ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу и системе прямого литья деталей путем послойного производства композитных монолитных литейных форм из порошкообразного материала в съемном контейнере с подвижным доном путем нанесения слоев порошкообразного материала (песка) и связывания частиц каждого слоя связывающим веществом выборочно добавляемым в количествах, при которых происходит формирование твердой литейной формы в соответствии с соответствующим протоколом и последовательного повторения этой процедуры до тех пор, пока не будет сформирован полный объем монолитной литейной формы, позволяющий осуществлять в нее литье, после удаления излишков материала.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Известны способы литья изделий в литейных формах, полученных способом послойного формирования трехмерных литейных форм из порошкообразного материала. В известных способах литейные формы представляют собой две или несколько оболочек, с соответствующими сердечниками или без них, выполненных в виде отдельных элементов. После изготовления необходимо произвести сборку этих элементов и поместить форму в специальные литейные опоки. Это создает трудности при изготовлении изделия, а именно ухудшает точность, увеличивает время и стоимость процесса, что, в свою очередь, делает отливку в таких формах нерентабельной.
Известны системы послойного формирования трехмерных литейных форм из порошкообразного материала (US 2004/0035542А1, US 20040026418 А1), в которых узлы для подъема/опускания рабочей поверхности (фактически съемного дна), на которой осуществляется нанесение слоев материала, являются частью съемного контейнера. Вертикальное позиционирование подъемных/опускающих узлов осуществляют с помощью винтовых передач, расположенных в съемном контейнере.
Недостаток таких подъемных узлов со встроенным приводом состоит в том, что существует потребность в сложно реализуемой синхронизации движений, для соблюдения точности при изготовлении комплектующих элементов. Такие механизмы сложнее защитить от загрязнений и они требуют более частого технического обслуживания. Другим важным недостатком встроенного привода является невозможность использования контейнера для прямого литья из-за тепловой нагрузки и высоких уровней нагрева.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Задача изобретения - создание способа прямого литья деталей путем послойного формирования композитных литейных форм, при котором композитные литейные формы выполнены монолитными с соответствующими сердечниками. Другой задачей изобретения является обеспечение возможности прямого литья в сформированных композитных литейных формах без их удаления из контейнера, в котором они были сформированы.
Еще одной задачей настоящего изобретения является создание системы для послойного формирования трехмерных литейных форм из порошкообразного материала, в котором контейнер для формирования трехмерных литейных форм, отделен от узла подъема и опускания рабочей поверхности. Оно также призвано обеспечить компактный и надежный узел для подъема и опускания рабочей поверхности, встроенный в систему для послойного формирования трехмерных литейных форм из порошкообразного материала.
В соответствии с изобретением, для решения этих задач предложен способ прямого литья отливок путем послойного формирования композитных литейных форм, включающий в себя следующие последовательные этапы:
- этап послойного формирования композитных литейных форм, включающий последовательное нанесение порошкообразного материала и соответствующего связующего вещества на вертикально подвижную рабочую поверхность в системе для послойного формирования трехмерных объектов из порошкообразного материала, при этом нанесение связующего вещества выполняют по предварительно заданному шаблону над последующим слоем формируемых литейных форм, и упомянутая рабочая поверхность представляет собой вертикально подвижное дно съемного контейнера для прямого литья, расположенного в рабочей области системы, причем на подвижном дне формируют одну или несколько монолитных неразъемных композитных литейных форм с одним или несколькими интегрированными сердечниками или без них;
- этап опускания вниз подвижного дна после формирования одной или нескольких литейных форм в том случае, если на предыдущей стадии формирования композитных литейных форм не была использована вся рабочая высота контейнера;
- этап выведения контейнера для прямого литья с уже сформированной одной или несколькими литейными формами из рабочей зоны системы для послойного формирования трехмерных объектов из порошкообразного материала;
- этап удаления избыточного несвязанного порошкообразного материала из рабочих полостей одной или нескольких литейных форм путем его всасывания или высыпания в зависимости от конфигурации рабочих полостей, для подготовки к прямому литью в контейнер для изготовления отливок;
- этап прямого литья в одну или несколько литейных форм без их извлечения из контейнера;
- этап удаления отливок из указанного контейнера после их охлаждения и последующей очистки от остаточного порошкообразного материала;
- этап окончательного удаления литников, прибылей изложницы и других элементов из отливок для получения желаемого отливка.
Согласно предлагаемому способу композитные литейные формы изготовляют монолитными в сборе с их соответствующими сердечниками, а затем избыточный несвязанный порошкообразный материал удаляют для получения литейной формы с рабочими полостями, которую заполняют расплавленным металлом. Это позволяет обеспечить прямое литье в монолитных композитных литейных формах в съемном контейнере без необходимости изготовлять отдельно литейные формы и сердечники, как это предусматривают традиционные технологии.
Предпочтительно, чтобы удаление порошкообразного материала осуществлялось за счет вибрационного воздействия или вакуумного отсасывания, или путем сочетания обоих способов.
В предпочтительном варианте осуществления способа подвижное дно контейнера для прямого литья перемещают в вертикальном направлении между его верхним и нижним конечными положениями с помощью узла для подъема/опускания подвижного дна, встроенного в систему для послойного формирования трехмерных объектов из порошкообразного материала.
Во время изготовления литейной формы контейнер для прямого литья устанавливают и фиксируют с помощью фиксаторов в устройстве для послойного формирования трехмерных объектов.
Предложенная система для послойного формирования трехмерных объектов из порошкообразного материала для прямого литья включает в себя вертикально подвижную рабочую поверхность, узлы для многократного последовательного нанесения порошкообразного материала и соответствующего связующего вещества, следуя предварительно заданному шаблону, над слоем трехмерного объекта, создаваемого на упомянутой рабочей поверхности, при этом узлы для многократного последовательного нанесения расположены над рабочей поверхностью, представляющей вертикально подвижное дно съемного контейнера для прямого литья. Система включает также встроенный узел для подъема и поэтапного опускания упомянутого вертикально подвижного дна контейнера от верхнего конечного положения до нижнего конечного положения, при этом подвижное дно выполнено не выдвигаемым за пределы съемного контейнера при достижении нижнего конечного положения, и контейнер изготовлен из материала, который позволяет производить в него прямое литье после удаления контейнера из системы для послойного формирования трехмерных объектов.
Предпочтительно, чтобы на донной поверхности съемного контейнера были установлены четыре поворотных колеса.
Предпочтительно, чтобы система имела фиксаторы для позиционирования и фиксации съемного контейнера в рабочем положении.
В предпочтительном варианте осуществления системы узел для подъема и опускания упомянутого вертикально подвижного дна включает в себя ножничный подъемник, установленный в основании системы и расположенный под съемным контейнером, зафиксированным в системе в своем рабочем положении.
Узел для подъема и опускания вертикально подвижного дна съемного контейнера в предпочтительном варианте осуществления изобретения представляет собой систему ножничного типа, являющейся компактной и может быть неподвижно установленной под съемным контейнером. Такой ножничный подъемник расположен снаружи контейнера, что позволяет избежать недостатков, подъемного оборудования, встроенного в контейнер, а также позволяет производить прямое литье в съемный контейнер после его удаления из системы и последующей очистки от излишков несвязанного порошкообразного материала для образования рабочих полостей в дальнейшем заполняемых расплавленным металлом.
В предпочтительном варианте осуществления упомянутый ножничный подъемник состоит из двух пар удлиненных ножничных рычагов, расположенных на расстоянии друг от друга, где два рычага каждой пары расположены крест-накрест друг к другу, а обе пары рычагов соединены друг с другом в точке пересечения рычагов с помощью центральной оси и четырех концевых осей, соединяющих концы рычагов таким образом, что две концевых оси соединяют нижние концы рычагов и зафиксированы по вертикали, причем одна нижняя концевая ось также зафиксирована по горизонтали, а другая нижняя концевая ось выполнена подвижной в горизонтальном направлении по двум параллельным нижним рейкам, а две других концевых оси соединяют верхние концы рычагов и верхний опорный элемент и могут двигаться по вертикали, поскольку одна верхняя концевая ось зафиксирована по горизонтали, а другая верхняя концевая ось выполнена подвижной в горизонтальном направлении по двум параллельным верхним рейкам, причем приводной узел ножничного подъемника включает электродвигатель с редуктором, приводящим в движение поддерживаемую подшипником червячную передачу, которая, в свою, очередь приводит в движение в двух противоположных направлениях два комплекта четырех роликов, каждый из которых удерживается соответственно на двух горизонтальных несущих балках, при этом несущие балки расположены с обеих сторон параллельно центральной оси и в ее горизонтальной плоскости, а на противоположных концах каждой несущей балки рядом друг с другом установлены два ролика таким образом, чтобы они находились в постоянном контакте и с возможностью качения одного из двух рычагов на одной из боковых поверхностей, соответственно, одного из рычагов, чьи боковые поверхности направлены в горизонтальную плоскость центральной оси, при этом приводной узел ножничного подъемника выполнен таким образом, что, в момент когда держатели роликов расходятся, концы ножничных рычагов в каждой паре двигаются в направлении горизонтальной плоскости центральной оси и, соответственно, опускают верхний опорный элемент, а когда держатели роликов сходятся, концы ножничных рычагов двигаются от горизонтальной плоскости центральной оси и, соответственно, поднимают опорный элемент, при этом приводной узел является электрическим и оснащен изолированным гибким электропроводом.
ОПИСАНИЕ ФИГУР
Более подробно способ и система в соответствии с заявленным изобретением проиллюстрированы со ссылкой на прилагаемые чертежи с помощью предпочтительного варианта осуществления, приведенного в качестве примера, ничем не ограничивающего объем настоящего изобретения, где:
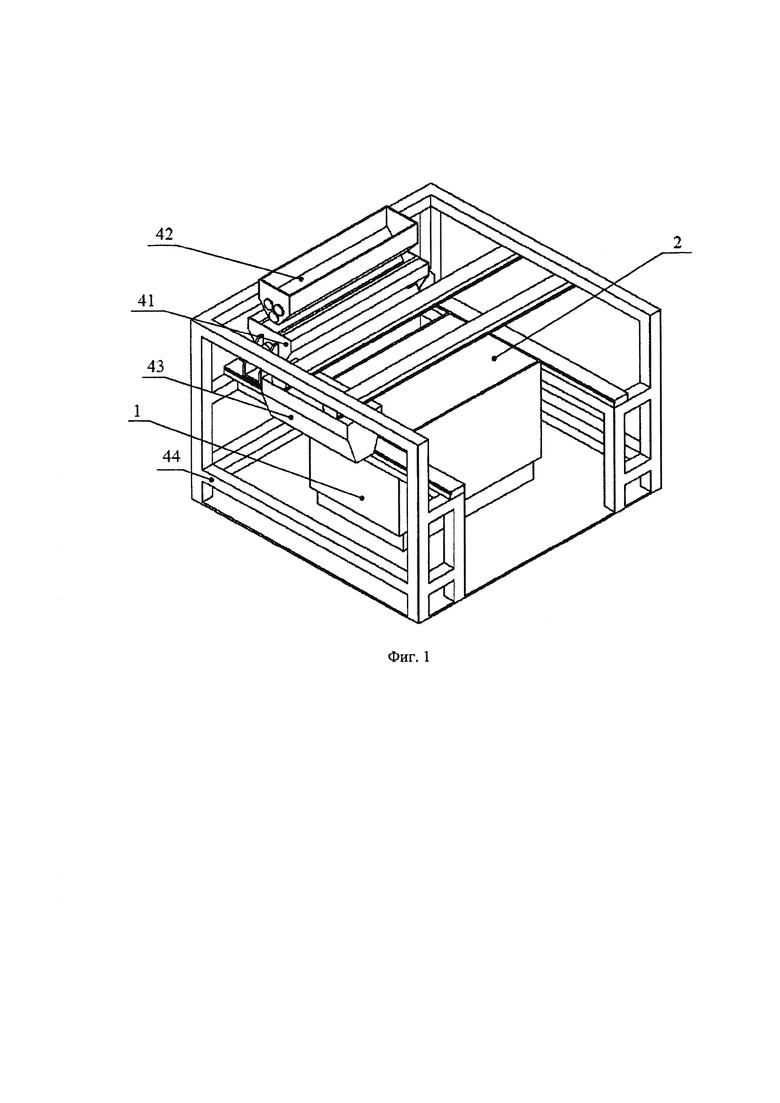
На фиг. 1 схематично изображена в перспективе система для послойного формирования трехмерной литейной формы из порошкообразного материала в соответствии с изобретением.
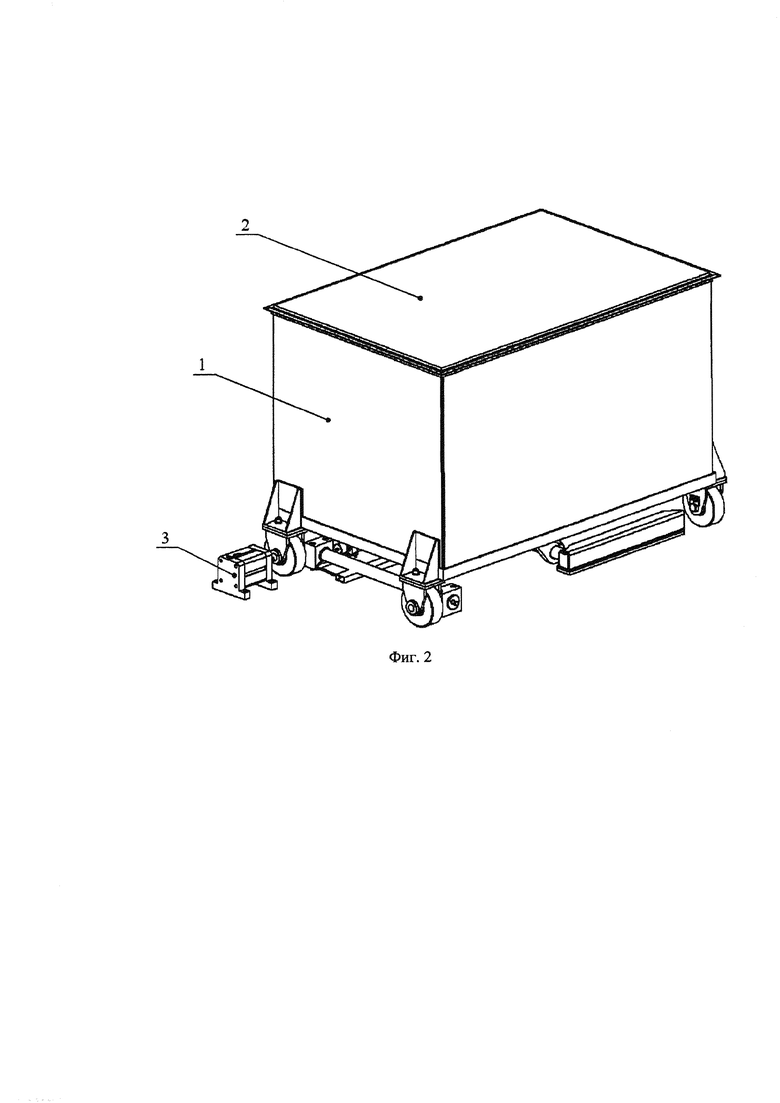
На фиг. 2 показан в рабочем положении контейнер для прямого литья в системе для послойного формирования трехмерной литейной формы, расположенный над подъемным/опускающим узлом, где подвижное дно контейнера находится в верхнем конечном положении.
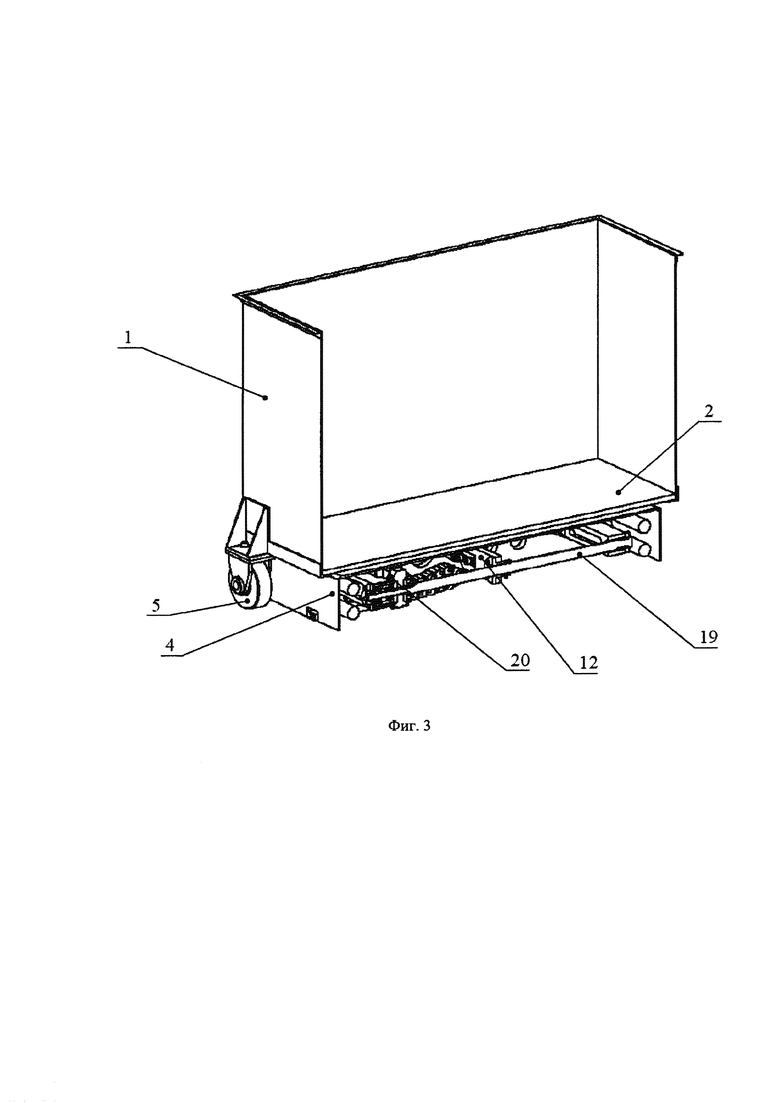
На фиг. 3 показан в рабочем положении контейнер для прямого литья в системе для послойного формирования трехмерной литейной формы, расположенный подъемным/опускающим узлом, где подвижное дно контейнера находится в нижнем конечном положении.
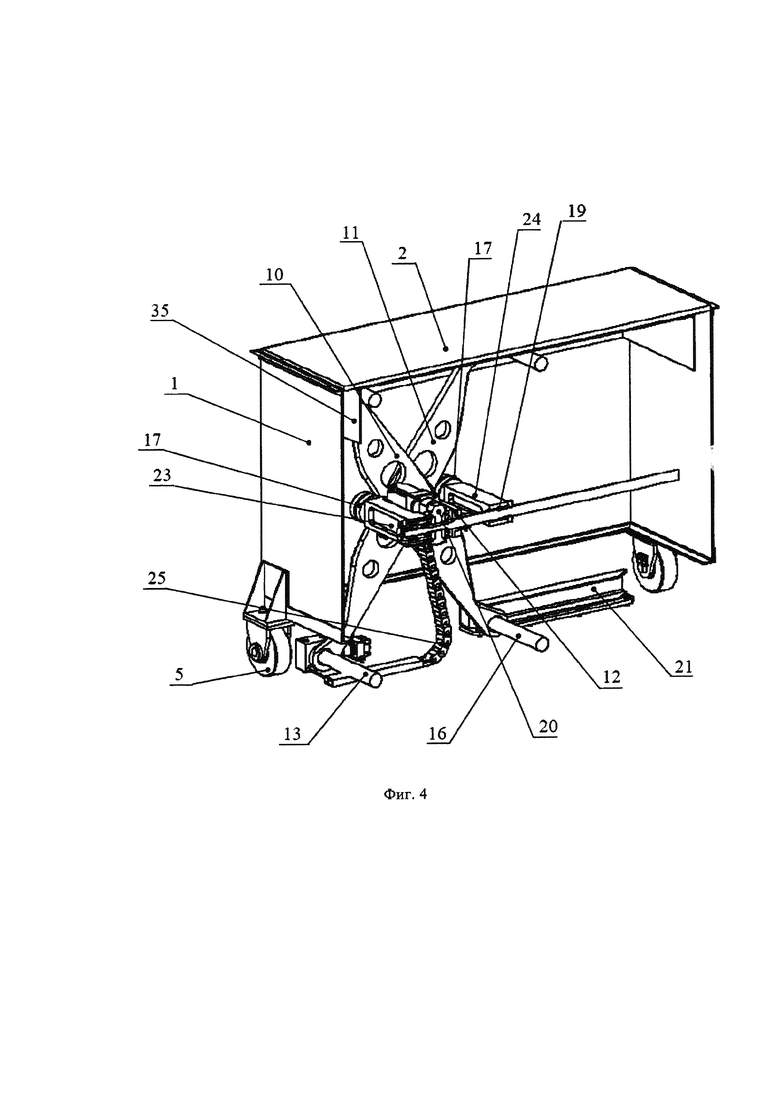
На фиг. 4 изображен вид сбоку в продольном разрезе контейнера для прямого литья и ножничного подъемника для подъема/опускания, находящегося в верхнем положении (на этой фиг., как и на фиг. 5, изображена только одна из пар рычагов ножничного подъемника).
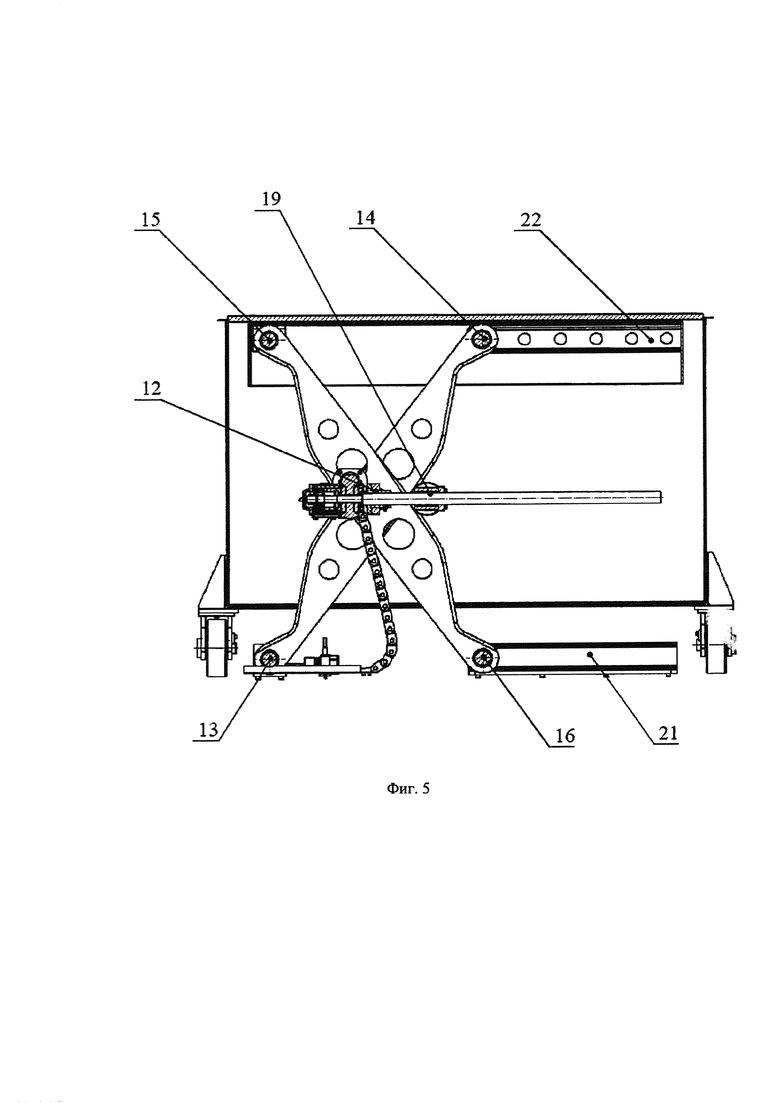
На фиг. 5 показан контейнер в продольном разрезе для прямого литья и ножничный подъемник для подъема/опускания, находящийся в верхнем положении.
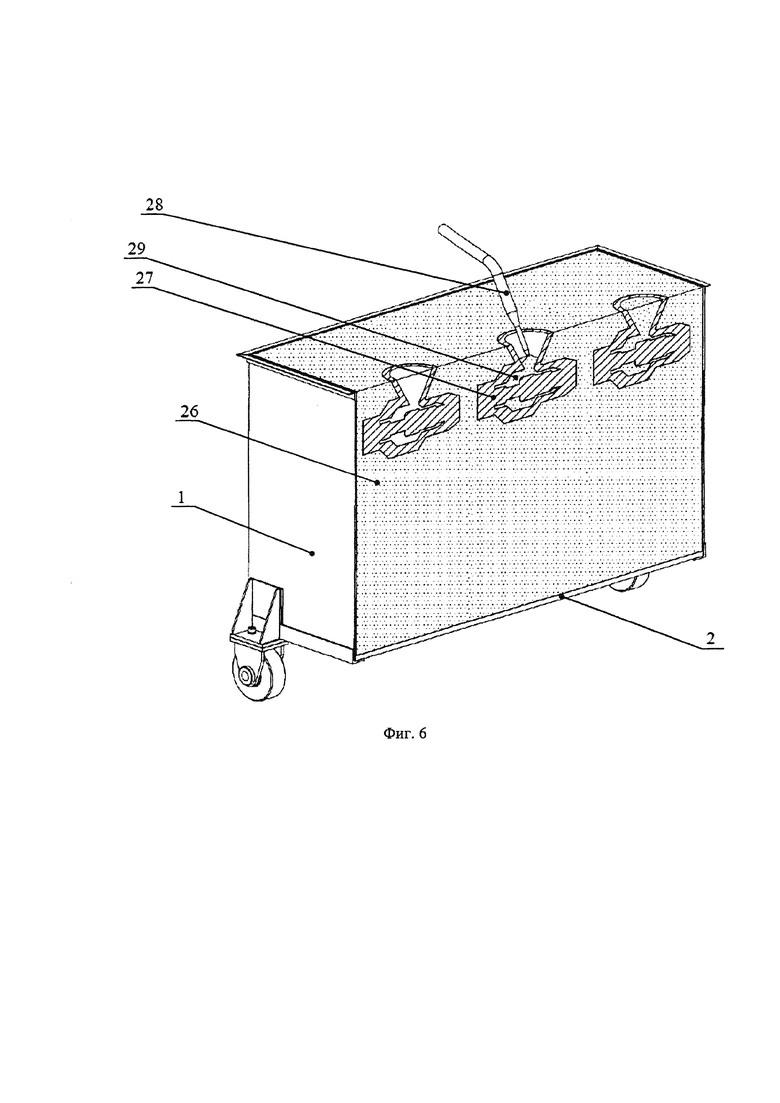
На фиг. 6 изображен в разрезе контейнер для прямого литья со сформированными формами, соответственно справа налево:
- готовая литейная форма с неудаленным несвязанным порошкообразным материалом в рабочих полостях;
- литейная форма на стадии удаления избыточного несвязанного порошкового материала из рабочих полостей путем всасывания;
- литейная форма с очищенными рабочими полостями, готовая для осуществления прямого литья.
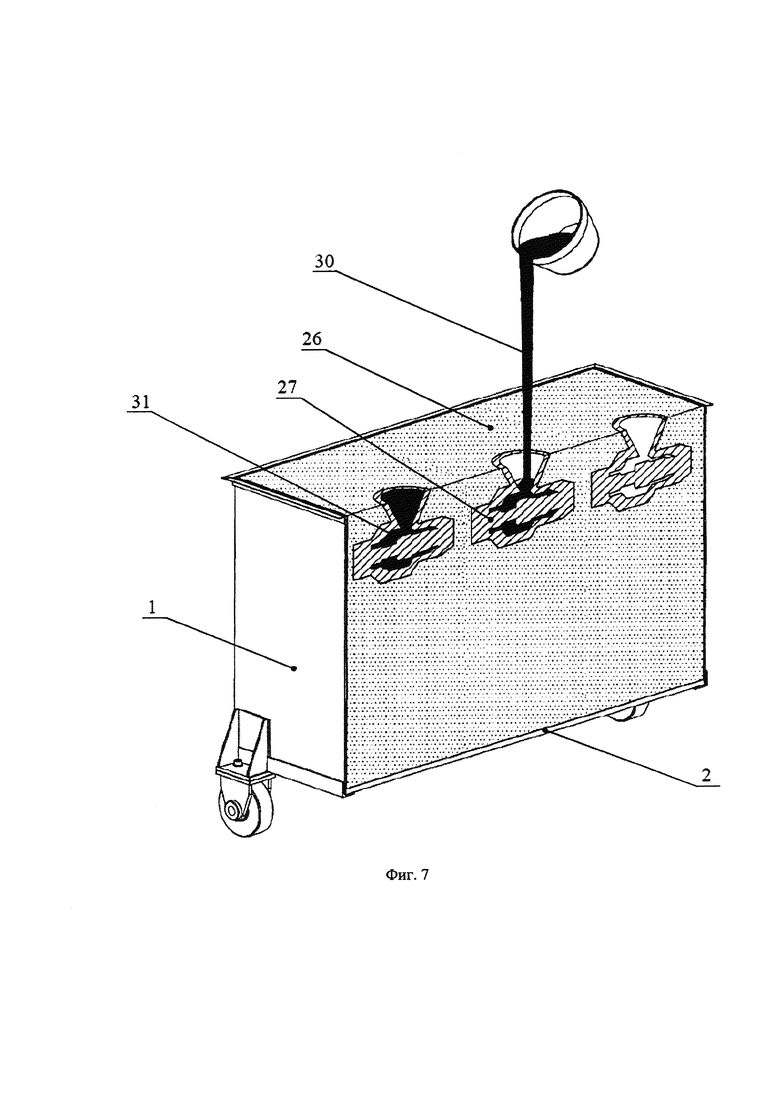
На фиг. 7 в разрезе изображен контейнер для прямого литья со сформированными формами на этапе прямого литья.
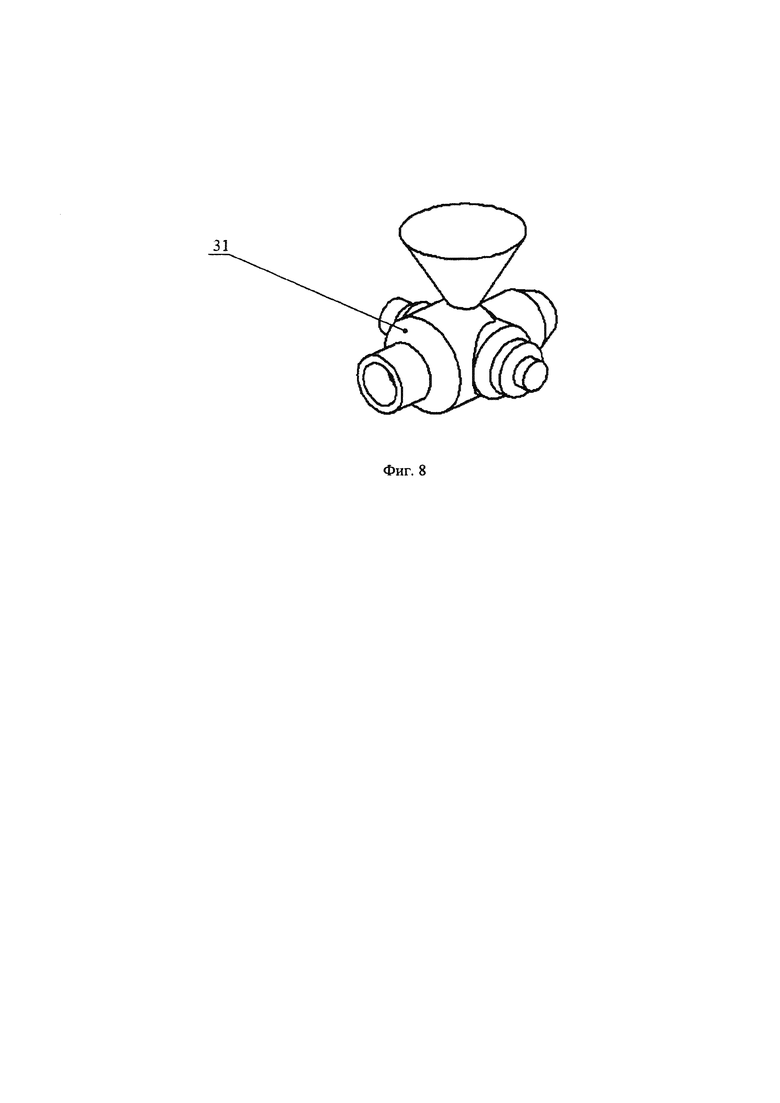
На фиг. 8 изображена готовая отливка, с которой снята литейная форма, но еще не удален литник.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ И ПРИНЦИП РАБОТЫ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением создание композитной литейной формы для использования в способе прямого литья осуществляется системой для послойного формирования трехмерных объектов из порошкообразного материала, такого как песок. На фиг. 1 схематически показан вариант реализации системы для послойного формирования трехмерных объектов из порошкообразного материала, приведенный в качестве примера, ничем не ограничивающего объем настоящего изобретения. Система включает в себя рабочую поверхность (2), перемещаемую в вертикальном направлении, узел (41) для многократного последовательного нанесения порошкообразного материала, узел (42) для загрузки порошкообразного материала, узел (43) для многократного нанесения соответствующего связующего вещества по заданному протоколу на слои трехмерного объекта, создаваемого на указанной рабочей поверхности (2), при этом узлы (41) и (43) расположены над рабочей поверхностью (2). Элементы системы расположены и смонтированы на опорной конструкции (44) с возможностью передвижения по отношению к ней.
В соответствии с изобретением рабочая поверхность (2) представляет собой вертикально подвижное дно съемного контейнера (1) для прямого литья. Предпочтительно, чтобы контейнер (1) имел площадь и высоту, равную рабочей площади и высоте системы для послойного формирования трехмерной литейной формы из порошкообразного материала. Когда контейнер (1) пуст, подвижное дно (2) находится в нижней части контейнера (1). Движение подвижного дна (2) ограничено таким образом, чтобы дно не выходило за пределы контейнера (1) при достижении нижнего конечного положения, что обеспечивает возможность прямого литья в контейнер после его удаления из указанной системы. Контейнер (1) может быть изготовлен из любого материала, пригодного для прямого литья, такого как конструкционная сталь, которая выдерживает температуры до 300°С.
Предпочтительно, чтобы в системе были предусмотрены фиксаторы (3) для закрепления контейнера (1) в рабочем положении. Фиксаторы неподвижно устанавливают на основании системы для послойного формирования трехмерных объектов.
Система также имеет встроенный подъемный узел (4), приспособленный для подъема и поэтапного опускания упомянутого вертикально подвижного дна (2) между верхним конечным и нижним положениями. Подъемный узел (4) встроен в основание системы и расположен в его рабочей зоне, а именно, под находящимся в рабочем положении контейнером (1). Предпочтительно, чтобы подъемный узел (4) был ножничного типа. Оно имеет кинематическую схему ножничного типа, которая позволяет осуществлять подъем на значительную высоту с изначально низкой высоты.
В предпочтительном варианте осуществления, показанном на фиг. 3, 4 и 5, подъемный узел (4) представляет собой ножничный подъемник, состоящий из двух пар удлиненных ножничных рычагов, расположенных на некотором расстоянии друг от друга, где два рычага (10) и (11) каждой пары расположены крест-накрест друг к другу и выполнены с возможностью подъема и опускания верхнего опорного элемента (35). Верхний опорный элемент предназначен для соприкосновения с нижней частью подвижного дна (2) контейнера (1) в соответствии с изобретением. В предпочтительном варианте осуществления настоящего изобретения верхний опорный элемент (35) имеет форму прямоугольного параллелепипеда, открытого снизу, состоящего из верхней горизонтальной опорной пластины и четырех боковых стенок. В этом варианте осуществления изобретения верхний опорный элемент (35), когда он находится в нижнем конечном положении, также является крышкой, защищающей ножничный подъемник (4) от загрязнения во время замены в системе контейнеров (1) для прямого литья. Две пары рычагов (10) и (11) соединены одной центральной осью (12) в точке пересечения рычагов и четырьмя концевыми осями, соединяющими концы двух пар рычагов (10) и (11). Две концевых оси (13) и (16) соединяют нижние концы рычагов (соответственно 11 и 10) и зафиксированы по вертикали, причем одна нижняя концевая ось (13) зафиксирована по горизонтали и установлена с возможностью вращения у основания системы, а другая нижняя концевая ось (16) выполнена подвижной по горизонтали и направляется двумя горизонтальными нижними рейками (21), закрепленными у основания системы. Две других концевых оси (14) и (15) соединяют верхние концы рычагов (11), (10) и выполнены подвижными по вертикали, поскольку верхняя концевая ось (15) зафиксирована по горизонтали и установлена с возможностью вращения на две боковые стенки верхнего опорного элемента (35), а другая верхняя концевая ось (14) выполнена подвижной в горизонтальном направлении по двум горизонтальным верхним рейкам (22), закрепленным на двух боковых стенках верхнего опорного элемента (35). Привод ножничного подъемника состоит из электродвигателя с редуктором (20), приводящего в движение поддерживаемую подшипником червячную передачу (19), которая, в свою очередь приводит в движение в двух противоположных направлениях два комплекта из четырех роликов (17) каждый, удерживаемых соответственно на двух горизонтальных несущих балках (23) и (24). Несущие балки роликов расположены с обеих сторон и параллельно центральной оси (12) и ее горизонтальной плоскости. На противоположных концах каждой несущей балки (23) и (24) установлены рядом друг с другом два ролика таким образом, чтобы они находились в постоянном контакте и с возможностью качения по одной из боковых поверхностей, соответственно, одного из ножничных рычагов (10) и (11), чьи боковые поверхности направлены в горизонтальную плоскость центральной оси (12). Привод ножничного подъемника выполнен таким образом, что, когда несущие балки (23) и (24) расходятся, концы ножничных рычагов (10), (11) в каждой паре двигаются в направлении горизонтальной плоскости центральной оси (12) и, соответственно, опускают подвижное дно (2) контейнера (1), а когда несущие балки (23) и (24) сходятся, концы ножничных рычагов (10) и (11) отдаляются от горизонтальной плоскости центральной оси (12) и, соответственно, поднимают подвижное дно (2). Привод является электрическим и оснащен изолированным гибким электропроводом (25).
Система для прямого литья может иметь другую конструкцию, чем показанная на фиг. 1. Например, устройства для нанесения порошкообразного материала и связующего вещества могут быть сконструированы и расположены по-другому относительно друг друга, например, они могут быть размещены бок о бок. Они могут быть частью одного рабочего узла или могут быть двумя, тремя или несколькими независимыми устройствами.
Способ прямого литья отливок путем послойного формирования композитных литейных форм согласно изобретения состоит из нескольких последовательных этапов.
На первом этапе послойное формирование композитных литейных форм осуществляют путем многократного последовательного нанесения порошкообразного материала и подходящего связующего вещества на вертикально подвижную рабочую поверхность (2) в системе для послойного формирования трехмерных объектов из порошкообразного материала, например, в описанной выше системе. Связующий агент наносят по заданному протоколу над слоем сформированных литейных форм. Упомянутая рабочая поверхность (2) представляет собой вертикально подвижное дно съемного контейнера (1) для прямого литья, на котором образуется одна или несколько монолитных неразъемных композитных литейных форм (27) с интегрированными одним или несколькими сердечниками, или без них.
Перед началом работы в систему для послойного формирования трехмерных объектов загружают пустой контейнер (1) для прямого литья, указанный контейнер устанавливают в рабочей зоне системы над подъемным узлом (4), встроенным в систему, и фиксируют. Фиксация контейнера (1) в рабочем положении в системе осуществляется с помощью фиксаторов (3). После этого с помощью подъемного узла (4) поднимают подвижное дно (2) к верхнему краю контейнера (1). Нанесение материала и последующее нанесение связующего агента с помощью узлов (41) и (43) начинают в тот момент, когда подвижное дно (2) находится в верхнем конечном положении, при котором оно выровнено с верхним краем контейнера (фиг. 2).
После нанесения слоя порошкообразного материала и, соответственно, связующего вещества, из-за необходимости поддерживать на постоянном уровне степень нанесенного материала, уже сформированные слои необходимо опустить на величину, равную толщине одного слоя. После нанесения соответствующего слоя и связующего вещества с помощью подъемного узла (4) опускают подвижное дно (2) на величину, равную толщине слоя, и эту процедуру выполняют несколько раз до тех пор, пока формируемый объект или объекты не будут изготовлены, или до полного опускания дна вниз в вертикальном направлении.
В случае, когда на стадии формирования композитных литейных форм (27) вся рабочая высота контейнера (1) не используется, после этого следует этап опускания подвижного дна (2) до нижнего конечного положения.
На следующем этапе контейнер для прямого литья с уже сформированной одной или несколькими литейными формами (27) отсоединяют вручную или автоматически из системы для послойного формирования трехмерных объектов, при этом он проходит над подъемным узлом (4), находящимся в максимально опущенном положении. Контейнер (1) заменяют на другой идентичный контейнер для следующего рабочего цикла системы в кратчайшие сроки с целью достижения большей производительности всего цикла. Следующий контейнер (1) устанавливают и фиксируют с помощью фиксирующих элементов (3), определяющих его точное положение и исключающего его возможное перемещение.
На следующем этапе способа контейнер (1), который был отсоединен от системы, забирают для удаления избыточного несвязанного порошкообразного материала (29) с целью формирования рабочих полостей литейных форм (27), которые впоследствии должны быть заполнены расплавленным металлом. В то же время несвязанный порошкообразный материал (26), заполняющий контейнер (1) и находящийся снаружи литейных форм (27), не удаляют. Предпочтительно, чтобы удаление порошкообразного материала (29) из рабочих полостей литейных форм (27) осуществлялось за счет вибрационного воздействия или вакуумного отсасывания, или за счет сочетания обоих способов. На фиг. 6 схематично изображен узел для вакуумного отсасывания (28). После очистки рабочих полостей появляется возможность осуществлять прямое литье в литейные формы (27) в съемном контейнере (1) после его отсоединения из системы.
Следующая стадия заключается в непосредственной заливке расплава (30) в упомянутую одну или несколько форм (27) без их удаления из контейнера (1), как схематически показано на фиг. 7.
После охлаждения литые детали (31) удаляют из контейнера (1) и очищают от остаточного порошкообразного материала (26).
На последнем этапе способа литники, прибыли изложницы и другие элементы полностью удаляют из отливок (31) для получения желаемой литой детали.
Для специалистов в этой области будет ясно, что в способ и систему могут быть внесены различные модификации, которые также входят в объем изобретения, как определено в прилагаемой формуле изобретения. Все части системы могут быть заменены технически эквивалентными элементами.
Ссылочные позиции на технические характеристики включены в формулу изобретения исключительно для лучшего восприятия, соответственно, такие ссылочные позиции не накладывают каких-либо ограничений на интерпретацию любого элемента, обозначенного такими позициями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ПОСЛОЙНОГО ФОРМИРОВАНИЯ ТРЕХМЕРНЫХ МОДЕЛЕЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2016 |
|
RU2682640C1 |
| ПОДЪЕМНИК ДЛЯ ОБСЛУЖИВАНИЯ И/ИЛИ РЕМОНТА ПОДВАГОННОГО ОБОРУДОВАНИЯ И/ИЛИ ЧАСТЕЙ ПОДВИЖНОГО СОСТАВА | 2021 |
|
RU2756697C1 |
| Установка для послойного синтеза трехмерных изделий из порошковых материалов и переливной колодец для данной установки | 2024 |
|
RU2835266C1 |
| Способ послойного изготовления изделия и устройство для его изготовления | 2019 |
|
RU2797667C2 |
| Устройство для послойного изготовления объемных изделий и способ их изготовления | 2019 |
|
RU2734650C1 |
| Способ изготовления отливок с мелкозернистой однородной структурой | 2024 |
|
RU2836123C1 |
| Способ изготовления графитовой формы для получения отливок из жаропрочных и химически активных сплавов | 2015 |
|
RU2607073C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПЛАСТИКОВОЙ ЗАГОТОВКИ | 2014 |
|
RU2640537C2 |
| Автоматизированная система камер для обработки имплантатов | 2025 |
|
RU2839087C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2184057C2 |
Изобретение относится к литейному производству. Формирование литейных форм осуществляют путем нанесения слоев порошкообразного материала на рабочую поверхность (2) системы для послойного формирования трехмерных объектов из порошкообразного материала и связывания частиц каждого слоя связывающим веществом, добавляемым в тех местах, где происходит формирование твердой формы. Рабочая поверхность (2) представляет собой вертикально подвижное дно съемного контейнера (1) для прямого литья, расположенного в рабочей области упомянутой системы. Во время формирования литейной формы подвижное дно (2) опускают. Литье в литейную форму (27) осуществляют без ее извлечения из съемного контейнера (1). Обеспечивается компактность и надежность узла для подъема и опускания рабочей поверхности, встроенной в систему послойного нанесения и возможность осуществления литья в формы без их извлечения из контейнера, в котором они были сформированы. 2 н. и 7 з.п. ф-лы, 8 ил.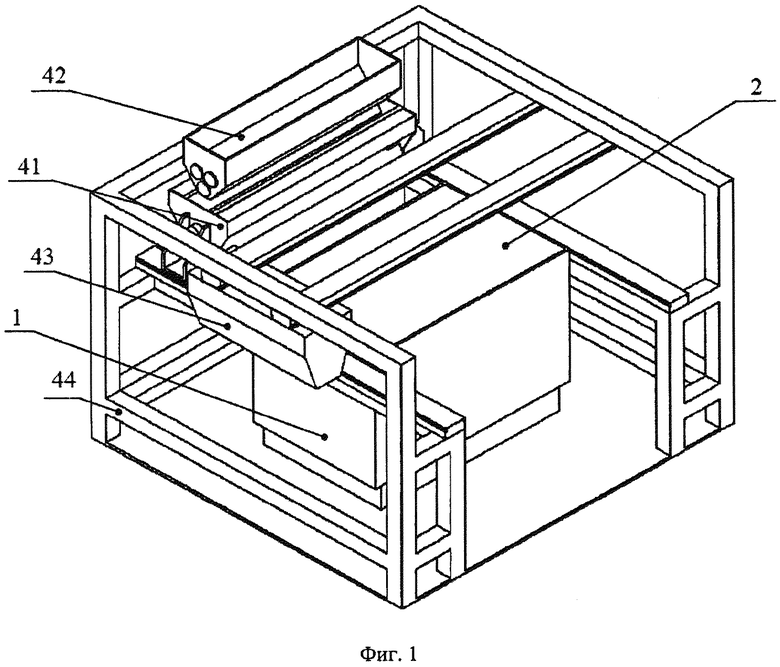
1. Способ прямого литья отливок в послойно сформированную композитную литейную форму, включающий следующие этапы:
- этап послойного формирования композитных литейных форм, включающего многоразовое последовательное нанесение порошкообразного материала и подходящего связующего вещества на вертикально подвижную рабочую поверхность (2) системы для послойного формирования трехмерных объектов из порошкообразного материала, при этом нанесение связующего вещества выполняют по предварительно заданному шаблону над последующим слоем формируемых литейных форм, и упомянутая рабочая поверхность (2) представляет собой вертикально подвижное дно съемного контейнера (1) для прямого литья, расположенного в рабочей области упомянутой системы, причем на указанном подвижном дне (2) формируют одну или несколько монолитных неразъемных композитных литейных форм (27) с одним или несколькими интегрированными стержнями или без них;
- этап опускания вниз подвижного дна (2) съемного контейнера (1) после формирования одной или нескольких литейных форм (27) в том случае, если на предыдущей стадии формирования композитных литейных форм не была использована вся рабочая высота съемного контейнера (1);
- этап выведения съемного контейнера (1) со сформированной одной или несколькими литейными формами (27) из рабочей зоны системы для послойного формирования трехмерных объектов из порошкообразного материала;
- этап удаления избыточного несвязанного порошкообразного материала (29) из рабочих полостей одной или нескольких литейных форм (27) для подготовки прямого литья в съемный контейнер (1) при изготовлении отливок (31);
- этап прямого литья в одну или несколько литейных форм (27) без их извлечения из съемного контейнера (1);
- этап извлечения отливок из упомянутого съемного контейнера (1) после их охлаждения и последующей очистки от остаточного порошкообразного материала;
- этап окончательного удаления литников, прибылей и других элементов отливок и получение отливки.
2. Способ по п. 1, отличающийся тем, что удаление порошкообразного материала (29) из рабочих полостей одной или нескольких литейных форм (27) осуществляют путем вибрационного воздействия, или вакуумного отсасывания, или за счет их сочетания.
3. Способ по п. 1, отличающийся тем, что подвижное дно (2) съемного контейнера (1) для прямого литья перемещают в вертикальном направлении между его верхним и нижним конечными положениями с помощью узла подъема/опускания (4) подвижного дна (2), встроенного в систему для послойного формирования трехмерных объектов из порошкообразного материала.
4. Способ по любому из пп. 1-3, отличающийся тем, что во время изготовления литейной формы съемный контейнер (1) для прямого литья устанавливают и фиксируют фиксаторами (3) в системе для послойного формирования трехмерных объектов.
5. Система послойного формирования трехмерных объектов из порошкообразного материала для прямого литья отливок способом по п. 1, содержащая вертикально подвижную рабочую поверхность (2), узел или узлы (41) и (43) многократного последовательного нанесения по предварительно заданному шаблону порошкообразного материала и соответствующего связующего вещества над слоем трехмерного объекта, создаваемого на упомянутой рабочей поверхности (2), при этом узлы (41) и (43) расположены над рабочей поверхностью (2), а указанная рабочая поверхность (2) представляет собой вертикально подвижное дно съемного контейнера (1), причем подвижное дно (2) выполнено не выдвигаемым за пределы съемного контейнера (1) при достижении нижнего конечного положения, при этом система содержит встроенный узел (4) для подъема и поэтапного опускания вертикально подвижного дна (2) между его верхним и нижним конечными положениями, причем указанный узел (4) установлен и зафиксирован в основании системы под съемным контейнером (1) в своем рабочем положении, а съемный контейнер (1) изготовлен из материала, позволяющего осуществлять в него прямое литье после его выведения из системы для послойного формирования трехмерных объектов.
6. Система по п. 5, отличающаяся тем, что ко дну съемного контейнера (1) прикреплены четыре поворотных колеса (5).
7. Система по п. 5 или 6, отличающаяся тем, что она содержит фиксаторы (3) для позиционирования и фиксации съемного контейнера (1) в рабочем положении.
8. Система по п. 5, отличающаяся тем, что узел подъема/опускания вертикально подвижного дна (2) съемного контейнера (1) содержит ножничный подъемник (4).
9. Система по п. 8, отличающаяся тем, что ножничный подъемник (4) состоит из двух пар удлиненных ножничных рычагов, расположенных на расстоянии друг от друга, при этом оба рычага (10) и (11) каждой пары расположены крест-накрест друг к другу, причем две пары рычагов (10) и (11) соединены друг с другом в точке пересечения с помощью центральной (12) и четырех концевых осей, соединяющих концы рычагов (10) и (11) таким образом, что две концевые оси (13) и (16) зафиксированы по вертикали и соединяют нижние концы рычагов, причем нижняя концевая ось (13) также зафиксирована по горизонтали, а нижняя концевая ось (16) выполнена подвижной в горизонтальном направлении по двум нижним горизонтальным рейкам (21), при этом две другие концевые оси (14) и (15), соединяющие верхние концы рычагов с верхним опорным элементом (35), выполнены подвижными в вертикальном направлении, поскольку верхняя крайняя ось (15) зафиксирована по горизонтали, а другая верхняя крайняя ось (14) выполнена подвижной в горизонтальном направлении по двум верхним горизонтальным рейкам (22), причем приводной узел ножничного подъемника включает электродвигатель с редуктором (20), приводящим в движение поддерживаемую подшипником червячную передачу (19), которая приводит в движение в двух противоположных направлениях два комплекта четырех роликов (17), каждый из которых соответственно удерживается на двух горизонтальных несущих балках (23) и (24), при этом несущие балки расположены с обеих сторон параллельно центральной оси (12) и в ее горизонтальной плоскости, а на противоположных концах каждой несущей балки рядом друг с другом установлены два ролика (17) таким образом, чтобы они находились в постоянном контакте с возможностью качения по одной из боковых поверхностей одного из двух рычагов (10) и (11), при этом боковые поверхности двух рычагов (10) и (11) направлены в горизонтальную плоскость центральной оси (12), при этом приводной узел ножничного подъемника выполнен таким образом, что при расхождении держателей роликов концы ножничных рычагов (10) и (11) в каждой паре двигаются в направлении горизонтальной плоскости центрального стержня (12) и опускают верхний опорный элемент (35), а при схождении держателей роликов концы ножничных рычагов двигаются от горизонтальной плоскости центральной оси (12) и, соответственно, поднимают опорный элемент (35), при этом приводной узел выполнен электрическим и оснащен изолированным гибким электропроводом (25).
| US 7874445 B2, 25.01.2011 | |||
| US 6554600 B1, 29.04.2003 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГРАДИЕНТНЫХ МАТЕРИАЛОВ ИЗ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2401180C2 |
| DE 4440397 C2, 26.04.2001 | |||
| СПОСОБ ЛИТЬЯ И СРЕДСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2311984C2 |

