Область техники, к которой относится изобретение
Изобретение относится к деформированным в холодном состоянии пружинам и/или торсионам, способу изготовления деформированных в холодном состоянии пружин и/или торсионов и применению стальной проволоки для изготовления деформированных в холодном состоянии пружин и/или торсионов.
Уровень техники
Для пружин и торсионов из деформированной стальной проволоки из уровня техники известно большое количество вариантов выполнения. Например, торсионами называют также торсионные пружины, стабилизирующие торсионы или работающие на кручение пружинные стержни. Стальные пружины и торсионные пружины применяются, в частности, в автомобилях, причём стальные пружины находят применение, например, в демпфирующих системах для амортизации толчков от дорожных неровностей, а торсионные пружины применяются для стабилизации кузова от наклона и перекоса, в частности, при движении автомобиля по кривой, при движении по переменной поверхности дорожного полотна и по его неровностям. Обработка стальной проволоки с приданием ей формы пружины и торсиона может производиться способом холодной и/или горячей деформации. Перед таким формообразованием стальная проволока может пройти разные подготовительные операции, воздействующие на пружинящие и прочностные свойства. Например, применяемая для изготовления стальной и/или торсионной пружины пружинная сталь подвергается термомеханической деформации с целью повышения её конструктивно полезной прочности и вязкости и для улучшения других определённых эксплуатационных свойств материала. Так, пружины и/или торсионы могут изготавливаться с высокой прочностью при относительно низкой материалоёмкости и следовательно при низком весе и стоимости материала. Из уровня техники известна серия разных способов, содержащих термообработку и последующую деформацию. При холодной деформации деформируемость стальной проволоки ограничена, так как из-за нагартовки её вязкость и деформируемость снижается с ростом степени деформации.
При серийном производстве деформированных в горячем состоянии винтовых пружин термомеханическая деформация применяется в виде поперечно-винтовой прокатки, в данном случае только отдельных, предварительно изготовленных пружинных стержней. Такой способ раскрыт в DE 103 15 418 В3. Термомеханическая деформация проводится на пружинном стержне с применением одностадийной поперечно-винтовой прокатки непосредственно перед горячим навиванием винтовой пружины. Деформированная в горячем состоянии пружина закаляется в масло, в результате чего формируется мартенситная структура.
При холодной деформации винтовых пружин пружинные стержни не применяются. Более того окончательная винтовая форма придаётся предварительно улучшенной, т. е. уже закалённой и отпущенной проволоке в холодном состоянии посредством холодного навивания; и только после этого проводится отрезание от движущейся проволоки и следовательно разделение материала.
В DE 198 39 383 С2 описан способ термомеханической обработки стали, предназначенной для подверженных кручению пружинных элементов. Исходный материал непрерывно нагревается до температуры 1080 0С и подвергается аустенитизации. Затем этот материал подвергают термомеханической деформации, в результате которой происходит рекристаллизация. После этого исходный материал, минуя промежуточное охлаждение, закаляют резким охлаждением.
Такой способ применяется на интегральной поточной линии, на которой проводятся все операции, начиная от термомеханической деформации и заканчивая закалкой. Из-за необходимого при этом непосредственного совмещения термомеханической деформации и улучшения возникают следующие недостатки :
1. Изменение длины проволоки вследствие термомеханической деформации, в большинстве случае прокатки, непосредственно влияет на технологические параметры проводимого сразу после этого улучшения.
2. Продолжительность и температуру термомеханической деформации и улучшения следует согласовывать между собой, что технологически трудно сделать, поскольку для термомеханической деформации применяется предпочтительно температура, превышающая лишь незначительно температуру аустенитизации проволоки, в то время как для улучшения требуется нагрев до значительно большей температуры. Прокатное устройство для термомеханической деформации и устройство для улучшения характеризуются разным временем прохождения на единицу длины проволоки; для устранения этого несоответствия приходится решать очень сложные задачи по регулированию и управлению. В этом случае производительность поточной линии определялась бы наиболее медленным технологическим компонентом; поэтому более быстрые технологические компоненты остаются не задействованными и работают не рентабельно.
5. Одностадийная поперечно-винтовая прокатка, применяемая в производстве пружин для последующей термомеханической деформации (в соответствии с приведённым выше документом DE 103 15 418 B3), сопровождается вращением проволоки вокруг собственной продольной оси со скоростью 400 об./мин. и более. Это допустимо для разрозненных пружинных стержней, но не для бесконечной проволоки. На последующих этапах процесса, таких, как закалка, отпуск и сматывание, проволока соответственно вращалась бы, что привело бы, по меньшей мере, к сильно ужесточённым требованиям к этим устройствам. На практике осуществимость такого интегрированного процесса применительно к бесконечной проволоке ещё не проверена. Правда уже известно, что вместо поперечно-винтовой прокатки применяется двухстадийная прокатка в калибрах. Однако приведённые выше недостатки 1 – 4 сохраняются и во время прокатки в калибрах.
В DE 198 39 383 С2 предложен вариант (см. колонка 3, строки 4 – 20), при котором после термомеханической деформации пружинную сталь сначала резко охлаждают до низкой температуры и затем снова подвергают процессу улучшения с сильным нагревом и закалкой. Однако и этому варианту присущи в значительной степени приведённые выше недостатки.
Раскрытие изобретения
В основу настоящего изобретения положена задача создания улучшенной пружины и/или торсиона, а также усовершенствованного способа производства улучшенной пружины и/или торсиона, при котором исключаются названные выше недостатки. В частности, с помощью усовершенствованного способа производства улучшенной пружины и/или торсиона должен быть обеспечен стабильный производственный процесс с надёжным соблюдением строгих требований к качеству. Кроме того усовершенствованный способ производства улучшенной пружины и/или торсиона должен просто и надёжно встраиваться в уже существующие способы.
Указанная задача решается в пружине и/или торсионе признаками п. 1 формулы изобретения и признаками п. 5 формулы изобретения.
Пружина согласно изобретению обладает по отношению к традиционным пружинам тем преимуществом, что пружинная проволока согласно изобретению имеет повышенную вязкость по сравнению с обычными видами пружинной проволоки. Благодаря повышенной вязкости пружинной проволоки пружина согласно изобретению может подвергаться повышенным напряжениям. Другими преимуществами пружины согласно изобретению являются, по сравнению с традиционными пружинами, уменьшенный вес и более длительный срок службы. Кроме того пружина согласно изобретению может изготавливаться по сравнению с обычными пружинами, в частности, с меньшими размерами и с укороченной длиной, благодаря чему пружина согласно изобретению может устанавливаться также в малых монтажных пространствах.
Торсион согласно изобретению отличается от традиционных торсионов тем преимуществом, что пружинная проволока согласно изобретению обладает по сравнению с традиционными видами стальной проволоки повышенной вязкостью. Благодаря повышенной вязкости пружинной проволоки торсион согласно изобретению может подвергаться повышенным напряжениям. Другое преимущество торсиона по изобретению состоит по сравнению с традиционными торсионами в более длительном сроке службы.
Способ изготовления пружин и/или торсионов согласно изобретению обладает по сравнению с обычными способами тем преимуществом, что пружина и/или торсион согласно изобретению выполнены из пружинной проволоки с повышенной вязкостью по сравнению с обычными видами пружинной проволоки. Другое преимущество способа согласно изобретению состоит в том, что он может просто и надёжно применяться с уже существующими способами. Кроме того способ согласно изобретению обладает также следующими преимуществами:
- в результате технологического разделения между термомеханической деформацией и улучшением могут быть заданы для каждого из этих обоих этапов оптимальные технологические параметры, например, температура,
- в результате технологического разделения между термомеханической деформацией и последующими технологическими этапами могут быть заданы по каждому из этапов оптимальные скорости прохождения,
- при необходимости могут проводиться дополнительные необходимые этапы обработки стальной проволоки и/или стержня, например, точная резка на мерные отрезки или изготовление стальной проволоки и/или стержня неодинакового диаметра без увеличения длительности процесса вплоть до закалки,
- снижается риск того, что в стальной проволоке и/или стержне произойдут отрицательные изменения структуры из-за длительной выдержки при очень высокой температуре,
- простаивание технологического компонента (например, из-за технического обслуживания или неисправности) не оказывает непосредственного влияния на работу всей технологической линии и могут проводиться другие технологические операции,
- не требуется располагать отдельное устройство для термомеханической деформации перед каждой пружинонавивочной установкой и повышать гибкость производства, так как выбор подлежащей применению навивочной установки может производиться независимо от устройства для термомеханической деформации,
- обработка пружинных стержней с непостоянным, в частности, меняющимся диаметром проволоки обеспечивается просто и без повышенных затрат благодаря способу по изобретению.
Поэтому предметом изобретения является пружина и/или торсион, изготовленные из стальной проволоки способом холодной деформации, содержащим следующие этапы:
а) приготовление стальной проволоки,
б) термомеханическая деформация приготовленной на этапе а) стальной проволоки при температуре, превышающей минимальную температуру рекристаллизации стальной проволоки, при этом стальная проволока обладает, по меньшей мере, частично аустенитной структурой,
в) охлаждение стальной проволоки, деформированной термомеханическим способом на этапе б),
г) улучшение стальной проволоки, включающее в себя:
I. Нагрев охлаждённой на этапе в) стальной проволоки, по меньшей мере, до температуры закалки, которая равна или превышает температуру начала аустенитизации;
II. Резкое охлаждение стальной проволоки, нагретой на этапе I , по меньшей мере, до температуры закалки, до первой температуры охлаждения, причём первая температура охлаждения лежит ниже минимальной температуры рекристаллизации стальной проволоки, и образуется, по меньшей мере, частично мартенситная структура;
III. Повторный нагрев резко охлаждённой на этапе II стальной проволоки до первой температуры отпуска, которая ниже температуры начала аустенитизации;
IV. Охлаждение повторно нагретой на этапе III стальной проволоки до второй температуры охлаждения, причём вторая температура охлаждения лежит, по меньшей мере, ниже первой температуры отпуска;
д) холодная деформация улучшенной на этапе г) стальной проволоки при температуре холодной деформации, причём температура холодной деформации лежит ниже минимальной температуры рекристаллизации стальной проволоки;
е) разделение деформированной в холодном состоянии на этапе д) стальной проволоки, причём охлаждение стальной проволоки на этапе в) проводится до температуры ниже минимальной температуры рекристаллизации таким образом, чтобы в стальной проволоке образовалась, по меньшей мере, частично ферритно-перлитная структура.
Другим предметом изобретения является способ изготовления пружины и/или торсиона, содержащий следующие этапы:
а) приготовление стальной проволоки,
б) термомеханическая деформация приготовленной на этапе а) стальной проволоки при температуре, превышающей минимальную температуру рекристаллизации стальной проволоки, при этом стальная проволока обладает, по меньшей мере, частично аустенитной структурой,
в) охлаждение стальной проволоки, деформированной термомеханическим способом на этапе б),
г) улучшение стальной проволоки, включающее в себя :
I. Нагрев охлаждённой на этапе в) стальной проволоки, по меньшей мере, до температуры закалки, которая равна или превышает температуру начала аустенитизации;
II. Резкое охлаждение стальной проволоки, нагретой на этапе I , по меньшей мере, до температуры закалки, до первой температуры охлаждения, причём первая температура охлаждения лежит ниже минимальной температуры рекристаллизации стальной проволоки, и образуется, по меньшей мере, мартенситная структура;
III. Повторный нагрев резко охлаждённой на этапе II стальной проволоки до первой температуры отпуска, которая ниже температуры начала аустенитизации;
IV. Охлаждение повторно нагретой на этапе III стальной проволоки до второй температуры охлаждения, причём вторая температура охлаждения лежит, по меньшей мере, ниже первой температуры отпуска;
д) холодная деформация улучшенной на этапе г) стальной проволоки при температуре холодной деформации, причём температура холодной деформации лежит ниже минимальной температуры рекристаллизации стальной проволоки;
е) разделение деформированной в холодном состоянии на этапе д) стальной проволоки, причём охлаждение стальной проволоки на этапе в) проводится до температуры ниже минимальной температуры рекристаллизации таким образом, чтобы в стальной проволоке образовалась, по меньшей мере, частично ферритно-перлитная структура.
Другим предметом изобретения является применение стальной проволоки для изготовления деформированных в холодном состоянии пружин и/или торсионов, с использованием следующих этапов :
а) приготовление стальной проволоки,
б) термомеханическая деформация приготовленной на этапе а) стальной проволоки при температуре, превышающей минимальную температуру рекристаллизации стальной проволоки, при этом стальная проволока обладает, по меньшей мере, частично аустенитной структурой,
в) охлаждение стальной проволоки, деформированной термомеханическим способом на этапе б),
г) улучшение стальной проволоки, включающее в себя :
I. Нагрев охлаждённой на этапе в) стальной проволоки, по меньшей мере, до температуры закалки, которая равна или превышает температуру начала аустенитизации;
II. Резкое охлаждение стальной проволоки, нагретой на этапе I , по меньшей мере, до температуры закалки, до первой температуры охлаждения, причём первая температура охлаждения лежит ниже минимальной температуры рекристаллизации стальной проволоки, и образуется, по меньшей мере, частично мартенситная структура;
III. Повторный нагрев резко охлаждённой на этапе II стальной проволоки до первой температуры отпуска, которая ниже температуры начала аустенитизации;
IV. Охлаждение повторно нагретой на этапе III стальной проволоки до второй температуры охлаждения, причём вторая температура охлаждения лежит, по меньшей мере, ниже первой температуры отпуска;
д) холодная деформация улучшенной на этапе г) стальной проволоки при температуре холодной деформации, причём температура холодной деформации лежит ниже минимальной температуры рекристаллизации стальной проволоки;
е) разделение деформированной в холодном состоянии на этапе д) стальной проволоки, причём охлаждение стальной проволоки на этапе в) проводится до температуры ниже минимальной температуры рекристаллизации таким образом, чтобы в стальной проволоке образовалась, по меньшей мере, частично ферритно-перлитная структура.
В результате образования перлитно-ферритной структуры проволока переходит в промежуточное состояние, в котором она характеризуется высокой степенью мягкости и следовательно большим удобством в обращении. Благодаря этой мягкости достигается технологическое разделение между термомеханической деформацией и последующим улучшением. В промежутке между термомеханической деформацией и улучшением становится значительно легче пользоваться проволокой, так как она не находится в нагартованном состоянии.
Изобретение может быть использовано как для пружины, так и для торсиона, как для пружинной проволоки согласно изобретению, так и в способе изготовления пружины и/или торсиона и пружинной проволоки, а также в применении стальной проволоки для производства пружины и/или торсиона.
Раскрытие изобретения
В изобретении под пружиной подразумевается конструктивная деталь, выполненная из стальной проволоки, пружинящая под нагрузкой и восстанавливающая свою первоначальную форму после снятия нагрузки. В частности, пружиной может служить выполненная из стальной проволоки винтовая или спиральная, полученная навиванием или вытянутая в виде стержня или изогнутая конструктивная деталь. В качестве примера могут служить пружины из группы винтовых пружин, в частности, винтовые нажимные пружины, винтовые натяжные пружины, конические спиральные пружины, щелчковые пружины, изгибные пружины, в частности, спиральные пружины, витые торсионные пружины, и их комбинации.
В изобретении под торсионом понимается стержневой элемент, у которого при прочном зажатии обоих концов закреплённые концы совершают поворотное движение относительно друг друга вокруг оси стержневого элемента. В частности, в значительной степени механическое нагружение происходит в результате воздействующего по касательной к оси стержневого элемента крутящего момента. Под торсионами понимаются, например, также прямолинейный торсионный стержень, изогнутый под углом торсионный стержень, торсионная пружина, крутильная пружина, стабилизирующий торсион, стабилизатор, составной стабилизатор, и их комбинации.
Под холодной деформацией в рамках настоящего изобретения понимается тот случай, когда стальную проволоку деформируют при температуре, лежащей ниже температуры рекристаллизации. В частности, при холодной деформации деформируемость остаётся ограниченной, так как вследствие нагартовки снижаются вязкость и деформируемость материала, например, стали, с увеличением степени деформации. Примерами могут служить навивание в холодном состоянии, изгиб в холодном состоянии, их комбинации.
Температурой рекристаллизации считается та температура отжига, которая при наличии деформированной в холодном состоянии структуры с заданной степенью деформации обеспечивает за ограниченный промежуток времени полную рекристаллизацию. Температура рекристаллизации не имеет постоянного значения и зависит от степени предшествовавшей нагартовки и температуры плавления материала, в частности, стали. Например, у стали температура рекристаллизации зависит также от содержания углерода в ней и степени её легирования.
Под минимальной температурой рекристаллизации понимается самая низкая температура, при которой ещё происходит рекристаллизация, в частности, рекристаллизация структуры стальной проволоки.
Под температурой начала аустенитного превращения в рамках данного изобретения понимается температура, при которой происходит превращение, по меньшей мере, в частично аустенитную структуру. В частности, при температуре аустенитизации происходит преобразование, по меньшей мере, в частично аустенитную структуру.
Улучшение в смысле настоящего изобретения может быть частичным или полным.
Под теплопередачей, как это происходит, например, на этапе б) при термомеханической деформации, на этапе г)I во время нагрева, на этапе г)III при повторном нагреве и/или при другом виде теплопередачи, в рамках настоящего изобретения, понимается такая теплопередача, которая выбирается из теплопроводности, в частности, кондуктивного нагрева, теплового излучения, в частности, инфракрасного излучения, индуктивного нагрева, конвекции, в частности, вентилятора отопителя, и их комбинаций.
В рамках изобретения под стабилизатором понимается стабилизирующий торсион. В частности, участки стабилизаторов и/или составные стабилизаторы также понимаются как стабилизаторы согласно изобретению.
Согласно предпочтительному варианту выполнения изобретения изготовление пружины и/или торсиона проводится из стальной проволоки с содержанием углерода в диапазоне от 0,02 до 0,8 вес. %. В частности, в рамках изобретения под сталями с содержанием углерода в диапазоне от 0,02 до 0,8 вес. % понимаются доэвтектоидные стали.
Согласно предпочтительному варианту выполнения изобретения очерёдность этапов д) и е) может быть произвольной.
Согласно предпочтительному варианту выполнения изобретения термомеханическая деформация на этапе б) проводится при температуре, которая равна или превышает температуру начала аустенитизации, предпочтительно равна или превышает температуру окончания аустенитизации, особо предпочтительно при температуре в диапазоне от температуры окончания аустенитизации до температуры, превышающей последнюю на 50 0С.
Под температурой окончания аустенитизации в рамках изобретения понимается температура, при которой завершается превращение в аустенитную структуру.
Так, согласно предпочтительному варианту выполнения предусмотрено, чтобы в этом промежуточном состоянии, т. е. после термомеханической деформации и перед началом улучшения, проволока, находящаяся всё ещё в растянутом положении, была смотана, в частности, моталкой, для складирования или поставки. Это тем легче сделать, чем мягче проволока. Для последующего улучшения проволоку снова разматывают. Таким образом последующее улучшение совершенно не связано с термомеханической деформацией.
При осуществлении способа согласно изобретению также возможно разобщить улучшение и термомеханическую деформацию в отношении температурного диапазона. Если оптимальная температура при термомеханической деформации лежит несколько выше температуры аустенитизации материала проволоки, в частности, менее чем на 50 0С , то для улучшения целесообразно нагревать до значительно больших температур. Так, согласно предпочтительному варианту выполнения предусмотрено, чтобы температура улучшения превышала температуру деформации, в частности, превышала более чем на 50 0С температуру аустенитизации материала проволоки. Благодаря технологическому разделению между термомеханической деформацией и улучшением для каждой из обеих операций может задаваться оптимальная температура.
Другое преимущество при осуществлении способа согласно изобретению состоит в том, что в результате разобщения процессов «улучшение и термомеханическая деформация» оба эти процесса могут проводиться при скоростях перемещения проволоки, являющихся оптимальными (необходимыми) для соответствующего процесса. Скорость перемещения проволоки во время термомеханической деформации не является обязательно той же, что и при улучшении. На интегральной поточной линии, напротив, более медленный из обоих процессов задаёт скорость прохождения проволоки для обоих процессов, т.е. один из обоих процессов работает не в оптимальных условиях, следовательно, нерентабельно.
Другое преимущество способа согласно изобретению и пружины и/или торсиона согласно изобретению заключается в том, что пружинная проволока согласно изобретению обладает по сравнению с традиционными видами пружинной проволоки мелкозернистой структурой.
Согласно предпочтительному варианту выполнения изобретения охлаждение проволоки на этапе в) проводится до температуры ниже температуры минимальной температуры рекристаллизации, предпочтительно ниже 200єС, особо предпочтительно ниже 50єС.
Охлаждение после термомеханической деформации проводится предпочтительно при столь низкой скорости, что обеспечивается формирование перлитно-ферритной структуры. Для этого средний специалист может воспользоваться диаграммой время-температура фазового превращения, из которой он может определить скорость охлаждения.
В принципе может показаться, что предложенный порядок действий является неэкономичным по сравнению с известным способом, так как приходится повторно нагревать проволоку для горячей деформации после того, как уже проводилось промежуточное охлаждение. Однако выяснилось, что благодаря достигаемому при этом разобщению могут быть устранены названные выше недостатки, что является технически лучше и экономически предпочтительнее, чем преимущества при интегральном производстве. Кроме того промежуточное охлаждение может также проводиться целенаправленно с применением теплообменника, в результате чего отходящее тепло при охлаждении снова может использоваться для термомеханической деформации или последующего улучшения при довольно высоком кпд.
Согласно изобретению предварительно обработанная проволока может теперь применяться для изготовления деформированных в холодном состоянии стальных пружин, в частности, винтовых или торсионных пружин из стали. Проволока имеет температуру менее 200єС, в частности, комнатную температуру. Кроме того проволока уже была подвержена термомеханической деформации и обладает перлитно-ферритной структурой. Теперь эту проволоку улучшают, причём улучшение содержит следующие этапы: нагрев проволоки до температуры улучшения, лежащей выше температуры аустенитизации материала проволоки, и аустенитизация; резкое охлаждение нагретой до температуры улучшения проволоки для образования в ней мартенситной структуры; отпуск проволоки. Затем проводится холодная деформация проволоки для получения деформированной в холодном состоянии стальной пружины. Преимущества и варианты развития способа нацелены на такое применение.
Согласно предпочтительному варианту выполнения изобретения нагрев стальной проволоки проводится на этапе г)I до температуры, которая равна или превышает температуру начала аустенитного превращения, предпочтительно равна или превышает температуру окончания аустенитного превращения.
Согласно предпочтительному варианту выполнения изобретения при резком охлаждении проволоки на этапе г)I1 структура стальной проволоки претерпевает, по меньшей мере, частично превращение в мартенсит, стальная проволока имеет, по меньшей мере, температуру начала мартенситного превращения, причём резкое охлаждение проволоки проводится предпочтительно до первой температуры охлаждения стальной проволоки, составляющей менее или равной 200 0С.
Под температурой начала мартенситного превращения в рамках настоящего изобретения понимается температура, при которой происходит превращение, по меньшей мере, частично в мартенситную структуру.
Согласно предпочтительному варианту выполнения изобретения улучшением стальной проволоки на этапе г) задаётся распределение твёрдости по сечению стальной проволоки. Например, твёрдость стальной проволоки может варьироваться от края к сердцевине. В частности, твёрдость может снижаться или возрастать или сохраняться одинаковой от края к сердцевине. Предпочтительно твёрдость снижается от края к сердцевине стальной проволоки. Например, это может происходить при нагреве края стальной проволоки с последующим повторным охлаждением после одного из этапов г) – е).
Предпочтительно способ применяется при изготовлении деформированных в холодном состоянии винтовых пружин. Для этого проволоку навивают в холодном состоянии с получением стальных пружин; только после навивания в холодном состоянии винтовых пружин их отрезают от проволоки, в частности, разделяют.
Также предпочтительно способ применяется при изготовлении деформированных в холодном состоянии торсионов. При этом после улучшения проволоки её разрезают на мерные стержни. Затем стержни подвергают дополнительной обработке в виде холодной гибки для получения торсионных пружин, в частности, стабилизаторов для ходовой части автомобиля.
Согласно предпочтительному варианту выполнения изобретения по окончании одного из этапов г) – е) проводится на этапе ж) краевой нагрев и последующее повторное охлаждение стальной проволоки, при этом твёрдость возрастает от края к сердцевине стальной проволоки.
Согласно предпочтительному варианту выполнения изобретения по окончании одного из этапов в) – е) проводится на этапе з) сматывание стальной проволоки .
Согласно предпочтительному варианту выполнения изобретения по окончании одного из этапов в) – ж) на последующем этапе и) проводится обработка поверхности стальной проволоки, при которой, по меньшей мере, частично снимается поверхность стальной проволоки.
Согласно предпочтительному варианту выполнения изобретения в изготовленной пружине и/или торсионе способом согласно изобретению доля мартенсита составляет свыше 40 объ. %, предпочтительно свыше 80 объ. %, особо предпочтительно свыше 90 объ. %, и совершенно особо предпочтительно свыше 95 объ. %.
Согласно предпочтительному варианту выполнения изобретения способ осуществляется с применением стальной проволоки с содержанием углерода от 0,02 до 0,8 вес. %.
Согласно предпочтительному варианту выполнения изобретения для изготовления деформированных в холодном состоянии пружин и/или торсионов применяется стальная проволока с содержанием углерода от 0,02 до 0,8 вес. %.
Краткое описание чертежей
Ниже подробнее поясняются дополнительные, усовершенствующие изобретение меры наряду с описанием предпочтительного примера выполнения изобретения со ссылками на фигуры. При этом изображено:
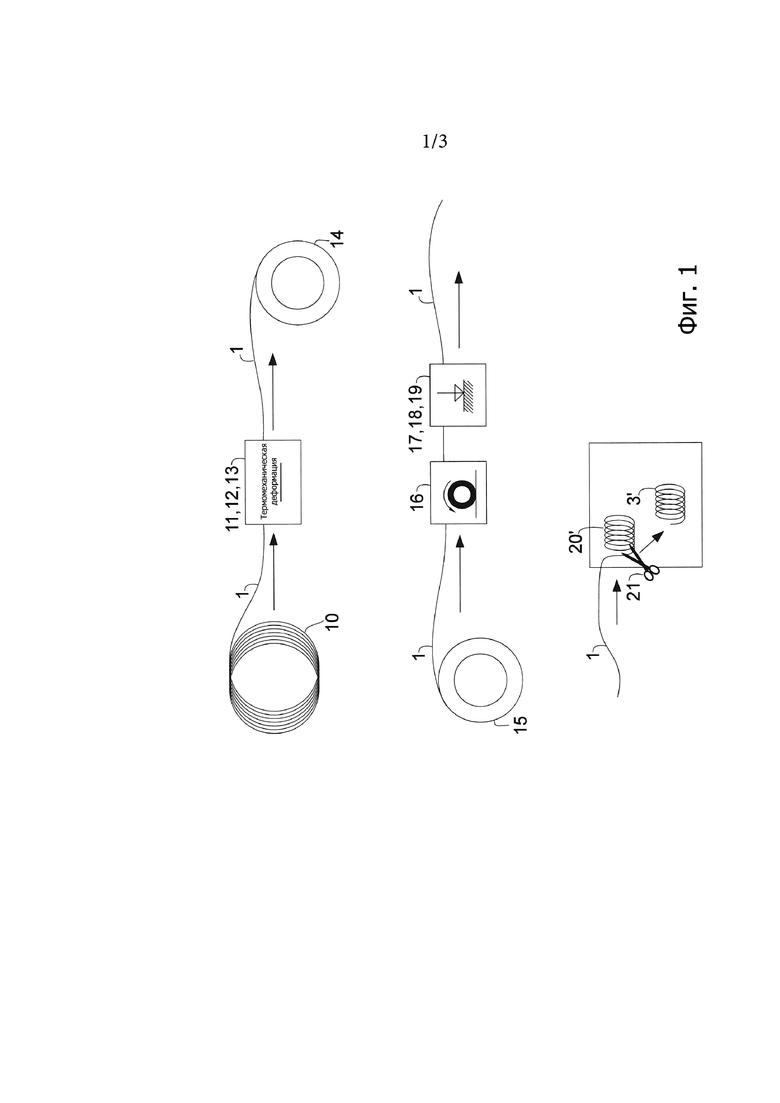
фиг. 1 – схематическое изображение способа согласно изобретению, вариант выполнения изобретения;
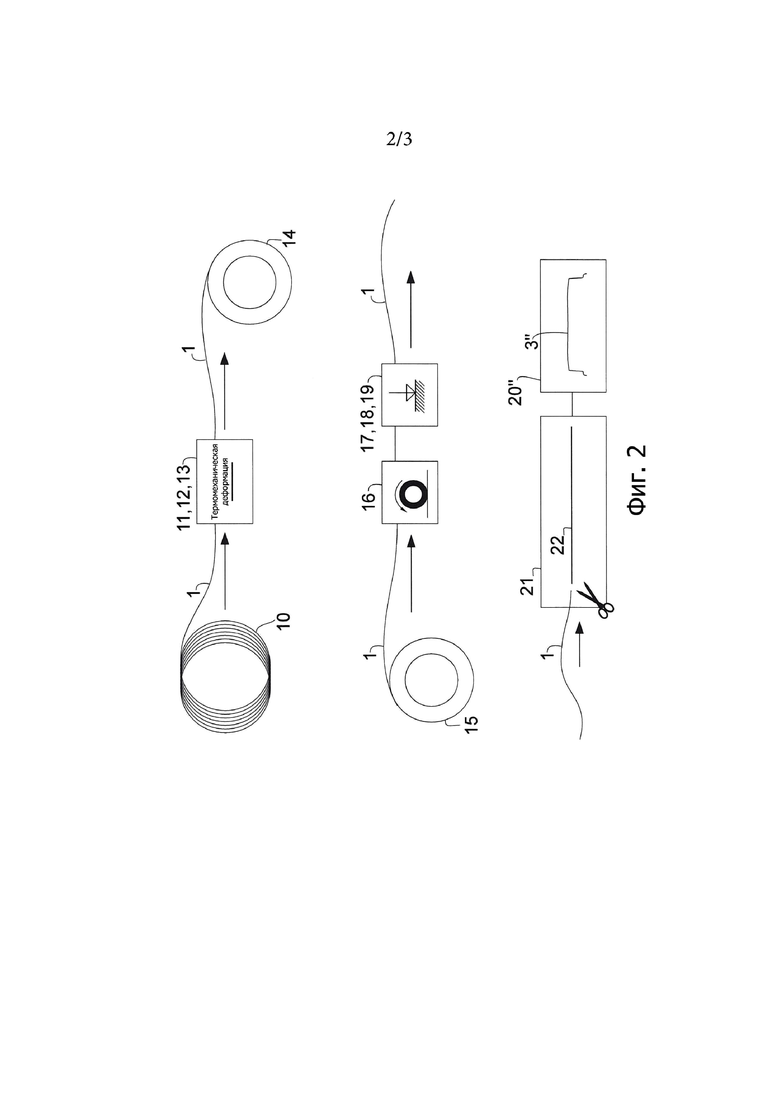
фиг. 2 - схематическое изображение способа согласно изобретению, другой вариант выполнения изобретения;
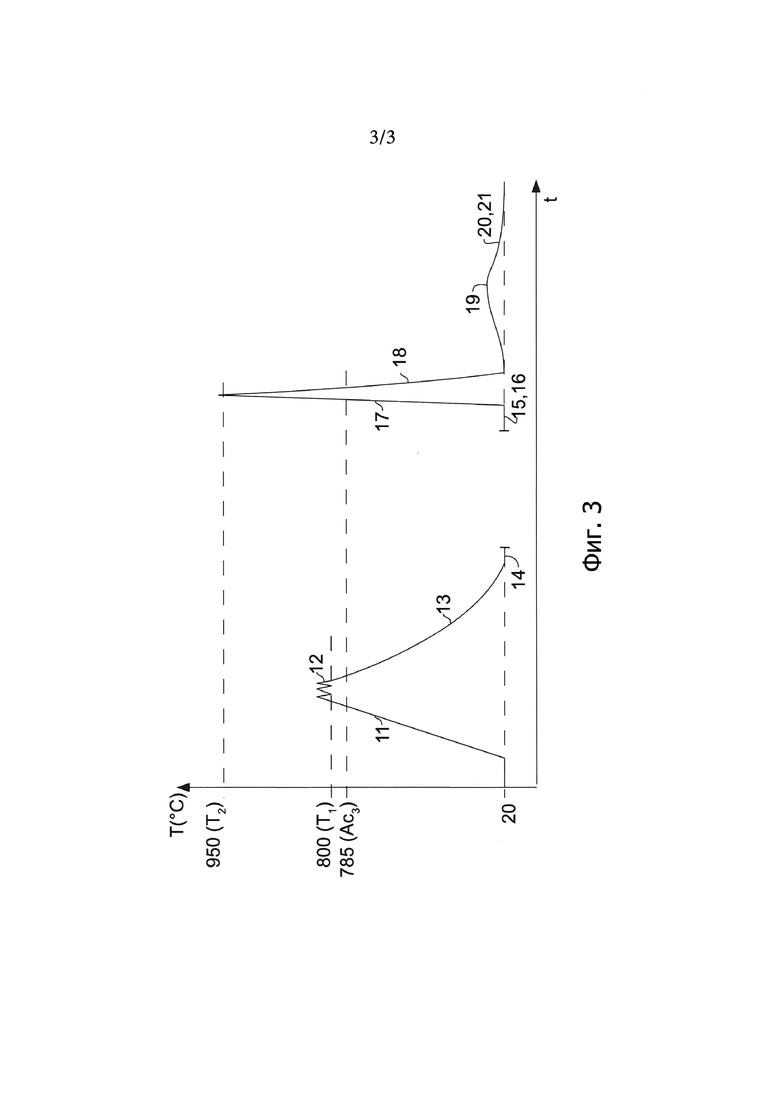
фиг. 3 – температурная характеристика согласно вариантам выполнения на фиг. 1 и 2.
Осуществление изобретения
Ниже совместно описываются фигуры 1 - 3. В состояние готовности приводится стальная проволока 1, в частности, катанка, намотанная в бухту 10. Сначала стальную проволоку 1 нагревают до температуры Т1 деформации, составляющей ок. 800 0С, которая выше минимальной температуры рекристаллизации стальной проволоки, в частности, выше температуры АС3 аустенитизации, составляющей в данном случае 785 0С, 11. Затем стальную проволоку 1 подвергают термомеханической деформации 12. Нагрев 11 может не проводиться, если термомеханическая деформация проводится сразу после процесса прокатки стальной проволоки и температура стальной проволоки уже соответствует требуемой температуре Т1 деформации.
Термомеханическая деформация 12 может проводиться многостадийной прокаткой в калибрах. Затем стальную проволоку 1 медленно охлаждают 13 таким образом, чтобы в ней образовалась, по меньшей мере, частично ферритно-перлитную структура, т.е. мягкая структура. Охлаждение может проводиться без дополнительного воздействия путём простого вылеживания при комнатной температуре или при температуре окружающей среды, однако предпочтительно охлаждение контролируется. До, во время или после охлаждения стальную проволоку сматывают, что незатруднительно сделать благодаря мягкому состоянию структуры. Для охлаждения может также использоваться теплообменник, в результате чего отходящее тепло будет снова отведено в процесс.
После сматывания стальной проволоки 1 она может поставляться с одного места обработки на другое для дополнительной обработки. На фиг. 3 это наглядно показано в виде проёма в температурной характеристике после сматывания 14. Изготовитель пружин теперь может закупить у изготовителя стальной проволоки предварительно обработанную посредством термомеханической деформации стальную проволоку 1 и ему не требуется иметь в наличии у себя необходимое для термомеханической деформации оборудование. Это обеспечивает изготовителю пружин экономию производственной площади и капитальных затрат.
После любой продолжительности складирования и/или доставки проводится улучшение стальной проволоки 1, которое теперь не требуется проводить непосредственно (также локально) после термомеханической деформации. После разматывания 15 может проводиться обработка, например, шлифование 16, предшествующее улучшению. После этого для проведения улучшения стальную проволоку нагревают 17 до температуры Т2 закалки, лежащей заметно выше температуры Ас3 аустенитизации или температуры Т1 деформации. В данном случае температура Т2 закалки составляет ок. 950 0С. Нагрев проводится очень быстро, предпочтительно индуктивным способом. Нагрев происходит при скорости не менее 50 К/с, предпочтительно не менее 100 К/с. После этого проводится закалка 18, например, в водяной или масляной ванне, в результате которой формируется, по меньшей мере, частично мартенситная структура. После этого стальную проволоку 1 отпускают 19.
Согласно первому варианту выполнения на фиг. 1 стальную проволоку 1 после улучшения навивают 20’ в холодном состоянии с получением винтовых пружин 3’ и затем отрезают 21 от стальной проволоки 1. Согласно альтернативному варианту выполнения на фиг. 2 стальную проволоку 1 после улучшения сначала разрезают 21 на отдельные пружинные стержни 22 и затем изгибают 20’’ в холодном состоянии с получением торсионных пружин 3’’.
При своём осуществлении изобретение не ограничено приведённым выше предпочтительным примером выполнения. Более того возможен целый ряд вариантов, в которых используется описанное решение также при принципиально иных вариантах выполнения. Все приведённые в формуле изобретения, описании и на чертежах признаки и/или преимущества, включая конструктивные подробности или пространственные компоновки, могут применяться согласно изобретению как раздельно, так и в разных комбинациях.
Промышленная применимость
Пружины и/или торсионы описанного выше типа находят применение, например, в производстве автомобилей, в частности, в их ходовых частях.
Перечень позиций
1 стальная проволока
2 пружинный стержень
3’ винтовая пружина
3’’ торсионная пружина
10 бухта
11 нагрев
12 термомеханическая деформация
13 охлаждение
14 сматывание
15 разматывание
16 шлифование
17 нагрев
18 закалка
18’ горячее навивание
19 отпуск
20’ холодное навивание
20’’ холодная гибка
21 резка
22 пружинный стержень
Изобретение относится к деформированной в холодном состоянии пружине. Описан способ изготовления пружины (3’), содержащий следующие этапы: а) приготовление стальной проволоки (1), б) термомеханическая деформация (12) приготовленной на этапе а) стальной проволоки (1) при температуре, превышающей минимальную температуру рекристаллизации стальной проволоки (1), при этом стальная проволока (1) обладает по меньшей мере частично аустенитной структурой, в) охлаждение стальной проволоки (1), деформированной термомеханическим способом на этапе б), г) улучшение стальной проволоки, включающее: нагрев (17) охлаждённой на этапе в) стальной проволоки (1) по меньшей мере до температуры закалки, которая равна или превышает температуру начала аустенитизации (I); резкое охлаждение (18) стальной проволоки (1), нагретой на этапе I по меньшей мере до температуры закалки, до первой температуры охлаждения, причём первая температура охлаждения лежит ниже минимальной температуры рекристаллизации стальной проволоки (1) и образуется по меньшей мере частично мартенситная структура (II); повторный нагрев резко охлаждённой на этапе II стальной проволоки (1) до первой температуры отпуска, которая ниже температуры начала аустенитизации (III); охлаждение повторно нагретой на этапе III стальной проволоки (1) до второй температуры охлаждения, причём вторая температура охлаждения лежит по меньшей мере ниже первой температуры отпуска (IV); д) холодная деформация (20’, 20’’) улучшенной на этапе г) стальной проволоки (1) при температуре холодной деформации, причём температура холодной деформации лежит ниже минимальной температуры рекристаллизации стальной проволоки; е) разделение (21) деформированной в холодном состоянии на этапе д) стальной проволоки, согласно изобретению охлаждение стальной проволоки (1) на этапе в) проводится до температуры ниже минимальной температуры рекристаллизации таким образом, чтобы в стальной проволоке (1) образовалась по меньшей мере частично ферритно-перлитная структура. Технический результат – получение пружины, обладающей повышенной вязкостью. 9 з.п. ф-лы, 3 ил.
1. Способ изготовления пружины (3’), содержащий следующие этапы:
а) приготовление стальной проволоки (1),
б) термомеханическая деформация (12) приготовленной на этапе а) стальной проволоки (1) при температуре, превышающей минимальную температуру рекристаллизации стальной проволоки (1), при этом стальная проволока (1) обладает по меньшей мере частично аустенитной структурой,
в) охлаждение стальной проволоки (1), деформированной термомеханическим способом на этапе б),
г) улучшение стальной проволоки, включающее:
нагрев (17) охлаждённой на этапе в) стальной проволоки (1) по меньшей мере до температуры закалки, которая равна или превышает температуру начала аустенитизации (I);
резкое охлаждение (18) стальной проволоки (1), нагретой на этапе I по меньшей мере до температуры закалки, до первой температуры охлаждения, причём первая температура охлаждения лежит ниже минимальной температуры рекристаллизации стальной проволоки (1) и образуется по меньшей мере частично мартенситная структура (II);
повторный нагрев резко охлаждённой на этапе II стальной проволоки (1) до первой температуры отпуска, которая ниже температуры начала аустенитизации (III);
охлаждение повторно нагретой на этапе III стальной проволоки (1) до второй температуры охлаждения, причём вторая температура охлаждения лежит по меньшей мере ниже первой температуры отпуска (IV);
д) холодная деформация (20’, 20’’) улучшенной на этапе г) стальной проволоки (1) при температуре холодной деформации, причём температура холодной деформации лежит ниже минимальной температуры рекристаллизации стальной проволоки;
е) разделение (21) деформированной в холодном состоянии на этапе д) стальной проволоки,
отличающийся тем, что
охлаждение стальной проволоки (1) на этапе в) проводится до температуры ниже минимальной температуры рекристаллизации таким образом, чтобы в стальной проволоке (1) образовалась по меньшей мере частично ферритно-перлитная структура.
2. Способ изготовления пружины (3’) по п. 1, отличающийся тем, что очерёдность этапов д) и е) является произвольной.
3. Способ изготовления пружины (3’) по п. 1 или 2, отличающийся тем, что термомеханическая деформация на этапе б) проводится при температуре, которая равна или превышает температуру начала аустенитного превращения, предпочтительно равна или превышает температуру окончания аустенитного превращения, особо предпочтительно лежит в диапазоне от температуры окончания аустенитного превращения до температуры, превышающей последнюю на 50ºС.
4. Способ изготовления пружины (3’) по любому из пп. 1–3, отличающийся тем, что охлаждение проволоки на этапе в) проводится по меньшей мере до температуры ниже минимальной температуры рекристаллизации, предпочтительно ниже 200ºС, особо предпочтительно ниже 50ºС.
5. Способ изготовления пружины (3’) по любому из пп. 1–4, отличающийся тем, что нагрев (17) стальной проволоки (1) на этапе г) I проводится до температуры, которая равна или превышает температуру начала аустенитного превращения, предпочтительно равна или превышает температуру окончания аустенитного превращения.
6. Способ изготовления пружины (3’) по любому из пп. 1–5, отличающийся тем, что при резком охлаждении (18) проволоки на этапе г) II структура стальной проволоки претерпевает по меньшей мере частично превращение в мартенсит и что стальная проволока (1) имеет по меньшей мере температуру начала мартенситного превращения, причём резкое охлаждение (18) проволоки проводится предпочтительно до первой температуры охлаждения стальной проволоки (1), составляющей менее или равной 200ºС.
7. Способ изготовления пружины (3’) по любому из пп. 1–6, отличающийся тем, что благодаря улучшению стальной проволоки (1) на этапе г) задаётся распределение твёрдости по сечению стальной проволоки (1).
8. Способ изготовления пружины (3’) по любому из пп. 1–7, отличающийся тем, что после одного из этапов г)–е) проводится на этапе ж) краевой нагрев (17) и последующее повторное охлаждение стальной проволоки (1), при этом твёрдость возрастает от края к сердцевине стальной проволоки (1).
9. Способ изготовления пружины (3’) по любому из пп. 1–8, отличающийся тем, что после одного из этапов в)–е) стальную проволоку (1) сматывают на этапе з).
10. Способ изготовления пружины (3’) по любому из пп. 1–9, отличающийся тем, что после одного из этапов в)–ж) на последующем этапе и) проводится обработка поверхности стальной проволоки (1), при которой поверхность стальной проволоки (1) снимается по меньшей мере частично.
| DE 19839383 A1, 27.01.2000 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ термической обработки деталей | 1979 |
|
SU899683A1 |

