Изобретение относится к области производства сварных металлических конструкций из сталей различных марок и может быть использовано при постройке судов, а также и в других отраслях промышленности. В современном производстве при изготовлении судовых корпусов широко применяются различные сварные конструкции, например, оребренные листовые детали, представляющие собой листовую заготовку с приваренными к ней деталями набора из профильного металлопроката или полос. Однако после приварки набора к листовой заготовке в ней возникают различные сварочные деформации, приводящие к изменению габаритов и геометрических размеров изделия. Существует много способов устранения таких дефектов, например, путем пластической деформации перемещений, обратных сварочным (прокаткой, рихтовкой и т.п.), тепловой правки за счет местного нагрева, глубокого отпуска и др.
В последнее время стали использовать способы вибрационной правки деформированных металлических конструкций. Так, например, известен способ снятия остаточных напряжений по авторскому свидетельству №637233, по которому металлоконструкцию жестко закрепляют по концам и устанавливают на нее вибратор.
Также известен способ вибрационной правки деформированных металлических конструкций по патенту РФ №2612463. Суть способа заключается в том, что металлическую конструкцию устанавливают на опоры, размещенные на плоском стенде, жестко закрепляют ее на стенде и проводят низкочастотную вибрационную обработку. При этом высота и расположение опор выбираются таким образом, чтобы при закреплении конструкции к стенду она получала деформацию равную по величине и обратную по знаку той деформации, которую необходимо выправить.
В указанных способах низкочастотная вибрационная обработка проводится на частотах, близких к частотам собственных колебаний конструкции (резонансным), которые зависят, в том числе, от массогабаритных характеристик конструкций. Так, для относительно крупных конструкций собственные частоты колебаний обычно составляют 50÷60 Гц, реже 70÷90 Гц, что соответствует технологическим возможностям современных установок для низкочастотной виброобработки, которые в зависимости от модели оборудования могут выполнять обработку на частотах до 100÷420 Гц.
Однако совсем иная ситуация с относительно малогабаритными конструкциями, размеры в плане которых составляют менее 1 м×1 м. Для таких конструкций из-за их большой жесткости частоты собственных колебаний могут значительно превышать 120 Гц, что делает невозможным применение для конструкций такого размера метода вибрационной правки.
Также известен способ изготовления оребренной листовой детали по патенту РФ №2279619, принятый за прототип, по которому на листовой заготовке устанавливают ребра, приваривают их и затем производят правку (разворачивание) полученной оребренной листовой детали до заданного радиуса кривизны.
Задачей настоящего изобретения является разработка способа изготовления малогабаритных оребренных листовых деталей, представляющих собой листовую деталь с приваренными к ней деталями набора из профильного металлопроката или полос, с использованием вибрационной правки деформаций, возникающих в результате сварки.
Технический результат, достигаемый при реализации изобретения, заключается в эффективном уменьшении частоты собственных колебаний малогабаритных оребренных листовых деталей, необходимом для правки образовавшихся сварочных деформаций.
Указанный технический результат достигается в предлагаемом способе изготовления малогабаритных оребренных листовых деталей, при котором на целом листе (полотнище) выбранного соответствующего размера размещают несколько малогабаритных оребренных листовых деталей, при этом приварку набора и последующую низкочастотную вибрационную обработку производят для нескольких оребренных листовых деталей одновременно до резки листа.
Для этого на листовой заготовке выполняют разметку (контур) границ деталей нескольких малогабаритных оребренных листовых деталей и мест установки набора для всех оребренных листовых деталей. Затем заготовка жестко раскрепляется на плоской плите с виброопорами, таким образом, чтобы исключить ее деформации на этапе установки и приварки элементов набора. После этого выполняется установка (крепеж) и приварка набора всех деталей к листу.
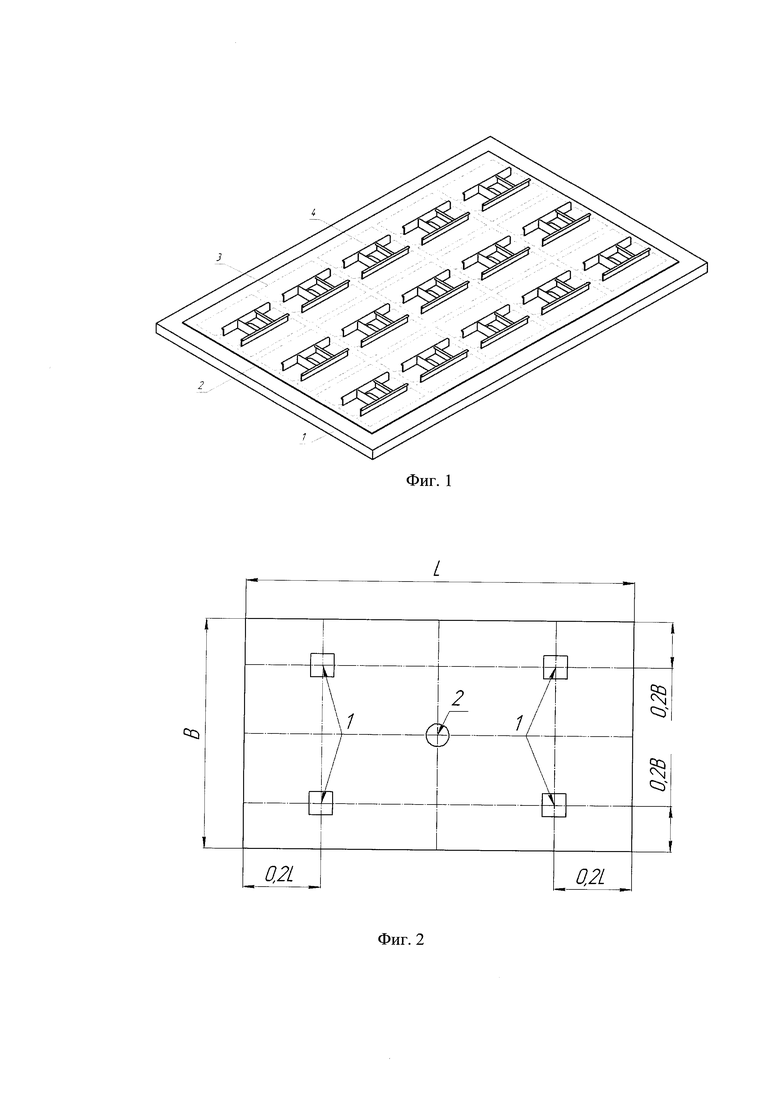
Затем для устранения полученных сварочных деформаций плита вместе с листовой заготовкой и приваренным к ней набором подвергается низкочастотной вибрационной обработке на резонансной частоте заготовки. Для этого вибровозбудитель устанавливают в центре плиты на ее нижней поверхности. Как правило, частота собственных колебаний (резонансная частота), и, следовательно, частота обработки подобных конструкций составляет обычно порядка 50÷60 Гц. После окончания обработки выполняется открепление листа от плиты и резка листа по размеченным ранее контурам. Сущность изобретения поясняется следующими рисунками: Схема расположения на плите конструкции, состоящей из нескольких оребренных листовых деталей, приведена на фиг. 1, на которой изображены плита 1, листовая заготовка 2, контуры оребренных листовых деталей 3, детали набора 4.
На фиг. 2 приведена схема расположения виброопор на плите, на которой изображены виброопоры 1, вибровозбудитель 2, L - длина плиты, В - ширина плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ РЕЛЬСОВ ДЛЯ МАШИН ТЕПЛОВОЙ РЕЗКИ | 2017 |
|
RU2714980C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ КОРПУСОВ СУДОВ, ПОСТРОЕННЫХ КАРКАСНЫМ МЕТОДОМ | 2015 |
|
RU2610195C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ КОРПУСОВ СУДОВ, ПОСТРОЕННЫХ В ЛЕКАЛЬНЫХ СТЕНДАХ | 2015 |
|
RU2610194C1 |
| СПОСОБ И ЛИНИЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОРЕБРЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2014 |
|
RU2574151C2 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2010 |
|
RU2484910C2 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ ДЕФОРМИРОВАННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2015 |
|
RU2612463C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ ПЛАТФОРМ, ПРИМЕНЯЕМЫХ ДЛЯ МОНТАЖА ОБОРУДОВАНИЯ | 2017 |
|
RU2718535C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ПАНЕЛЕЙ | 2013 |
|
RU2595078C1 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
Изобретение относится к области производства сварных металлических конструкций из сталей различных марок и может быть использовано при постройке судов, а также и в других отраслях промышленности. Задачей настоящего изобретения является разработка способа изготовления малогабаритных оребренных листовых деталей, представляющих собой листовую деталь с приваренными к ней деталями набора из профильного металлопроката или полос, с использованием вибрационной правки деформаций, возникающих в результате сварки. Технический результат, достигаемый при реализации изобретения, заключается в эффективном уменьшении частоты собственных колебаний малогабаритных оребренных листовых деталей, необходимом для правки образовавшихся сварочных деформаций. Указанный технический результат достигается в предлагаемом способе изготовления малогабаритных оребренных листовых деталей, при котором на целом листе (полотнище) выбранного соответствующего размера размещают несколько малогабаритных оребренных листовых деталей, при этом приварку набора и последующую низкочастотную вибрационную обработку производят для нескольких оребренных листовых деталей одновременно до резки листа. 2 ил.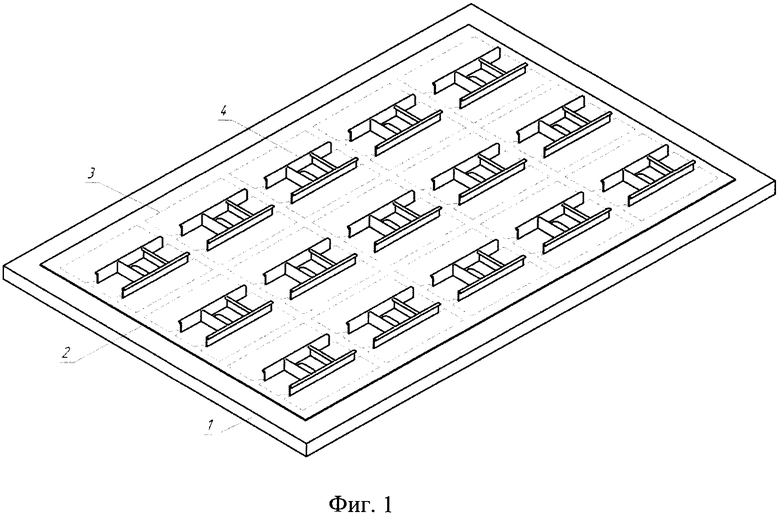
Способ изготовления малогабаритных оребренных листовых деталей, включающий крепление листовой заготовки на плите, приварку деталей набора к листовой заготовке и последующую правку полученных деформаций, отличающийся тем, что предварительно выбирают листовую заготовку определенного размера, на которой наносят разметку для установки на ней нескольких оребренных листовых деталей, а правку проводят на плите с виброопорами с использованием вибровозбудителя, установленного внизу центральной части плиты, на резонансной частоте заготовки, а после окончания правки выполняют разрезку листовой заготовки на отдельные оребренные листовые детали.
| ОРЕБРЕННАЯ ЛИСТОВАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2279619C1 |
| Устройство для разгрузки железнодорожных полувагонов | 1960 |
|
SU141809A1 |
| Прибор для испытания протезов ноги на износ | 1933 |
|
SU35423A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОИНЖЕНЕРНОЙ КОНСТРУКЦИИ ДЛЯ ЗАМЕЩЕНИЯ КОСТНЫХ ДЕФЕКТОВ | 2012 |
|
RU2482881C1 |

