Данное изобретение относится к разработке способа и системы для послойного формирования трехмерных моделей из чистого порошкообразного материала или предварительно смешанного с активатором, путем послойного нанесения и связывания частиц каждого слоя с применением связующего вещества, добавляемого только там, где генерируется твердое тело модели. Затем эту процедуру повторяют до тех пор, пока не будет сформирован весь шаблон. Данный способ и система имеют широкий спектр применений в различных областях, особенно при литье для производства готовых высокоточных песчаных форм и/или сердечников непосредственно из трехмерной компьютерной модели. Данный способ и система устраняют необходимость создания физических форм и позволяют создавать очень сложные шаблоны литья без необходимости использования физической модели, что, в свою очередь, сокращает сроки изготовления литейных заготовок, что позволяет разрабатывать новые конструкции, формы и методы снижения массы.
УРОВЕНЬ ТЕХНИКИ
Известны системы для послойного формирования трехмерных моделей из порошкообразного материала (US 2013/0220570 А1), где сыпучий порошкообразный материал наносится устройством, которое после применения быстро возвращается в исходное положение. Когда данное устройство возвращается в исходное положение, активируется второе устройство, которое, в свою очередь, наносит связующее вещество, проходя через всю рабочую зону и после завершения его возврата возвращается в исходное положение. Действия выполняются последовательно, что приводит к затягиванию процесса.
В других известных системах, устройства для осаждения порошкообразного материала и связующего вещества перемещаются в одном направлении (US 2013/0220570 А1, US 8567477 В2) или помещается на один лоток (US 2001/0050448 A1, US 8,021,139 В2) с одинаковой скоростью перемещения и одно- или двусторонним движением.
WO 01/96048 А1 относится к системе движения в одностороннем направлении устройства для нанесения порошка, и, перпендикулярно к системе перемещения устройства для нанесения связующего вещества, передвигающегося в одной плоскости, обе системы работают при движении в одном направлении, возвращаются в исходное положение холостыми, таким образом ожидая, когда другое устройство завершит свое действие. Дополнительно, устройство для нанесения связующего вещества не наносит связующее вещество за один ход по всей ширине рабочей поверхности, а сканирует его шаг за шагом.
Недостатком известных решений является то, что рабочий цикл является длительным из-за наличия неперекрывающихся периодов возврата устройства для нанесения порошкообразного материала в исходное положение, что приводит к снижению общей производительности. Движение в одностороннем направлении устройства для нанесения порошкообразного материала и обратный ход на холостом ходу, и движение в том же направлении или перпендикулярно устройству для нанесения связующего вещества означают, что оба устройства продолжительно ожидают возврата в исходное положение во время каждого цикла операции.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Задача данного патента состоит в том, чтобы создать систему для послойного формирования трехмерных моделей, которая заменит классический метод производства песчаных форм, сократит время изготовления форм литья и повысит точность, а также позволит создавать более сложные формы без необходимости обрабатывать заготовку (например, углы литья, линии разделения и т.д.). Дополнительно, это позволит создавать комбинированные многокластерные формы со встроенными сердечниками без технических ограничений, налагаемых необходимостью сборки форм и сердечников.
Данная задача решена путем разработки нового способа и новой системы для организации рабочих движений и дозирования исходного порошкообразного материала, а также его нанесения в рабочей зоне машины.
Разработан способ для послойного формирования трехмерных моделей из порошкообразного материала, включающий несколько последовательных нанесений порошкообразного материала и подходящего связующего вещества на вертикально подвижную рабочую поверхность, где порошкообразный материал наносится устройством для нанесения порошкообразного материала и связующее вещество селективно наносят с помощью устройства для нанесения связующего вещества по предварительно заданному шаблону на соответствующий слой формируемого объекта, посредством чего указанные выше устройства наносят последовательно, соответственно, порошкообразный материал и связующее вещество перемещаются вперед и назад перпендикулярно друг другу между двумя различными конечными положениями для каждого устройства, и указанное перемещение указанных выше устройств происходит вдоль двух практически горизонтальных плоскостей, параллельных друг другу по рабочей поверхности. В соответствии с данным изобретением два устройства для нанесения наносят соответственно порошкообразный материал и связующее вещество в обоих направлениях во время их перемещения между конечными положениями. Рабочий цикл нанесения для данного способа включает:
- стадию нанесения порошкообразного материала с помощью устройства для нанесения в одном направлении,
- последующую стадию селективного нанесения связующего вещества на слой порошкообразного материала с помощью устройства для нанесения связующего вещества в перпендикулярном направлении,
- стадию понижения рабочей поверхности на один шаг, равный толщине слоя порошкообразного материала, который должен быть нанесен в течение следующего рабочего цикла,
- повторение стадий нанесения в том же порядке во время возврата устройств для нанесения, и последующую стадию опускания рабочей поверхности на один шаг дополнительно.
Вышеуказанный цикл нанесения повторяют несколько раз, пока не будет сгенерирована трехмерная модель.
Предпочтительно, в течение каждого рабочего цикла устройство для нанесения порошкообразного материала загружают при помощи устройства подачи, расположенного в одном из конечных положений устройства для нанесения. Загрузку выполняют полностью в течение стадии обратного хода устройства для нанесения связующего вещества, и количество загруженного материала является достаточным для нанесения двух слоев порошкообразного материала.
Предпочтительно, стадии нанесения порошкообразного материала включают процессы выравнивания и сглаживания слоев, в результате чего взаимная установка устройства для нанесения порошкообразного материала и устройства для нанесения связующего вещества в отношении движения вдоль параллельных плоскостей выполняется относительно плоскости, полученной в результате нанесения, выравнивания и сглаживания порошкообразного материала.
В предпочтительном варианте исполнения данного изобретения связующее вещество наносят селективно посредством микроинъекции с помощью набора сопел, расположенных в устройстве для нанесения связующего вещества, так что они позволяют нанесение на всю площадь рабочей поверхности без зазоров в покрытии, а связующее вещество непрерывно подают на устройство для нанесения связующего вещества без пауз для загрузки.
Устройство разработано для нанесения порошкообразного материала как части системы для послойного формирования трехмерных моделей из порошкообразного материала. Данное устройство состоит из корпуса, контейнера для сыпучего порошкообразного материала, дозирующего ролика, расположенного под контейнером вдоль устройства, приводного механизма для ролика, двух ограничителей, расположенных с обеих сторон дозирующего ролика, опоры, расположенной под дозирующим роликом, двух лотков для порошкообразного материала, расположенных под дозирующим роликом, симметрично с обеих сторон центрированного продольного сглаживающего элемента. Дозирующий ролик может вращаться в обоих направлениях в зависимости от направления движения устройства для нанесения порошкообразного материала, так что материал может подаваться попеременно с обеих сторон сглаживающего элемента через лотки.
Предпочтительно, контейнер должен удерживать достаточное количество порошкообразного материала для двух слоев.
Предпочтительно, чтобы устройство для нанесения порошкообразного материала также имело два клапана, которые позволяют открывать один лоток порошкообразного материала, в то время как другой закрыт в зависимости от направления движения дозирующего ролика, при этом в рабочем режиме лоток перед сглаживающим элементом открыт в направлении движения устройства.
Система для послойного формирования трехмерных моделей из порошкообразного материала, разработанная в соответствии со способом по данному изобретению, состоит из вертикальной скользящей рабочей поверхности, устройства для нанесения порошкообразного материала, устройства для нанесения связующего вещества, которое следует заданному шаблону в пределах одного слоя генерируемого объекта, загрузочного устройства для подачи порошкообразного материала в устройство для нанесения, блока управления, обеспечивающего включение и управление системой, и направляющих для устройств для нанесения. Устройства для нанесения сконструированы таким образом, чтобы позволять перемещение вперед и назад вдоль указанных направляющих по двум перпендикулярным траекториям между соответствующими конечными положениями для каждого устройства, где два указанных выше устройства для нанесения способны перемещаться и, соответственно, наносить порошкообразный материал и связующее вещество в двух горизонтальных плоскостях параллельно друг другу и рабочей поверхности. В соответствии с данным изобретением, вышеуказанные конечные положения устройств для нанесения находятся за пределами рабочей области другого устройства. Два устройства для нанесения сконструированы таким образом, что они могут наносить соответственно порошкообразный материал и связующее вещество в обоих направлениях между их конечными положениями.
В предпочтительном варианте осуществления системы для послойного формирования моделей из порошкообразного материала, направляющие двух устройств для нанесения взаимно перпендикулярны и расположены на расстоянии друг от друга. Верхняя направляющая установлена на соответствующем устройстве для нанесения, а нижняя направляющая установлена под соответствующим устройством для нанесения, чтобы обеспечивать то, что два устройства для нанесения проходят относительно друг друга без столкновения во время работы.
В предпочтительном варианте осуществления изобретения, устройство для нанесения порошкообразного материала является устройством, описанным выше в соответствии с данным изобретением.
В предпочтительном варианте осуществления изобретения начальное положение устройства для нанесения порошкообразного материала находится под загрузочным устройством.
В одном варианте осуществления изобретения устройство для нанесения связующего вещества основано на принципе микроинъекции и имеет несколько ступенчатых насадок для нанесения с соплами, где количество насадок для нанесения таково, что их общая рабочая ширина равна рабочей поверхности в направлении движения рассматриваемого устройства, что позволяет покрыть всю рабочую поверхность.
В другом альтернативном варианте осуществления изобретения устройство для нанесения связующего вещества основано на принципе микроинъекции и имеет одну или несколько ступенчатых насадок с соплами, общая ширина которых меньше ширины рабочей поверхности в направлении движения рассматриваемого устройства, и приводное устройство для линейного перемещения насадок для нанесения в поперечном направлении относительно траектории устройства для нанесения связующего вещества.
Преимущество предлагаемого способа и системы для трехмерного формирования заключается в том, что в дополнение к сохранению всех положительных характеристик подобных существующих и известных машин, процесс значительно ускоряется, и поэтому полученные модели литья являются более дешевыми.
Процесс происходит быстрее благодаря конструкции системы, которая не требует, чтобы устройство для нанесения порошкообразного материала возвращалось в исходное (начальное) положение после нанесения одного слоя порошкообразного материала, но оставалось во втором конечном положении во время нанесения связующего вещества. Аналогично, после выполнения рабочего хода, не возвращаясь в исходное положение, устройство для нанесения связующего вещества ожидает, чтобы устройство для нанесения порошкообразного материала нанесло новый слой и вернулось в исходное положение, после чего устройство для нанесения связующего вещества возвращается в его исходное положение, нанося новый слой связующего вещества.
Два устройства для нанесения взаимно перпендикулярны и перемещаются по перпендикулярным траекториям с системно-специфичной скоростью, оптимальной для соответствующего процесса. Именно это позволяет выполнять требуемый цикл без простоя, что увеличивает общую производительность оборудования.
Предлагаемое решение устраняет вышеуказанные недостатки известных решений, предлагая структуру, которая позволяет использовать рабочий цикл без периода ожидания в исходном положении устройства для нанесения порошкообразного материала, поскольку оно может работать в двух направлениях. Количество материала, загружаемого в устройство для нанесения порошкообразного материала, устанавливают таким образом, что оно может перемещаться вперед и назад (нанося два слоя материала) одной загрузкой, что может выполняться в исходном положении после второго цикла. Более того, время процесса загрузки порошкообразного материала и нанесение связующего вещества на второе устройство для нанесения перекрываются. С устранением возвратного холостого хода устройства для нанесения порошкообразного материала и двойного сканирования на рабочем и холостом ходу устройства для нанесения связующего вещества увеличивается производительность рабочего цикла и общая производительность всей системы.
Способ и система в соответствии с данным изобретением позволяют создавать более сложные формы, без необходимости обрабатывать заготовку (например, углы литья, линии разделения и т.д.). Этот результат достигается за счет устранения требований к физической модели и ее выявлению, что определяет технические углы и ограничения.
Кроме того, способ и система позволяют генерировать комбинированные многокластерные формы со встроенными сердечниками без технических ограничений для сборки форм и сердечников, поскольку они производятся одновременно. Поэтому нет необходимости конструировать отдельно и по частям формы и сердечники, устраняя необходимость в дальнейшей сборке и моделировании полостей пресс-формы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Способ и система для послойного формирования трехмерных моделей из порошкообразного материала в соответствии с данным изобретением подробно описаны в предпочтительных вариантах осуществления изобретения, представленных в качестве примеров, которые не ограничивают объем, изобретения, со ссылкой на прилагаемые чертежи, где:
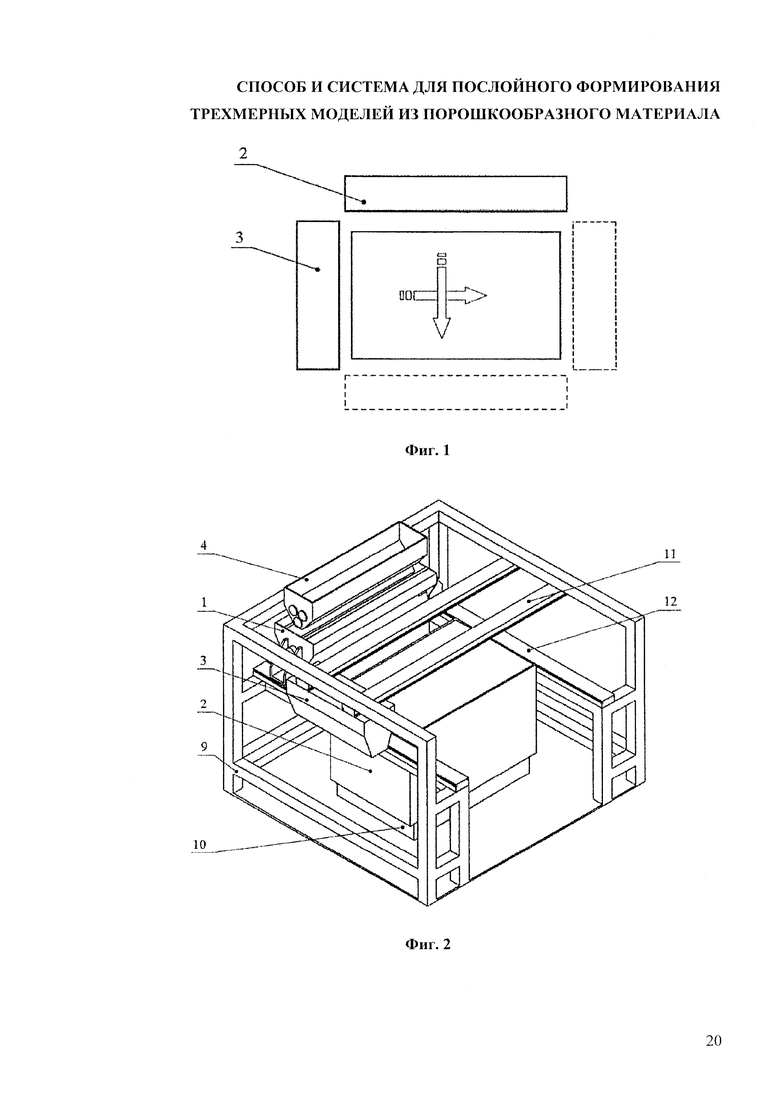
На Фиг. 1 показана схема траекторий устройств для нанесения между двумя конечными положениями во взаимно перпендикулярных направлениях согласно данному изобретению.
На Фиг. 2 показан схематический вид системы для послойного формирования трехмерных моделей из порошкообразного материала в соответствии с данным изобретением с использованием устройств для нанесения 1 и 3 в исходных положениях.
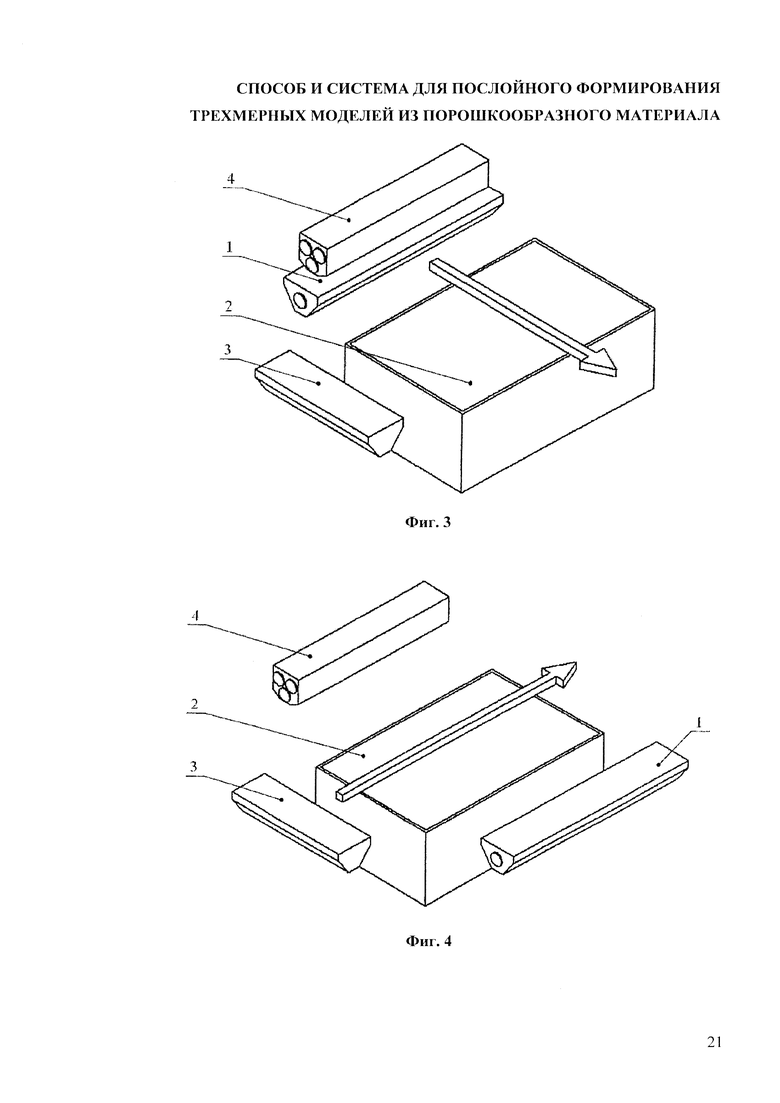
Фиг. 3 представляет собой упрощенное изображение системы в соответствии с Фиг. 2 с устройствами для нанесения 1 и 3 в исходных положениях в начале последовательного рабочего цикла. Стрелка указывает направление перемещения устройства для нанесения порошкообразного материала 1.
На Фиг. 4 показана система в начале второй стадии рабочего цикла, когда устройство для нанесения порошкообразного материала 1 выполнило первый наносящий ход и находится во втором конечном положении напротив его исходного положения, и устройство для нанесения связующего вещества 3 находится в движении, выполняя его первое селективное нанесение. Стрелка указывает направление перемещения устройства для связующего вещества 3.
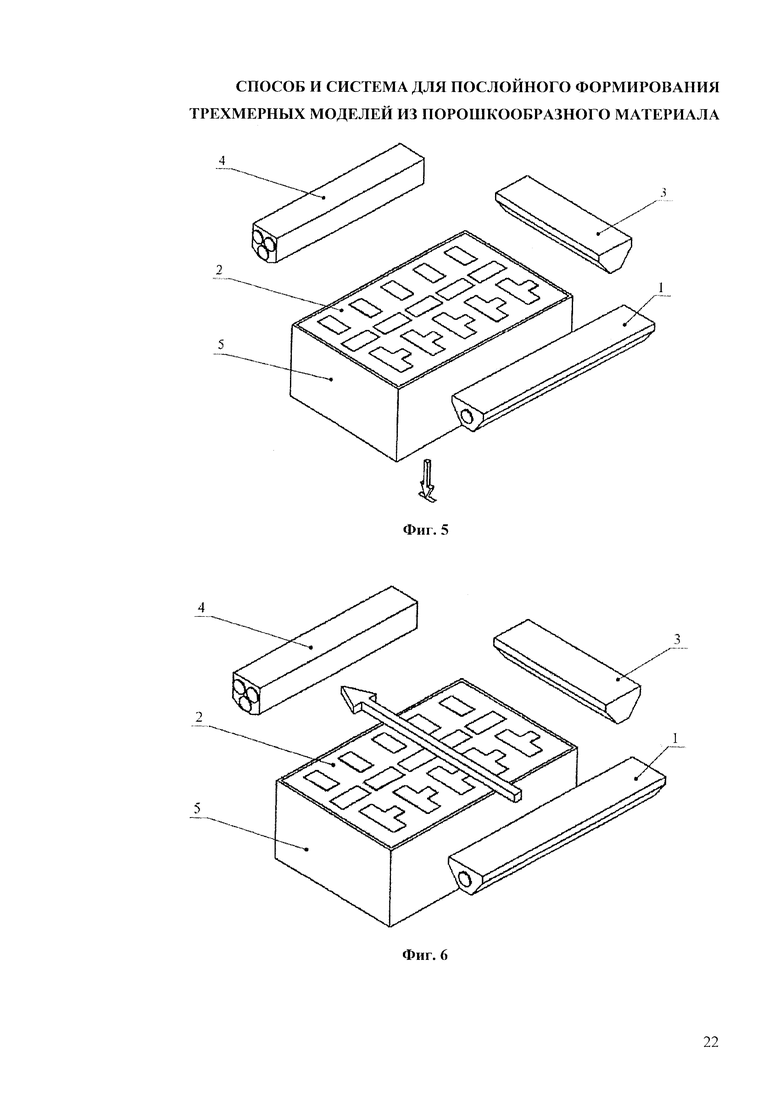
На Фиг. 5 показана система на следующей стадии рабочего цикла, когда устройство для нанесения связующего вещества 3 выполнило первое селективное нанесение связующего вещества и находится во втором конечном положении напротив исходного положения. Рабочая поверхность 2 опускается на один шаг, равный толщине слоя порошкообразного материала для нанесения на следующей стадии рабочего цикла.
На Фиг. 6 показана система на следующей стадии рабочего цикла, когда устройство для нанесения порошкообразного материала 1 переходит из своего второго конечного положения в исходное положение во время последующего нанесения, в то время как устройство для нанесения связующего вещества 3 находится во втором конечном положении.
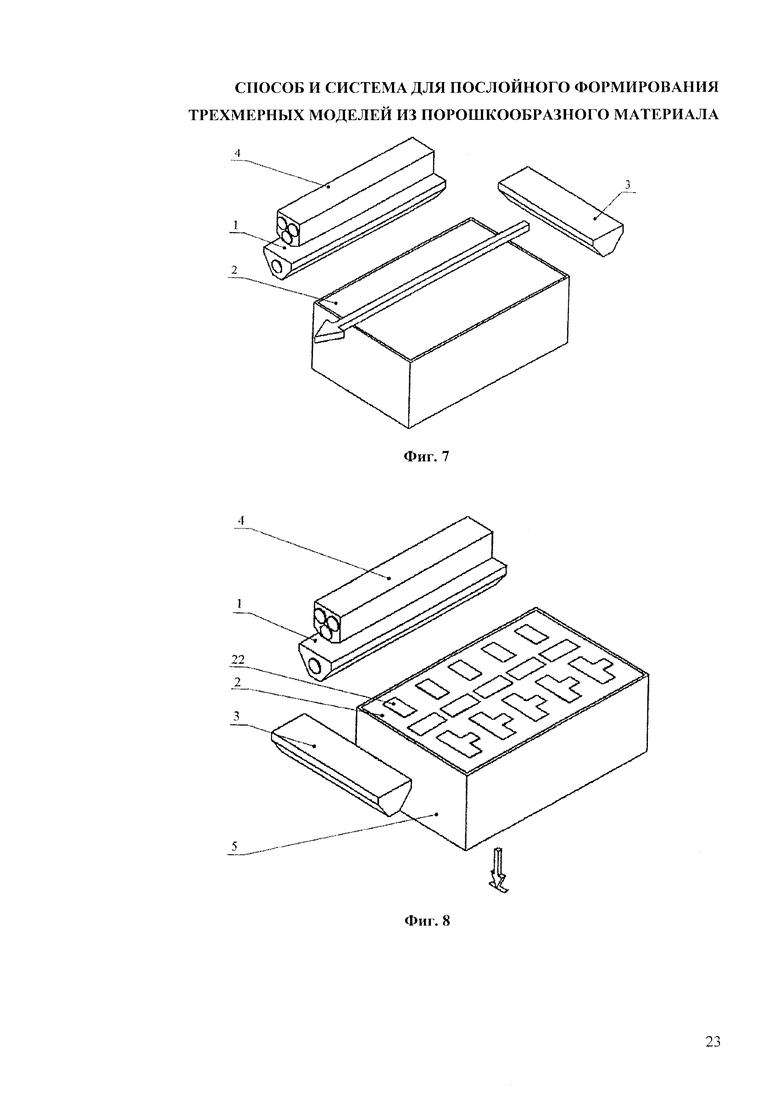
На Фиг. 7 показана система на следующей стадии рабочего цикла, когда устройство для нанесения порошкообразного материала 1 наносит следующий слой порошкообразного материала и находится в его исходном положении, где его загружают материалом, достаточным для двух ходов, тогда как устройство для нанесения связующего вещества 3 перемещается из своего второго конечного положения в исходное положение и наносит связующее вещество.
На Фиг. 8 показана система на конечной стадии рабочего цикла, когда устройство для нанесения порошкообразного материала 1 находится в исходном положении, загруженное новым материалом, достаточным для двух ходов, и устройство для нанесения связующего вещества 3 завершило второе селективное нанесение, также в исходном положении, при этом рабочая поверхность 2 опускается на один шаг, равный толщине слоя порошкообразного материала, который должен быть нанесен на следующей стадии рабочего цикла. Таким образом, вся система находится в исходном состоянии аналогично Фиг. 2 для начала нового цикла.
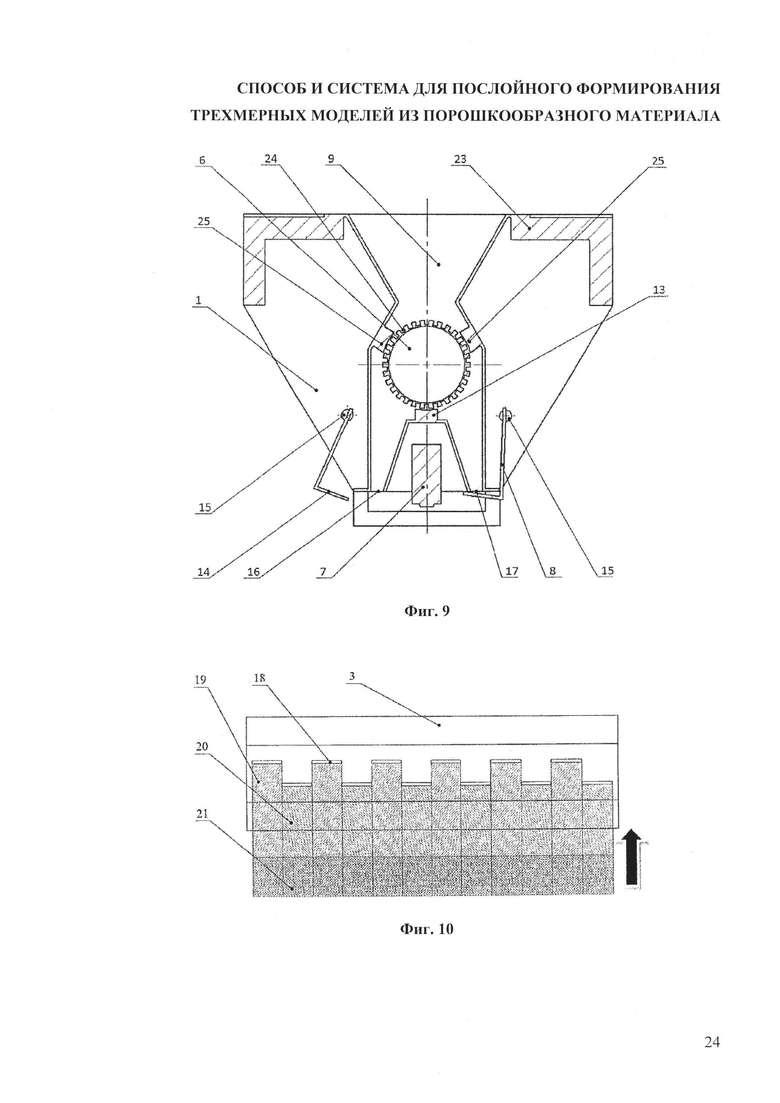
На Фиг. 9 показано поперечное сечение предпочтительного варианта осуществления устройства для нанесения порошкообразного материала в соответствии с данным изобретением.
На Фиг. 10 показана схема устройства для нанесения связующего вещества со ступенчатыми соплами
ПРИМЕР ВЫПОЛНЕНИЯ И РАБОТЫ ИЗОБРЕТЕНИЯ
Способ послойного формирования трехмерных моделей из порошкообразного материала в соответствии с данным изобретением включает несколько последовательных нанесений порошкообразного материала и подходящего связующего вещества на вертикально подвижную рабочую поверхность 2. Порошкообразным материалом может быть, например, литейный песок (формовочный песок) с размером зерна приблизительно 0,2 мм, и подходящим связующим веществом может быть фурановая смола. Для специалиста в данной области очевидно, что порошкообразный материал может быть любым материалом, подходящим для этой цели, и связующим веществом может быть любой материал, подходящий для связывания соответствующего порошкообразного материала.
Нанесение осуществляют соответственно устройством для нанесения порошкообразного материала 1 и устройством для нанесения связующего вещества 3, которое наносит связующее вещество по заданной схеме на один слой генерируемого объекта. Вышеуказанные устройства для нанесения 1 и 3 перемещаются вперед и назад вдоль двух перпендикулярных траекторий между соответствующими конечными положениями для каждого устройства. Два устройства для нанесения 1 и 3 наносят соответственно порошкообразный материал и связующее вещество в двух по существу горизонтальных плоскостях, параллельных друг другу и на рабочую поверхность 2, выполняя нанесение в обоих направлениях перемещения между их конечными положениями. Устройства для нанесения 1 и 3 перемещаются и наносят соответствующее вещество с другой оптимальной скоростью в зависимости от процесса.
Способ в соответствии с данным изобретением выполняют в рабочем цикле нанесения, включающем:
- стадию нанесения слоя порошкообразного материала с помощью устройства для нанесения 1 в одном направлении (Фиг. 2 или 3),
- последующую стадию селективного нанесения связующего вещества на слой порошкообразного материала устройством для нанесения связующего вещества 3 в перпендикулярном направлении (Фиг. 4),
- стадию опускания рабочей поверхности 2 на один шаг, равный толщине слоя порошкообразного материала, подлежащего нанесению в течение следующей стадии рабочего цикла (Фиг. 5),
- повторение стадий нанесения в одной и той же последовательности в обратных направлениях перемещения устройств для нанесения 1 и 3 (Фиг. 6 и 7), а также
- последующую стадию опускания рабочей поверхности 2 (Фиг. 8).
На практике один полный рабочий цикл состоит из двух таких запусков устройств для нанесения порошкообразного материала и связующего вещества.
Вышеуказанный рабочий цикл нанесения повторяют несколько раз, пока не будет сгенерирован трехмерный объект.
Порошкообразный материал наносится по всей рабочей области за один ход, что значительно улучшает рабочую скорость. Нанесение материала осуществляют путем координации (согласования) дозирования количества и скорости перемещения устройства подачи.
Зоны с селективно нанесенным связующим веществом очерчивают контур трехмерного формирования форм 22 на рабочей поверхности 2 путем связывания порошкообразного материала в твердую структуру, в то время как оставшийся материал остается в виде порошка.
Предпочтительно, при каждом рабочем цикле устройство для нанесения порошкообразного материала 1 должно загружаться загрузочным устройством 4, расположенным в исходном положении устройства для нанесения порошкообразного материала 1, где загрузка завершается во время рабочей стадии устройства для нанесения связующего вещества 3, когда оно возвращается (Фиг. 7). Количество загруженного материала должно быть достаточным для нанесения двух слоев, таким образом, чтобы система для нанесения порошкообразного материала 1 могла наносить один слой, ожидать во втором конечном положении нанесения связующего вещества и наносить другой слой, возвращаясь в исходное положение для его повторной перезагрузки. Таким образом, время перезагрузки включается в рабочий цикл без его продления, что приводит к повышению общей производительности системы.
В предпочтительном варианте осуществления изобретения стадии нанесения порошкообразного материала также включают выравнивание и сглаживание слоя, в результате чего взаимная траектория установки параллельных плоскостей для перемещения устройства для нанесения порошкообразного материала 1 и устройства для нанесения связующего вещества 3 выполняется на основе плоскости, возникающей в результате нанесения, выравнивания и сглаживания порошкообразного материала.
Предпочтительно связующее вещество наносят селективно посредством микроинъекции набором сопел, расположенных в устройстве для нанесения связующего вещества 3, расположенного таким образом, чтобы обеспечить возможность нанесения на всю рабочую поверхность рабочей поверхности 2 без каких-либо зазоров на покрытии (Фиг. 10); связующее вещество непрерывно подают в устройство для нанесения 3 без задержки на загрузку.
В соответствии с данным изобретением, система для послойного формирования трехмерных моделей при помощи способа, описанного выше и схематично представленного на Фиг. 2, состоит из вертикально подвижной рабочей поверхности 2, устройства для нанесения порошкообразного материала 1, устройства для нанесения связующего вещества 3 по заданному шаблону над слоем генерируемого объекта, загрузочного устройства 4 для перезагрузки устройства для нанесения порошкообразного материала 1, блока управления (не показан на чертежах), запускающего и управляющего направляющими 11 и 12 соответственно для каждого из устройств для нанесения 1 и 3. Устройства для нанесения 1 и 3 сконструированы таким образом, чтобы обеспечить перемещение вперед и назад вдоль вышеуказанной направляющей 11 и 12 во взаимно перпендикулярных направлениях между двумя различными конечными положениями для каждого устройства, расположенного вне диапазона перемещения другого устройства (Фиг. 1). Перемещение двух указанных устройств для нанесения 1 и 3 и, соответственно, нанесения порошкообразного материала и связующего вещества, осуществляют в двух плоскостях, которые параллельны друг другу и рабочей поверхности 2. Указанные два устройства для нанесения 1 и 3 сконструированы таким образом, чтобы обеспечить двунаправленную работу для того, чтобы наносить соответственно порошкообразный материал и связующее вещество в обоих направлениях перемещения между их конечными положениями.
Порошкообразный материал может быть предварительно смешан с активирующим агентом.
В предпочтительном варианте осуществления изобретения вертикально подвижная рабочая поверхность 2 представляет собой вертикально подвижное дно контейнера 5, в котором генерируют трехмерный объект.
Опорная конструкция системы может быть металлическим каркасом, расположенным на опорной плите с подъемной системой 10 для рабочей поверхности 2, вдоль которой перемещается контейнер 5.
Общая конструкция системы может рассматриваться как многоуровневая. Контейнер, прикрепленный к раме машины, перемещается на первом уровне, который также содержит подъемную систему для рабочей поверхности 2 - в данном случае - дно контейнера. Порошкообразный материал и связующее вещество наносят на втором уровне, в котором также размещены устройства, необходимые для выполнения этих действий, вместе с их приводами. На третьем уровне расположены устройства загрузки для рабочего процесса, а также электрические системы и системы управления.
Цикл работы системы для послойного формирования трехмерных объектов из порошкообразного материала описан выше в отношении способа. Эти взаимно перпендикулярные и последовательные кинематики позволяют завершить рабочий цикл с оптимальной скоростью и в кратчайшие сроки для соответствующего процесса.
В предпочтительном варианте осуществления изобретения (Фиг. 2) направляющие 11 и 12, соответственно, для двух устройств для нанесения 1 и 3 взаимно перпендикулярны и расположены один над другим. Верхняя направляющая 11 или 12 расположена над соответствующим устройством для нанесения 1 или 3, тогда как нижняя направляющая 11 или 12 расположена под соответствующим устройством для нанесения 1 или 3. Таким образом обеспечивается, чтобы два устройства для нанесения 1 и 3 проходили друг относительно друга без столкновения во время их работы.
В примере, показанном на Фиг. 2 для варианта осуществления изобретения, направляющие сконструированы в виде пары параллельных рельсов для каждого устройства для нанесения. В этом случае верхняя направляющая 11 расположена над устройством для нанесения связующего вещества 3, которое приводится в действие приводным механизмом (не показан на Фигуре). Нижняя направляющая 12 расположена под устройством для нанесения порошкообразного материала 1, которое перемещается вдоль его рельсов. Две направляющие должны обеспечивать параллельность плоскостей перемещения.
Как показано на Фиг. 2, устройство для нанесения порошкообразного материала 1 в его исходном положении расположено под загрузочным устройством 4.
В предпочтительном варианте осуществления изобретения устройство для нанесения связующего вещества 3 основано на принципе микроинъекции и имеет форму балки, с обеих сторон которой имеется 18 ступенчатых насадок с соплами для впрыскивания связующего вещества. Количество насадок для нанесения таково, что их общая рабочая ширина (представленная дорожками 19 и 20) равна ширине рабочей поверхности 21 вдоль оси движения этого устройства (Фиг. 10). Это позволяет выполнять нанесение за один ход. Если система должна быть сконструирована по более низкой цене, можно использовать и сконструировать одну или несколько головок для нанесения таким образом, чтобы они перемещались перпендикулярно вдоль балки, чтобы покрыть всю рабочую поверхность.
В предпочтительном варианте осуществления изобретения, показанном на Фиг. 9, устройство для нанесения порошкообразного материала включает корпус 23, контейнер 9 для сыпучего порошкообразного материала, дозирующий ролик 6, расположенный под контейнером 9 вдоль длины устройства, и привод для ролика (не показан на Фигуре). На обеих верхних сторонах дозирующего ролика 6 имеются два ограничителя для порошкообразного материала 25. Под дозирующим роликом 6 имеется опора 13, причем дозирующий ролик 6 установлен на подшипниках по бокам корпуса 23 (не показанных на Фигуре). Параллельно под дозирующим роликом 6 имеются два лотка 16 и 17 для подачи порошкообразного материала. Лотки 16 и 17 для подачи порошкообразного материала симметрично установлены с обеих сторон центрированного продольного сглаживающего элемента 7. Дозирующий ролик 6 имеет специальную эластичную крышку с продольными канавками 24 для транспортировки и дозирования порошкообразного материала и может вращаться в обоих направлениях в зависимости от траектории устройства для нанесения порошкообразного материала 1, так что порошкообразный материал может подаваться поочередно с обеих сторон через один из двух лотков, расположенных перед сглаживающим элементом 7 вдоль траектории устройства. Контейнер 9 для порошкообразного материала заполняют таким образом, чтобы обеспечить достаточное количество для двух слоев. Устройство для нанесения 1, описанное выше, обеспечивает двунаправленное нанесение сыпучего порошкообразного материала в соответствии со способом настоящего изобретения.
Предпочтительно, сглаживающий элемент 7 колеблется поперек направления движения и имеет специальное износостойкое покрытие.
Чтобы предотвратить нанесение остаточных количеств материала, конструкция включает два клапана 8 и 14, которые открывают лотки 16 и 17. В варианте осуществления изобретения, показанном на Фиг. 9, клапаны 8 и 14 являются L-образными, но может использоваться другая подходящая конфигурация. Предпочтительно, клапаны 8 и 14 шарнирно смонтированы на боковых стенках корпуса 23 на поворотных осях 15, которые проходят параллельно оси вращения дозирующего ролика 6. Клапаны 8 и 14 открываются и закрываются в зависимости от направления вращения дозирующего ролика 6. Клапан 8 предназначен для закрытия лотка 17 и соответственно клапана 14 для закрытия лотка 16, когда соответствующий лоток расположен за сглаживающим элементом 7 вдоль направления движения устройства. Например, если лоток 17 находится за сглаживающим элементом 7 относительно траектории устройства, указанный лоток 17 будет закрыт в этом направлении клапаном 8, одновременно откроется лоток 16.
Устройство для нанесения порошкообразного материала можно рассматривать как балку, жестко прикрепленную на одном конце к приводному механизму, что обеспечивает приведение в действие с определенной скоростью и ускорением. На другом конце она гибко прикреплена к другому элементу привода. Это эластичное звено позволяет компенсировать неточности изготовления или монтажа, а также справляться с продольными деформациями, возникающими в следствие температурной деформации или использования неоднородных материалов. Это стало возможным благодаря эластичным элементам, которые дают возможность для деформации вдоль оси наносящей системы. Два линейных привода синхронизированы между собой при помощи жесткого соединения, которое осуществляется синхронизирующим валом, чтобы не было отставания между двумя краями.
Для специалистов в данной области ясно, что можно выполнить множество модификаций данного способа и данной системы для послойного формирования трехмерных объектов из порошкообразного материала, где данные модификации также охватываются изобретением, определяемым в прилагаемой формуле изобретения. Все элементы системы могут быть заменены технически эквивалентными компонентами.
Ссылочные номера технических признаков включены в формулу изобретения только для дополнительного уточнения, и поэтому эти ссылочные номера не являются ограничительными в отношении интерпретации компонентов, обозначенных ими.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и система прямого литья отливок путем послойного формирования композитных монолитных литейных форм | 2016 |
|
RU2698166C2 |
| Устройство для селективного лазерного спекания изделий из порошковых полимерных материалов | 2021 |
|
RU2773558C1 |
| Устройство для селективного лазерного спекания изделий | 2022 |
|
RU2797802C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ФОРМИРУЮЩЕГО МАТЕРИАЛА ПРИ ГЕНЕРАТИВНОМ МЕТОДЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2717802C2 |
| Устройство для селективного лазерного спекания изделий из мелкодисперсного полимерного порошка | 2022 |
|
RU2801703C1 |
| Установка для послойного синтеза трехмерных изделий из порошковых материалов и переливной колодец для данной установки | 2024 |
|
RU2835266C1 |
| Способ серийного производства изделий из нескольких порошковых материалов методом прямого лазерного выращивания | 2023 |
|
RU2812448C1 |
| Устройство для получения изделий из порошковых материалов | 2023 |
|
RU2825246C1 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ТРЕХМЕРНОГО ИЗДЕЛИЯ И СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНОГО ИЗДЕЛИЯ | 2006 |
|
RU2417890C2 |
Изобретение относится к способу и системе для послойного формирования трехмерных объектов из порошкообразного материала. Способ включают последовательное нанесение порошкообразного материала и подходящего связующего вещества на вертикально подвижную рабочую поверхность (2). Нанесение осуществляют с помощью устройства для нанесения порошкообразного материала (1) и устройства для нанесения связующего вещества (3). Два устройства для нанесения (1 и 3) работают в двух взаимно перпендикулярных направлениях вдоль двух горизонтальных плоскостей, параллельных друг другу, и рабочей поверхности (2), выполняя нанесение в обоих направлениях перемещения между их конечными положениями. Устройства для нанесения (1 и 3) перемещают и наносят соответствующее вещество с различной оптимальной скоростью в зависимости от процесса. Данный способ и система имеют широкий спектр применений в литейной промышленности для создания сплошных песчаных форм и/или высокоточных сердечников непосредственно из трехмерной компьютерной модели. Техническим результатом изобретения является сокращение времени, необходимое для создания форм литья и повышения точности, а также создание более сложной формы без необходимости в физической модели. 3 н. и 10 з.п. ф-лы, 10 ил.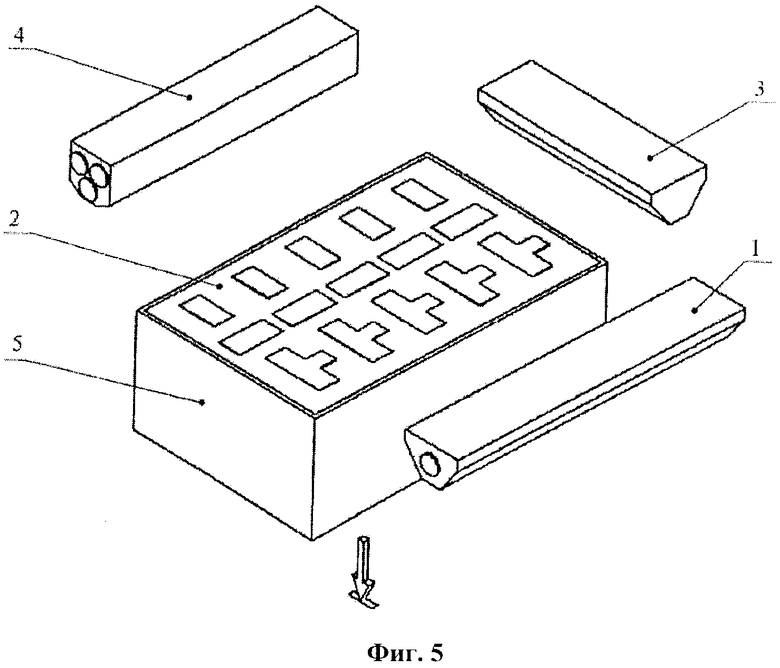
1. Способ послойного формирования трехмерных объектов из порошкообразного материала, включающий последовательное нанесение порошкообразного материала и подходящего связующего вещества на вертикально подвижную рабочую поверхность (2), где нанесение порошкообразного материала выполняют с помощью устройства для нанесения (1), и связующее вещество селективно наносят другим устройством для нанесения (3), в соответствии с предварительно заданным шаблоном над слоем генерируемого объекта, посредством чего указанные устройства для нанесения (1 и 3) наносят в последовательности, соответственно перемещая порошкообразный материал и связующее вещество назад и вперед в двух взаимно перпендикулярных направлениях между двумя конечными положениями для каждого устройства, где перемещение двух указанных устройств для нанесения (1 и 3) и соответствующее нанесение порошкообразного материала и связующего вещества выполняют вдоль двух по сути горизонтальных плоскостей, которые параллельны друг другу и рабочей поверхности (2), отличающийся тем, что два указанных выше устройства для нанесения (1 и 3) наносят соответственно порошкообразный материал и связующее вещество в обоих направлениях перемещения между соответствующими конечными положениями, а рабочий цикл включает цикл нанесения слоя порошкообразного материала устройством для нанесения (1) в одном направлении, за которым следуют цикл селективного нанесения связующего вещества на слой порошкообразного материала с помощью устройства для нанесения связующего вещества (3), перемещающегося вдоль перпендикулярной траектории, стадию опускания рабочей поверхности (2) на один шаг, равный толщине слоя порошкообразного материала, который должен быть нанесен во время следующей стадии рабочего цикла, повторение стадий нанесения в той же самой последовательности при обратном перемещении устройств для нанесения (1 и 3), в соответствии с последовательностью стадий понижения рабочей поверхности (2) на другой шаг, причем указанный выше цикл нанесений повторяют несколько раз, пока трехмерный объект не будет завершен.
2. Способ послойного формирования трехмерного объекта из порошкообразного материала по п. 1, отличающийся тем, что в течение каждого рабочего цикла в устройство для нанесения порошкообразного материала (1) подают материал с помощью загрузочного устройства (4), расположенного в одном из конечных положений устройства для нанесения порошкообразного материала (1), в результате чего загрузка завершается во время рабочей стадии устройства для нанесения связующего вещества (3) на его обратной траектории, а загруженное количество порошкообразного материала является достаточным для нанесения двух слоев.
3. Способ послойного формирования трехмерного объекта из порошкообразного материала в соответствии с любым из предшествующих пунктов, отличающийся тем, что стадии нанесения порошкообразного материала включают процесс выравнивания и сглаживания слоя порошкообразного материала, посредством чего взаимная траектория установки параллельных плоскостей для перемещения устройства для нанесения порошкообразного материала (1) и устройства для нанесения связующего материала (3) согласовываются с плоскостью, возникающей в результате нанесения, выравнивания и сглаживания порошкообразного материала.
4. Способ послойного формирования трехмерного объекта из порошкообразного материала в соответствии с любым из предшествующих пунктов, отличающийся тем, что нанесение связующего материала выполняют селективно посредством микроинъекции при помощи набора сопел, расположенных в устройстве для нанесения связующего вещества (3), расположенного таким образом, чтобы обеспечить возможность нанесения на всю площадь рабочей поверхности рабочего стола (2) без каких-либо зазоров на покрытии, в то время как связующее вещество непрерывно подается в устройство для нанесения (3) без задержки на загрузку.
5. Устройство для нанесения порошкообразного материала как части системы для послойного формирования трехмерных моделей из порошкообразного материала, состоящее из корпуса (23), контейнера для сыпучего порошкообразного материала (9), волюметрического дозирующего ролика (6), расположенного под контейнером (9) вдоль длины устройства, приводного механизма для ролика, двух ограничителей (25), установленных с обеих сторон волюметрического дозирующего ролика (6), опоры (13), установленной под волюметрическим дозирующим роликом (6), двух лотков (16) и (17) для подачи порошкообразного материала, причем указанные лотки расположены под волюметрическим дозирующим роликом (6) симметрично с обеих сторон центрированного продольного сглаживающего элемента (7), где волюметрический дозирующий ролик (6) имеет такую форму, чтобы обеспечить вращение в обоих направлениях в зависимости от траектории устройства (1) для нанесения порошкообразного материала, чтобы материал мог подаваться попеременно с обеих сторон сглаживающего элемента (7) через лотки (16 или 17).
6. Устройство для нанесения порошкообразного материала по п. 5, отличающееся тем, что указанный контейнер (9) способен удерживать сыпучий порошкообразный материал, достаточный для нанесения двух слоев.
7. Устройство для нанесения порошкообразного материала по пп. 5 и 6, отличающееся тем, что два клапана (8 и 14) сконструированы таким образом, чтобы один клапан мог открывать один из лотков для нанесения порошкообразного материала (16 или 17) и одновременно закрывать другой лоток (16 или 17) в зависимости от направления вращения волюметрического дозирующего ролика (6), в результате чего во время работы открывается лоток, расположенный перед сглаживающим элементом (7) в направлении движения устройства.
8. Система для послойного формирования трехмерных объектов из порошкообразного материала по п. 1, содержащая вертикально подвижную рабочую поверхность (2), устройство для нанесения порошкообразного материала (1), устройство для нанесения связующего вещества (3), перемещающееся вдоль заданного шаблона над слоем генерируемого объекта, загрузочное устройство (4) для перезагрузки устройства для нанесения порошкообразного материала, (1) блок управления для запуска и управления системой и направляющие (11 и 12) соответственно для каждого из устройств для нанесения (1 и 3), где указанные устройства для нанесения (1 и 3) сконструированы таким образом, чтобы позволить перемещение вперед и назад вдоль указанных направляющих (11 и 12) в двух взаимно перпендикулярных направлениях между двумя альтернативными начальными/конечными положениями для каждого устройства для нанесения, где два устройства для нанесения (1 и 3) способны перемещаться и соответственно наносить порошкообразный материал и наносить связующее вещество в двух горизонтальных плоскостях, параллельных друг другу и рабочей поверхности (2), отличающаяся тем, что указанные конечные положения двух указанных устройств для нанесения (1 и 3) находятся за пределами диапазона перемещения другого устройства, причем два устройства для нанесения (1 и 3) выполнены таким образом, что они могут наносить, соответственно, порошкообразный материал и распыляют связующее вещество в обоих направлениях между их начальными/конечными положениями.
9. Система для послойного формирования трехмерных объектов из порошкообразного материала по п. 8, отличающаяся тем, что направляющие (11 и 12) двух устройств для нанесения (1 и 3) взаимно перпендикулярны и размещены на расстоянии одна над другой, причем направляющая (11 или 12) в более высоком положении установлена над соответствующим устройством для нанесения (1 или 3), а направляющая (11 или 12) в более низком положении смонтирована под соответствующим устройством для нанесения (1 или 3), обеспечивая, что два устройства для нанесения (1 и 3) проходят друг относительно друга без столкновения во время работы.
10. Система для послойного формирования трехмерных объектов из порошкообразного материала по пп. 8 и 9, отличающаяся тем, что устройство для нанесения порошкообразного материала (1) представляет собой устройство по пп. 5, 6 или 7.
11. Система для послойного формирования трехмерных объектов из порошкообразного материала по любому из пп. 8-10, отличающаяся тем, что начальное/конечное положение устройства для нанесения порошкообразного материала (1) расположено под загрузочным устройством (4).
12. Система для послойного формирования трехмерных объектов из порошкообразного материала по любому из пп. 8-11, отличающаяся тем, что устройство для нанесения связующего вещества (3) основано на принципе микроинъекции и имеет несколько ступенчатых насадок для нанесения (18) с соплами, где количество насадок для нанесения таково, что их общая рабочая ширина (19 и 20) равна общей ширине рабочей поверхности (21) в направлении перемещения указанного устройства, что позволяет ему покрывать всю рабочую поверхность.
13. Система для послойного формирования трехмерных объектов из порошкообразного материала по любому из пп. 8-11, отличающаяся тем, что устройство для нанесения связующего вещества (3) основано на принципе микроинъекции и имеет одну или несколько ступенчатых насадок с соплами (18), общая рабочая ширина которых меньше ширины рабочей поверхности (21) в направлении движения указанного устройства, а также имеет приводное устройство, обеспечивающее линейное перемещение головок для нанесения вбок в направлении движения устройства для нанесения связующего вещества (3).
| WO 2014138386 A1, 12.09.2014 | |||
| US 2001050448 A1, 13.12.2001 | |||
| US 2007238056 A1, 11.10.2007 | |||
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОГО ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА | 2007 |
|
RU2424904C2 |

