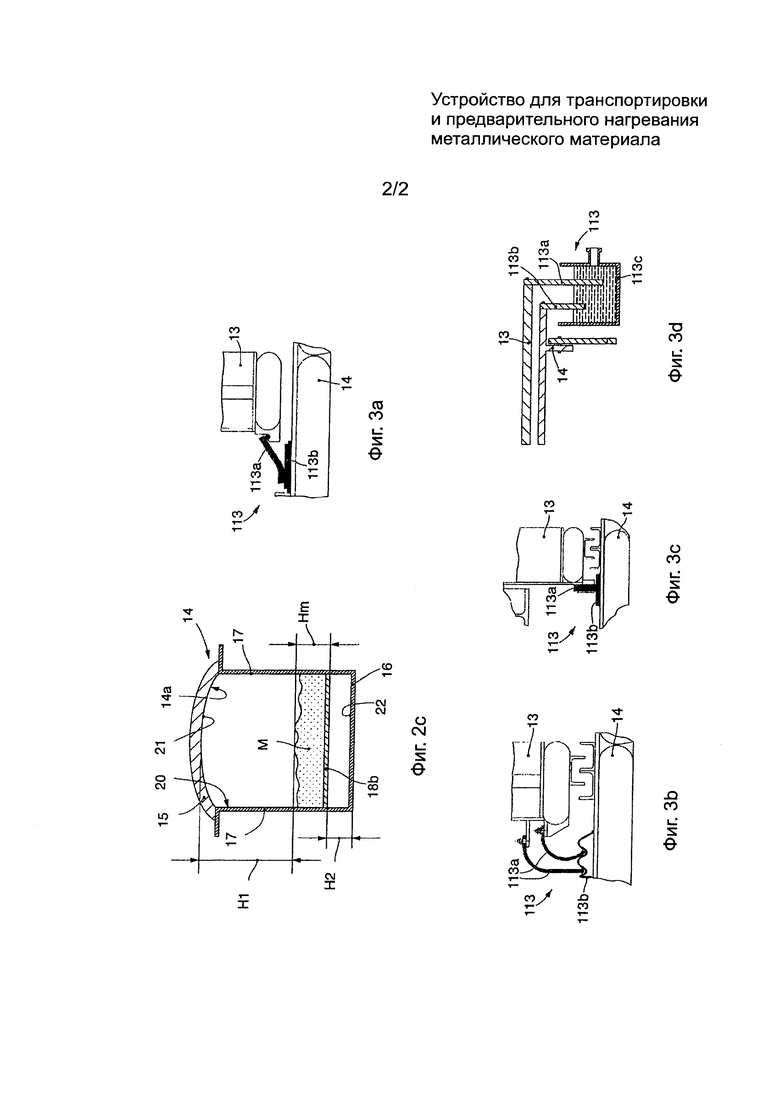
На фиг. 2а, фиг. 2b и фиг. 2с устройство, изображенное на фиг. 1, изображено на виде спереди в сечениях по А-А, В-В и С-С, соответственно.
На фиг. 3а, фиг. 3b, фиг. 3с и фиг. 3d в увеличенном виде изображены области устройства, относящиеся к решениям варианта, изображенного на фиг. 1.
В дальнейшем подробном описании одинаковые ссылочные обозначения относятся к идентичным компонентам устройства для транспортировки и предварительного нагревания металлического материала согласно предлагаемому изобретению также и в разных вариантах его осуществления. Должно быть понятно без дополнительных пояснений, что элементы и признаки одного варианта осуществления предлагаемого изобретения могут быть, если это технически осуществимо, введены в другие варианты осуществления предлагаемого изобретения.
Подробное описание предлагаемого изобретения
Далее будут подробно рассмотрены различные варианты осуществления предлагаемого изобретения, из которых один или большее число представлены на прилагаемых чертежах. Каждый из этих вариантов является иллюстративным примером, и эти варианты не следует понимать как ограничивающие объем предлагаемого изобретения. Например, признаки, представленные или описанные как принадлежащие к одному варианту осуществления предлагаемого изобретения, могут быть перенесены на другие варианты или связаны с другими вариантами для получения еще одного варианта осуществления предлагаемого изобретения. Должно быть понятно, что в объем предлагаемого изобретения должны быть включены все такие варианты и модификации.
Фиг. 1 служит для описания вариантов осуществления устройства 10 для транспортировки и предварительного нагревания материала М, а именно, металлического материала М, предназначенного для плавления в ходе металлургического процесса.
В ходе металлургического процесса упомянутый металлический материал М может быть расплавлен в плавильной печи 11, которая относится к известному типу плавильных печей, и поэтому здесь не приводится ее подробного описания, а только упоминаются те ее компоненты, которые функционально связаны с устройством 10.
Плавильная печь 11, которая в вариантах осуществления предлагаемого изобретения, иллюстрируемых на фиг. 1, является электрической (просто для примера), может содержать корпус 12, выполненный с возможностью протекания плавильного процесса внутри него, и отводную трубу 13, которая конструктивно выполнена как одно целое с упомянутым корпусом 12 и предназначена для отведения отходящих газов F, производимых в процессе плавления, наружу, за пределы корпуса 12.
Устройство 10 может быть выполнено с возможностью транспортировать металлический материал М непосредственно к корпусу 12 плавильной печи 11, например, в случае непрерывного режима загрузки, или же к емкости временного хранения, например, в случае режима прерывистой или дозированной загрузки плавильной печи 11.
В общем случае устройство 10 приводит металлический материал М в движение и транспортирует его к емкости, используемой на последующих стадиях металлургического процесса, содержанием которых может быть плавление или хранение и последующая транспортировка к месту плавления. Согласно некоторым вариантам осуществления предлагаемого изобретения, между устройством 10 и плавильной, вмещающей для хранения, или транспортировочной емкостью может быть предусмотрен соединительный транспортер, обозначенный позицией 33, который выполнен с возможностью принимать материал из устройства 10 и разгружать его в емкость, возможно, с перемещением и (или) простиранием внутрь последней на стадии разгрузки материала.
Устройство 10 включает вмещающую конструкцию 14 ящичного типа, ограниченную верхней стенкой 15, донной стенкой 16 и двумя боковыми стенками 17, которые расположены друг напротив друга и соединены между собой упомянутыми верхней стенкой 15 и донной стенкой 16.
Верхняя стенка 15 может покоиться на боковых стенках 17 или быть прикрепленной к ним.
Вмещающая конструкция 14, которая в передней части соединена с отводной трубой 13, имеет продолговатую форму при по существу горизонтальном продольном простирании, при этом в длину она может иметь даже несколько дюжин метров.
Устройство 10 может включать средство герметизации 113, выполненное с возможностью гарантированно герметизировать соединение между отводной трубой 13 и вмещающей конструкцией 14, подвижными друг относительно друга.
Фиг. 3а, фиг. 3d, фиг. 3с и фиг. 3d служат для описания, просто в качестве примеров, возможных вариантов осуществления средства герметизации 113, в котором первые герметизирующие элементы 113а соединены с неподвижной отводной трубой 13, а вторые герметизирующие элементы 113b соединены с подвижной вмещающей конструкцией 14.
Возможны такие решения, при которых первые герметизирующие элементы 113а и вторые герметизирующие элементы 113b для обеспечения герметизации соединения между отводной трубой 13 и вмещающей конструкцией 14 приведены во взаимный контакт с единственным (одинарным) уплотнением (см. фиг. 3a и фиг. 3b) или с двойным уплотнением (см. фиг. 3с), например, скользящего типа, гибкого типа, или типа гармошки.
Кроме того, возможны такие решения, при которых первые герметизирующие элементы 113а и вторые герметизирующие элементы 113b погружены в емкость 113 с, наполненную жидкостью, например, водой, через которую отходящие газы не проходят (см. фиг. 3d).
Прилагаемые чертежи с фиг. 1 по фиг. 2с служат для описания вариантов осуществления предлагаемого изобретения, в которых верхней стенкой 15, донной стенкой 16 и боковыми стенками 17 ограничен внутренний отсек 14а, в котором содержится металлический материал М, а также возможно создание потока F горячих отходящих газов, пропускаемого через металлический материал М с целью его нагревания.
Вмещающая конструкция 14 имеет зону загрузки 14с, обеспечивающую возможность загрузки металлического материала М внутрь упомянутого внутреннего отсека 14а, и зону разгрузки 14s, обеспечивающую возможность разгрузки металлического материала М в надлежащую емкость.
В некотором промежуточном положении между донной стенкой 16 и верхней стенкой 15 вмещающая конструкция 14 имеет опорную стенку 18, на которой лежит металлический материал М.
Вдоль вмещающей конструкции 14 для обеспечения постоянной загрузки расположенной за зоной разгрузки 14s емкости, в качестве которой в рассматриваемом варианте служит корпус 12 плавильной печи, высоту засыпки металлического материала М на упомянутой опорной стенке 18 поддерживают на постоянном уровне.
Согласно некоторым вариантам осуществления предлагаемого изобретения, описываемым в качестве примера со ссылками на фиг. 1, устройство 10 включает приводное средство (не показано), соединенное с вмещающей конструкцией 14 и выполненное с возможностью приводить вмещающую конструкцию 14 в движение, например, сообщая ей вибрации и (или) приводя ее в колебания. Эти вибрации и (или) колебания заставляют металлический материал М продвигаться вперед от зоны загрузки 14с к зоне разгрузки 14s в направлении подачи, которое на фиг. 1 обозначено стрелкой с надписью «Am».
На удаленном от плавильной печи конце вмещающей конструкции 14 может быть расположен динамический запирающий элемент 19, выполненный с возможностью предотвращать проникновение воздуха из зоны загрузки в область транспортировки металлического материала М. Упомянутый динамический запирающий элемент 19 может представлять собой, например, ролик обычной формы, или же конической формы, или же серповидной формы, или же другой подходящей формы, или же он может представлять собой эквивалентную систему, обеспечивающую герметизацию. Этот динамический запирающий элемент 19 выполнен также с возможностью оказывать на поступающий во вмещающую конструкцию 14 металлический материал М механическое давление, обеспечивая уплощение этого материала и его выравнивание.
Таким образом, наличие динамического запирающего элемента 19 позволяет обеспечить ограниченный в пространстве и постоянный объем подаваемого металлического материала М, равномерно сжатого со сведенными к минимуму незаполненными промежутками.
При таком решении, благодаря повышенной насыпной плотности металлического материала М в канале подачи, обеспечено существенное повышение эффективности теплообмена между горячими отходящими газами, выходящими из плавильной печи 11, и металлическим материалом М, что означает повышенное нагревающее действие отходящих газов.
Наличие на конце вмещающей конструкции 14, противоположном ее концу, соединенному с плавильной печью 11, динамического запирающего элемента 19 тоже уменьшает количество «ложного воздуха», поступающего из пространства вне вмещающей конструкции 14 и проникающего в неизбежные промежутки, возникающие при введении металлического материала М во вмещающую конструкцию 14.
Кроме того, герметизация, защищающая от возможного проникновения «ложного воздуха», достигается также с помощью соответствующего средства, например, всасывающей трубы 30, которая выполнена с возможностью всасывания воздуха, проникшего в промежутки между металлическим материалом М и динамическим запирающим элементом 19, а также отходящих газов, которые исходят от плавильной печи 11 и достигают зоны загрузки конвейера.
Наличие одновременно и динамического запирающего элемента 19, и всасывающей трубы 30 позволяет сократить до минимума проникновение воздуха с низкой температурой в канал, используемый для нагревания металлического материала М.
Кроме того, благодаря осуществляемому им сжатию металлического материала М и его выравниванию, динамический запирающий элемент 19 выполняет также функцию создания стопора, который вызывает падение давления во всасывающей трубе 30.
Как следствие, горячие отходящие газы, исходящие от плавильной печи, пропускаются через металлический материал М благодаря действию узла всасывания 23.
Отсутствие динамического запирающего элемента 19 приводило бы по меньшей мере к частичному выходу отходящих газов непосредственно через крышу плавильной печи, и при этом не было бы обеспечено эффективное нагревание металлического материала М.
Упоминавшаяся выше опорная стенка 18 поделена на совокупность сегментов, которым, как можно видеть на фиг. 1, от зоны загрузки 14с к зоне разгрузки 14s присвоены особые ссылочные обозначения в алфавитном порядке, и которые в данном описании будут иметь общее ссылочное обозначение 18n.
Сегменты 18n могут быть выполнены в виде пластин, расположенных последовательно одна за другой вдоль продольного простирания вмещающей конструкции 14 от зоны загрузки 14с к зоне разгрузки 14s.
Сегменты 18n создают результирующий наклон опорной стенки 18 от зоны загрузки 14с к зоне разгрузки 14s, то есть, они создают разницу в уровне между концом опорной стенки 18, соответствующим зоне загрузки 14с, и концом опорной стенки 18, соответствующим зоне разгрузки 14s.
Этот наклон может быть как непрерывным, так и прерывистым.
На фиг. 1 в качестве примера изображено девять сегментов 18n, а именно, первый сегмент 18а, расположенный в соответствии с зоной загрузки 14с, второй сегмент 18b, имеющий более внутреннее расположение во внутреннем отсеке 14а, подобным же образом третий сегмент 18с, четвертый сегмент 18d, пятый сегмент 18е, шестой сегмент 18f, седьмой сегмент 18q, восьмой сегмент 18h и, наконец, девятый или концевой сегмент 18i, расположенный в соответствии с зоной разгрузки 14s вмещающей структуры 14.
Возможны такие решения, при которых упомянутый концевой сегмент 18i расположен выше донной стенки 16 вмещающей структуры 14.
Кроме того, возможны такие решения, при которых концевой сегмент 18i совпадает по уровню с донной стенкой 16, и заключен между сегментом 18n, предшествующим концевому сегменту 18i, и концевым сегментом донной стенки 16.
Возможны такие решения, при которых опорная стенка 18 делит вмещающую конструкцию 14 внутри внутреннего отсека 14а на две перекрывающиеся части, образуя, соответственно, конвейер 20 для транспортировки металлического материала М и коллектор 22 для горячих отходящих газов F.
Согласно некоторым вариантам осуществления предлагаемого изобретения, которые для примера могут быть описаны со ссылками на прилагаемые чертежи с фиг. 1 по фиг. 2 с, конвейер 20 ограничен верхней стенкой 15, боковыми стенками 17, из которых на фиг. 1 частично видна только одна, и опорной стенкой 18.
Возможны такие варианты осуществления предлагаемого изобретения, в которых боковые стенки 17, донная стенка 16 и опорная стенка 18 ограничивают коллектор 22 отходящих газов.
Возможны такие решения, при которых коллектор 22 отходящих газов расположен ниже конвейера 20.
Согласно некоторым вариантам осуществления предлагаемого изобретения, боковые стенки 17 конвейера 20 могут быть ориентированы перпендикулярно опорной стенке 18 или же под наклоном к ней.
В процессе эксплуатации, то есть, во время нормального функционирования устройства 10 боковые стенки 17, верхняя стенка 15 и металлический материал М, находящийся на опорной стенке 18, ограничивают участок 21 прохождения отходящих газов.
Внутренний отсек 14а сообщен с отводной трубой 13 с возможностью протекания текучей среды, при этом назначение отводной трубы 13 состоит в обеспечении возможности введения горячих отходящих газов F во внутренний отсек 14а, в частности, в участок 21 прохождения отходящих газов.
Фиг. 1 служит целям описания таких вариантов осуществления предлагаемого изобретения, в которых опорная стенка 18 содержит одно или большее число сквозных отверстий или всасывающих отверстий, которым на фиг. 1 присвоены особые ссылочные обозначения в алфавитном порядке, и которые в данном описании будут иметь общее ссылочное обозначение 118n.
Каждое из упомянутых всасывающих отверстий 118n расположено между двумя смежными сегментами 18n и обеспечивает для конвейера 20 и участка 21 прохождения отходящих газов сообщение с возможностью протекания текучей среды с коллектором 22 отходящих газов.
Каждое из всасывающих отверстий 118n, по меньшей мере на большей части расстояния, разделяющего две боковые стенки 17 вмещающей конструкции 14, выполнено в поперечном направлении.
Возможны такие варианты осуществления предлагаемого изобретения, в которых смежные сегменты 18n частично перекрываются в месте расположения всасывающего отверстия 118n.
В конкретном варианте, иллюстрируемом на фиг. 1, предусмотрено восемь всасывающих отверстий 118n, в числе которых первое всасывающее отверстие 118а, расположенное между первым сегментом 18а и вторым сегментом 18b, второе всасывающее отверстие 118b, расположенное между вторым сегментом 18b и третьим сегментом 18с, и аналогично - третье всасывающее отверстие 118с, четвертое всасывающее отверстие 118d, пятое всасывающее отверстие 118е, шестое всасывающее отверстие 118f, седьмое всасывающее отверстие 118д и восьмое или концевое всасывающее отверстие 118h, расположенное между концевым сегментом 18i и восьмым сегментом 18n, который ему предшествует.
Фиг. 1 служит для описания таких вариантов осуществления предлагаемого изобретения, в которых сегменты с 18а по 18i, образующие опорную стенку 18, могут лежать в плоскостях, смещенных друг относительно друга в вертикальном направлении, с созданием, тем самым, простирающейся ступенчатой структуры. Таким образом, каждый сегмент 18n можно понимать как опорную плоскость для одной ступеньки, и каждое всасывающее отверстие 118n можно понимать как подступень этой ступеньки.
Возможны такие варианты осуществления предлагаемого изобретения, в которых сегменты с 18а по 18i параллельны друг другу, то есть, они лежат в параллельных плоскостях.
Кроме того, возможны также и такие варианты осуществления предлагаемого изобретения, в которых сегменты с 18а по 18i расположены практически в параллельных плоскостях, задающих наклонную и непрерывную поверхность опорной стенки 18.
Возможны также и такие варианты осуществления предлагаемого изобретения, в которых сегменты с 18а по 18i наклонены друг относительно друга.
Согласно некоторым вариантам осуществления предлагаемого изобретения, сегменты с 18а по 18i могут быть расположены горизонтально или быть наклоненными к горизонтали.
Возможны такие решения, при которых сегменты с 18а по 18i наклонены относительно горизонтального направления согласно некоторому наклону, так что первый участок, расположенный в максимальной близости к зоне загрузки 14с, поднят относительно противоположного этому первому участку конечного участка, который расположен ближе к зоне разгрузки 14s.
Возможны также такие решения, при которых сегменты с 18а по 18i параллельны донной стенке 16, которая может быть параллельна горизонтальному направлению или быть наклоненной относительно него.
Должно быть понятно, что все описанные здесь варианты осуществления предлагаемого изобретения, все решения и модификации комбинируемы друг с другом в любых технически возможных сочетаниях.
Устройство 10 может содержать узел всасывания 23, который находится в сообщении, с возможностью протекания текучей среды, с коллектором 22 отходящих газов на том конце вмещающей конструкции 14, который соответствует зоне загрузки 14с, то есть, на конце, противоположном местоположению корпуса 12 плавильной печи, и выполнен с возможностью создавать в коллекторе 22 отходящих газов разрежение и, следовательно, создавать условия для поступления горячих отходящих газов F в участок 21 прохождения отходящих газов, и выхода горячих отходящих газов F из коллектора 22 отходящих газов.
Может быть предусмотрен также параллельный канал, состоящий из всасывающей трубки 32, которая расположена вдоль конвейера 20, в рассматриваемом случае связана с его верхней стенкой 15 и в нормальном состоянии закрыта заслонкой. Эта всасывающая трубка 32 открывается в аварийном случае, например, когда узел всасывания 23 не справляется со своей задачей ввиду большой насыпной плотности металлического материала, или в случае других проблем.
Поэтому поток горячих отходящих газов F внутри вмещающей конструкции 14 течет от той области участка 21 прохождения отходящих газов, которая соответствует зоне разгрузки 14s, по направлению к той части коллектора 22 отходящих газов, которая находится в соответствии с зоной загрузки 14с, где расположен узел всасывания 23.
Поэтому горячие отходящие газы F текут в направлении, противоположном направлению подачи Am металлического материала М на конвейере 20, то есть, в противотоке металлическому материалу М.
Конвейер 20 и коллектор 22 отходящих газов перекрываются, поэтому горячие отходящие газы F вынуждены протекать через металлический материал М.
При таком решении горячие отходящие газы F текут через засыпку металлического материала М сверху вниз, так что горячие отходящие газы F проходят по всему объему металлического материала М. Температура этих горячих отходящих газов F составляет величину в диапазоне от 1000°С до 1400°С, поэтому они нагревают всю массу металлического материала М равномерно, без температурного расслоения.
Возможен такой вариант осуществления предлагаемого изобретения, в котором узел всасывания 23, расположенный под конвейером 20, обеспечивает возможность сократить поперечные габаритные размеры устройства 10 по сравнению с известными решениями, при этом всасывание в нормальном режиме работы является боковым и осуществляется через боковые стенки конвейера.
Прилагаемые чертежи с фиг. 1 по фиг. 2 с служат для описания вариантов осуществления предлагаемого изобретения, в которых участок 21 прохождения отходящих газов имеет поперечное простирание, и следовательно, его объем уменьшается при следовании вдоль вмещающей конструкции 14 от зоны разгрузки 14s к зоне загрузки 14с, то есть, в направлении удаления от корпуса 12 плавильной печи.
И наоборот, поперечное сечение, а значит и объем коллектора 22 отходящих газов уменьшается при следовании от зоны загрузки 14с к зоне разгрузки 14s. В частности, объем коллектора 22 отходящих газов увеличивается в соответствии с сокращением объема участка 21 прохождения отходящих газов.
Прилагаемые чертежи с фиг. 2а по фиг. 2с служат для упрощенного описания вариантов осуществления предлагаемого изобретения, в которых боковые стенки 17 установлены под прямым углом к донной стенке 16 и опорной стенке 18, и поэтому сравнение объемов металлического материала М, участка 21 прохождения отходящих газов и коллектора 22 отходящих газов, а также соответствующих поперечных сечений вдоль вмещающей конструкции 14 может быть выполнено только судя по соответствующим высотам.
В частности, высота Hm остается неизменной между сечениями А-А, В-В, С-С.
При условии, что ширина конвейера 20 одна и та же, как можно видеть на прилагаемых чертежах с фиг. 2а по фиг. 2с, высота Н1 увеличивается от сечения А-А к сечению В-В и от сечения В-В к сечению С-С.
Следствием этого является сокращение объема для прохождения горячих отходящих газов F внутри участка 21 прохождения отходящих газов, по мере того как они частично всасываются узлом всасывания 23 и, проходя через металлический материал М и всасывающие отверстия 118n последовательно от зоны разгрузки 14s к зоне загрузки 14с, попадают в коллектор 22 отходящих газов.
Следовательно, сечение, по которому проходят металлический материал М и горячие отходящие газы F, то есть, поперечное сечение конвейера 20, которое по существу зависит от суммы высот Hm и Н1, больше там, где больше расход горячих отходящих газов F, то есть, вблизи зоны разгрузки 14s, которая представляет собой место входа горячих отходящих газов F в участок 21 прохождения отходящих газов, а также участка вмещающей конструкции 14, ближайшего к плавильной печи 11.
Проход или поперечное сечение конвейера 20 меньше там, где расход горячих отходящих газов F меньше, то есть, вблизи зоны загрузки 14а, которая представляет собой конечную часть потока горячих отходящих газов F.
По сравнению с известными решениями, в которых конвейер 20 имеет постоянное поперечное сечение, согласно предлагаемому решению предусмотрено уменьшение общих размеров самого конвейера 20, ограничивающие боковые стенки которого, являющиеся в данном случае участками боковых стенок 17 вмещающей конструкции 14, могут иметь меньшие размеры. Конструктивное решение вмещающей конструкции 14, как описывалось выше, обеспечивает возможность сокращения размеров ограничивающих стенок конвейера 20 на 30% и больше.
При таком решении обеспечено преимущество, состоящее в том, что становится возможно уменьшить подачу воды для охлаждения стенок, что позволяет также пропорционально уменьшить общий вес конвейера 20 и, следовательно, всего устройства 10.
Кроме того, благодаря в том числе уменьшению веса, может быть обеспечено, чтобы верхняя стенка 15 вмещающей конструкции 14 была прикреплена к ее боковым стенкам 17 таким образом, чтобы получить замкнутую структуру, более устойчивую и без средств герметизации, располагаемых между верхней стенкой 15 и боковыми стенками 17, средств герметизации, которые обычно используются в предшествующем уровне техники.
Согласно некоторым вариантам осуществления предлагаемого изобретения, описанным со ссылками на прилагаемые чертежи, поперечное сечение и, следовательно, объем коллектора 22 отходящих газов увеличивается комплементарно по отношению к участку 21 прохождения отходящих газов, так что поток горячих отходящих газов F, проходящих через участок 21 прохождения отходящих газов и через всасывающие отверстия 118n, увеличивается в обратном направлении по отношению к направлению Am подачи металлического материала М.
При таком решении обеспечена возможность поддерживать температуру горячих отходящих газов F на высоком уровне вдоль всего участка 21 прохождения отходящих газов, по мере того как горячие отходящие газы F постепенно проходят от зоны разгрузки 14s к зоне загрузки 14с.
Тот факт, что поток горячих отходящих газов F, контактируя с металлическим материалом М, ослабевает по мере прохождения по участку 21 прохождения отходящих газов, и тот факт, что объем его уменьшается от зоны разгрузки 14s к зоне загрузки 14с, позволяет поддерживать скорость горячих отходящих газов F на постоянном уровне.
Согласно некоторым вариантам осуществления предлагаемого изобретения, вмещающая конструкция 14, описанная выше, позволяет предотвратить смешивание горячих отходящих газов F с воздухом, имеющим температуру окружающей среды, благодаря чему эти горячие отходящие газы F дольше сохраняют свою температуру и энергосодержание, достаточно высокое для нагревания металлического материала М вдоль всего конвейера 20.
Должно быть понятно, что устройство 10 может быть подвергнуто модификациям, и в него могут быть внесены дополнения без отклонения от области применения и без выхода за пределы предлагаемого изобретения.
Должно быть понятно также, что, хотя предлагаемое изобретение было описано на конкретных примерах осуществления, специалист соответствующего профиля несомненно сможет создать много других эквивалентных вариантов устройства для транспортировки и предварительного нагревания металлического материала, которое имело бы характеристики, изложенные в формуле изобретения, и следовательно, попадающие в определяемый ею объем правовой охраны.
Изобретение относится к устройству, пригодному для использования в металлургической отрасли и (или) в сталеварении для транспортировки и предварительного нагревания металлического материала, направляемого в емкость (в контейнер). Устройство для транспортировки и предварительного нагревания металлического материала, подаваемого в емкость, содержит вмещающую конструкцию, расположенную, по существу, с горизонтальным простиранием и имеющую верхнюю стенку, донную стенку и боковые стенки, ограничивающие внутренний отсек, при этом упомянутая вмещающая конструкция содержит опорную стенку, расположенную между упомянутыми верхней стенкой и донной стенкой, конвейер для упомянутого металлического материала, ограниченный упомянутыми опорной стенкой, боковыми стенками, верхней стенкой и донной стенкой, участок прохождения отходящих газов, заключенный между верхней стенкой и металлическим материалом, и коллектор отходящих газов расположен ниже упомянутого конвейера внутри упомянутого внутреннего отсека, по существу, вдоль всего продольного простирания упомянутой вмещающей структуры, при этом в упомянутой опорной стенке выполнено одно или большее число сквозных отверстий для приведения упомянутого конвейера и упомянутого коллектора отходящих газов в сообщение с возможностью протекания текучей среды, при этом объем упомянутого участка прохождения отходящих газов выполнен уменьшающимся по мере удаления от упомянутой емкости вдоль продольного простирания упомянутой вмещающей конструкции, и объем упомянутого коллектора отходящих газов выполнен увеличивающимся в соответствии с упомянутым уменьшением объема участка прохождения отходящих газов, причем на одном конце упомянутой вмещающей конструкции, противоположном ее концу, связанному с упомянутой емкостью, предусмотрен динамический запирающий элемент, выполненный с возможностью предотвращать поступление воздуха в область транспортировки упомянутого металлического материала и с возможностью оказывать давление на вводимый во вмещающую конструкцию металлический материал и выравнивать его. Технический результат - эффективное использование тепла отходящих газов. 2 н. и 8 з.п. ф-лы, 8 ил.
1. Устройство для транспортировки и предварительного нагревания металлического материала (М), подаваемого в емкость (12), содержащее вмещающую конструкцию (14), расположенную, по существу, с горизонтальным простиранием и имеющую верхнюю стенку (15), донную стенку (16) и боковые стенки (17), ограничивающие внутренний отсек (14а), при этом упомянутая вмещающая конструкция (14) содержит опорную стенку (18), расположенную между упомянутыми верхней стенкой (15) и донной стенкой (16), конвейер (20) для упомянутого металлического материала (М), ограниченный упомянутыми опорной стенкой (18), боковыми стенками (17), верхней стенкой (15) и донной стенкой (16), участок (21) прохождения отходящих газов, заключенный между верхней стенкой (15) и металлическим материалом (М), и коллектор (22) отходящих газов (F), характеризующееся тем, что упомянутый коллектор (22) отходящих газов расположен ниже упомянутого конвейера (20) внутри упомянутого внутреннего отсека (14а), по существу, вдоль всего продольного простирания упомянутой вмещающей конструкции (14), при этом в упомянутой опорной стенке (18) выполнено одно или большее число сквозных отверстий (118a-118h) для приведения упомянутого конвейера (20) и упомянутого коллектора (22) отходящих газов в сообщение с возможностью протекания текучей среды, при этом объем упомянутого участка (21) прохождения отходящих газов выполнен уменьшающимся по мере удаления от упомянутой емкости (12) вдоль продольного простирания упомянутой вмещающей конструкции (14), и объем упомянутого коллектора (22) отходящих газов выполнен увеличивающимся в соответствии с упомянутым уменьшением объема участка (21) прохождения отходящих газов, причем на одном конце упомянутой вмещающей конструкции (14), противоположном ее концу, связанному с упомянутой емкостью (12), предусмотрен динамический запирающий элемент (19), выполненный с возможностью предотвращать поступление воздуха в область транспортировки упомянутого металлического материала (М) и с возможностью оказывать давление на вводимый во вмещающую конструкцию (14) металлический материал (М) и выравнивать его.
2. Устройство по п. 1, характеризующееся тем, что оно дополнительно содержит всасывающую трубу (30) для всасывания воздуха, поступающего через промежутки между металлическим материалом (М) и упомянутым динамическим запирающим элементом (19), а также отходящих газов, достигающих конвейера (20) от емкости (12).
3. Устройство по любому из пп. 1 или 2, в котором упомянутая вмещающая конструкция (14) имеет зону загрузки (14c) для загрузки металлического материала (М) в упомянутый внутренний отсек (14а) и зону разгрузки (14s) для разгрузки упомянутого металлического материала (М) в упомянутую емкость (12), характеризующееся тем, что упомянутая опорная стенка (18) выполнена с наклоном от упомянутой зоны загрузки (14c) к упомянутой зоне разгрузки (14s) с целью обеспечить, от зоны разгрузки (14s) к зоне загрузки (14c), упомянутое уменьшение объема участка (21) прохождения отходящих газов и увеличение объема упомянутого коллектора (22) отходящих газов.
4. Устройство по п. 3, характеризующееся тем, что упомянутая опорная стенка (18) содержит совокупность сегментов (18a-18i), следующих один за другим вдоль продольного простирания вмещающей конструкции (14) и лежащих в плоскостях смещенных относительно друг друга в вертикальном направлении, при этом между каждыми двумя следующими один за другим сегментами (18a-18i) выполнено одно или более сквозных отверстий (118a-118h).
5. Устройство по п. 3, характеризующееся тем, что упомянутая опорная стенка (18) содержит совокупность сегментов (18a-18i), следующих один за другим вдоль продольного простирания вмещающей конструкции (14) для получения, по существу, непрерывной поверхности, наклоненной книзу по направлению к упомянутой емкости (12), при этом каждое из упомянутых одного или более сквозных отверстий (118a-118h) расположено между каждыми двумя следующими один за другим сегментами (18a-18i).
6. Устройство по любому из пп. 1-5, характеризующееся тем, что оно содержит узел всасывания (23), соединенный с упомянутым коллектором (22) отходящих газов в положении ниже упомянутого конвейера (20) у конца упомянутой вмещающей конструкции (14), противоположного месту расположения упомянутой емкости (12), и выполнен с возможностью всасывать упомянутые горячие отходящие газы (F) через упомянутое одно или более сквозных отверстий (118a-118h) и через упомянутый коллектор (22) отходящих газов.
7. Устройство по п. 3, характеризующееся тем, что оно содержит всасывающий элемент (30), выполненный с возможностью всасывать возможные протечки воздуха, поступающие из пространства вне вмещающей конструкции (14), и размещенный в соответствующей упомянутой зоне загрузки (14c) во взаимодействии с упомянутым запирающим элементом (19).
8. Устройство по любому из пп. 1-7, характеризующееся тем, что упомянутый запирающий элемент (19) представляет собой ролик обычной формы или же конической или серповидной формы.
9. Способ транспортировки и предварительного нагревания металлического материала (М), подаваемого в емкость (12), предусматривающий подготовку устройства (10) для транспортировки и предварительного нагревания упомянутого металлического материала (М), которое содержит вмещающую конструкцию (14), имеющую внутренний отсек (14а), характеризующийся тем, что включает следующие операции:
- транспортировку упомянутого металлического материала (М) в направлении подачи (Am) на опорной стенке (18) конвейера (20) внутри упомянутого внутреннего отсека (14а),
- всасывание горячих отходящих газов (F) от одного конца упомянутой вмещающей конструкции (14), противоположного месту расположения упомянутой емкости (12), для создания вдоль продольного простирания упомянутой вмещающей конструкции (14) потока упомянутых горячих отходящих газов (F) в противотоке относительно направления подачи (Am) металлического материала (М) и сквозь него от конвейера (20) к коллектору (22) отходящих газов внутри упомянутого внутреннего отсека (14а) и ниже упомянутого конвейера (20) через сквозные отверстия (118a-118h), выполненные в упомянутой опорной стенке (18) и обеспечивающие сообщение упомянутого конвейера (20) с упомянутым коллектором (22) отходящих газов с возможностью протекания текучей среды, при этом всасывание упомянутых горячих отходящих газов (F) обеспечивает приведение упомянутого металлического материала (М) в контакт с потоком горячих отходящих газов (F), ослабевающим по мере удаления от упомянутой емкости (12), и
- обеспечение, в соответствии с упомянутым концом упомянутой вмещающей конструкции (14), противоположным месту расположения емкости (12), наличия запирающего элемента (19), выполняющего также функцию механического придавливания упомянутого металлического материала (М).
10. Способ по п. 9, характеризующийся тем, что обеспечивают поддержание, по существу, постоянной скорости упомянутых горячих отходящих газов (F) при их прохождении внутри упомянутого конвейера (20) в контакте с упомянутым металлическим материалом (М) и в противотоке к упомянутому направлению его подачи (Am).
| ТОРМОЗ ГРУЗОУПОРНЫЙ | 1971 |
|
SU420776A1 |
| ОТОБРАЖЕНИЯ ИНТЕГРИРУЮЩЕГО ИНТЕРФЕЙСА ЦИФРОВОЙ КНИГИ И ИЗМЕНЕНИЯ МАСШТАБА | 2010 |
|
RU2546593C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2007 |
|
RU2343337C1 |
| ДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА ДЛЯ ПОЛУЧЕНИЯ СТАЛИ И СПОСОБ ПОЛУЧЕНИЯ СТАЛИ | 1999 |
|
RU2213919C2 |

