ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к стальному листу для горячей штамповки, обладающему превосходной адгезией окалины во время горячей штамповки, к способу производства стального листа для горячей штамповки, а также к формируемому горячей штамповкой телу, которое является телом, формируемым из этого стального листа для горячей штамповки.
УРОВЕНЬ ТЕХНИКИ
[0002] Сокращение веса элементов, таких как защитные брусья дверей и боковые элементы автомобилей исследуется в русле новой тенденции улучшения топливной эффективности, и в терминах материала увеличение прочности стального листа является важным с точки зрения прочности и безопасности при столкновении, которые должны быть обеспечены даже в том случае, когда толщина листа уменьшается. В дальнейшем прочность означает как прочность при растяжении, так и предел текучести. Однако формуемость материала ухудшается по мере того, как прочность увеличивается, и поэтому для того, чтобы реализовать снижение веса вышеописанных элементов, необходимо производить стальной лист, который удовлетворял бы как требованиям формуемости, так и требованиям высокой прочности. В качестве способа для получения высокой формуемости одновременно с высокой прочностью существуют стали TRIP (пластичность, вызванная преобразованием), использующие мартенситное превращение остаточного аустенита, которые описываются в Патентном документе 1 и Патентном документе 2, и применение сталей TRIP в последние годы расширялось. Однако в этой стали, хотя способность к вытяжке и удлинение улучшаются во время формования, из-за высокой прочности стального листа существует проблема низкой стабильности формы элемента после прессования.
[0003] Для того, чтобы сформировать высокопрочный стальной лист, который обладает недостаточной формуемостью, с хорошей фиксируемостью формы, существует способ, называемый горячим прессованием, который описывается в Патентном документе 3 и Патентном документе 4. Этот способ предусматривает формование при температуре от 200°C до приблизительно 500°C, при которой прочность стального листа уменьшается. Однако в случае формования высокопрочного стального листа с прочностью 780 МПа или больше этот способ сталкивается с проблемами, которые заключаются в том, что даже когда температура формования увеличивается, прочность стального листа может все еще оставаться высокой в некоторых случаях, и таким образом формование остается затруднительным, а также в том, что прочность стального листа после формования уменьшается за счет нагревания, и таким образом предопределенная прочность в некоторых случаях не может быть получена.
[0004] В качестве способа для решения этих проблем существует способ, называемый горячей штамповкой, при котором вырубают лист мягкой стали предопределенного размера, затем нагревают стальной лист до однофазной области аустенита при 800°C или выше, после этого выполняют прессование в однофазной области аустенита, как раскрыто в Патентном документе 5, и после этого выполняет упрочнение. В результате становится возможным произвести элемент, который имеет высокую прочность порядка 980 МПа или больше, а также обладает превосходной стабильностью формы.
[0005] Однако при горячей штамповке стальной лист помещается в нагревательную печь или нагревается до высокой температуры, превышающей 800°C, с помощью электрического нагрева или нагрева дальним инфракрасным излучением в атмосфере, и таким образом горячей штамповке свойственна проблема окалины, образующейся на поверхности стального листа. Штамп может изнашиваться из-за образующейся окалины, отваливающейся во время горячей штамповки, и поэтому необходимо, чтобы адгезия окалины была превосходной во время горячей штамповки. В качестве методики, которая решает эти проблемы, известна методика ограничения образования окалины путем использования неокисляющей атмосферы в нагревательной печи (см., например, Патентный документ 6). Однако при этом необходимо строгое управление атмосферой в нагревательной печи, и таким образом стоимость оборудования увеличивается, а производительность уменьшается. Кроме того, стальной лист, который вынимается из печи, подвергается воздействию атмосферы, и таким образом эта методика имеет проблему неизбежного образования окалины. В дополнение к этому, в последние годы с целью улучшения производительности горячей штамповки был разработан способ для электрического нагревания стального листа в атмосфере. Во время нагревания в атмосфере предотвращение окисления стального листа является затруднительным, и таким образом проблема износа штампа из-за потери окалины во время горячей штамповки становится очевидной. В результате регулярный ремонт штампа становится существенным.
[0006] Известна методика ограничения износа штампа, вызванного потерей окалины, путем использования при горячей штамповке стального листа с цинковым покрытием или алюминиевым покрытием, нанесенным на поверхность стального листа, в качестве стального листа, который решает эти проблемы. Однако, поскольку цинковое покрытие или алюминиевое покрытие плавятся и переходят в жидкую фазу во время нагревания, эта методика создает проблему того, что цинк или Al прилипают к внутренностям нагревательной печи и штампа во время переноса стального листа или во время его прессования. Отложение прилипшего цинка или Al создает проблему порождения дефектов углубления формируемого горячей штамповкой тела, а также прилипания сформированного тела, что ухудшает внешний вид. Следовательно, в результате необходимо регулярно ремонтировать штамп.
[0007] Следовательно, требуется разработать стальной лист для горячей штамповки, в котором окалина не отделялась бы во время горячей штамповки, и не происходило бы адгезии расплавленного металла к штампу.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0008]
Патентный документ 1: Японская отложенная патентная заявка № 01-230715
Патентный документ 2: Японская отложенная патентная заявка № 02-217425
Патентный документ 3: Японская отложенная патентная заявка № 2002-143935
Патентный документ 4: Японская отложенная патентная заявка № 2003-154413
Патентный документ 5: Японская отложенная патентная заявка № 2002-18531
Патентный документ 6: Японская отложенная патентная заявка № 2004-106034
Патентный документ 7: Японская отложенная патентная заявка № 2002-18531
Патентный документ 8: Японская отложенная патентная заявка № 2008-240046
Патентный документ 9: Японская отложенная патентная заявка № 2010-174302
Патентный документ 10: Японская отложенная патентная заявка № 2008-214650
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0009] В свете вышеупомянутых проблем настоящее изобретение имеет своей целью предложить стальной лист для горячей штамповки, который обладал бы превосходной адгезией окалины во время горячей штамповки без адгезии расплавленного металла к штампу, способ для производства этого стального листа для горячей штамповки, а также формируемое горячей штамповкой тело.
РЕШЕНИЕ ПРОБЛЕМЫ
[0010] Авторы настоящего изобретения исследовали способы решения вышеописанных проблем. В результате, для улучшения адгезии окалины стального листа, 0,50 мас.% - 3,00 мас.% Si содержится в стальном листе, количество антикоррозионного масла, которое наносится на стальной лист, устанавливается внутри диапазона 50-1500 мг/м2, и шероховатость поверхности стального листа устанавливается как Rz>2,5 мкм. Кроме того, содержание серы в антикоррозионном масле предпочтительно устанавливается равным 5 мас.% или меньше. Тем самым было найдено, что адгезия окалины во время нагревания и во время горячей штамповки улучшается. В большинстве случаев включения покрывающего масла концентрируются на границе между основным железом и окалиной, ухудшая тем самым адгезию окалины. Однако было найдено, что возможно гарантировать адгезию окалины при комбинированном использовании ограничения на количество включений, а также якорного эффекта, использующего неравномерности на поверхности стального листа.
[0011] Настоящее изобретение создано на основе вышеописанных знаний, и его суть заключается в следующем.
(1) Стальной лист для горячей штамповки, имеющий следующий состав, в мас.%:
C: от 0,100 до 0,600;
Si: от 0,50 до 3,00;
Mn: от 1,20 до 4,00;
Ti: от 0,005 до 0,100;
B: от 0,0005 до 0,0100;
P: 0,100 или меньше;
S: от 0,0001 до 0,0100;
Al: от 0,005 до 1,000;
N: 0,0100 или меньше;
Ni: от 0 до 2,00;
Cu: от 0 до 2,00;
Cr: от 0 до 2,00;
Mo: от 0 до 2,00;
Nb: от 0 до 0,100;
V: от 0 до 0,100;
W: от 0 до 0,100; и
один, два или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg: в общей сумме от 0 мас.% до 0,0300 мас.%;
с остатком из железа и примесей,
в котором шероховатость поверхности стального листа удовлетворяет условию Rz>2,5 мкм, и покрывающее масло в количестве 50-1500 мг/м2 нанесено на поверхность.
[0012]
(2) Стальной лист для горячей штамповки в соответствии с вышеописанным п. (1),
в котором количество серы в покрывающем масле, которое нанесено на стальной лист, составляет 5 мас.% или меньше.
[0013]
(3) Стальной лист для горячей штамповки в соответствии с вышеописанным п. (1) или (2),
состав которого содержит:
один, два или более элементов, выбираемых из группы, состоящей из, в мас.%:
Ni: от 0,01 до 2,00,
Cu: от 0,01 до 2,00,
Cr: от 0,01 до 2,00,
Mo: от 0,01 до 2,00,
Nb: от 0,005 до 0,100,
V: от 0,005 до 0,100, и
W: от 0,005 до 0,100.
[0014]
(4) Стальной лист для горячей штамповки в соответствии с любым из вышеописанных пп. (1) - (3),
состав которого содержит:
в общей сумме от 0,0003 мас.% до 0,0300 мас.% одного, двух или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg.
[0015]
(5) Способ для производства стального листа для горячей штамповки, включающий в себя
стадию отливки сляба, содержащего в мас.%:
C: от 0,100 до 0,600,
Si: от 0,50 до 3,00,
Mn: от 1,20 до 4,00,
Ti: от 0,005 до 0,100,
B: от 0,0005 до 0,0100,
P: 0,100 или меньше,
S: от 0,0001 до 0,0100,
Al: от 0,005 до 1,000,
N: 0,0100 или меньше,
Ni: от 0 до 2,00,
Cu: от 0 до 2,00,
Cr: от 0 до 2,00,
Mo: от 0 до 2,00,
Nb: от 0 до 0,100,
V: от 0 до 0,100,
W: от 0 до 0,100; и
один, два или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg: в общей сумме от 0 мас.% до 0,0300 мас.%;
с остатком из Fe и примесей, и горячей прокатки этого сляба немедленно после отливки или после охлаждения и нагревания сляба для того, чтобы получить горячекатаный стальной лист,
стадию травления этого горячекатаного стального листа в течение 30 с или больше в водном растворе, имеющем температуру от 80°C до менее чем 100°C, и включающем в себя ингибитор с концентрацией кислоты 3-20 мас.%; и
стадию нанесения антикоррозионного масла на стальной лист после выполнения травления,
причем количество антикоррозионного масла, остающегося на поверхности стального листа, ограничивается величиной 50-1500 мг/м2.
[0016]
(6) Способ для производства стального листа для горячей штамповки в соответствии с вышеописанным п. (5), в котором антикоррозионное масло наносят на протравленный горячекатаный стальной лист.
[0017]
(7) Способ для производства стального листа для горячей штамповки в соответствии с вышеописанным п. (5), дополнительно включающий в себя стадию холодной прокатки протравленного горячекатаного стального листа для того, чтобы получить лист холоднокатаной стали,
в котором антикоррозионное масло наносится на этот лист холоднокатаной стали.
[0018]
(8) Способ для производства стального листа для горячей штамповки в соответствии с вышеописанным п. (5), дополнительно включающий в себя стадию холодной прокатки протравленного горячекатаного стального листа, а также дополнительно выполнение термообработки в оборудовании для непрерывного отжига или в контейнерной отжиговой печи для того, чтобы получить лист холоднокатаной стали,
в котором антикоррозионное масло наносится на этот лист холоднокатаной стали.
[0019]
(9) Способ для производства стального листа для горячей штамповки в соответствии с любым из вышеописанных пп. (5) - (8),
в котором количество серы в антикоррозионном масле, которое наносится на стальной лист, составляет 5 мас.% или меньше.
[0020]
(10) Способ для производства стального листа для горячей штамповки в соответствии с любым из пп. (5) - (9),
в котором состав сляба содержит
один, два или более элементов, выбираемых из группы, состоящей из, в мас.%:
Ni: от 0,01 до 2,00,
Cu: от 0,01 до 2,00,
Cr: от 0,01 до 2,00,
Mo: от 0,01 до 2,00,
Nb: от 0,005 до 0,100,
V: от 0,005 до 0,100, и
W: от 0,005 до 0,100.
[0021]
(11) Способ для производства стального листа для горячей штамповки в соответствии с любым из вышеописанных пп. (5) - (10),
в котором состав сляба содержит
в общей сумме от 0,0003 мас.% до 0,0300 мас.% одного, двух или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg.
[0022]
(12) Формируемое горячей штамповкой тело, состав которого содержит, в мас.%:
C: от 0,100 до 0,600,
Si: от 0,50 до 3,00,
Mn: от 1,20 до 4,00,
Ti: от 0,005 до 0,100,
B: от 0,0005 до 0,0100,
P: 0,100 или меньше,
S: от 0,0001 до 0,0100,
Al: от 0,005 до 1,000,
N: 0,0100 или меньше,
Ni: от 0 до 2,00,
Cu: от 0 до 2,00,
Cr: от 0 до 2,00,
Mo: от 0 до 2,00,
Nb: от 0 до 0,100,
V: от 0 до 0,100,
W: от 0 до 0,100; и
один, два или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg: в общей сумме от 0 мас.% до 0,0300 мас.%;
с остатком из железа и примесей,
в котором три или более неравномерностей в диапазоне 0,2-8,0 мкм в глубину присутствуют на 100 мкм на границе между окалиной и основным железом, и прочность при растяжении составляет 1180 МПа или больше.
[0023]
(13) Формируемое горячей штамповкой тело в соответствии с вышеописанным п. (12),
в котором оксид Si, FeO, Fe3O4 и Fe2O3 включаются в поверхность формируемого горячей штамповкой тела, а толщина окалины составляет 10 мкм или меньше.
[0024]
(14) Формируемое горячей штамповкой тело в соответствии с вышеописанным п. (12) или (13),
в котором состав формируемого горячей штамповкой тела содержит
один, два или более элементов, выбираемых из группы, состоящей из, в мас.%:
Ni: от 0,01 до 2,00,
Cu: от 0,01 до 2,00,
Cr: от 0,01 до 2,00,
Mo: от 0,01 до 2,00,
Nb: от 0,005 до 0,100,
V: от 0,005 до 0,100, и
W: от 0,005 до 0,100.
[0025]
(15) Формируемое горячей штамповкой тело в соответствии с любым из вышеописанных пп. (12) - (14),
в котором состав формируемого горячей штамповкой тела содержит
в общей сумме от 0,0003 мас.% до 0,0300 мас.% одного, двух или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0026] В соответствии с настоящим изобретением могут быть обеспечены стальной лист для горячей штамповки, обладающий превосходной адгезией окалины во время горячей штамповки без адгезии расплавленного металла к штампу, способ для производства этого стального листа для горячей штамповки, а также формируемое горячей штамповкой тело.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
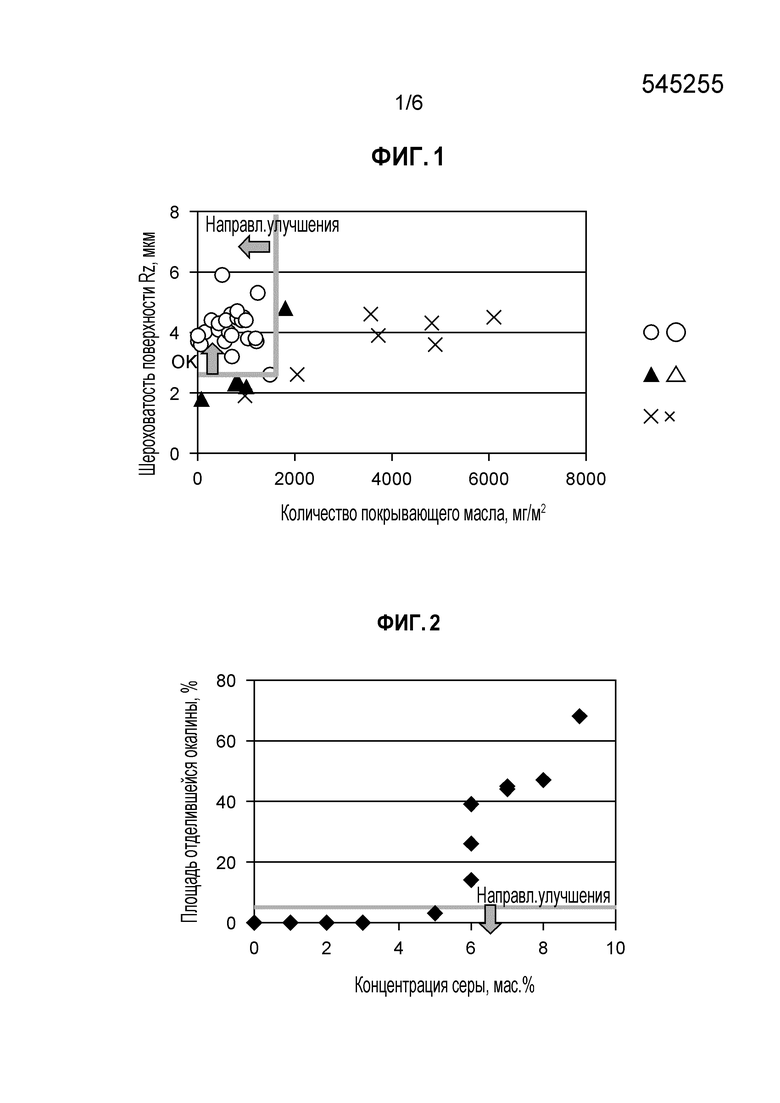
[0027] [Фиг. 1] Фиг. 1 представляет собой диаграмму, иллюстрирующую соотношение между количеством покрывающего масла на стальном листе и шероховатостью поверхности Rz стального листа.
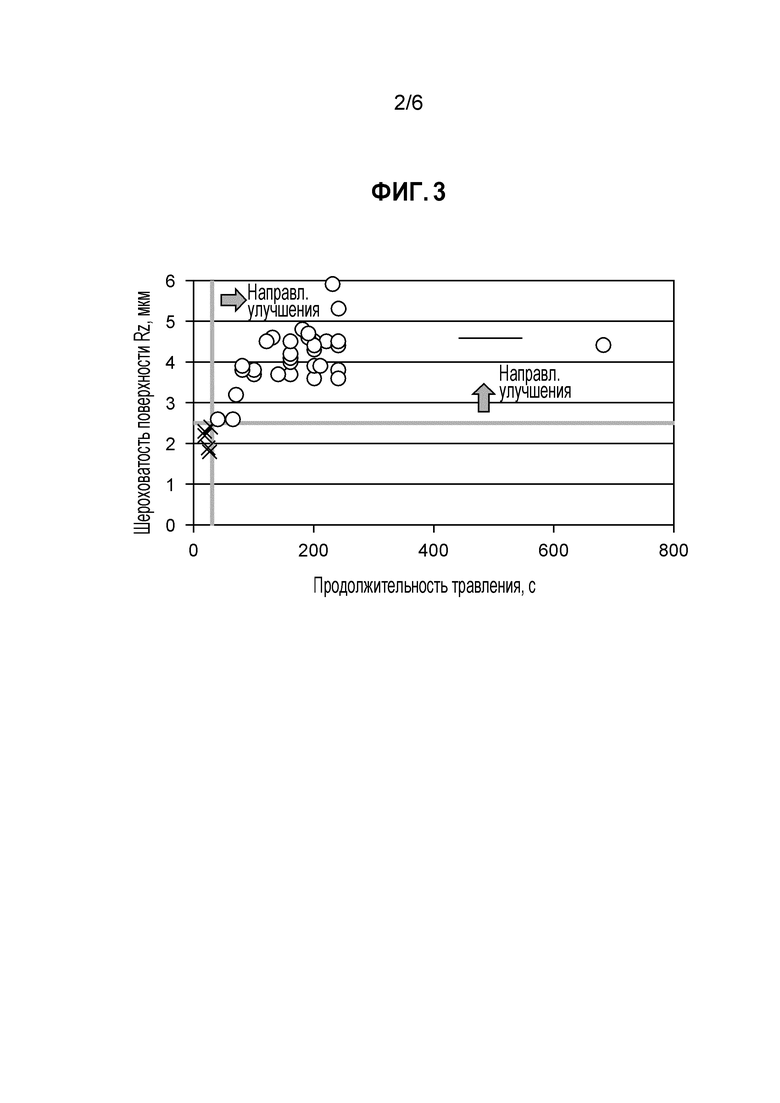
[Фиг. 2] Фиг. 2 представляет собой диаграмму для объяснения того, что когда концентрация серы в покрывающем масле увеличивается, окалина легко отделяется.
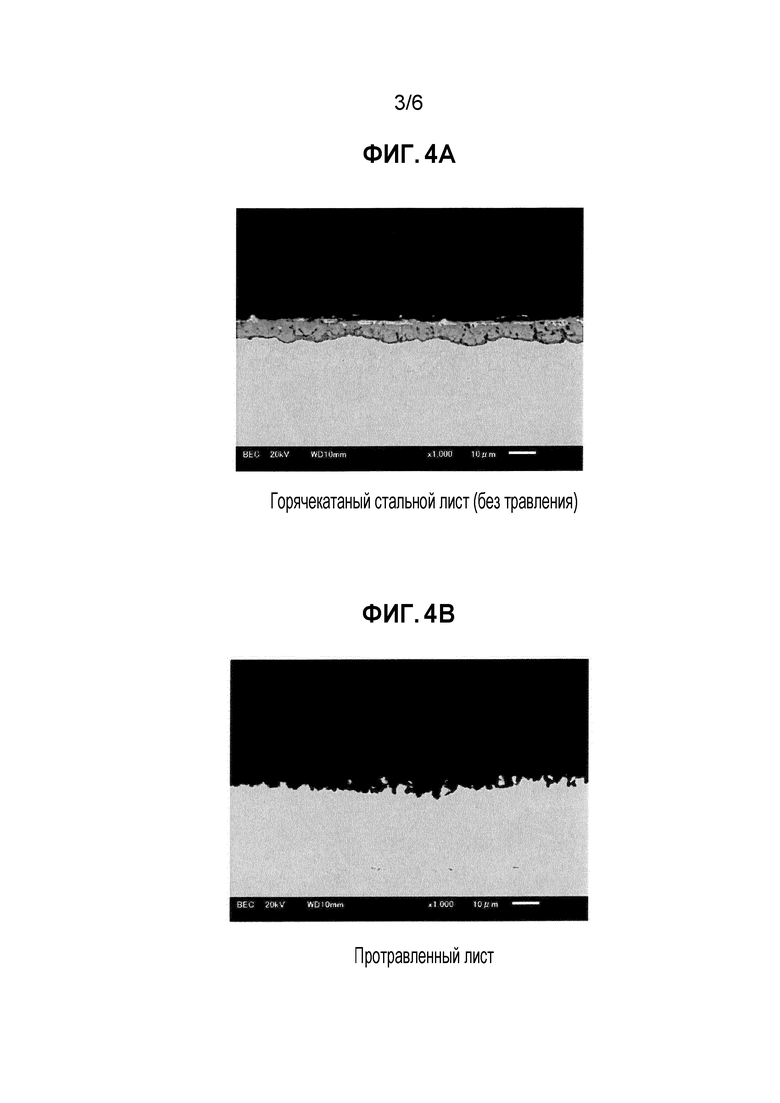
[Фиг. 3] Фиг. 3 представляет собой диаграмму, иллюстрирующую соотношение между временем травления и шероховатостью поверхности Rz стального листа.
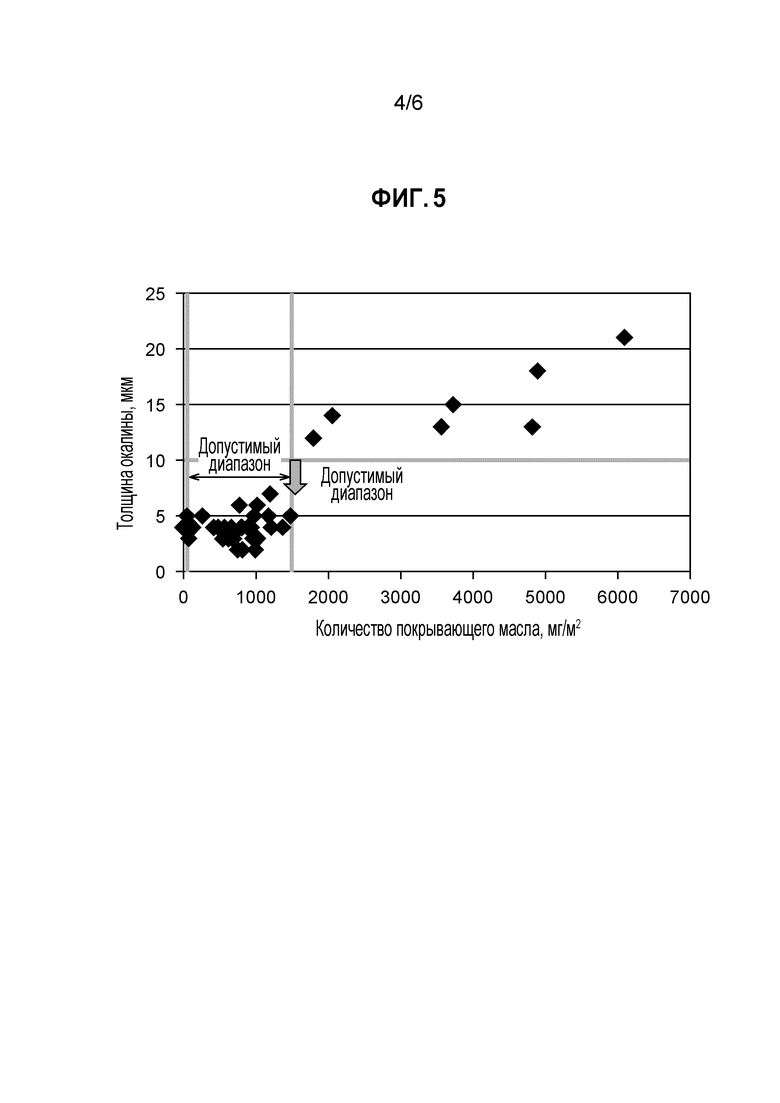
[Фиг. 4A] Фиг. 4A представляет собой фотографию, показывающую микроструктуру поверхностного слоя горячекатаного стального листа перед травлением.
[Фиг. 4B] Фиг. 4B представляет собой фотографию, показывающую микроструктуру поверхностного слоя после травления.
[Фиг. 5] Фиг. 5 представляет собой диаграмму, иллюстрирующую соотношение между количеством покрывающего масла и толщиной окалины.
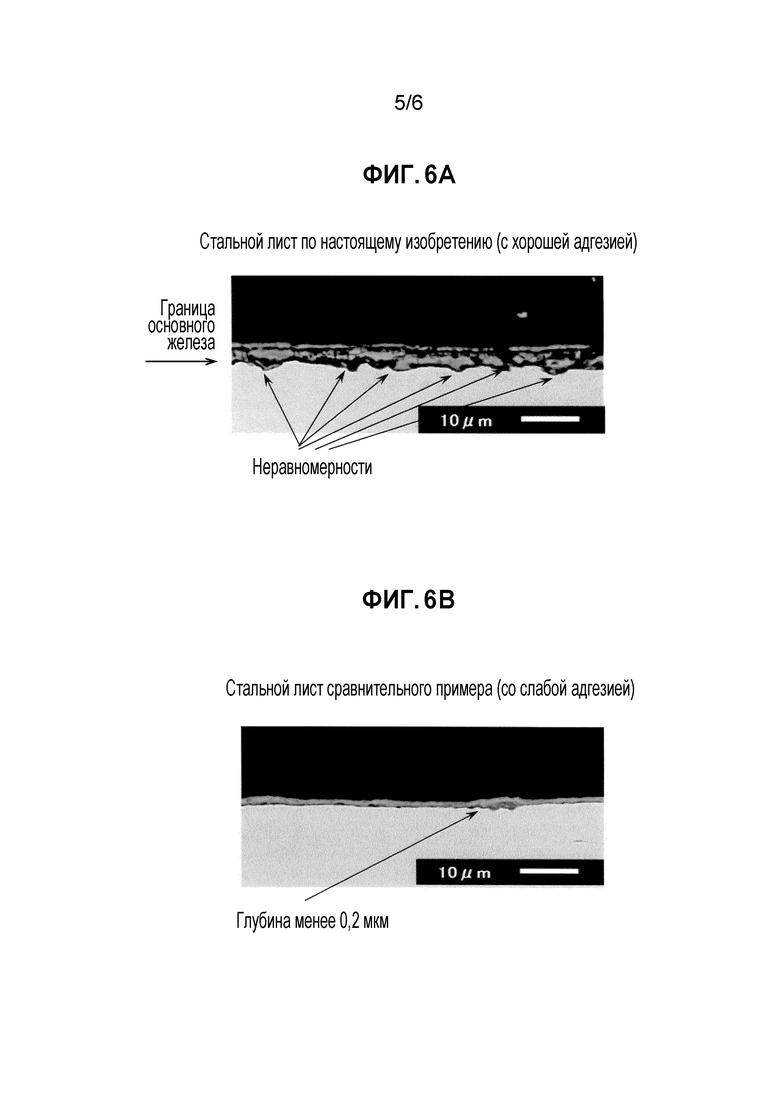
[Фиг. 6A] Фиг. 6A представляет собой фотографию, показывающую сечение формируемого горячей штамповкой тела одного примера настоящего изобретения.
[Фиг. 6B] Фиг. 6B представляет собой фотографию, показывающую сечение формируемого горячей штамповкой тела сравнительного примера.
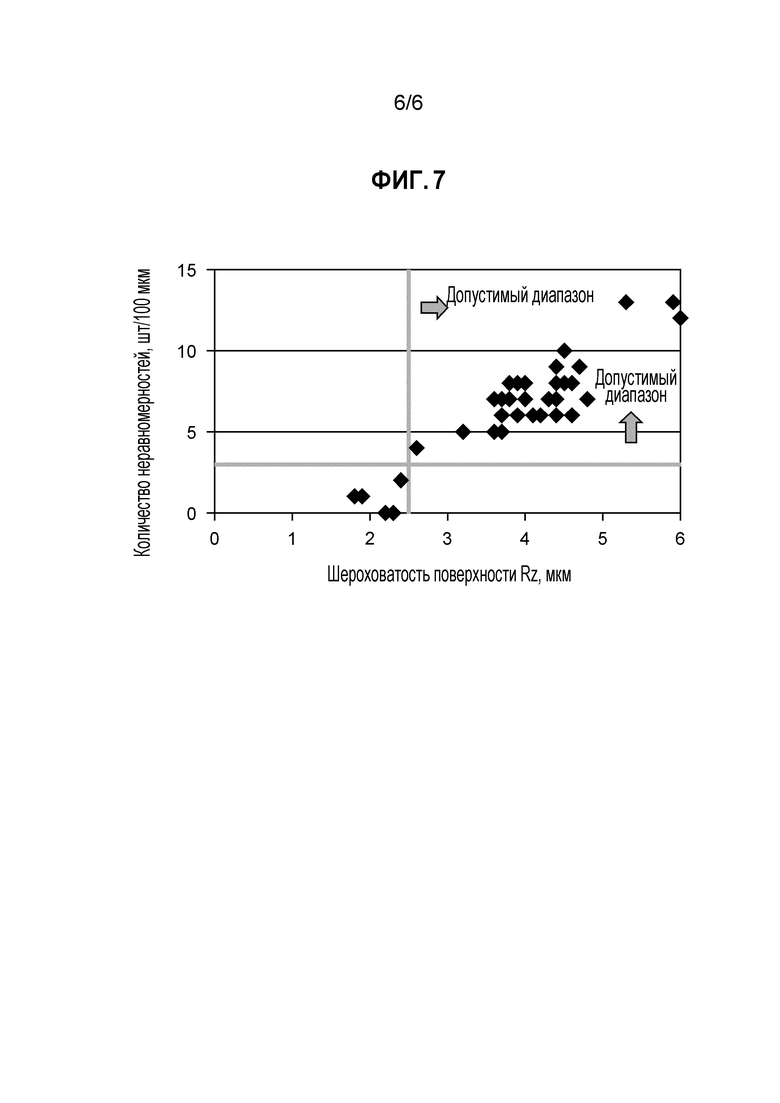
[Фиг. 7] Фиг. 7 представляет собой диаграмму для объяснения того, что когда шероховатость поверхности Rz перед термообработкой горячей штамповкой составляет менее 2,5, численная плотность неравномерностей после термообработки горячей штамповкой составляет менее 3.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0028] Стальной лист для горячей штамповки по настоящему изобретению содержит от 0,5 мас.% до 3,0 мас.% Si в стальном листе, количество антикоррозионного масла, наносимого на стальной лист, находится в диапазоне 50-1500 мг/м2, и шероховатость поверхности стального листа Rz>2,5 мкм. Предпочтительно, чтобы содержание серы в антикоррозионном масле составляло 5 мас.% или меньше.
Сначала будет описана причина, по которой авторы настоящего изобретения обратили свое внимание на покрывающее масло.
[0029] С целью улучшения адгезии окалины стальных листов без металлического покрытия (листов холоднокатаной стали или горячекатаных стальных листов) авторы настоящего изобретения исследовали поверхностные свойства стальных листов, а также влияние различных видов обработки. В результате авторы настоящего изобретения установили, что хотя стальные листы показывают после обезжиривания превосходную адгезию окалины, адгезия окалины значительно ухудшается после нанесения антикоррозионного масла. Когда авторы настоящего изобретения исследовали соотношение между адгезией окалины и антикоррозионным маслом более подробно, было найдено, что когда количество серы, содержащейся в качестве примеси в антикоррозионном масле, увеличивается, окалина имеет тенденцию легко отделяться. Возможно, что сера в антикоррозионном масле оказывает влияние на адгезию окалины, хотя точная причина этого неясна.
[0030] С другой стороны, необходимо наносить антикоррозионное масло, такое как минеральное масло, на протравленный горячекатаный стальной лист для горячей штамповки и лист холоднокатаной стали для горячей штамповки после холодной прокатки или отжига для того, чтобы сдержать образование ржавчины в период от производства до использования. В частности, стальной лист после травления обычно покрывался маслом в количестве более чем 1500 мг/м2 в предположении о том, что период от доставки заказчику до использования является длительным. Когда авторы настоящего изобретения исследовали влияние количества покрывающего масла с целью одновременного обеспечения адгезии окалины и ингибирования ржавчины, они установили, что, как проиллюстрировано на Фиг. 1, адгезия окалины улучшается при строгом управлении диапазоном количества покрывающего масла и шероховатостью поверхности стального листа. Этот эффект проявляется, когда количество покрывающего масла составляет 50-1500 мг/м2. Нижний предел количества покрывающего масла устанавливается равным 50 мг/м2, потому что трудно гарантировать превосходные свойства ингибирования ржавчины при количестве покрывающего масла меньше чем 50 мг/м2. Нижний предел количества покрывающего масла предпочтительно составляет 100 мг/м2 или больше, и более предпочтительно 200 мг/м2 или больше. Верхний предел устанавливается равным 1500 мг/м2 для того, чтобы получить эффект превосходной адгезии окалины. Верхний предел количества покрывающего масла устанавливается равным 1500 мг/м2, потому что когда количество покрывающего масла превышает 1500 мг/м2, адгезия окалины ухудшается. Верхний предел предпочтительно составляет 1000 мг/м2, более предпочтительно 900 мг/м2, и еще более предпочтительно 800 мг/м2. Кроме того, покрывающее масло на поверхности стального листа горит во время нагревания, и поэтому становится причиной образования сажи. По этой причине меньшее количество покрывающего масла является более предпочтительным.
[0031] Адгезия окалины, проиллюстрированная на Фиг. 1, оценивалась с помощью теста горячего поверхностного вытягивания в цилиндрическом штампе диаметром 70 мм и глубиной 20 мм. После того, как стальной лист был нагрет до диапазона температур 800°C - 1100°C со скоростью 50°C/с в электрическом нагревателе и был выдержан в течение 0-120 с, подача питания останавливалась, стальной лист охлаждался до 650°C естественным образом, и горячее поверхностное вытягивание выполнялось в вышеописанном штампе. Образцы после формования наблюдались визуально, и те образцы, в которых площадь отделения окалины составляла 5% или меньше, определялись как имеющие хорошую (кружок) адгезию окалины, те образцы, в которых площадь отделения окалины составляла 5-15%, определялись как имеющие плохую (треугольник) адгезию окалины, и те образцы для испытания, в которых площадь отделения окалины составляла больше чем 15%, определялись как имеющие очень плохую (X) адгезию окалины. Те образцы, в которых площадь отделения окалины составляла 5% или меньше, определялись как находящиеся внутри диапазона настоящего изобретения.
[0032] Оценить адгезию окалины можно, особенно не ограничивая способ нагрева. Например, может быть использована любая нагревательная печь, дальнее инфракрасное излучение, ближнее инфракрасное излучение и электрический нагрев. Кроме того, когда стальной лист нагревается в нагревательной печи, более превосходная адгезия окалины может быть получена путем утончения окалины за счет управления атмосферой в нагревательной печи и сдерживания окисления стального листа.
[0033] Следует отметить, что температура испытания на поверхностное вытягивание может находиться в любом диапазоне при условии, что стальной лист может быть обработан, но в большинстве случаев стальной лист для горячей штамповки имеет высокую прочность и превосходную стабильность формы при обработке в аустенитной области с последующей закалкой в прессе. Исходя из этого, оценка характеристик была выполнена путем горячего поверхностного вытягивания при температуре 650°C, превышающей точку Ar3.
[0034] В качестве способа покрытия маслом обычно используется электростатическое покрытие маслом, распыление, нанесение покрытия валиком и т.п., но способ покрытия маслом не ограничивается при условии, что может быть обеспечено требуемое количество покрывающего масла.
[0035] Хотя вид масла не задается, обычно используется масло NOX-RUST530F (производства компании PARKER INDUSTRIES, INC.) и т.п., если масло является минеральным, например, и если количество покрывающего масла удовлетворяет диапазону настоящего изобретения, то вид масла не ограничивается.
[0036] Хотя количество покрывающего масла может быть измерено любым способом при условии, что количество покрывающего масла может быть измерено, авторы настоящего изобретения измеряли количество покрывающего масла следующим способом. Стальной лист, покрытый антикоррозионным маслом, сначала был нарезан на квадрат со стороной 150 мм, и после этого клейкая лента была нанесена так, чтобы осталась открытой область размером 100 мм на 100 мм. После этого веса покрывающего масла и стального листа (включая вес клейкой ленты) были измерены заранее. После этого обезжиривание было выполнено путем стирания антикоррозионного масла с поверхности стального листа с помощью ткани, содержащей ацетон, был измерен вес обезжиренного стального листа, веса до и после обезжиривания были сравнены, и тем самым было вычислено количество покрывающего масла на единицу площади. Измерение было выполнено в трех местах в каждом из стальных листов, и среднее значение было определено как количество покрывающего масла на каждом из стальных листов.
[0037] Предпочтительно ограничивать содержание серы в антикоррозионном масле величиной 5 мас.% или меньше. Когда авторы настоящего изобретения исследовали соотношение между содержанием серы в покрывающем масле, и долей площади отсоединившейся окалины, как проиллюстрировано на Фиг. 2, авторы настоящего изобретения нашли, что по мере того, как содержание серы в покрывающем масле становится меньше, адгезия окалины увеличивается, и в частности когда содержание серы в покрывающем масле становится равным 5 мас.% или меньше, площадь отсоединившейся окалины становится по существу равной 0%. Возможно, что, в то время как антикоррозионное масло сгорает и исчезает во время нагревания, сера, содержавшаяся в качестве примеси, остается на поверхности стального листа и концентрируется в окалине, ухудшая тем самым адгезию окалины, хотя подробный механизм этого неясен. Следовательно, предпочтительно уменьшить содержание серы в антикоррозионном масле. Содержание серы предпочтительно составляет 4 мас.% или меньше, и более предпочтительно 3 мас.% или меньше. Хотя анализ серы в антикоррозионном масле может быть выполнен любым способом при условии, что сера может быть проанализирована, авторы настоящего изобретения извлекали 5 мл антикоррозионного масла, нанесенного на стальной лист, и выполняли анализ с помощью рентгеновской флуоресценции (рентгеновский флуоресцентный анализатор серы в масле марки SLFA-2800/HORIBA). Измерение выполнялось при n=3, и среднее значение определялось как содержание серы.
[0038] Далее будет описана шероховатость поверхности стального листа. Для того, чтобы гарантировать адгезию окалины, шероховатость поверхности стального листа должна удовлетворять условию Rz>2,5 мкм. Результат, полученный путем исследования соотношения между шероховатостью поверхности Rz стального листа и адгезией окалины, проиллюстрирован на вышеописанной Фиг. 1. Путем обеспечения неравномерностей на границе между окалиной, которая образуется во время термообработки при горячей штамповке, и основным железом неравномерности формируются на границе между основным железом и окалиной, что дает дополнительное увеличение адгезии. Этот эффект обычно упоминается как якорный эффект. В частности окалина, которая образуется во время нагревания настоящего стального листа, является тонкой. В результате в настоящем стальном листе, в котором толщина окалины является тонкой, окалина, имеющая неравномерности, формируется под воздействием состояния поверхности основного железа. Следовательно, шероховатость поверхности стального листа перед горячей штамповкой должна удовлетворять условию Rz>2,5 мкм. Когда Rz≤2,5 мкм, шероховатость поверхности стального листа является малой, и якорный эффект является недостаточным, и таким образом превосходная адгезия окалины во время горячей штамповки не может быть обеспечена. Хотя эффект превосходной адгезии окалины настоящего изобретения может быть получен без особого указания верхнего предела, если адгезия окалины увеличивается чрезмерно, становится трудным удалять окалину в последующем процессе, таком как, например, дробеструйная обработка. Таким образом предпочтительно, чтобы выполнялось условие Rz<8,0 мкм. Более предпочтительно, чтобы выполнялось условие Rz<7,0 мкм. Однако даже если выполняется условие Rz≥8,0 мкм, возможно гарантировать превосходную адгезию окалины, которая является эффектом настоящего изобретения. Следует отметить, что в стальном листе, в котором содержание Si составляет меньше чем 0,50 мас.%, даже если шероховатость поверхности соответствует условию Rz> 2,5 мкм, толстая окалина Fe формируется во время нагревания, и таким образом даже когда неравномерности имеются на поверхности стального листа, граница между основным железом и окалиной становится плоской из-за чрезмерного окисления. В результате неравномерности на границе между окалиной и основным железом устраняются, и эффект превосходной адгезии окалины, который является эффектом настоящего изобретения, не проявляется.
[0039] Хотя измерение шероховатости Rz поверхности может быть выполнено любым способом, авторы настоящего изобретения измеряли область длиной 10 мм при n=3 с использованием контактного прибора для измерения шероховатости поверхности (SURFCOM2000DX/SD3, производства компании TOKYO SEIMITSU CO., LTD) с углом конца зонда 60° и радиусом R, равным 2 мкм, и определяли среднее значение в качестве шероховатости поверхности Rz каждого из стальных листов.
[0040] Далее будет описана структура окалины формируемого горячей штамповкой тела. Стальной лист для горячей штамповки по настоящему изобретению гарантирует адгезию окалины за счет управления неравномерностями на границе между окалиной и основным железом. Следовательно, окалина может быть окалиной, состоящей главным образом из оксида Si, Fe3O4, Fe2O3 и FeO. Оксид Si существует на границе между основным железом и железной окалиной (FeO, Fe2O3, Fe3O4), и тем самым управляет толщиной железной окалины. Следовательно, окалина должна содержать оксид Si. Поскольку главной целью является управление толщиной оксида железа, даже если оксид Si является очень тонким, достаточно того, что оксид Si существует, и даже при его толщине 1 нм оксид Si проявляет этот эффект.
[0041] Анализ состава окалины сформированного тела выполнялся с помощью рентгеновской дифракции путем вырезания листа из дна цилиндрической части поверхностно вытянутого образца. На основе отношения пиковой интенсивности соответствующих оксидов были измерены объемные доли соответствующих оксидов Fe. Оксид Si присутствовал в очень тонком виде, и его объемная доля составляла менее 1 об.%, и таким образом его количественная оценка с помощью рентгеновской дифракции была затруднительной. Однако, возможно подтвердить, что оксид Si существует на границе между окалиной и основным железом, с помощью анализа EPMA (электронного микрозондового анализа).
[0042] Толщина окалины предпочтительно составляет 10 мкм или меньше. Когда толщина окалины составляет 10 мкм или меньше, адгезия окалины улучшается. Когда толщина окалины превышает 10 мкм, окалина имеет тенденцию к легкому отделению благодаря термическим напряжениям, которые возникают при охлаждении во время горячей штамповки. После этого, в процессе удаления окалины, таком как дробеструйная обработка или паровоздушное дутье, происходит разрушение окалины Fe, и окалина, присутствующая на внешней стороне, отделяется. В результате окалина также имеет проблему ее плохой удаляемости. Следовательно, толщина окалины предпочтительно составляет 10 мкм или меньше. Толщина окалины более предпочтительно составляет 7 мкм или меньше, и еще более предпочтительно 5 мкм или меньше. Такая толщина окалины достигается путем поддержания количества покрывающего масла внутри предопределенного диапазона одновременно с поддержанием содержания Si в стальном листе внутри предопределенного диапазона. Фиг. 5 иллюстрирует соотношение между количеством покрывающего масла и толщиной окалины.
[0043] На границе между основным железом и окалиной в формируемом горячей штамповкой теле по настоящему изобретению три или более неравномерностей размером 0,2-8,0 мкм присутствуют на 100 мкм. Фиг. 6A показывает фотографию границы между основным железом и окалиной сформированного тела, обладающего превосходной адгезией окалины, а Фиг. 6B показывает фотографию границы между основным железом и окалиной с недостаточной адгезией окалины. Неравномерности способствуют повышению адгезии окалины во время горячей штамповки, и таким образом превосходная адгезия окалины может быть обеспечена путем поддержания количества неравномерностей внутри вышеописанного диапазона. Неравномерности менее 0,2 мкм обеспечивают недостаточный якорный эффект, и соответственно слабую адгезию окалины. При неравномерностях размером 8,0 мкм или больше адгезия окалины становится настолько сильной, что окалину становится трудно удалить в последующем процессе удаления окалины, например, дробеструйной обработкой или паровоздушным дутьем, и поэтому предпочтительно, чтобы размер неравномерностей на границе между окалиной и основным железом составлял 8,0 мкм или меньше. Более предпочтительно размер неравномерностей составляет 6,0 мкм или меньше, и более предпочтительно 4,0 мкм или меньше. Следует отметить, что даже если размер неравномерностей превышает 8,0 мкм, может быть обеспечена превосходная способность к адгезии окалины, которая является эффектом настоящего изобретения.
[0044] Когда количество неравномерностей с размером 0,2-8,0 мкм на 100 мкм составляет менее трех, эффект улучшения адгезии окалины становится недостаточным, и таким образом количество неравномерностей на 100 мкм должно составлять три или больше. Возможно гарантировать превосходную адгезию окалины, которая является эффектом настоящего изобретения, особенно не устанавливая верхний предел количества неравномерностей на 100 мкм. Следует отметить, что неравномерности сформированного тела коррелируют с шероховатостью поверхности Rz стального листа, как проиллюстрировано на Фиг. 7, и ими можно управлять путем установки шероховатости поверхности стального листа Rz>2,5 мкм.
[0045] Далее будут описаны химические составы стального листа и формируемого горячей штамповкой тела по настоящему изобретению. Следует отметить, что далее % означает мас.%.
C: от 0,100 мас.% до 0,600 мас.%
C представляет собой элемент, который содержится для того, чтобы улучшить прочность стального листа. Если содержание C составляет менее 0,100 мас.%, прочность при растяжении 1180 МПа или больше не может быть обеспечена, и сформированное тело с высокой прочностью, которое является объектом горячей штамповки, не может быть обеспечено. Когда содержание C превышает 0,600 мас.%, свариваемость и обрабатываемость становятся недостаточными, и таким образом содержание C устанавливается равным 0,100-0,600 мас.%. Содержание C предпочтительно составляет 0,100 0,550 мас.%, и более предпочтительно 0,150-0,500 мас.%. Однако если прочность сформированного тела не требуется, превосходная адгезия окалины может быть обеспечена даже в том случае, если содержание C составляет менее 0,150 мас.%.
[0046] Si: от 0,50 мас.% до 3,00 мас.%
Si улучшает адгезию окалины за счет управления составом окалины во время горячей штамповки, и поэтому Si является существенным элементом. Если содержание Si составляет менее 0,50 мас.%, становится невозможно управлять толщиной окалины Fe, и превосходная адгезия окалины не может быть обеспечена. Следовательно, необходимо устанавливать содержание Si равным 0,50 мас.% или больше. Кроме того, когда рассматривается нанесение на элемент, который трудно формовать во время горячей штамповки, предпочтительно увеличивать содержание Si. Соответственно, содержание Si предпочтительно составляет 0,70 мас.% или больше, и более предпочтительно 0,90 мас.% или больше. В то же время Si увеличивает значение точки Ae3 и температуру нагрева, необходимую для того, чтобы сделать мартенсит главной фазой, и таким образом, если Si содержится в чрезмерном количестве, производительность и экономическая эффективность уменьшаются. Следовательно, верхний предел содержания Si устанавливается равным 3,00 мас.%. Верхний предел содержания Si предпочтительно составляет 2,5 мас.%, и более предпочтительно 2,0 мас.%. Однако возможно гарантировать превосходную адгезию окалины, если не обращать внимания на производительность и экономическую эффективность.
[0047] Mn: от 1,20 мас.% до 4,00 мас.%
Mn замедляет ферритное превращение в процессе охлаждения во время горячей штамповки, и превращает формируемое горячей штамповкой тело в структуру, имеющую в качестве главной фазу мартенсита, и таким образом содержание Mn должно составлять 1,20 мас.% или больше. Если содержание Mn составляет менее 1,20 мас.%, мартенсит не может быть сделан главной фазой, и становится трудно гарантировать высокую прочность, которая является целью формируемого горячей штамповкой тела, и таким образом нижний предел содержания Mn устанавливается равным 1,20 мас.%. Однако если прочность сформированного тела не требуется, превосходная адгезия окалины может быть обеспечена даже в том случае, если содержание Mn составляет менее 1,20 мас.%. Когда содержание Mn превышает 4,00 мас.%, этот эффект насыщается, появляется хрупкость, и происходит разрушение во время литья, холодной прокатки или горячей прокатки, и таким образом верхний предел содержания Mn устанавливается равным 4,00 мас.%. Содержание Mn предпочтительно находится внутри диапазона 1,50-3,50 мас.%, и более предпочтительно внутри диапазона 2,00-3,00 мас.%.
[0048] Ti: от 0,005 мас.% до 0,100 мас.%
Ti представляет собой элемент, который соединяется с N с образованием TiN, и тем самым не дает B образовывать нитрид, чтобы улучшить прокаливаемость. Этот эффект становится заметным, когда содержание Ti составляет 0,005 мас.% или больше, и таким образом содержание Ti устанавливается равным 0,005 мас.% или больше. Однако когда содержание Ti превышает 0,100 мас.%, образуется карбид Ti, количество C, который способствует упрочнению мартенсита, уменьшается, что приводит к уменьшению прочности, и таким образом верхний предел содержания Ti устанавливается равным 0,100 мас.%. Содержание Ti предпочтительно находится внутри диапазона 0,005-0,080 мас.%, и более предпочтительно внутри диапазона 0,005-0,060 мас.%.
[0049] B: от 0,0005 мас.% до 0,0100 мас.%
B улучшает прокаливаемость во время горячей штамповки и способствует созданию главной фазы мартенсита. Этот эффект становится заметным, когда содержание B составляет 0,0005 мас.% или больше, и таким образом необходимо устанавливать содержание B равным 0,0005 мас.% или больше. Когда содержание B превышает 0,0100 мас.%, этот эффект насыщается, выделяется борид железа, и эффект прокаливаемости, создаваемый бором, теряется, и таким образом верхний предел содержания B устанавливается равным 0,0100 мас.%. Содержание В предпочтительно находится внутри диапазона 0,0005-0,0080 мас.%, и более предпочтительно внутри диапазона 0,0005-0,0050 мас.%.
[0050]
P: 0,100 мас.% или меньше
P представляет собой элемент, который сегрегируется в центральной части толщины стального листа, и является элементом, который делает сварную часть хрупкой. Соответственно, верхний предел содержания P устанавливается равным 0,100 мас.%. Более предпочтительный верхний предел составляет 0,050 мас.%. Чем ниже содержание P, тем более это предпочтительно, и хотя эффект настоящего изобретения проявляется без задания конкретного нижнего предела, экономически невыгодно уменьшать содержание P ниже 0,001 мас.% с точки зрения производительности и стоимости дефосфоризации, и таким образом нижний предел предпочтительно устанавливается равным 0,001 мас.%.
[0051] S: от 0,0001 мас.% до 0,0100 мас.%
Сера оказывает большое влияние на адгезию окалины, и таким образом необходимо ограничивать ее содержание в стальном листе. Соответственно, верхний предел содержания серы устанавливается равным 0,0100 мас.%. Нижний предел содержания серы устанавливается равным 0,0001 мас.%, потому что более низкое содержание является экономически невыгодным с точки зрения производительности и стоимости дефосфоризации. Содержание серы предпочтительно находится внутри диапазона 0,0001-0,0070 мас.%, и более предпочтительно внутри диапазона 0,0003-0,0050 мас.%.
[0052] Al: от 0,005 мас.% до 1,000 мас.%
Al действует как раскислитель, и таким образом содержание Al устанавливается равным 0,005 мас.% или больше. Когда содержание Al составляет меньше чем 0,005 мас.%, достаточный эффект раскисления не может быть получен, и большое количество включений (оксидов) образуется в стальном листе. Эти включения становятся исходными точками разрушения во время горячей штамповки и причинами разрушения, и поэтому являются нежелательными. Этот эффект становится заметным, когда содержание Al достигает 0,005 мас.% или больше, и таким образом необходимо устанавливать содержание Al равным 0,005 мас.% или больше. Когда содержание Al превышает 1,000 мас.%, точка Ac3 повышается, и температура нагрева во время горячей штамповки увеличивается. Таким образом, горячая штамповка представляет собой методику получения формованного тела сложной формы с высокой прочностью путем нагрева стального листа до однофазовой области аустенита, горячей штамповки стального листа, дающей превосходную формуемость, и быстрого охлаждения с использованием штампа. В результате, когда содержится большое количество Al, точка Ac3 значительно повышается, происходит увеличение температуры нагрева, требуемой для попадания в однофазную область аустенита, и производительность уменьшается. Следовательно, необходимо устанавливать верхний предел содержания Al равным 1,000 мас.%. Содержание Al предпочтительно находится внутри диапазона 0,005-0,500 мас.%, и более предпочтительно внутри диапазона 0,005-0,300 мас.%.
[0053] N: 0,0100 мас.% или меньше
N представляет собой элемент, который формирует грубые нитриды и ухудшает изгибаемость и раздачу отверстия. Когда содержание N превышает 0,0100 мас.%, изгибаемость и раздача отверстия значительно ухудшаются, и таким образом верхний предел содержания N устанавливается равным 0,0100 мас.%. Следует отметить, что N становится причиной образования прогара во время сварки, и таким образом, чем меньше содержание N, тем лучше. Соответственно, содержание N предпочтительно составляет 0,0070 мас.% или меньше, и более предпочтительно 0,0050 мас.% или меньше. Хотя нет необходимости конкретно устанавливать нижний предел содержания N, стоимость производства значительно возрастает, когда содержание N уменьшается до величин менее 0,0001 мас.%, и таким образом практический нижний предел составляет 0,0001 мас.%. С точки зрения стоимости производства содержание N более предпочтительно составляет 0,0005 мас.% или больше.
[0054] Следует отметить, что другие неизбежные элементы могут содержаться в чрезвычайно малых количествах. Например, O образует оксид и существует как включение.
Стальной лист по настоящему изобретению дополнительно содержит следующие элементы по мере необходимости.
[0055] Ni: от 0,01 мас.% до 2,00 мас.%
Cu: от 0,01 мас.% до 2,00 мас.%
Cr: от 0,01 мас.% до 2,00 мас.%
Mo: от 0,01 мас.% до 2,00 мас.%
Ni, Cu, Cr и Mo представляют собой элементы, которые способствуют увеличению прочности за счет улучшения прокаливаемости во время горячей штамповки и формирования главной фазы мартенсита. Этот эффект становится заметным при содержании 0,01 мас.% или больше каждого одного, двух или больше элементов, выбираемых из группы, состоящей из Ni, Cu, Cr и Mo, и таким образом содержания этих элементов предпочтительно составляют 0,01 мас.% соответственно. Когда содержание каждого из этих элементов превышает предопределенное количество, свариваемость, горячая обрабатываемость и т.п. ухудшаются, или прочность стального листа для горячей штамповки становится настолько высокой, что возникают производственные проблемы, и таким образом верхние пределы содержаний этих элементов предпочтительно устанавливаются равными 2,00 мас.%.
[0056] Nb: от 0,005 мас.% до 0,100 мас.%
V: от 0,005 мас.% до 0,100 мас.%
W: от 0,005 мас.% до 0,100 мас.%
Nb, V и W представляют собой элементы, которые упрочняют мелкие зерна за счет торможения роста аустенита во время горячей штамповки, и способствуют увеличению прочности и повышению сопротивления разрыву. Следовательно, могут содержаться один, два или больше этих элементов. Этот эффект становится более заметным, когда содержится 0,005 мас.% или больше каждого из этих элементов, и таким образом предпочтительно, чтобы каждый из этих элементов содержался в количестве 0,005 мас.% или больше. Следует отметить, что когда содержится более 0,100 мас.% каждого из этих элементов, это не является предпочтительным, потому что образуются карбиды Nb, V и W, количество C, который способствует упрочнению мартенсита, уменьшается, и происходит уменьшение прочности. Содержание каждого из этих элементов предпочтительно находится в диапазоне 0,005 мас.% - 0,090 мас.%.
[0057] В общей сложности один, два или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg: от 0,0003 мас.% до 0,0300 мас.%
В настоящем изобретении могут дополнительно содержаться в общей сложности от 0,0003 мас.% до 0,0300 мас.% одного, двух или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg.
REM, Ca, Ce и Mg представляют собой элементы, которые улучшают прочность и способствуют улучшению материала. Когда суммарное количество одного, двух или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg, составляет менее чем 0,0003 мас.%, достаточный эффект, не может быть получен, и таким образом предпочтительно устанавливать нижний предел этого суммарного количества равным 0,0003 мас.%. Когда суммарное количество одного, двух или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg, превышает 0,0300 мас.%, литейные свойства и горячая обрабатываемость могут ухудшиться, и таким образом предпочтительно устанавливать верхний предел этого суммарного количества равным 0,0300 мас.%. Следует отметить, что REM означает редкоземельный металл и относится к элементу, принадлежащему к группе лантаноидов. В настоящем изобретении REM часто добавляется в мишметалле, и кроме Ce другие лантаноидные элементы иногда содержатся в комбинации.
[0058] Эффект настоящего изобретения становится очевидным даже тогда, когда лантаноидные элементы, отличающиеся от La и Ce, содержатся как неизбежные примеси, и эффект настоящего изобретения становится очевидным даже тогда, когда другие элементы, такие как металлы, содержатся в виде примесей.
[0059] Далее будут описаны особенности микроструктур стального листа для горячей штамповки и формируемого горячей штамповкой тела по настоящему изобретению.
При условии, что химический состав, шероховатость поверхности стального листа, и количество покрывающего масла удовлетворяют диапазонам настоящего изобретения, эффект настоящего изобретения может быть проявлен любым из протравленного горячекатаного стального листа, листа холоднокатаной стали, полученного путем холодной прокатки горячекатаного стального листа, или листа холоднокатаной стали, к которому отжиг применяется после холодной прокатки.
[0060] Эти стальные листы нагреваются до аустенитной области выше 800°C во время горячей штамповки, и поэтому проявляют эффективность в качестве стальных листов для горячей штамповки, имеющих превосходную адгезию окалины, которая является эффектом настоящего изобретения, без какого-либо ограничения микроструктуры. Однако, когда механическая резка и холодная пробивка стальных листов выполняется до горячей штамповки, прочность стальных листов предпочтительно является настолько низкой, насколько это возможно, для того, чтобы уменьшить износ штампов, режущих кромок резательных машин или вырубных штампов. Следовательно, микроструктура стального листа для горячей штамповки предпочтительно представляет собой структуры феррита и перлита, или структуру бейнита и структуру, получаемую путем отпуска мартенсита. Однако если износ пробивного штампа и штампов во время механической резки и холодной пробивки не становится проблемой, можно гарантировать превосходную адгезию окалины, которая является эффектом настоящего изобретения, даже если содержится один, два или более видов остаточного аустенита, мартенсита в упрочненном состоянии и бейнита. Кроме того, чтобы уменьшить прочность стального листа, может быть выполнена термообработка в отжиговой печи контейнерного типа или в оборудовании для непрерывного отжига. Альтернативно, даже когда холодная прокатка выполняется после вышеупомянутой размягчающей обработки, и толщина листа поддерживается на предопределенном уровне, обеспечивается превосходная адгезия окалины, которая является эффектом настоящего изобретения.
[0061] Когда прочность сформированного тела после горячей штамповки улучшается и получается высокопрочный компонент, микроструктура сформированного тела предпочтительно содержит главную фазу мартенсита. В частности, для того, чтобы гарантировать прочность при растяжении 1180 МПа или больше, объемная доля мартенсита, который является главной фазой, предпочтительно устанавливается равной 60% или больше. Мартенсит может быть подвергнут отпуску после горячей штамповки, и превращен в мартенсит отпуска. В качестве структуры, отличающейся от мартенсита, могут содержаться бейнит, феррит, перлит, цементит и остаточный аустенит. Кроме того, даже если объемная доля мартенсита составляет менее 60%, возможно гарантировать превосходную адгезию окалины по настоящему изобретению.
[0062] Следующие способы используются для идентификации микроструктур (мартенсит отпуска, мартенсит, бейнит, феррит, перлит, остаточный аустенит и остальная структура), составляющих структуру стального листа, подтверждения положений их существования, и измерения долей площади. Например, возможно подвергнуть коррозии сечение в направлении прокатки стального листа или сечение в направлении, перпендикулярном направлению прокатки, с помощью реагента ниталь и реагента, раскрытого в японской отложенной патентной публикации № 59-219473, и наблюдать структуру с увеличением 1000-100000х с помощью сканирующего электронного микроскопа (SEM) и просвечивающего электронного микроскопа (TEM). Авторы настоящего изобретения определили сечение толщины листа, параллельное направлению прокатки стального листа, в качестве поверхности наблюдения, извлекли образец, отполировали поверхность наблюдения, выполнили травление ниталем, наблюдали диапазон толщин от 1/8 до 3/8 толщины листа с 1/4 толщины листа в качестве центра с помощью сканирующего электронного микроскопа с автоэлектронной эмиссией (FE-SEM), измеряли долю площади, и эта доля площади бралась в качестве объемной доли. Что касается объемной доли остаточного аустенита, она измерялась путем выполнения рентгеновской дифракции поверхности, которая была параллельной поверхности материнского стального листа и имела 1/4 толщины, используемой в качестве поверхности наблюдения.
[0063] Далее будет описан способ производства стального листа для горячей штамповки по настоящему изобретению.
Хотя другие рабочие условия основаны на обычном способе, следующие условия являются предпочтительными с точки зрения производительности.
[0064] Для того, чтобы произвести стальной лист в настоящем изобретении, сначала отливается сляб, имеющий тот же самый компонентный состав, что и компонентный состав вышеупомянутого стального листа. Поскольку сляб предназначается для горячей прокатки, может использоваться сляб непрерывного литья, сляб, произведенный с помощью машины для непрерывного литья тонких слябов, и т.п. Способ для производства стального листа по настоящему изобретению адаптируется с таким процессом, как непрерывная разливка-совмещенная прокатка (CC-DR), который выполняет горячую прокатку немедленно после разливки.
- Температура нагрева сляба: 1100°C или выше
- Температура завершения горячей прокатки: точка преобразования Ar3 или выше
- Температура сматывания полосы в рулон: 700°C или ниже
- Обжатие при холодной прокатке: 30-70%
[0065] Температура нагрева сляба предпочтительно устанавливается равной 1100°C или выше. Температура нагрева сляба в температурной области ниже 1100°C вызывает снижение температуры финишной прокатки, и таким образом прочность во время финишной прокатки имеет тенденцию быть высокой. В результате существует вероятность того, что прокатка станет затруднительной и стальной лист после прокатки будет иметь плохую форму, и таким образом температура нагрева сляба предпочтительно устанавливается равной 1100°C или выше.
[0066] Температура финишной прокатки предпочтительно устанавливается равной точке превращения Ar3 или выше. Когда температура финишной прокатки становится ниже точки превращения Ar3, нагрузка при прокатке становится высокой, и появляется вероятность того, что прокатка станет затруднительной и стальной лист после прокатки будет иметь плохую форму, и таким образом нижний предел температуры финишной прокатки предпочтительно устанавливается равным точке превращения Ar3. Верхний предел температуры финишной прокатки особо не устанавливается, но если температура финишной прокатки будет чрезмерно высокой, температура нагрева сляба должна быть чрезмерно высокой для того, чтобы гарантировать эту температуру, и таким образом верхний предел температуры финишной прокатки предпочтительно равен 1100°C.
[0067] Температура сматывания полосы в рулон предпочтительно устанавливается равной 700°C или ниже. Когда температура сматывания полосы в рулон превышает 700°C, толщина оксидов, образующихся на поверхности стального листа, чрезмерно увеличивается, и травильное свойство ухудшается, и таким образом температура сматывания полосы в рулон выше 700°C не является предпочтительной. Когда после этого выполняется холодная прокатка, нижний предел температуры сматывания полосы в рулон предпочтительно устанавливается равным 400°C. Когда температура сматывания полосы в рулон становится ниже чем 400°C, прочность горячекатаного стального листа чрезвычайно увеличивается, в результате чего легко происходит разрушение листа и форма листа во время холодной прокатки становится неудовлетворительной, и таким образом нижний предел температуры сматывания полосы в рулон предпочтительно устанавливается равным 400°C. Однако, если смотанный горячекатаный стальной лист предполагается размягчать путем его нагрева в отжиговой печи контейнерного типа или в оборудовании для непрерывного отжига, стальной лист может быть смотан при низкой температуре, ниже чем 400°C. Следует отметить, что во время горячей прокатки выправленные в валках листы могут быть соединены друг с другом, и финишная прокатка может выполняться непрерывно. Кроме того, выправленный в валках лист может быть временно смотан.
[0068] Затем произведенный таким образом горячекатаный стальной лист травится в течение 30 с или больше в водном растворе с температурой 80°C - 100°C, который имеет концентрацию кислоты 3-20 мас.% и включает в себя ингибитор. В настоящем изобретении травление при этих условиях является чрезвычайно важным, и для того, чтобы поддерживать шероховатость поверхности Rz стального листа на уровне более 2,5 мкм, травление при вышеописанных условиях является необходимым. Следует отметить, что в качестве кислоты обычно используется водный раствор соляной кислоты, серной кислоты и т.п., и может использоваться царская водка и т.п.
[0069] Температура этого водного раствора устанавливается в диапазоне от 80°C до ниже чем 100°C, потому что при температуре ниже чем 80°C скорость реакции является низкой, и требуется много времени для получения шероховатости поверхности горячекатаного стального листа в подходящем диапазоне. В то же время, нагревание при температуре 100°C или выше является опасным и нежелательным из-за кипения раствора и разбрызгивания, хотя реакция травления при этом протекает без проблем.
[0070] Кроме того, причины для установки концентрации кислоты равной 3-20 мас.% состоят в том, чтобы поддерживать шероховатость поверхности Rz горячекатаного стального листа внутри подходящего диапазона. Когда концентрация кислоты составляет менее 3 мас.%, требуется много времени для создания нужных неравномерностей на поверхности путем травления. Когда концентрация кислоты превышает 20 мас.%, ванна для травления сильно повреждается, и организация производства усложняется, и таким образом это является нежелательным. Предпочтительный диапазон концентрации кислоты составляет 5-15 мас.%.
[0071] Кроме того, продолжительность травления устанавливается равной 30 с или больше для того, чтобы устойчиво создавать предопределенные неравномерности (с Rz>2,5 мкм) на поверхности стального листа путем травления. Когда ванна для травления разделяется на множество резервуаров, если продолжительность травления в некоторых из них или суммарная продолжительность травления удовлетворяет вышеописанным условиям, шероховатость поверхности Rz горячекатаного стального листа может быть обеспечена в диапазоне настоящего изобретения, даже если концентрации или температуры индивидуальных резервуаров отличаются друг от друга. Кроме того, травление может выполняться, будучи разделенным на множество раз. Следует отметить, что в эксперименте авторов настоящего изобретения использовалась соляная кислота, включающая в себя ингибитор, но эффект настоящего изобретения может быть получен и при использовании другой кислоты, такой как соляная кислота без ингибитора, серная кислота и азотная кислота, или смесь этих кислот, при условии, что путем травления можно достичь требуемой шероховатости поверхности Rz.
[0072] Кроме того, неравномерности, формируемые путем травления горячекатаного стального листа, также остаются даже после выполнения дрессировки, холодной прокатки или отжига, и таким образом чрезвычайно важно управлять условиями травления и придавать неравномерности поверхности листа после травления. Следовательно, дрессировка горячекатаного стального листа может выполняться после травления.
[0073] Кроме того, даже при использовании листа холоднокатаной стали, который был подвергнут только холодной прокатке, или листа холоднокатаной стали, термически обработанного в оборудовании для непрерывного отжига или в отжиговой печи контейнерного типа после холодной прокатки, неравномерности формируются на поверхности путем выполнения травления перед холодной прокаткой, и предопределенный эффект может быть получен. Следует отметить, что холодная прокатка предпочтительно выполняется с шероховатостью Rz валка для холодной прокатки внутри диапазона 1,0-20,0 мкм, и валок холодной прокатки также включает в себя валок дрессировки.
[0074] Холодная прокатка применяется к горячекатаному стальному листу, протравленному при указанных выше условиях, с вытяжкой 30-80%, и этот стальной лист может быть пропущен через оборудование для непрерывного отжига. Когда вытяжка составляет менее 30%, становится трудным сохранять форму стального листа плоской, и пластичность конечного продукта ухудшается, и таким образом нижний предел вытяжки предпочтительно устанавливается равным 30%. Когда вытяжка превышает 80%, давление при прокатке становится чрезмерно большим, и холодная прокатка становится затруднительной, и таким образом верхний предел вытяжки предпочтительно устанавливается равным 80%. Более предпочтительно вытяжка составляет 40% - 70%. Эффект настоящего изобретения становится очевидным даже без особого определения количества проходов прокатки и вытяжки в каждом проходе, и таким образом нет необходимости определять количество проходов прокатки и вытяжку в каждом проходе.
[0075] После этого лист холоднокатаной стали может быть пропущен через линию непрерывного отжига. Целью этой обработки является размягчить стальной лист, который сильно упрочняется холодной прокаткой, и таким образом любые условия могут быть использованы при условии, что стальной лист размягчается. Например, когда температура нагрева при отжиге находится в диапазоне 550°C - 750°C, дислокации, введенные во время холодной прокатки, устраняются с помощью восстановления, рекристаллизации или фазового превращения, и таким образом отжиг предпочтительно выполняется в этой температурной области.
[0076] За счет выполнения отжига в печи контейнерного типа может быть получен стальной лист для горячей штамповки по настоящему изобретению, обладающий превосходной адгезией окалины.
[0077] После этого выполняется покрытие маслом. В качестве способа покрытия маслом обычно используется, электростатическое промасливание, распыление, нанесение с помощью валика и т.п., и при условии, что может быть обеспечено количество покрывающего масла в диапазоне 50-1500 мг/м2, этот способ не ограничивается. В настоящем изобретении покрытие из предопределенного количества масла выполнялось с помощью машины для электростатического промасливания. Кроме того, если может быть обеспечено количество покрывающего масла в диапазоне 50-1500 мг/м2, может быть нанесен ингибитор коррозии в количестве, равном или больше, чем количество покрывающего масла, а также может быть выполнено обезжиривание.
[0078] Превосходная адгезия окалины, которая является эффектом настоящего изобретения, и антикоррозионные свойства могут быть получены одновременно без особых ограничений условий горячей штамповки. Например, при использовании показанного далее способа производства одновременно достигаются превосходная характеристика прочности при растяжении, составляющая 1180 МПа или больше, и производительность. Во время выполнения горячей штамповки нагревание предпочтительно выполняется до температурной области 800°C - 1100°C со скоростью нагревания 2°C/с или больше. При нагревании со скоростью 2°C/с или больше образование окалины во время нагревания может быть ограничено, и обеспечивается эффект улучшения адгезии окалины. Скорость нагревания предпочтительно составляет 5°C/с или больше, и более предпочтительно 10°C/с или больше. Кроме того, увеличение скорости нагревания также эффективно в плане улучшения производительности.
[0079] Температура нагрева при отжиге во время выполнения горячей штамповки предпочтительно находится внутри диапазона 800°C - 1100°C. Путем выполнения отжига в этой температурной области возможно превратить структуру в однофазную структуру аустенита, и эта структура может быть превращена в структуру, имеющую мартенсит в качестве главной фазы, с помощью последующего охлаждения. Когда температура нагрева при отжиге в это время является более низкой, чем 800°C, структура во время отжига превращается в структуры феррита и аустенита, феррит вырастает в процессе охлаждения, объемная доля феррита превышает 10%, и прочность при растяжении формируемого горячей штамповкой тела становится ниже чем 1180 МПа. Следовательно, нижний предел температуры нагрева при отжиге предпочтительно устанавливается равным 800°C. Когда температура нагрева при отжиге превышает 1100°C, происходит не только насыщение эффекта, но также и значительно увеличивается толщина окалины, и возникает риск уменьшения адгезии окалины. Следовательно, предпочтительно выполнять отжиг при температуре 1100°C или ниже. Температура нагрева при отжиге более предпочтительно находится в диапазоне 830°C - 1050°C.
[0080] После нагревания может быть выполнена выдержка в температурной области 800°C - 1100°C. Когда выдержка выполняется при высокой температуре, возможно плавление карбидов, содержащихся в стальном листе, что способствует увеличению прочности стального листа и повышению прокаливаемости. Выдержка включает в себя нахождение, снятие нагрева и снятие охлаждения в указанной температурной области. Поскольку целью является расплавить карбиды, эта цель достигается при условии, что обеспечивается продолжительность пребывания в указанной температурной области. Хотя ограничений на продолжительность выдержки особенно не накладывается, 1000 с предпочтительно устанавливаются в качестве верхнего предела, потому, что когда продолжительность выдержки составляет 1000 с или больше, толщина окалины становится чрезмерно большой, и адгезия окалины ухудшается.
[0081] После этого температура от 800°C до 700°C предпочтительно уменьшается со средней скоростью охлаждения 5°C/с или больше. Здесь 700°C представляют собой температуру начала охлаждения штампа, и причиной, по которой температура от 800°C до 700°C уменьшается со скоростью 5°C/с или больше, является стремление избежать ферритного превращения, бейнитного превращения и перлитного превращения, и превратить структуру в главную фазу мартенсита. Когда скорость охлаждения составляет меньше чем 5°C/с, формируются эти мягкие структуры, и становится трудно гарантировать прочность при растяжении 1180 МПа или больше. В то же время, эффект настоящего изобретения проявляется без особой установки верхнего предела скорости охлаждения. Причина, по которой диапазон, в котором температура уменьшается со скоростью 5°C/с или больше, устанавливается равным от 800°C до 700°C, состоит в том, что в этом диапазоне температур вероятно образование структуры феррита и т.п., что вызывает снижение прочности. Охлаждение в это время не ограничивается непрерывным охлаждением, и даже когда выполняется выдержка и нагревание в этой температурной области, эффект настоящего изобретения проявляется при условии, что средняя скорость охлаждения составляет 5°C/с или больше. Эффект настоящего изобретения может быть проявлен без особых ограничений способа охлаждения. Таким образом, эффект настоящего изобретения может быть проявлен с помощью одного из охлаждения с использованием штампа или охлаждения штампом с использованием водяного охлаждения в комбинации.
ПРИМЕРЫ
[0082] Далее будут описаны примеры настоящего изобретения, и условия в примерах являются всего лишь одним примером условий, использованных для подтверждения реализуемости и эффекта настоящего изобретения, и настоящее изобретение не ограничивается этим одним примером условий. Настоящее изобретение может использовать различные условия, при условии, что они достигают цели настоящего изобретения без отступления от сути настоящего изобретения.
[0083] Сначала были отлиты слябы с компонентными составами А - S и a - n, показанными в Таблице 1, и после того, как слябы были временно охлаждены до комнатной температуры, нагревание выполнялось в течение 220 мин в нагревательной печи с температурой 1230°C, горячая прокатка выполнялась с температурой финишной прокатки 920°C - 960°C, и сматывание в рулон выполнялось при температурных условиях, показанных в Таблице 2.
[0084]
[Таблица 1]
Таблица 1. Химические компоненты (мас.%)
Подчеркнутое значение указывает на выход за пределы диапазона настоящего изобретения.
«-» означает, что этот элемент не добавляется.
[0085]
[Таблица 2]
*1 означает следующее: FH: в состоянии после холодной прокатки, HR: горячекатаный стальной лист, CR: лист холоднокатаной стали, отожженный после холодной прокатки.
*2 означает, что содержание Mn является чрезмерно высоким, множество разрушений происходит при литье и во время горячей прокатки, и горячекатаный стальной лист не смог быть произведен.
[0086] Окончательная толщина горячекатаного стального листа для горячей штамповки составляла 1,6 мм. Толщина горячекатаного стального листа для холодной прокатки составляла 3,2 мм. Когда после этого травление выполнялось при условиях, показанных в Таблице 2, и выполнялась холодная прокатка, толщина листа уменьшалась на 50% (3,2 мм → 1,6 мм). После этого выполнялся отжиг некоторых из стальных листов в оборудовании для непрерывного отжига, и стальные листы были превращены в листы холоднокатаной стали. После этого с использованием NOX-RUST503F (производства компании PARKER INDUSTRIES, INC.) NOX503F (производства компании PARKER INDUSTRIES, INC.) был нанесен на горячекатаные стальные листы и листы холоднокатаной стали с помощью электростатической промасливающей машины в диапазоне количества покрывающего масла от 0 до 6090 мг/м2.
[0087] После этого стальные листы были нарезаны в предопределенный размер, после чего электрическое нагревание выполнялось до температуры 900°C со скоростью 50°C/с с последующей выдержкой в течение 10 с при 900°C, после чего была сделана пауза для охлаждения на 10 с, и упрочнение было выполнено в вышеописанных штампах для горячей поверхностной вытяжки при температуре 650°C или выше. Затем было выполнено визуальное наблюдение полученных с помощью горячей штамповки тел, и стальные листы без отсоединения окалины были определены как стальные листы, обладающие превосходной адгезией окалины.
[0088] Для определения антикоррозионных свойств выдержка в течение 30 дней выполнялась при комнатной температуре, и стальные листы без ржавчины на поверхностях стального листа были определены как стальные листы, обладающие превосходными антикоррозионными свойствами. В комбинации с использованием плоских листовых образцов горячая штамповка была выполнена при вышеупомянутых условиях, и были оценены характеристики растяжимости. Результаты оценки приведены в Таблице 3.
[0089]
[Таблица 3]
*1 означает следующее: FH: в состоянии после холодной прокатки, HR: горячекатаный стальной лист, CR: лист холоднокатаной стали, отожженный после холодной прокатки.
*2 означает, что содержание Mn было чрезмерно высоким, множество разрушений образовывалось при литье и во время горячей прокатки, и горячекатаный стальной лист не смог быть произведен.
*3 означает, что во время горячей штамповки происходили разрушения с включениями в качестве исходных точек, и поэтому было невозможно выполнить испытание сформированного тела на разрыв.
[0090] Что касается характеристик растяжимости, были извлечены образцы для испытания на разрыв в соответствии с японским промышленным стандартом JIS Z 2201, испытание на разрыв было выполнено в соответствии со стандартом JIS Z 2241, и была измерена максимальная прочность при растяжении. Сформированные тела, имеющие максимальную прочность при растяжении 1180 МПа или больше, были определены как сформированные тела по настоящему изобретению.
[0091] Анализы состава окалины сформированных тел были выполнены с помощью рентгеновской дифракции путем вырезания листов из дна цилиндрической части поверхностно вытянутых образцов. На основе отношения пиковой интенсивности соответствующих оксидов были измерены объемные доли соответствующих оксидов Fe. Оксиды Si присутствовали в очень тонком виде, и их объемная доля составляла менее 1 об.%, и таким образом количественная оценка с помощью рентгеновской дифракции была затруднительной. Однако, возможно было подтвердить, что оксиды Si присутствовали на границе между окалиной и основным железом, с помощью анализа EPMA (электронного микрозондового анализа).
Что касается оценки неравномерностей на границе между окалиной и основным железом, сформированных в формованных телах, были выполнены заливка и полировка стальных листов, вырезанных из вышеописанного положения, и после этого с помощью SEM с увеличением 3000х выполнялось наблюдение сечения, перпендикулярного направлению прокатки. Пять полей зрения наблюдались в каждом из тестовых образцов, и измерялась численная плотность неравномерностей в диапазоне размеров 0,2-1,0 мкм на длине 100 мкм.
[0092] Формованные тела, удовлетворяющие условиям настоящего изобретения, продемонстрировали как превосходные антикоррозионные свойства, так и превосходную адгезию окалины. Формованные тела, которые не удовлетворяли условиям настоящего изобретения, обладали худшей адгезией окалины или худшей коррозионной стойкостью.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0093] В соответствии с настоящим изобретением может быть обеспечен стальной лист, обладающий превосходной адгезией окалины во время горячей штамповки, могут быть решены сопутствующие проблемы износа штампа во время горячей штамповки, прилипания металлического покрытия к штампу, а также ямочных дефектов углубления, и таким образом настоящее изобретение может дать значительное повышение производительности и имеет в промышленном отношении большое значение.
Изобретение относится к стальному листу для горячей штамповки, способу его производства и изделию, полученному горячей штамповкой. Стальной лист имеет состав, включающий по меньшей мере С: от 0,100 мас.% до 0,600 мас.%, Si: от 0,50 мас.% до 3,00 мас.%, Mn: от 1,20 мас.% до 4,00 мас.%, Ti: от 0,005 мас.% до 0,100 мас.%, B: от 0,0005 мас.% до 0,0100 мас.%, P: 0,100 мас.% или меньше, S: от 0,0001 мас.% до 0,0100 мас.%, Al: от 0,005 мас.% до 1,000 мас.% и N: 0,0100 мас.% или меньше, с остатком из железа и примесей, шероховатость поверхности стального листа удовлетворяет условию Rz>2,5 мкм. На поверхность стального листа нанесено антикоррозионное масло в количестве 50-1500 мг/м2. Количество серы в упомянутом антикоррозионном масле, которое нанесено на стальной лист, составляет 5 мас.% или меньше. В результате обеспечивается получение стального листа с превосходной адгезией окалины во время горячей штамповки без адгезии расплавленного металла к штампу. 3 н. и 10 з.п. ф-лы, 7 ил., 3 табл.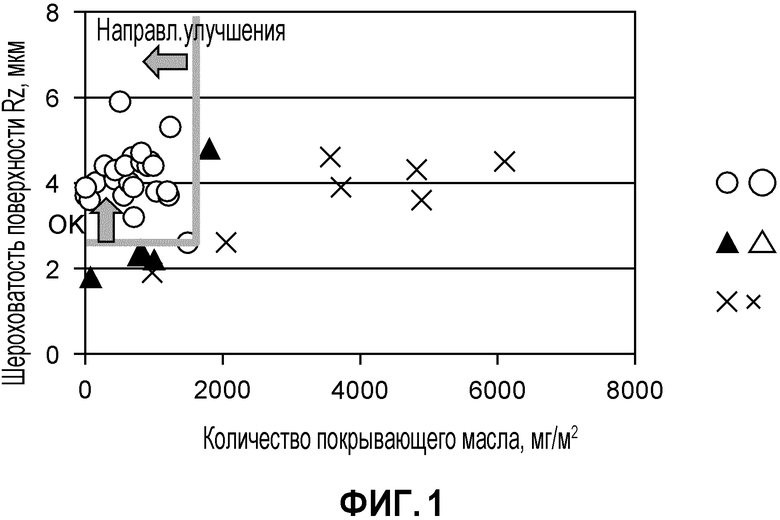
1. Стальной лист для горячей штамповки, содержащий, мас.%:
C: от 0,100 до 0,600,
Si: от 0,50 до 3,00,
Mn: от 1,20 до 4,00,
Ti: от 0,005 до 0,100,
B: от 0,0005 до 0,0100,
P: 0,100 или меньше,
S: от 0,0001 до 0,0100,
Al: от 0,005 до 1,000,
N: 0,0100 или меньше,
Ni: от 0 до 2,00,
Cu: от 0 до 2,00,
Cr: от 0 до 2,00,
Mo: от 0 до 2,00,
Nb: от 0 до 0,100,
V: от 0 до 0,100,
W: от 0 до 0,100 и
один, два или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg: в общей сумме от 0 мас.% до 0,0300 мас.%;
с остатком из железа и примесей,
в котором шероховатость поверхности стального листа удовлетворяет условию Rz>2,5 мкм и антикоррозионное масло нанесено на поверхность в количестве 50-1500 мг/м2, причем количество серы в упомянутом антикоррозионном масле, которое нанесено на стальной лист, составляет 5 мас.% или меньше.
2. Стальной лист по п. 1,
состав которого содержит:
один, два или более элементов, выбираемых из группы, состоящей из, мас.%:
Ni: от 0,01 до 2,00,
Cu: от 0,01 до 2,00,
Cr: от 0,01 до 2,00,
Mo: от 0,01 до 2,00,
Nb: от 0,005 до 0,100,
V: от 0,005 до 0,100 и
W: от 0,005 до 0,100.
3. Стальной лист по п. 1 или 2, состав которого содержит:
в общей сумме от 0,0003 мас.% до 0,0300 мас.% одного, двух или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg.
4. Способ производства стального листа для горячей штамповки, включающий:
стадию литья сляба, содержащего, мас.%:
C: от 0,100 до 0,600,
Si: от 0,50 до 3,00,
Mn: от 1,20 до 4,00,
Ti: от 0,005 до 0,100,
B: от 0,0005 до 0,0100,
P: 0,100 или меньше,
S: от 0,0001 до 0,0100,
Al: от 0,005 до 1,000,
N: 0,0100 или меньше,
Ni: от 0 до 2,00,
Cu: от 0 до 2,00,
Cr: от 0 до 2,00,
Mo: от 0 до 2,00,
Nb: от 0 до 0,100,
V: от 0 до 0,100,
W: от 0 до 0,100 и
один, два или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg: в общей сумме от 0 мас.% до 0,0300 мас.%,
с остатком из железа и примесей,
и горячей прокатки упомянутого сляба немедленно после отливки или после охлаждения и нагревания сляба для получения горячекатаного стального листа,
стадию травления упомянутого горячекатаного стального листа в течение 30 с или больше в водном растворе, имеющем температуру от 80°C до менее чем 100°C и включающем в себя ингибитор с концентрацией кислоты 3-20 мас.%, и
стадию нанесения антикоррозионного масла на стальной лист после выполнения травления,
при этом количество антикоррозионного масла, остающегося на поверхности стального листа, ограничивают величиной 50-1500 мг/м2, а количество серы в антикоррозионном масле, которое наносят на стальной лист, составляет 5 мас.% или меньше.
5. Способ по п. 4, в котором антикоррозионное масло наносят на протравленный горячекатаный стальной лист.
6. Способ по п. 4, который дополнительно содержит стадию холодной прокатки протравленного горячекатаного стального листа для получения листа холоднокатаной стали и нанесение антикоррозионного масла на этот лист холоднокатаной стали.
7. Способ по п. 4, который дополнительно содержит
стадию холодной прокатки протравленного горячекатаного стального листа и дополнительно выполнение термообработки в оборудовании для непрерывного отжига или в отжиговой печи контейнерного типа для получения листа холоднокатаной стали и нанесение антикоррозионного масла на этот лист холоднокатаной стали.
8. Способ по п. 4, в котором состав сляба содержит, мас.%:
один, два или более элементов, выбираемых из группы, состоящей из
Ni: от 0,01 до 2,00,
Cu: от 0,01 до 2,00,
Cr: от 0,01 до 2,00,
Mo: от 0,01 до 2,00,
Nb: от 0,005 до 0,100,
V: от 0,005 до 0,100 и
W: от 0,005 до 0,100.
9. Способ по п. 4, в котором состав сляба содержит
в общей сумме от 0,0003 мас.% до 0,0300 мас.% одного, двух или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg.
10. Формируемое горячей штамповкой изделие, состав которого содержит, мас.%:
C: от 0,100 до 0,600;
Si: от 0,50 до 3,00;
Mn: от 1,20 до 4,00;
Ti: от 0,005 до 0,100;
B: от 0,0005 до 0,0100;
P: 0,100 или меньше;
S: от 0,0001 до 0,0100;
Al: от 0,005 до 1,000;
N: 0,0100 или меньше;
Ni: от 0 до 2,00;
Cu: от 0 до 2,00;
Cr: от 0 до 2,00;
Mo: от 0 до 2,00;
Nb: от 0 до 0,100;
V: от 0 до 0,100;
W: от 0 до 0,100 и
один, два или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg: в общей сумме от 0 мас.% до 0,0300 мас.%;
с остатком из железа и примесей,
в котором три или более неравномерностей в диапазоне 0,2-8,0 мкм в глубину присутствуют на 100 мкм на границе между окалиной и основным железом и прочность при растяжении составляет 1180 МПа или больше,
причем толщина окалины составляет 10 мкм или меньше.
11. Изделие по п. 10, в котором оксид Si, FeO, Fe3O4 и Fe2O3 включаются в поверхность формируемого горячей штамповкой изделия.
12. Изделие по п. 10 или 11, в котором состав формируемого горячей штамповкой изделия содержит
один, два или более элементов, выбираемых из группы, состоящей из, мас.%:
Ni: от 0,01 до 2,00,
Cu: от 0,01 до 2,00,
Cr: от 0,01 до 2,00,
Mo: от 0,01 до 2,00,
Nb: от 0,005 до 0,100,
V: от 0,005 до 0,100 и
W: от 0,005 до 0,100.
13. Изделие по п. 10 или 11, в котором состав формируемого горячей штамповкой изделия содержит в общей сумме от 0,0003 мас.% до 0,0300 мас.% одного, двух или более элементов, выбираемых из группы, состоящей из REM, Ca, Ce и Mg.
| JP 2008240046 A, 09.10.2008 | |||
| СТАЛЬ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ИЛИ ЗАКАЛКИ В ИНСТРУМЕНТЕ, ОБЛАДАЮЩАЯ УЛУЧШЕННОЙ ПЛАСТИЧНОСТЬЮ | 2008 |
|
RU2423532C1 |
| ГОРЯЧЕШТАМПОВАННАЯ НЕТЕРМООБРАБОТАННАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА И ГОРЯЧЕШТАМПОВАННАЯ НЕТЕРМООБРАБОТАННАЯ СТАЛЬНАЯ ДЕТАЛЬ | 2008 |
|
RU2439189C1 |
| JP 2014159624 A, 04.09.2014 | |||
| JP 2010174302 A, 12.08.2010. | |||

