Область техники
Настоящее изобретение относится к области производства неметаллической композитной арматуры, конкретнее к устройствам для отжима нитей и формирования стержня композитной арматуры. Заявляется формовочный узел, обеспечивающий возможность последовательного формирования стержня и отжима нитей ровинга после прохождения ванны пропитки.
Уровень техники
Из уровня техники, известны технологические линии для изготовления неметаллической композитной арматуры, включающие последовательно расположенные: стеллаж с бобинами ровинга, выравнивающее устройство, пропиточную ванну с натяжным устройством, формовочный узел, включающий узел отжима нитей, устройство спиральной намотки, полимеризационную камеру, узел охлаждения, тянущее устройство и блок сматывания жгута арматуры и его резки.
Из описания к патенту РФ № 2287646 опубл. 20.11.2006 г. известен формовочный узел, выполненный в виде матрицы с продольными каналами, установленной непосредственно перед узлом спиральной намотки, причем расстояние от точки намотки обмоточным жгутом композитной арматуры до матрицы равно (1-10) d, где d - диаметр арматуры, отжимное устройство выполнено из эластичного упругого материала и установлено перед матрицей, а выравнивающее устройство выполнено в виде гребенки, у которой количество пазов не менее чем количество каналов в матрице.
Из упомянутой матрицы ровинги выходят 2-10 пучками, которые сразу же объединяются в точке «а» намотки обмоточным жгутом, в результате чего образуется стержень с периодическим профилем арматуры.
Из описания к патенту РФ № 2194617 опубл. 20.12.2002, известен альтернативный вариант выполнения формовочного узла на основе блока фильер.
Блок фильер состоит из ряда последовательно установленных металлических фильер с нагревательными элементами и фторопластовыми вставками с уменьшающимися диаметрами конусных отверстий, в них и обеспечивается формование сечения профиля.
Пропитанное связующим полотно обжимается на фильерах частично формуя сечение арматуры, и поступает в камеру предварительной полимеризации, где частично отверждается. После чего отформованный стержень поступает на устройство для формования профиля. Стержень размещается между половинками нагреваемого патрубка 8 и обжимается ими. При этом происходит формование периодического профиля арматуры и одновременно происходит полимеризация материала арматуры.
Известные технические решения обладают своими достоинствами и недостатками, однако по мнению изобретателей возможны и альтернативные технические решения, обеспечивающие технологичность формовочного узла и прочность формируемого стержня композитной арматуры.
В частности, при формировании стержня волокна внешних рядов армирующего наполнителя могут иметь большее натяжение и меньшее количество связующего, а волокна, попадающие в центр стержня, имеют большее количество связующего и меньшее натяжение. В таком случае центральная часть стержня формируется из слабо натянутых нитей, причем повышение натяжения нитей в центральной части приводит к еще большему натяжению нитей по краям ванны пропитки. Как следствие неравномерного натяжения и неравномерной пропитки полученный стержень имеет низкую прочность, что особенно проявляется при производстве стержней (композитной арматуры) относительно больших диаметров (более 16 мм).
Задачей настоящего технического решения является расширение арсенала средств для формирования стержня композитной арматуры, обеспечивающих прочность изготавливаемого стержня композитной арматуры различных диаметров и технологичность формовочного узла технологической линии для изготовления неметаллической арматуры.
Раскрытие
Одним из объектов настоящего изобретения является формовочный узел технологической линии для изготовления неметаллической арматуры, включающий узел отжима нитей, формовочный узел, содержащий:
- по меньшей мере два последовательно установленных ряда фильер;
- причем каждый ряд фильер содержит по меньшей мере одну фильеру;
- каждая фильера включает в себя отверстие, выполненное с возможностью прохождения пропитанных связующим нитей ровинга;
- количество фильер для прохождения нитей ровинга в каждом последующем ряду фильер меньше количества фильер в предыдущем ряду фильер по ходу прохождения нитей ровинга, а площадь поперечного сечения отдельных фильер по ходу прохождения нитей ровинга увеличивается или сохраняется.
- по меньшей мере некоторые из фильер снабжены нагревательными элементами.
Возможен вариант осуществления настоящего технического решения, в котором формовочный узел выполнен с возможностью установки непосредственно после ванны пропитки.
Возможен вариант осуществления настоящего технического решения, в котором формовочный узел дополнительно включает отжимные ножи, установленные перед последовательным рядом фильер.
Возможен вариант осуществления настоящего технического решения, в котором формовочный узел содержит по меньшей мере один дополнительный ряд фильер с образованием по меньшей мере трех рядов фильер, установленных последовательно.
Возможен вариант осуществления настоящего технического решения, в котором суммарная площадь отверстий фильер каждого последующего ряда фильер по существу равна суммарной площади отверстий фильер предыдущего ряда с возможным отклонением в пределах +/- 10%.
Возможен вариант осуществления настоящего технического решения, в котором площадь поперечного сечения фильер в одном ряду фильер совпадает (является одинаковой).
Возможен вариант осуществления настоящего технического решения, в котором площадь поперечного сечения по меньшей мере одной из фильер в одном ряду фильер отличается от других.
Возможен вариант осуществления настоящего технического решения, в котором отверстия фильер имеют геометрическую форму, выбранную из следующего: форму усеченного конуса, форму цилиндра.
Еще одним объектом настоящего изобретения является технологическая линия для изготовления композитной арматуры, включающая последовательно установленные стеллаж с бобинами ровинга, выравнивающее устройство, пропиточную ванну с натяжным устройством, формовочный узел, включающий узел отжима нитей, узел намотки, полимеризационную камеру, узел охлаждения, тянущее устройство и блок сматывания жгута арматуры и его резки, технологическая линия, в которой формовочный узел содержит по меньшей мере два последовательных ряда фильер, причем каждый ряд фильер содержит по меньшей мере одну фильеру, каждая фильера включает в себя отверстие, выполненное с возможностью прохождения пропитанных связующим нитей ровинга; количество фильер в следующем ряду в направлении выпуска уменьшается, а площадь поперечного сечения отдельных фильер увеличивается или сохраняется; по меньшей мере некоторые из фильер снабжены нагревательными элементами.
Возможен вариант осуществления заявляемой технологической линии, в котором стеллаж с бобинами ровинга включает по меньшей мере два вида нитей ровинга, выбираемых из следующих: стеклоровинг, базальтовый ровинг, углеводородный ровинг, арамидный ровинг; формовочный узел выполнен с возможностью последовательного объединения, пропитанных связующим, пучков нитей ровинга по меньшей мере двух видов при прохождении через по меньшей мере два последовательных ряда фильер упомянутого формовочного узла.
Другим объектом настоящего изобретения является способ формирования стержня для производства композитной арматуры, включающий пропускание пропитанных связующим нитей ровинга через по меньшей мере два последовательных ряда фильер; причем каждый ряд фильер содержит по меньшей мере одну фильеру; последовательное объединение пучков нитей ровинга за счет того, что количество фильер в следующем ряду в направлении выпуска уменьшается, а площадь поперечного сечения отдельных фильер увеличивается или сохраняется; подогрев пучков нитей ровинга при прохождении через фильеры до заданной температуры для формирования структуры стержня и его последовательной полимеризации, формирование стержня в полимеризационной камере.
Возможен вариант осуществления способа, в котором пропускание пропитанных связующих нитей ровинга осуществляют через по меньшей мере один дополнительный ряд фильер с образованием по меньшей мере трех рядов фильер, установленных последовательно.
Возможен вариант осуществления способа, в котором пропускание пропитанных связующим нитей ровинга осуществляют через фильеры, площадь поперечного сечения которых в одном ряду фильер совпадает (является одинаковой).
Возможен вариант осуществления способа, в котором пропускание пропитанных связующим нитей ровинга осуществляют через фильеры площадь поперечного сечения по меньшей мере одной из которых в одном ряду фильер отличается от других.
Возможен вариант осуществления способа, в котором пропускают через фильеры по меньшей мере два вида нитей ровинга, выбираемых из следующих: стеклоровинг, базальтовый ровинг, углеводородный ровинг, арамидный ровинг, формирование структуры стержня осуществляют из пучков нитей ровинга по меньшей мере двух видов.
Техническим результатом заявляемого изобретения является повышение технологичности формовочного узла и повышение прочности изготавливаемого стержня арматуры. Технологичность и повышение прочности изготавливаемого стержня достигается за счет последовательного объединения нитей ровинга, их последовательной полимеризации и равномерного натяжения нитей по всему сечению формируемого стержня, а также с сохранением высокой скорости производства. Дополнительно предлагаемое техническое решение позволяет обеспечить требуемый уровень отжима изделий, которые имеют относительно большой диаметр (более 16 мм), в требуемых областях поперечного сечения изделия. Дополнительное повышение прочности изготавливаемого стержня арматуры и технологичности формовочного узла, согласно некоторым вариантам осуществления настоящего технического решения, достигается за счет обеспечения возможности комбинирования разных видов непрерывного волокна в заданной конфигурации внутри стержня изделия. Например, добавление во внешний слой равноудаленно от центра пучков, либо точное позиционирование в центре изделия волокна, имеющего отличные от основного по массе наполнителя характеристики.
Армирующий наполнитель: Материал или изделие, соединенный или соединенное с термореактивной смолой до начала процесса отверждения для улучшения физико-механических характеристик полимерного композита.
В контексте настоящего описания под «армирующим наполнителем» понимается армирующий наполнитель, изготовленный из непрерывного волокна. Для изготовления композитной арматуры обычно используют непрерывные армирующие наполнители (ровинги) из стекловолокна, базальтоволокна, углеволокна и арамидного волокна.
В контексте настоящего описания под термином «ровинг» понимается: Гибкое протяженное, непрерывное и прочное тело ограниченной длины с малыми поперечными размерами по отношению к длине, применяемое для изготовления волокнистых материалов, предназначенных для армирования полимерных композитов.
Примерами различных видов армирующего наполнителя (ровинга) являются:
Стеклянное волокно (ровинг); стекловолокно: Волокно для армирования полимерных композитов, образованное из расплава неорганического стекла.
Базальтовое волокно (ровинг); базальтоволокно: Волокно для армирования полимерных композитов, образуемое из расплава базальта или габродиабаза.
Углеродное волокно (ровинг); углеволокно: Волокно для армирования полимерных композитов, образуемое путем пиролиза органических волокон прекурсоров и содержащее не менее 90 % массы углерода. ( К прекурсорам относятся, например, полиакрилонитрильные или гидратцеллюлозные волокна. В зависимости от предела прочности и модуля упругости углеродные волокна подразделяются на волокна общего назначения, высокопрочные, среднемодульные, высокомодульные и сверхвысокомодульные.)
Арамидное волокно (ровинг): Волокно для армирования полимерных композитов, образованное из линейных волокнообразующих полиамидов, в которых не менее 85 % амидных групп непосредственно связано с двумя ароматическими кольцами.
Чертежи
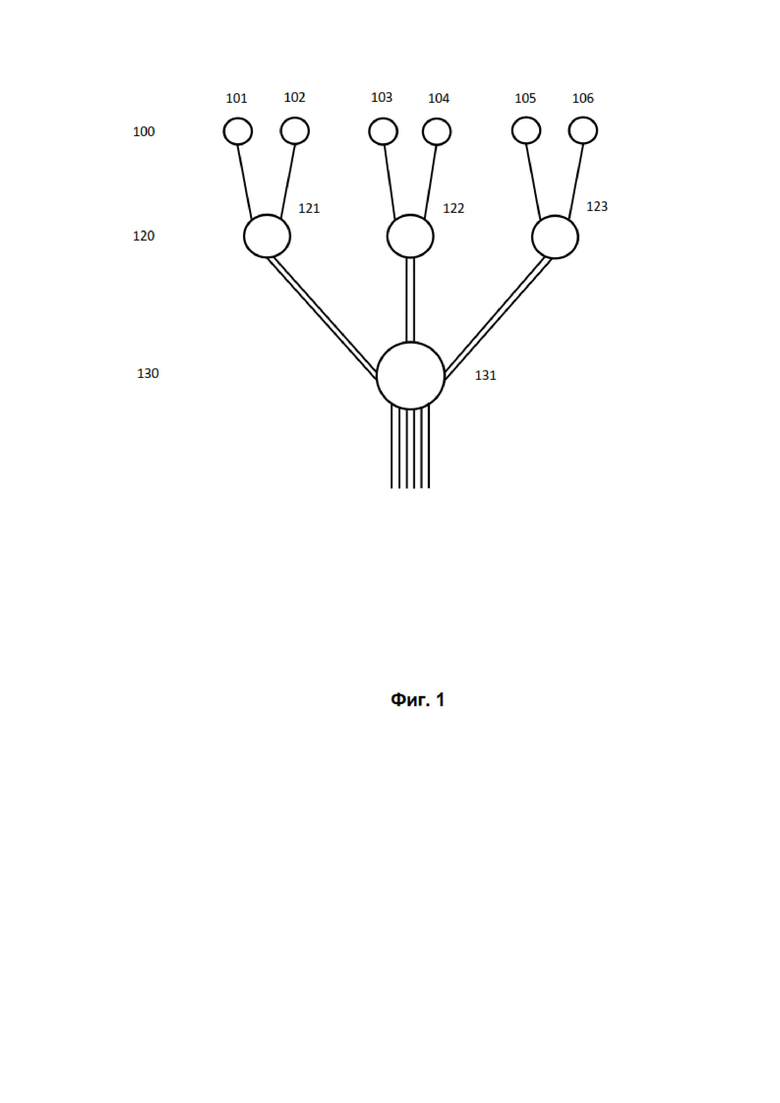
Фиг. 1 иллюстративный пример одного из множества возможных вариантов последовательного расположения рядов фильер в формовочном узле.
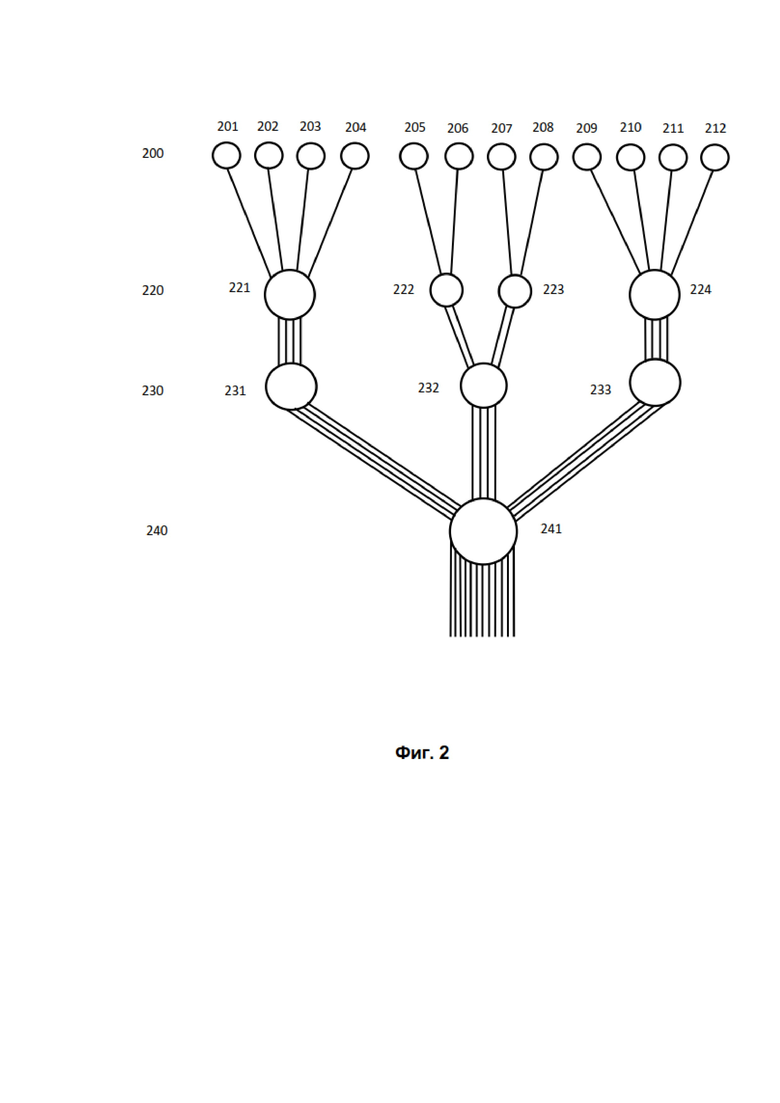
Фиг. 2 иллюстративный пример одного из множества возможных вариантов последовательного расположения рядов фильер в формовочном узле.
Описание
Технология производства композитной арматуры в общем виде хорошо известна среднему специалисту в данной области техники и подробное описание каждого из этапов может быть опущено. Технология основана на процессе «пултрузии» - формовании длинномерных профильных деталей в результате непрерывного протягивания армирующего материала, пропитанного связующим, через формующую нагретую фильеру.
Достаточно сказать, что технологическая линия может включать в себя последовательно расположенные: стеллаж с бобинами ровинга, выравнивающее устройство, пропиточную ванну с натяжным устройством, формовочный узел с узлом отжима нитей, узел намотки, полимеризационную камеру, узел охлаждения, тянущее устройство, блок сматывания жгута арматуры и его резки.
Стеллаж с бобинами ровинга может быть выполнен, например, в виде ряда полок, на которых установлены стержни с возможностью установки бобин ровинга, и обеспечения возможности размотки упомянутых бобин ровинга, например, за счет их вращения вокруг оси стержней.
Ровинги могут быть образованы из минеральных (стеклянных, базальтовых, углеродных и др.) или полимерных (капроновых, полиэфирных и др.) нитей. Согласно заявляемому техническому решению возможен вариант осуществления, в котором на стеллаже с бобинами ровинга могут быть расположены ровинги отличные по составу. Например, часть бобин с ровингом из стеклянных нитей, часть бобин с ровингом из базальтовых нитей. Возможны и иные комбинации как по составу, так и по количеству видов ровингов. В частности, возможно использование трех различных видов ровингов, например, из стеклянных, базальтовых и углеродных нитей. Количество бобин на стеллаже и их состав выбирается исходя из типа и диаметра изготавливаемой композитной арматуры.
Особенности применения различных видов ровинга будут подробнее показаны в описании конкретных примеров ниже.
Выравнивающее устройство служит для равномерной подачи ровингов в пропиточную ванну.
Пропиточная ванна может быть снабжена нагревательным элементом для обеспечения необходимого температурного режима пропитки. После ванны пропитки ровинги поступают в формовочный узел.
Формовочный узел является одним из объектов настоящего изобретения и будет описан более подробно.
Формовочный узел может быть установлен непосредственно после ванны пропитки.
Формовочный узел технологической линии для изготовления неметаллической арматуры включает узел отжима нитей и содержит по меньшей мере два последовательных ряда фильер;
Последовательно расположенные ряды фильер выполнены с возможностью обеспечения отжима отдельных нитей и последовательного формирования стержня композитной арматуры.
Количество последовательно расположенных рядов фильер выбирается исходя из типа, диаметра, требуемой прочности, необходимой степени отжима и др. параметров изготавливаемой композитной арматуры. Так, например, для изготовления композитной арматуры диаметром 4мм может быть достаточно двух последовательно расположенных рядов фильер. При необходимости обеспечения более равномерного отжима количество рядов фильер может быть увеличено, например, до 3х или 5ти. Для изготовления композитной арматуры диаметром 20 мм может быть использовано, например, 7 последовательно расположенных рядов фильер.
Количество фильер в каждом ряду выбирается исходя из типа, диаметра требуемой прочности, необходимой степени отжима и др. параметров изготавливаемой композитной арматуры.
Каждый ряд фильер из двух и более последовательно расположенных рядов фильер содержит по меньшей мере одну фильеру. На Фиг. 1 показан иллюстративный пример, в котором первый ряд фильер 100 состоит из 6ти фильер (101, 102, 103, 104, 105 и 106) одинакового диаметра, выполненных с возможностью прохождения пропитанных связующим нитей ровинга. Второй ряд фильер 120 состоит из трех фильер (121, 122 и 123). В фильеру 121 заходят нити ровинга из двух фильер 101 и 102 первого ряда фильер 100 с образованием пучков нитей ровинга. Аналогичным образом, в рамках данного иллюстративного примера, в фильеру 122 заходят нити ровинга из двух фильер 103 и 104, а в фильеру 123- нити ровинга из фильер 105 и 106. Третий ряд фильер 130 состоит всего из одной фильеры 131, в которую заходят три пучка нитей ровинга из фильер 121, 122 и 123 второго ряда фильер 120.
Каждая фильера включает в себя отверстие, выполненное с возможностью прохождения пропитанных связующим нитей ровинга. Под нитями ровинга в контексте настоящего описания понимается одна или несколько нитей ровинга, объединенных в пучки (пучки нитей ровинга). Форма и диаметр отверстия фильер выбирается исходя из толщины нитей ровинга, требуемой степени отжима связующего (необходимой толщины). Диаметры фильер в одном ряду могут совпадать или по меньшей мере частично отличаться, например для целей обеспечения различной степени отжима нитей/пучков нитей ровинга в различных частях формируемого стержня композитной арматуры или объединения различного количества нитей/пучков нитей ровинга.
Возможен вариант осуществления настоящего технического решения, в котором суммарная площадь отверстий фильер каждого последующего ряда фильер по существу равна суммарной площади отверстий фильер предыдущего ряда с возможным отклонением в пределах +/- 10%. Следовательно, суммарная площадь отверстий каждого последующего ряда фильер может быть равна, либо незначительно больше или меньше (в указанном диапазоне от -10% до +10%) суммарной площади отверстий предыдущего ряда фильер. Все указанные варианты включены в понятие «по существу равен» в рамках настоящего описания. Так в рамках иллюстративного примера на Фиг.1 диаметр каждой фильеры второго ряда 120 по существу равен двум диаметрам фильер первого ряда фильер 100. Диаметр фильеры 121 по существу равен суммарному диаметру фильер 101 и 102, диаметр фильеры 122 по существу равен суммарному диаметру фильер 103 и 104, а диаметр фильеры 123 по существу равен суммарному диаметру фильер 105 и 106. Уменьшение диаметра фильеры относительно суммарного диаметра фильер предыдущего ряда позволяет обеспечить дополнительный отжим объединяемых нитей или пучков нитей ровинга. А незначительное в установленных пределах увеличение диаметра позволяет осуществить объединение нитей/пучков нитей с бо’льшим количеством связующего.
Аналогичным образом, в третьем ряду фильер 130 согласно иллюстративному примеру на Фиг.1 диаметр фильеры 131 по существу равен сумме диаметров трех фильер 121, 122, и 123 второго ряда фильер 120.
Количество фильер в следующем ряду в направлении выпуска уменьшается как показано в иллюстративном примере на Фиг.1, а площадь поперечного сечения отдельных фильер увеличивается или сохраняется.
На Фиг. 2 показан еще один иллюстративный пример, одного из множества возможных вариантов последовательного расположения рядов фильер в формовочном узле, в котором первый ряд фильер 200 состоит из 12ти фильер (201, 202, 203, 204, 205, 206, 207, 208, 209, 210, 211 и 212), из которых фильеры 205, 206, 207 и 208, расположенные в центральной части выполнены меньшего диаметра, чем фильеры 201, 202, 203, 204, 209, 210, 211 и 212, расположенные по бокам. Разница в диаметре фильер позволяет регулировать отжим и формировать стержень из ровингов с разной степенью отжима. Как показано в иллюстративном примере на Фиг.2 центральная часть стержня может быть сформирована из более отжатых ровингов (с меньшим количеством связующего). Второй ряд фильер 220 состоит из четырех фильер (221, 222, 223 и 224). В фильеру 221 заходят нити ровинга из четырех фильер 201, 202, 203 и 204 первого ряда фильер 200, В фильеру 224 аналогичным образом заходят нити ровинга из четырех фильер 209, 210, 211 и 212. А в каждую из фильер 222 и 223 заходят всего по две нити ровинга из первого ряда фильер 200: (205, 206) в фильеру 222 и (207, 208) в фильеру 223 соответственно.
Третий ряд фильер 230 состоит из трех фильер 231, 232 и 233. В фильеру 231 заходит пучок нитей ровинга из всего одной фильеры 221 второго ряда фильер и в фильеру 233 заходит один пучок нитей ровинга из фильеры 224 второго ряда фильер 220. А в фильеру 232 заходит два пучка нитей ровинга из фильер 222 и 223 второго ряда фильер
Четвертый ряд фильер 240 состоит всего из одной фильеры 241, в которую заходят три пучка нитей ровинга из фильер 231, 232 и 233 третьего ряда фильер 230.
Суммарная площадь отверстий каждого последующего ряда фильер может быть по существу равна суммарной площади отверстий фильер предыдущего ряда с возможным отклонением в пределах +/- 10%. Следовательно, суммарная площадь отверстий каждого последующего ряда фильер может быть равна, либо незначительно больше или меньше (в указанном диапазоне от -10% до +10%) суммарной площади отверстий предыдущего ряда фильер. Все указанные варианты включены в понятие «по существу равен» в рамках настоящего описания. В рамках иллюстративного примера на Фиг.2 диаметр фильер 221 и 224 второго ряда 220 по существу равен четырем диаметрам фильер первого ряда фильер 200 (201, 202, 203, 204 и 209, 210, 211, 212). Диаметр фильер 222 и 223 второго ряда фильер по существу равен двум диаметрам фильер первого ряда фильер 200 (205, 206 и 207, 208).
Причем диаметр фильер 222 и 223 предназначенных для формирования центральной части стержня, имеют меньший диаметр
, чем фильеры 221 и 224 того же ряда фильер 220. Уменьшение диаметра фильер 222 и 223 обеспечивает более последовательное объединение (по 2 нити вместо 4х) и больший отжим нитей (сначала отжим 1 нити, потом пучка из двух нитей вместо отжима 1 нити, потом объединения и отжима сразу 4х) ровинга для формирования центральной части стержня и повышения его прочности за счет меньшего количества связующего и большей плотности нитей ровинга в центральной части формируемого стержня.
В третьем ряду фильер 230 диаметры фильер 231 и 233 совпадают и по существу равны диаметрам фильер второго ряда 221 и 224 соответственно. Диаметр фильеры 232 третьего ряда фильер 230 по существу равен суммарному диаметру фильер 222 и 223 второго ряда фильер 220.
Как показано на Фиг.2 в четвертом ряду фильер 240 содержится всего одна фильера 241, в которой осуществляется объединение всех пучков нитей ровинга из фильер 231, 232 и 233 третьего ряда фильер 230 и формирование структуры стержня композитной арматуры. Таким образом центральная часть стержня формируется из более равномерно отжатого и последовательно сформированного пучка нитей ровинга, выходящих из фильеры 232.
Фильеры каждого или по меньшей мере некоторых из рядов фильер снабжены нагревательными элементами для обеспечения заданного температурного режима отжима снабжены нагревательными элементами. Нагрев фильер может быть осуществлен, например, термоэлектронагревателями, или СВЧ-нагревателями, или инфракрасными промышленными нагревателями-излучателями. Возможны и иные варианты используемых нагревателей и схем нагрева фильер исходя из особенностей производственной среды, мощностей, типа и диаметра производимой композитной арматуры. Причем возможен как нагрев самой фильеры, так и нагрев непосредственно зоны формовочного узла, например, перед вхождением нитей ровинга в фильеру или после прохождения нитей через фильеру.
Подогрев фильер при скорости выпуска 3-4 м/мин обеспечивает нагрев связующего в зоне контакта до 80-120 градусов (зависит от настроек и диаметров изделий), при этом связующее существенно понижает свою вязкость и обеспечивается наилучшая пропитка связующим непрерывного волокна
Запускается реакция полимеризации, за счет чего требуется меньше времени нахождения стержня в полимеризационной камере, что дополнительно обеспечивает технологичность формовочного узла и технологической линии для производства композитной неметаллической арматуры в целом.
Возможен вариант осуществления, в котором, для подогрева различных фильер используют нагреватели различного типа и принципа действия. Например, подогрев фильер для формирования центральной части стержня осуществляют одним типом нагревателя, а подогрев остальных фильер другим типом нагревателя.
Возможен вариант осуществления, в котором отверстия фильер имеют геометрическую форму, выбранную из следующего: форму усеченного конуса, форму цилиндра.
Формовочный узел может дополнительно включать в себя отжимные ножи, установленные перед последовательным рядом фильер. Отжимные ножи выполнены с возможностью предварительного отжима нитей ровинга перед последовательным их отжимом и объединением в последовательно расположенных фильерах. Это позволяет дополнительно повысить технологичность формовочного узла за счет увеличения скорости формирования стержня композитной арматуры.
На выходе формовочного узла, включающего узел отжима нитей, формируется стержень с заданным профилем, точным расположением нитей и равномерным натяжением нитей по всему сечению стержня, что достигается за счет последовательного объединения и отжима пучков нитей ровинга с сохранением высокой скорости производства. Дополнительно предлагаемое техническое решение позволяет обеспечить требуемый, настраиваемый уровень отжима изделий, которые имеют относительно большой диаметр (более 16 мм), в требуемых областях поперечного сечения изделия.
Дополнительное повышение прочности может достигаться за счет использования комбинации из различных типов нитей ровинга. Например, добавление во внешний слой равноудаленно от центра пучков, либо точное позиционирование в центре изделия волокна, имеющего отличные от основного по массе наполнителя характеристики.
Сформированный стержень арматуры затем поступает на узел намотки, который выполнен с возможностью создания периодического профиля на поверхности стержня арматуры, например, за счет спиральной намотки нитей ровинга вокруг оси стержня.
После узла намотки арматура проходит через полимеризационную камеру, где при температуре до 400°С происходит удаление летучих веществ и спекание (полимеризация) связующего до монолитного изделия. Нагрев осуществляют, например, с помощью термоэлектронагревателя, или СВЧ-нагревателя, или инфракрасного промышленного нагревателя-излучателя. По окончании спекания арматуры, ее пропускают через узел охлаждения (где она охлаждается до заданной температуры), тянущее устройство, блок сматывания жгута арматуры и его резки.
Далее будут приведены несколько конкретных примеров осуществления заявляемого формовочного узла для технологической линии для производства композитной арматуры.
Пример 1. изготовление стержня композитной арматуры диаметром 40 мм
Формовочный узел содержит 4 последовательных ряда фильер. Первый ряд фильер включает в себя 96 фильер. Диаметр каждой фильеры 4 мм, в каждую фильеру заходит по 7 нитей стеклоровинга, пропитанного связующим.
Второй ряд фильер включает 24 фильеры диаметром 8мм. В каждую фильеру второго ряда фильер заходит по 4 пучка нитей ровинга, сформированных на первом ряду фильер.
Третий ряд фильер включает в себя 8 фильер диаметром 14 мм каждая. В каждую фильеру третьего ряда фильер заходит по 3 пучка нитей ровинга, сформированных на втором ряду фильер.
В четвертом ряду фильер содержится всего одна фильера диаметром 40 мм, в которую заходят 8 пучков нитей ровинга, сформированных в третьем ряду фильер. Таким образом на выходе четвертого ряда фильер формируется стержень диаметром 40 мм.
Пример 2. изготовление стержня композитной арматуры диаметром 28 мм
Формовочный узел содержит 4 последовательных ряда фильер. Первый ряд фильер включает в себя 48 фильер диаметром 4мм. В каждую фильеру заходит по 7 нитей базальтового ровинга, пропитанного связующим.
Второй ряд фильер включает 12 фильер диаметром 8мм. В каждую фильеру второго ряда фильер заходит по 4 пучка нитей ровинга, сформированных на первом ряду фильер.
Третий ряд фильер включает в себя 4 фильеры диаметром 14 мм каждая. В каждую фильеру третьего ряда фильер заходит по 3 пучка нитей ровинга, сформированных на втором ряду фильер.
В четвертом ряду фильер содержится всего одна фильера диаметром 28 мм, в которую заходят 4 пучка нитей ровинга, сформированных в третьем ряду фильер. Таким образом на выходе четвертого ряда фильер формируется стержень диаметром 28 мм с равномерным распределением 48 пучков базальтового ровинга, каждый из которых включает 7 нитей.
Пример 3. изготовление стержня композитной арматуры диаметром 28 мм из комбинированных нитей ровинга
Формовочный узел содержит 4 последовательных ряда фильер. Первый ряд фильер включает в себя 48 фильер диаметром 4мм. В каждую фильеру заходит по 7 нитей пропитанных связующим: 1 нить базальтового ровинга в центральной части и 6 нитей стеклоровинга по краям.
Второй ряд фильер включает 12 фильер диаметром 8мм. В каждую фильеру второго ряда фильер заходит по 4 пучка нитей ровинга, сформированных на первом ряду фильер. Причем каждый из пучков сформирован из нити базальтового ровинга, вокруг которой расположены 6 нитей стеклоровинга.
Третий ряд фильер включает в себя 4 фильеры диаметром 14 мм каждая. В каждую фильеру третьего ряда фильер заходит по 3 пучка нитей ровинга, сформированных на втором ряду фильер.
В четвертом ряду фильер содержится всего одна фильера диаметром 28 мм, в которую заходят 4 пучка нитей ровинга, сформированных в третьем ряду фильер. Таким образом на выходе четвертого ряда фильер формируется стержень диаметром 28 мм с равномерным распределением 48 пучков комбинированного ровинга, каждый из которых включает 1 нить базальтового ровинга в центральной части и 6 нитей стеклоровинга по краям.
Пример 4 изготовление стержня композитной арматуры диаметром 20 мм
Формовочный узел содержит 6 последовательных рядов фильер. Первый ряд фильер включает в себя 96 фильер. Диаметр каждой фильеры 2 мм, в каждую фильеру заходит по 2 нити стеклоровинга, пропитанного связующим.
Второй ряд фильер включает 48 фильер диаметром 3 мм. В каждую фильеру второго ряда фильер заходит по 2 пучка нитей ровинга, сформированных на первом ряду фильер.
Третий ряд фильер включает в себя 24 фильеры диаметром 4 мм каждая. В каждую фильеру третьего ряда фильер заходит по 2 пучка нитей ровинга, сформированных на втором ряду фильер.
В четвертом ряду фильер содержится 6 фильер диаметром 8 мм, в которую заходят по 4 пучка нитей ровинга, сформированных в третьем ряду фильер.
Пятый ряд фильер включает в себя 2 фильеры диаметром 14 мм каждая. В каждую фильеру пятого ряда фильер заходит по 3 пучка нитей ровинга, сформированных на четвертом ряду фильер.
Шестой ряд фильер включает в себя всего одну фильеру диаметром 20 мм, в которую заходит 2 пучка нитей ровинга, сформированных на пятом ряду фильер.
Таким образом на выходе шестого ряда фильер формируется стержень диаметром 20 мм.
Представленные иллюстративные варианты осуществления, примеры и описание служат лишь для обеспечения понимания заявляемых технических решений и технологии и не являются ограничивающими. Другие возможные варианты осуществления будут ясны специалисту из представленного описания. Объем настоящего изобретения ограничен лишь прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2010 |
|
RU2417889C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2014 |
|
RU2597341C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2597385C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| КОМПОЗИТНАЯ АРМАТУРА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2012 |
|
RU2522641C1 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2384408C2 |
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
Группа изобретений относится к области производства неметаллической композитной арматуры, а именно к технологической линии для изготовления композитной арматуры, формовочному узлу, обеспечивающему возможность последовательного формирования стержня, а также к способу для изготовления композитной арматуры. Формовочный узел технологической линии для изготовления неметаллической арматуры включает узел отжима нитей. Формовочный узел содержит по меньшей мере два последовательно установленных ряда фильер, причем каждый ряд фильер содержит по меньшей мере одну фильеру с отверстием, выполненным с возможностью прохождения пропитанных связующим нитей ровинга. Количество фильер для прохождения нитей ровинга в каждом последующем ряду фильер меньше количества фильер в предыдущем ряду фильер по ходу прохождения нитей ровинга. Площадь поперечного сечения отдельных фильер по ходу прохождения нитей ровинга увеличивается или сохраняется. По меньшей мере некоторые из фильер снабжены нагревательными элементами. Техническим результатом группы изобретений является повышение технологичности формовочного узла и повышение прочности изготавливаемого стержня арматуры. 3 н. и 12 з.п. ф-лы, 2 ил.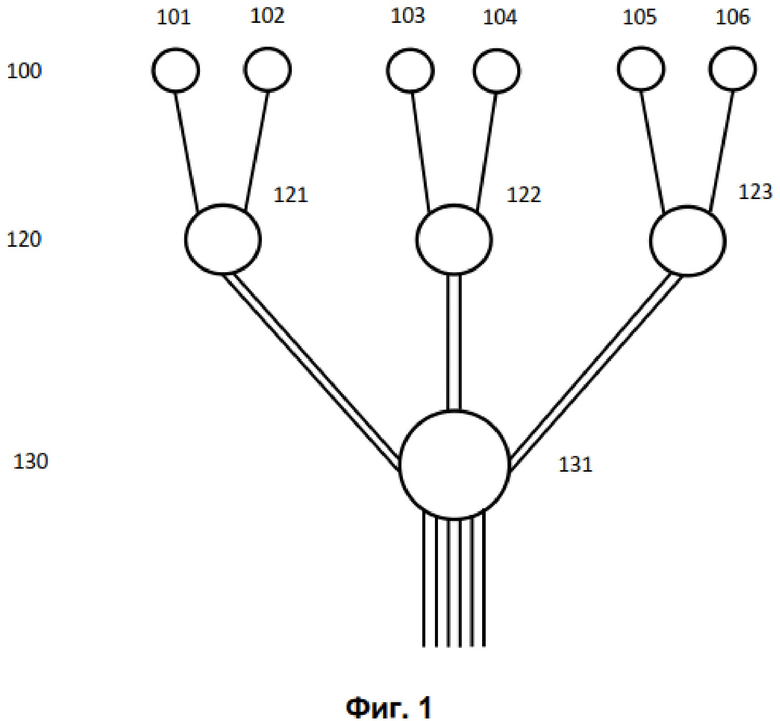
1. Формовочный узел технологической линии для изготовления неметаллической арматуры, включающий узел отжима нитей и содержащий:
- по меньшей мере два последовательно установленных ряда фильер;
- причем каждый ряд фильер содержит по меньшей мере одну фильеру;
- каждая фильера включает в себя отверстие, выполненное с возможностью прохождения пропитанных связующим нитей ровинга;
- количество фильер для прохождения нитей ровинга в каждом последующем ряду фильер меньше количества фильер в предыдущем ряду фильер по ходу прохождения нитей ровинга, а площадь поперечного сечения отдельных фильер по ходу прохождения нитей ровинга увеличивается или сохраняется;
- по меньшей мере некоторые из фильер снабжены нагревательными элементами.
2. Формовочный узел по п. 1, который выполнен с возможностью установки непосредственно после ванны пропитки.
3. Формовочный узел по п. 1, который дополнительно включает отжимные ножи, установленные перед последовательным рядом фильер.
4. Формовочный узел по п. 1, в котором суммарная площадь отверстий фильер каждого последующего ряда фильер по существу равна суммарной площади отверстий фильер предыдущего ряда с возможным отклонением в пределах +/- 10%.
5. Формовочный узел по п. 1, который содержит по меньшей мере один дополнительный ряд фильер с образованием по меньшей мере трех рядов фильер, установленных последовательно.
6. Формовочный узел по п. 1, в котором площадь поперечного сечения фильер в одном ряду фильер совпадает.
7. Формовочный узел по п. 1, в котором площадь поперечного сечения по меньшей мере одной из фильер в одном ряду фильер отличается от других.
8. Формовочный узел по п. 1, в котором отверстия фильер имеют геометрическую форму, выбранную из следующего: форму усеченного конуса, форму цилиндра.
9. Технологическая линия для изготовления композитной арматуры, включающая последовательно установленные стеллаж с бобинами ровинга, выравнивающее устройство, пропиточную ванну с натяжным устройством, формовочный узел, включающий узел отжима нитей, узел намотки, полимеризационную камеру, узел охлаждения, тянущее устройство и блок сматывания жгута арматуры и его резки, технологическая линия, в которой формовочный узел содержит по меньшей мере два последовательных ряда фильер, причем каждый ряд фильер содержит по меньшей мере одну фильеру, каждая фильера включает в себя отверстие, выполненное с возможностью прохождения пропитанных связующим нитей ровинга; количество фильер в следующем ряду в направлении выпуска уменьшается, а площадь поперечного сечения отдельных фильер увеличивается или сохраняется; по меньшей мере некоторые из фильер снабжены нагревательными элементами.
10. Технологическая линия по п. 9, в которой стеллаж с бобинами ровинга включает по меньшей мере два вида нитей ровинга, выбираемых из следующих: стеклоровинг, базальтовый ровинг, углеводородный ровинг, арамидный ровинг; формовочный узел выполнен с возможностью последовательного объединения пропитанных связующим пучков нитей ровинга по меньшей мере двух видов при прохождении через по меньшей мере два последовательных ряда фильер упомянутого формовочного узла.
11. Способ формирования стержня для производства композитной арматуры, включающий пропускание пропитанных связующим нитей ровинга через по меньшей мере два последовательных ряда фильер; причем каждый ряд фильер содержит по меньшей мере одну фильеру; последовательное объединение пучков нитей ровинга за счет того, что количество фильер в следующем ряду в направлении выпуска уменьшается, а площадь поперечного сечения отдельных фильер увеличивается или сохраняется; подогрев пучков нитей ровинга при прохождении через фильеры до заданной температуры для формирования структуры стержня и его последовательной полимеризации, формирование стержня в полимеризационной камере.
12. Способ по п. 11, в котором пропускание пропитанных связующих нитей ровинга осуществляют через по меньшей мере один дополнительный ряд фильер с образованием по меньшей мере трех рядов фильер, установленных последовательно.
13. Способ по п. 11, в котором пропускание пропитанных связующим нитей ровинга осуществляют через фильеры, площадь поперечного сечения которых в одном ряду фильер совпадает.
14. Способ по п. 11, в котором пропускание пропитанных связующим нитей ровинга осуществляют через фильеры, площадь поперечного сечения по меньшей мере одной из которых в одном ряду фильер отличается от других.
15. Способ по п. 11, в котором пропускают через фильеры по меньшей мере два вида нитей ровинга, выбираемых из следующих: стеклоровинг, базальтовый ровинг, углеводородный ровинг, арамидный ровинг, формирование структуры стержня осуществляют из пучков нитей ровинга по меньшей мере двух видов.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 2001 |
|
RU2194617C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 1994 |
|
RU2075577C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| DE 3937196 A1, 16.05.1991 | |||
| Устройство для автоматического управления к механическому штабелировщику | 1959 |
|
SU132106A1 |
| ФИЛЬЕРА ДЛЯ ФОРМОВАНИЯ КОМПЛЕКСНОЙ НИТИ | 2012 |
|
RU2608917C2 |
| Предохранительное устройство ворот шлюза | 1986 |
|
SU1384659A1 |
| US 4330989 A, 25.05.1982 | |||
| Способ изготовления стержня для армирования бетона | 1989 |
|
SU1735532A1 |

