Изобретение относится к сварке, конкретно к электродуговой механизированной сварке под флюсом, в частности, к флюсам, предназначенным для сварки и наплавки сталей.
Известен флюс для механизированной сварки и наплавки сталей, в котором в качестве составляющего используют шлак производства силикомарганца при следующем соотношении компонентов, мас. %: диоксид кремния 25-49, оксид алюминия 4-28, оксид кальция 15-32, фторид кальция 0,1-1,5,оксид магния 1,7-9,0, оксид марганца 3-17, оксид железа 0,1-3,5, при этом в качестве примесей флюс может содержать серы не более 0,12%, фосфора не более 0,02% (RU 2579412 МПК В23К 35/362, опубл. 10.12.2015).
Существенными недостатками данного флюса для сварки являются:
- повышенная стоимость флюса в связи с использованием оборудования для дробления и измельчения шлака производства силикомарганца;
образование при дроблении значительного количества мелкодисперсной фракции, которая не может быть использована для сварки под флюсом, в связи, с чем требуются утилизация мелкодисперсной фракции;
- при использовании изготовленного флюса без отсева мелкой фракции наблюдается повышенная отбраковка сварных швов по дефектам поверхности и снижение уровня механических свойств.
Известен также, выбранный в качестве прототипа, флюс для механизированной сварки и наплавки сталей, содержащий шлак производства силикомарганца, включающий мас. %: SiO2 25-49, Al2O3 4-28, CaO 15-32, CaF2 0,1-1,5, MgO 1,7-9,8, MnO 3-17, FeO 0,1-3,5, S ≤ 0,20 и P ≤ 0,05, при этом он дополнительно содержит жидкое стекло в качестве связующего и выполнен в виде гранул размером 0,45-2,5 мм при следующем соотношении компонентов, мас. %: шлак производства силикомарганца 60-85, жидкое стекло 15-40, при этом шлак производства силикомарганца имеет фракцию менее 0,45 мм (RU 2643027 МПК В23К 35/362, опубл. 29.01.2018) Существенными недостатками данного флюса для сварки являются: высокий уровень загрязненности стали неметаллическими включениями,
- повышенный угар легирующих элементов при наплавке;
- пониженные показатели твердости наплавляемого слоя,
- низкий уровень износостойкости наплавляемого слоя металла. Техническая проблема, решаемая предлагаемым изобретением,
заключается в повышении качественных показателей наплавляемого металла, в частности твердости и износостойкости, а также утилизация отходов металлургического производства.
Для решения существующей технической проблемы предложен флюс для механизированной сварки и наплавки сталей, включающий продукт производства силикомарганца и жидкое стекло в качестве связующего, согласно изобретению, в качестве продукта производства силикомарганца он содержит пыль газоочистки производства силикомарганца, при этом компоненты взяты в следующем соотношении, мас. %:
Техническими результатами при использовании изобретения являются:
- уменьшение стоимости производства флюса и сварочного процесса за счет эффективной утилизации мелкодисперсной пыли газоочистки производства силикомарганца;
- снижение загрязненности стали неметаллическими включениями,
- снижение угара легирующих элементов при сварке и наплавке;
- повышение твердости и износостойкости наплавляемого изделия.
Заявляемые пределы подобраны эмпирическим путем исходя из качества получаемых при сварке швов, стабильности процесса сварки и требуемых сварочно-технологических свойств флюса.
Введение в заявляемых пределах в состав флюса пыли производства силикомарганца обеспечивает, совместно с жидким стеклом, хорошее формирование шлака и высокие рафинирующие и укрывные свойства формирующихся шлаков в процессе сварки и наплавки.
Для изготовления флюса для сварки и наплавки использовали пыль газоочистки производства силикомарганца с химическим составом, мас. %: Al2O3=1,17-3,52; Na2O=0,3-0,93; K2O=0,2-5,6; СаО=5,2-7,6; SiO2=15,7-45,1; ВаО=0,04-0,21; MgO=5,31-10,73; S=0,08-0,47; Р=0,02-0,05; Fеобщ=0,5-1,8; Мnобщ=5,7-35,6; Zn=0,1-3,2; Pb=0,1-3,8.
В качестве жидкого стекла использовали калиево-натриевое жидкое стекло с плотностью при температуре 15-25°С - (1,30-1,55) г/см3 и силикатным модулем [SiO2:(K2O+Na2O)⋅1,0323]=2,6-3,0.
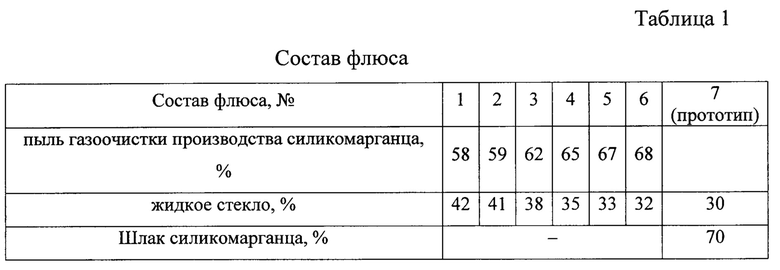
Изготовление заявляемого флюса для сварки и наплавки проводили следующим образом: пыль газоочистки производства силикомарганца смешивали с жидким стеклом в различных соотношениях (таблица 1).
При содержании жидкого стекла менее 33% наблюдался недостаток количества жидкого стекла, не удавалось провести связывание частиц пыли газоочистки производства силикомарганца с жидким стеклом, причем некоторое количество частиц пыли не соприкасалось с жидким стеклом и находилось в «сухом» состоянии.
При содержании жидкого стекла более 41%, частицы пыли газоочистки производства силикомарганца не полностью «впитывали» жидкое стекло и наблюдался избыток жидкого стекла.
После смешения компонентов смесь выдерживали при комнатной температуре в течение 24 часов, осуществляли сушку в печи при температуре 300°С, затем охлаждение, дробление и просев с выделением фракции 0,45-2,5 мм.
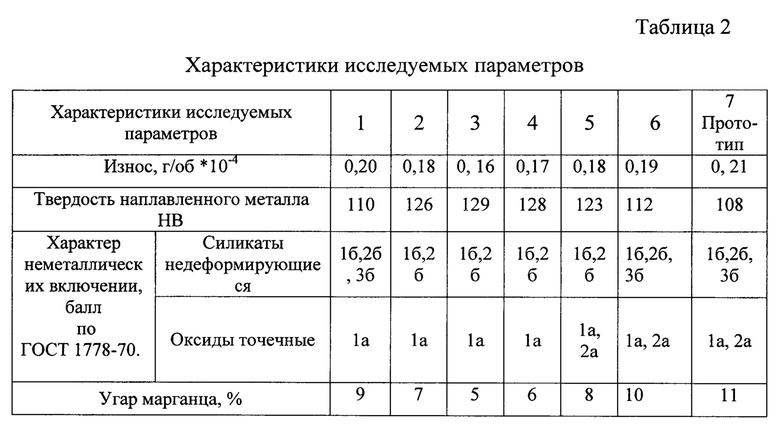
Наплавку образцов производили на образцах размером 300×150 мм толщиной 40 мм из листовой стали марки 09Г2С.Процесс проводили проволокой Св-08ГА диаметром 4 мм с использованием сварочного трактора ASAW-1250 на различных режимах наплавки. Из наплавленных пластин осуществляли вырезку образцов для проведения исследований: измерение твердости, износостойкости, исследование на наличие неметаллических включений (таблица 2).
Химический состав наплавленного металла определяли рентгенофлюоресцентным методом на спектрометре XRF-1800 и атомно-эмиссионным методом на спектрометре ДФС-71. Металлографическое исследование микрошлифов проводилось без травления с помощью оптического микроскопа OLYMPUS GX-51 при увеличении ×100 методом сравнения с эталонными шкалами в соответствие с ГОСТ 1778-70. Замеры твердости проводили ультразвуковым твердомером - УЗИТ -3. Наличие трещин в процессе наплавки оценивали визуально, а также на металлографических шлифах. Испытания на износ по схеме «ДИСК -КОЛОДКА» проводили на машине 2070 СМТ-1.
Для сравнения результатов наплавки так же был использован флюс на основе шлака производства силикомарганца с жидким стеклом (RU 2643027 РФ, МПК8 В23К 35/362). Исследуемый флюс содержит: 60-85% шлака силикомарганца, 15-40% жидкого стекла.
Исследовались 7 различных составов флюса (таблица 1): 1 - нижний заграничный состав флюса; 2 - нижний граничный состав флюса; 3,4 - среднее содержание заявленного состава флюса; 5 - верхний предел заявленного состава флюса; 6 - верхний заграничный состав флюса. 7 - прототип. Взаимосвязь некоторых исследуемых параметров в зависимости от состава приведена в таблице 2.
Использование заявляемого флюса для сварки по сравнению с прототипом позволило:
1. уменьшить стоимость производства флюса и сварочного процесса за счет эффективной утилизации мелкодисперсной пыли газоочистки производства силикомарганца на 5-8%;
2. снизить загрязненность стали неметаллическими включениями;
3. снизить угар легирующих элементов при сварке и наплавке с 11% до 5,7%;
4. повысить твердость со 110 НВ до 126-129 НВ и износостойкость наплавленного изделия с 0,20 г/об *10-4 до 0,16-0,18 г/об *10-4.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2018 |
|
RU2682730C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2018 |
|
RU2682515C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2018 |
|
RU2683166C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2019 |
|
RU2718031C1 |
| Флюс для механизированной сварки и наплавки сталей | 2020 |
|
RU2753346C1 |
| Флюс для механизированной сварки и наплавки сталей | 2020 |
|
RU2749735C1 |
| ШИХТА ДЛЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2017 |
|
RU2681052C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2021 |
|
RU2772824C1 |
| ФЛЮС ДЛЯ СВАРКИ И НАПЛАВКИ | 2014 |
|
RU2566236C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2021 |
|
RU2772822C1 |
Изобретение может быть использовано при электродуговой механизированной сварке и наплавке сталей под флюсом. Флюс содержит пыль газоочистки производства силикомарганца 59-67 мас. % и жидкое стекло 33-41 мас. %. Изобретение обеспечивает уменьшение стоимости производства флюса и сварочного процесса за счет эффективной утилизации мелкодисперсной пыли газоочистки производства силикомарганца, снижение загрязненности стали неметаллическими включениями и снижение угара легирующих элементов при сварке и наплавке, а также повышение твердости и износостойкости наплавляемого изделия. 2 табл.
Флюс для механизированной сварки и наплавки сталей, включающий продукт производства силикомарганца и жидкое стекло в качестве связующего, отличающийся тем, что в качестве продукта производства силикомарганца он содержит пыль газоочистки производства силикомарганца, при этом компоненты флюса взяты в следующем соотношении, мас. %:
| Флюс для механизированной сварки и наплавки сталей | 2016 |
|
RU2643027C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2014 |
|
RU2579412C2 |
| Сварочный флюс для электрошлаковой сварки легированных сталей | 1981 |
|
SU998064A1 |
| Шихта для получения плавленого сварочного флюса типа АН-47 | 1986 |
|
SU1447621A1 |
| KR 1020120073386 A, 05.07.2012. | |||

